���������Ͻ�����
��Դ�ڿ����й���ɫ����ѧ��(Ӣ�İ�)2014���7��
�������ߣ�J��rgen HIRSCH
����ҳ�룺1995 - 2002
�ؼ��ʣ��������׳�����������ƣ���������
Key words��automobile; body-in-white; light weight design; super-light-car
ժ Ҫ���������������������ʲ������Ͻ���о���������������ѡ��ͳ�������¸���ȷ��档Ϊ���㾭�úͻ��������ȷ��治��������Ҫ�Գ��ó���ʹ���ѳ���ĺ������о����������Ͻ���Ľ�չ���������ۡ�������һЩ�Ľ��ľ��и��ߵ�ǿ�Ⱥ��õij������ܵ�5ϵ��6ϵ���Ͻ�ʹ����Щ�Ͻ��ܼ���������������߷�ײ���ܡ������Ͻ��ڡ�����ϳ��������������е�Ӧ�õ��������ļ���Ч��Ϊ���������˶����������Ʒ�����о���չ��
Abstract: Aspects of material selection and innovative concepts of car construction using aluminium as best suited light-weight materials were presented, and recent development in established and advanced use of aluminium in passenger cars was discussed that help to meet economic and environmental requirements. 5xxx and 6xxx aluminium alloys were presented that have been improved for the increasing demands regarding higher strength and better formability, resulting in a mass reduction and improved crashworthiness. Furthermore, advances concerning multi-material light weight design were presented by examples for aluminium solutions in advanced ��Multi-material�� Super-Light-Car (SLC) concepts, which reaches significant mass reductions.
Trans. Nonferrous Met. Soc. China 24(2014) 1995-2002
 HIRSCH
HIRSCH
Hydro Aluminium Rolled Products GmbH, R&D Bonn, Germany
Received 17 October 2013; accepted 13 June 2014
Abstract: Aspects of material selection and innovative concepts of car construction using aluminium as best suited light-weight materials were presented, and recent development in established and advanced use of aluminium in passenger cars was discussed that help to meet economic and environmental requirements. 5xxx and 6xxx aluminium alloys were presented that have been improved for the increasing demands regarding higher strength and better formability, resulting in a mass reduction and improved crashworthiness. Furthermore, advances concerning multi-material light weight design were presented by examples for aluminium solutions in advanced ��Multi-material�� Super-Light-Car (SLC) concepts, which reaches significant mass reductions.
Key words: automobile; body-in-white; light weight design; super-light-car
1 Introduction
The European automotive industry is known worldwide as technically most advanced and highly innovative. Based on rising economic and political pressure to reduce fuel consumption and CO2-emissions, the efforts for automotive lightweight construction have increased significantly and specific solutions are proposed based on the use of modified or newly designed aluminium alloys [1-5]. During the last decade the average amount of aluminium used in passenger cars has doubled (Fig. 1), and based on the new design concepts progress will keep on following this trend in the coming years.
In parallel the European aluminium industry has developed and introduced numerous innovative light-weight solutions based on the established and further improved aluminium alloys [7-13] and optimized aluminium-oriented car design. One of the main advantages of aluminium is its availability in a large variety of semi-finished forms, such as shape castings, extrusions and sheet, all suitable for mass production and innovative solutions. Compact and highly integrated parts meet the high demands for high performance, quality and cost efficient manufacturability.
Aluminium is in fierce competitive with other materials, like novel steels recently developed, claiming back the light weight potential by higher strength alloys suitable for reducing wall thickness. Other competitor materials are magnesium, titanium and glass or carbon fibre reinforced plastics. The latter has developed further in the aerospace industries, now heavy R&D efforts are made suitable for mass production also for cars, especially innovative electro cars. Innovative car concepts have adopted the multi-material design idea to use for each function the ��best�� material available.
Challenges involved here are mainly joining and surface treatment issues. Many suitable solutions have been developed. Application of semi-finished aluminium parts increases, e.g. in engine blocks and power train parts, space frames (Audi A2, A8, BMW Z8, Lotus Elise), sheet structures (Honda NSX, Jaguar, Rover) or as closures and hang-on parts (DC-E-class, Renault, Peugeot) and other structural components [1-3]. Figure 2 shows a selection of aluminium parts used.
The average total aluminium content per car for European cars was 140 kg in 2012 [6]. Its distribution has been analyzed systematically as:
1) Power-train (engine, fuel system, liquid lines): 69 kg (25 components analysed) in engine block and cylinder head, transmission housings and radiators.
2) Chassis and suspension (cradle, axle): 37 kg (17 components analysed) in wheels, suspension arms and steering systems.
3) Car body (body-in-white (BIW), hoods, doors, wings, bumpers and interiors): 26 kg (20 components analysed) in bonnets and doors, front structure and bumper beams.
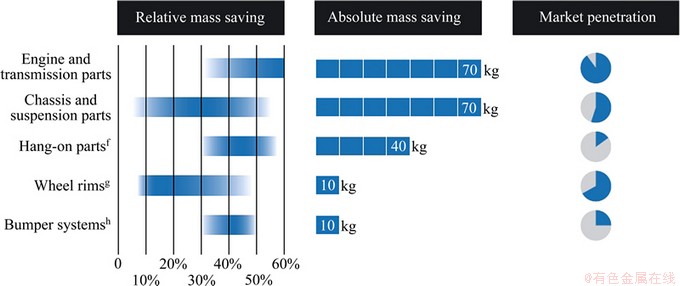
Fig. 1 Aluminium��s direct mass savings and market penetration [6]
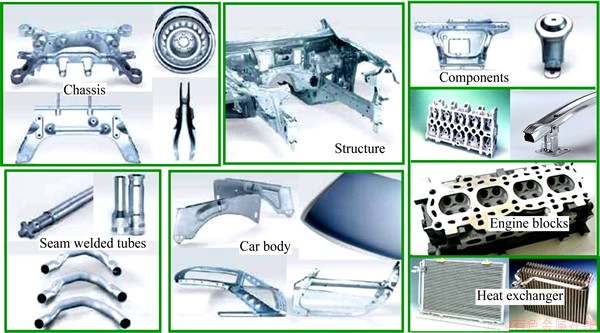
Fig. 2 Aluminium products for advanced automotive applications (Hydro)
The analysis of the average compound annual growth rate (CAGR) indicates that for the body the highest potential exists [10]. Seen as one component the BIW is the heaviest part of a conventional car with a share of between 25% and 30% of the complete car��s mass, depending mainly on options installed, engine size, and integrated safety features.
2 State-of-the-art design strategies for body- in-white (BIW)
There are two principal variants as state-of-the-art for a BIW design.
1) ��Extrusion space-frame design�� for small to medium volume cars: The AUDI A8 (e.g. D3, model year 2002, Fig. 3(b)) is a classical example with a scheduled volume of 25000 cars/year, a BIW mass of 277 kg; consisting of 59 extrusions (61 kg), 31 castings (39 kg) and 170 sheet parts (177 kg). Riveting, MIG-, laser-, and hybrid welds, roll-folding and adhesive bonding are the main joining methods applied here.
2) ��Stamped sheet monocoque�� for medium to large volume cars, for example, the Jaguar XJ (X350), model year 2002 (Fig. 4), with 30000 cars/year and a BIW mass of 295 kg; consisting of 22 extrusions (21 kg), 15 castings (15 kg), and 273 sheet (259 kg). Joining methods are adhesive bonding, riveting, clinching and MIG welding.
3 Aluminium alloys for car body applications
3.1 Age-hardening Al-Mg-Si alloys
6xxx series alloys contain magnesium and silicon. Current 6xxx alloys used for autobody sheet are A6016 (Europe), A6111 (America), and A6181A, which were added more recently because of recycling aspects. In USA, A6111 is often used for outer panels in gauges of 0.9-1.0 mm which combines high strength with good formability. In Europe, EN-6016 is preferred and applied in gauges of 1-1.2 mm. It shows a superior formability and filiform corrosion resistance and allows flat hems even on parts with local pre-deformation. However, the bake-hardened strength of 6016 is significantly lower than that of A-6111 [6].
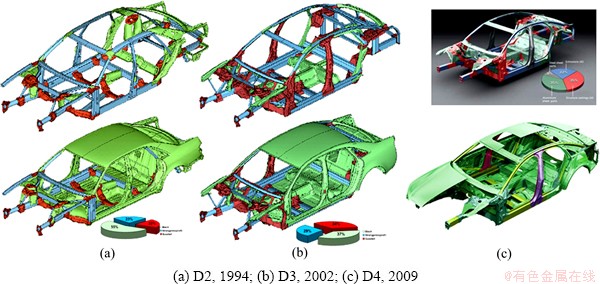
Fig. 3 Aluminium extrusion of AUDI space-frame (AUDI A8 series)
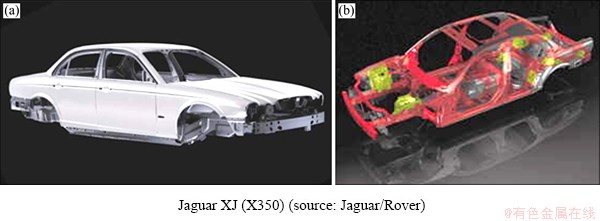
Fig. 4 ��Stamped sheet monocoque��
New alloy and processing modifications have been introduced in recent years to meet the increased requirements [5]. Higher strength alloys may allow outer panel thickness reduction with no loss of dent resistance, provided stiffness requirements are met. As paint-bake temperatures decrease, there is increasing demand for a significantly higher age hardening response. However, for some parts formability remains the major difficulty. Therefore, special alloy modifications with either improved formability or strength have recently been developed by European aluminium sheet manufacturers and agreed upon as standards by the automotive industry.
3.2 Non heat-treatable Al-Mg-Mn alloys
Al-Mg-Mn alloys show an optimum combination of formability and strength achieved by the mechanism of solid solution and deformation-hardening due to their specific high-strain-hardening. Further improvement in properties required for specific applications (e.g. surface appearance, corrosion resistance, thermal stability) has been achieved by small additions of other alloying elements and/or modified processing routes [4,7-9], e.g. stretcher strain free (��SSF��) sheet, avoiding  [10].
[10].
Non heat-treatable Al-Mg-Mn alloys are applied in Europe for automotive parts in larger quantities as hot and cold rolled sheet and hydro-formed tubes due to their good formability which can always be regained during complex forming operations by inter-annealing where quenching is needed for age-hardening. In chassis parts or wheel applications the benefit is twofold since the mass reduction in the unsprung mass of moving parts additionally enhances driving comfort and reduces noise levels.
A well-established alloy with high magnesium content, AlMg5Mn (A5182), is used for high strength and complex stampings. For 5xxx alloys containing >3% Mg the precipitation of ��-Mg5Al8 particles at grain boundaries can result in susceptibility to intergranular corrosion cracking (ICC) by long term exposure at >80 ��C. For these conditions special high-Mg-content alloys have been developed with a good compromise for sufficient strength and ICC resistance.
For all other cases, special high-Mg-content alloys (>6% Mg) have been introduced which show high- strength and strain-hardening, thus also enhancing formability. Al-Mg-Mn alloy sheet has also been successfully applied or is currently being tested in many parts for structural support, pedal boxes, heat reflectors, lever arms etc.
Al-Mn EN-AW 3xxx alloys are applied to heat-exchangers which is another success story of aluminium sheet and extrusion applications that started in Europe many years ago. It is an increasing market with intensive R&D, established for advanced light- weight technology for radiators and air conditioning systems in cars (and elsewhere) worldwide.
3.3 Extrusions
A wide field of aluminium solutions and applications is opened by making use of the well- established technology of aluminium extrusions. Here quite complex shapes of profiles can be achieved, thus allowing innovative light-weight design with integrated functions. In Europe completely new and flexible car concepts (e.g. the aluminum space frame, Fig. 3(a)) and complex sub-structures (e.g. in chassis parts, bumpers, crash elements, air bags) have been developed using aluminium extrusions. Their high potential for complex design and functional integration is most suitable for cost-effective mass production.
Medium strength 6xxx and high strength 7xxx age-hardening alloys are used since the required quenching occurs during the extrusion process. Formability and final strength are controlled by subsequent heating for age-hardening. Extrusions are applied to space-frame design (Fig. 3), bumper beams and crash elements/boxes.
3.4 Castings
The highest volume of aluminium components in cars is castings, such as engine blocks, cylinder heads and special chassis parts. The substitution of cast iron engine blocks continues. Even diesel engines, which continue to gain a substantial increase in market share in Europe, are being cast in aluminium, due to the high requirements on strength and durability. Cast iron has generally been used before. However, progress in aluminium alloy development (Al-Si-Cu-Mg-Fe type) and new casting techniques come up with improved material properties and functional integration that enables aluminium to meet these requirements.
Aluminium castings are also gaining acceptance in the construction of space-frames, axle parts and structural components. Complex parts are produced by special casting methods that ensure optimal mechanical properties and allow enhanced functional integration [5]. For high pressure die cast (HPDC) new AlSiMgMn alloys have been developed with enhanced strength and ductility combination. In the SLC project structural parts in the wheel house architecture have been designed using advanced aluminium die cast with an integrated striker plate.
4 Aluminium in competition with other light- weight materials
The new BIWs concept of ��Multi-material designs��, consists of a suitable application of any available material, under the principle idea to use the ��best�� material for each function, which means aluminium applications together with high and ultra-high strength steels, magnesium and plastics or composites. An additional major goal is to achieve an overall cost- efficient light-weight design.
This is the main objective of the ��Super Light Car�� (SLC) project [14,15].
Sustainable production technologies of emission reduced light-weight car concepts were initiated in 2004, started in 2005 and ended in 2009. 38 partners: 7 OEMs (CRF, DC, Porsche, Renault, Volvo, Opel and VW as project coordinator), 10 R&D companies, 10 suppliers, 8 universities and 3 SMEs, came together to evaluate current and new technologies and to design and construct new light-weight car with the motivation to design and construct a weight reduced vehicle structure to a reduction in CO2 emissions and fuel consumption as a global ecological and local economical and customer benefit. The SLC car should be suitable for large series productions as an economically producible advanced (multi-) material vehicle structures [14].
Two important boundary conditions are to be taken into account.
1) Affordable cost
Mass is a major factor, besides aerodynamic drag, rolling resistance, engine efficiency, electric consumption, that contribute to CO2 emission. Investment will be target in the factor that yields a maximum CO2 reduction per invested Euro so for each factor; a maximum allowable cost increase can be calculated. It strongly depends on the material selection and the slope must be decreased by an intelligent multi-material approach that can meet the increasing limits of the  regulations on an acceptable level (Fig. 5).
regulations on an acceptable level (Fig. 5).
For mass reduction, the cost target for SLC is specified as <5 �/kg mass saved. The costs are calculated including material cost, production cost, investment depreciation and recycling revenues. An effective cost model has been developed based on the traditional production methods for the present steel body taking into account the new materials, parts with integrated functions and production methods.
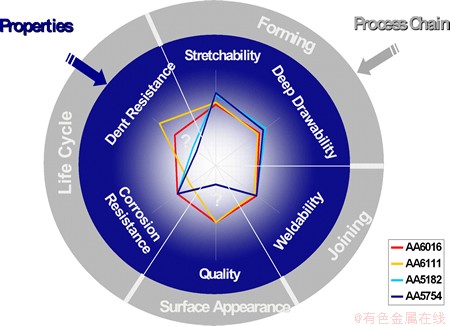
Fig. 5 Specific properties of EN-AW 5xxx and 6xxx sheet alloys competing for car body and hang-on-part applications
2) Optimum performance
In order to make an appreciable contribution to worldwide CO2 reduction, the reference BIW selected is a high volume car (Golf V). The present Golf V meets the stringent European standards on crash, obtaining a 5-star rating in the Euro NCAP test. This is achieved in part by making extensive use of high strength steels. Steel, however, has a limited mass saving potential of 55 kg. The challenge for the SLC project is to see if other materials can provide similar crash performance and 5-star rating for a mass optimised BIW.
The SLC project included a broad pre-competitive technology screening, testing and also new development in special aluminium alloys for BIW structural application (5xxx, 6xxx and 7xxx alloys). Aspects here are high strength, formability, energy absorption and excellent crash characteristics, e.g., a new hot forming 5xxx alloy, a high strength 6xxx alloy with fast paint bake response for roof and body applications [5-7]. Suitable technologies were evaluated and developed by up-scaling of most promising and improving of existing aluminium and magnesium sheet and warm forming technologies, HPDC for complex structural parts forming technologies, aluminium-steel TWB��s for crash-beams, joining and assembling for multi-material high production BIW.
The SLC project has first designed three different concepts (Fig. 6) with priorities for mass reduction through specific material design and joining methods and part count and cost targets (material, part production and joining) [8]:
1) A steel intensive ��light-weight�� concept (promoted by Arcelor) with increased utilization of high strength steels delivered a maximal mass reduction of 55 kg (19%) with minor additional costs of <2.5 �/kg. The highlights here are a strut tower in X-IP 1000 steel, a tunnel in hot-formed high strength steel (Usibor 1500), bodyside and B-pillar in dualphase-steel, a roof in Quietsteel and fender in Usilight.
2) An intermediate light-weight concept called Ultra Light Body Concept (ULBC), which achieved a further mass reduction of 77 kg (27%) but with higher (but limited) additional costs (<5 �/kg). Here the highlights are a longitudinal rail in FeMn steel tailored welded sheets, a suspension-strut mount as Al-diecast (Silafont 36), a tunnel in FeMn-blank steel, a rear wheelhouse and an inner B-pillar in Al-diecast and a roof in Al-sheet. In this light-weight concept a new multi-material design was applied for a significant mass reduction, using steel in the loading paths and lightweight design materials such as aluminium for the front end and roof with cast parts of high functional integration.
3) An intensive light-weight concept called Super Light Body Concept (SLBC), which achieved major mass reduction of 112 kg (39%) with the highest additional costs (<10 �/kg). Here highlights are a longitudinal rail in high strength Trip800 steel in tailored welded blanks, a strut tower as Mg-diecast, floor panels in Al- and Mg-sheet, a wheelhouse and rear longitudinal rail in Al-sheet, the inner B-pillar in Usibor (PHS) steel and a roof in Mg-sheet.
5 Final SLC body concept
The final SLC-body concept (Fig. 7) shows an optimum between mass reduction of 95 kg (34%), i.e. a mass saving of 41% vs reference (from 65 kg to 110 kg) and an additional part costs of 5 �/kg. It has a magnesium roof and a steel floor frame (i.e. lighter on top than underneath) and a torsion ring in the side structure made of form-hardened high strength steel combined with an aluminium sheet frame. For the inner B-pillar TWB steel sheet is used with an external aluminium skin. Aluminium is used as sheet panels and as extrusion in front rails, bumper, crash elements, in the rear underbody rail, and in the wheelhouse structure as HPDC (high pressure die cast).
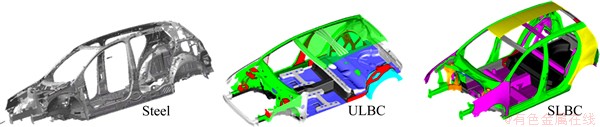
Fig. 6 Three basic SLC-body multi-material concepts (SLC project) [14]
6 Aluminium innovation in SLC concepts
In the multi-material SLC design the contribution of the aluminium concerns new alloys as well as alternative production methods for aluminium parts. Aluminium sheet is predominantly used for BIW panels and closures. Despite the existing ��all aluminium vehicles�� like Audi A8 and Jaguar XJ, aluminium in mass produced vehicles needs to reduce development time and other additional costs in new production methods and/or new alloys [5]. Innovative aspects investigated are as follows.
1) Heat forming is a new technique for producing complex aluminium tubular shapes using internal gas pressure to form hollow bodies or tubes within a warm environment [12]. It provides a competitive alternative to hydro- or superplastic forming (SPF).
2) Tailor welded blanks (TWB) are a mature product for steel automotive applications which is easy to adapt also to aluminium. There is one example of aluminium TWBs in series production: the backplate of the front wheel house of the Lamborghini Gallardo [11]. The SLC project proved that aluminium TWBs can be applied for demanding deep drawn parts at higher volumes.
Figure 8 shows the door inner panel of the Volkswagen Golf V produced from TWBs for the SLC prototype. The aluminium tailor welded blanks have been successfully stamped to produce inner door panels, using a two-step laser welding operation to obtain 140 mm deep drawing depth without breaks in the laser welded seam (Fig. 8(b)). Geometrical accuracy of stamped panels is acceptable for production use, showing that the process is technically feasible for mass production.
3) Laser brazing steel-aluminium
The next logical step after steel TWBs and aluminium TWBs is a combined steel-aluminium TWB.
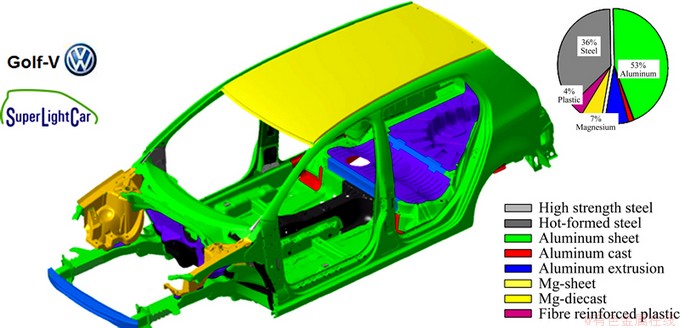
Fig. 7 Final SLC-body ��multi-material�� concept (SLC project)
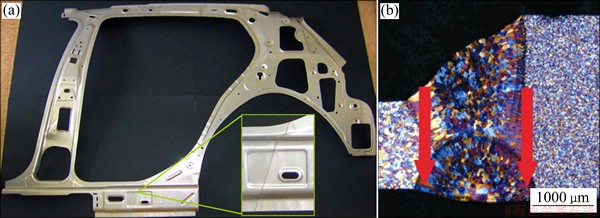
Fig. 8 Door inner panel produced from tailor welded blanks (TWB) (a) and double sides laser welds (b), ensuring excellent forming properties (Hydro)
However, this is more complicated because of the joining of steel to aluminium. Conventional fusion welding gives poor quality joints due to the formation of brittle Fe-Al intermetallics. Besides the well-known technologies such as mechanical fastening and adhesive bonding, a recently developed technology called laser brazing shows good potential for joining steel to aluminium [11].
7 New aluminium alloys for automotive applications
Several new product developments were introduced in the SLC project to meet specific demands of the BIW that cannot be met by the present aluminium alloys. For instance, a high-Mg-content 5xxx alloy especially dedicated to warm forming [12]. New 6xxx alloys for structural applications were introduced [11], used for the crash members in the front structure of the SLC model, or a new 6xxx alloy has been introduced as ��Roof alloy�� when placed on a steel structure [11] with fast paint bake response to withstand thermally induced plastic deformation.
8 Summary and conclusions
Due to its low density, good formability, and corrosion resistance, aluminum is the material of choice for many automotive applications such as chassis, autobody and many structural components [13]. Aluminum alloys tailored by suitable variations in chemical composition and processing best fit many requirements, like the non-heat treatable Al-Mg alloys used in chassis optimized for superb resistance against intercrystalline corrosion and concurrent high strength or the heat treatable Al-Mg-Si alloys for extrusions and autobody sheet modified for improved age-hardening response during the automotive paint bake cycle.
With a sound knowledge of the specific material properties and effects, excellent light-weight solutions for automotive applications have been successfully applied by the European automobile industries. Intensive R&D and continuous collaboration of material suppliers and application engineers provided optimum solutions for sometimes contradicting aspects of the specific requirements, e.g. for the specific material selection and optimum combinations of strength and formability.
Material specific processing routes and individual solutions have been developed in close cooperation with OEM partners and suppliers. Applying the full knowledge about the physical processes involved and the microstructure/properties correlation, a tuning of properties is possible in order to produce optimum and stable products required for the high demands in automobile applications.
The examples given for the successful implementations prove the major breakthrough in automotive applications of aluminium that have been achieved during recent years by developing innovative light-weight and cost-efficient solutions. With the reference of the SLC project results, it is expected that in the near future the use of aluminium with specifically improved properties will grow in many automobile applications, meeting the increased economic and ecological demands. Due to the positive experience gained in the project and from the former successful applications, its volume fraction used in cars of all classes and all sizes will grow significantly.
The SLC concept shows clearly that aluminium can be used for the car body structure and that there can be a mass advantage of at least 30% without losing performance. For most parts the present grades used for exterior panels can be applied. In some cases, when very high strengths are demanded, 7xxx series alloys can be used to maintain this significant mass advantage. For large volume applications, aluminium solutions are most cost effective. Castings will be applied in areas where strong part integration is feasible. Extrusions can be easily applied as straight profiles, but also forming of an extruded profile is a competitive process for high volumes, e.g. as bumper beams as used in the SLC prototype car.
Aluminium is the ideal light-weight material as it allows a mass saving of up to 50% over competing materials in most applications without compromising safety.
Acknowledgements
The research activity presented in this paper has been performed within the European funded project SLC (Sustainable Production Technologies of Emission Reduced Light Weight Car concepts) Proposal/Contract No.: 516465 in the EU 6th Framework Programme which is gratefully acknowledged.
The author also thanks the colleagues from the SLC consortium, the European Council of Automotive Research (EUCAR) and the European Aluminium Association (EAA) for their support.
References
[1] GILMONT B. Automobile industry insight [M]. 2010: 76-77.
[2] BARTZ W J. Aluminium materials technology for automobile construction [M]. London: Mech Eng Publ, 1993: 1.
[3] Aluminiumwerkstoftechnik  den Automobilbau Kontakt & Studium Werkstofe, Band 375, TAE, Expert Verlag, Ehningen, 1992.
den Automobilbau Kontakt & Studium Werkstofe, Band 375, TAE, Expert Verlag, Ehningen, 1992.
[4] HIRSCH J. Aluminium alloys for automotive application [J]. Materials Science Forum, 1997, 242: s33-s50.
[5] HIRSCH J. Automotive trends in aluminium��The European perspective [M]//NIE J F, MORTON A J, MUDDLE B C. ICA9. Materials Forum. Vol. 28. Inst of Mat Eng, Australasia Ltd, 2004: 15-23.
[6] EAA brochure ��Aluminium in Cars�� [R]. Ducker Report, 2012.
[7]  E, ENGLER O, HIRSCH J. Al-Mg-Si sheet for autobody application [M]//Virtual Fabrication of Aluminium Products. Chapter 1-6. Weinheim: Wiley-VCH Verlag, 2006: 51-61.
E, ENGLER O, HIRSCH J. Al-Mg-Si sheet for autobody application [M]//Virtual Fabrication of Aluminium Products. Chapter 1-6. Weinheim: Wiley-VCH Verlag, 2006: 51-61.
[8] FALKENSTEIN H P, GRUHL W, SCHARF G. Metalwissenschaft und Technik 37/12 (1983) p.1197, H.P. Falkenstein, VDI-Berichte 65 (1984) VDI-Verlag 
[9] GUPTA A K, BURGER G B, JEFREY P W, LOYD D J. [C]// SANDERS T H, STARKE E A. Proc 4th Int Conf on Al Alloys. Vol.3 Atlanta, GA, USA, 1994: 177.
[10] WAGNER P, BRINKMAN H J, BRUENGER E, KELLER S. [C]//LIEWALD M. Proc New Developments in Sheet Metal Forming. Fellbach-Stuttgart, Germany, DGM, 2008.
[11] LAHAYE C, HIRSCH J, BASSAN D, CRIQUI B, URBAN P, GOEDE M. Contribution of aluminium to the multi-material light-weight BIW design of SuperLight-Car (SLC) [C]//HIRSCH J, SKROTZKI B, GOTTSTEIN G. Aluminium Alloys: Their Physical and Mechanical Properties. Proceedings ICAA-11. Aachen, Germany: Whiley-VCH, 2008: 2367-2373.
[12] HIRSCH J,  E, KELER S, KIPRY K. Hot forming of aluminium for light-weight car design [C]//HIRSCH J, SKROTZKI B, GOTTSTEIN G. Aluminium Alloys; Their Physical and Mechanical Properties. Proceedings ICAA-11. Aachen, Germany: Whiley-VCH, 2008: 2388-2393.
E, KELER S, KIPRY K. Hot forming of aluminium for light-weight car design [C]//HIRSCH J, SKROTZKI B, GOTTSTEIN G. Aluminium Alloys; Their Physical and Mechanical Properties. Proceedings ICAA-11. Aachen, Germany: Whiley-VCH, 2008: 2388-2393.
[13] Aluminium Automotive Manual [EB/OL]. http://www.eaa.net/am.
[14] SLC Super Light Car Project [EB/OL]. http://www.superlightcar. com.
[15] HIRSCH J. Aluminium in innovative light-weight car design [C]// Proc Innovative Development for Lightweight Vehicle Structures. Wolfsburg, Germany: VW, 2009: 101.
HIRSCH
Hydro Aluminium Rolled Products GmbH, R&D Bonn, Germany
ժ Ҫ���������������������ʲ������Ͻ���о���������������ѡ��ͳ�������¸���ȷ��档Ϊ���㾭�úͻ��������ȷ��治��������Ҫ�Գ��ó���ʹ���ѳ���ĺ������о����������Ͻ���Ľ�չ���������ۡ�������һЩ�Ľ��ľ��и��ߵ�ǿ�Ⱥ��õij������ܵ�5ϵ��6ϵ���Ͻ�ʹ����Щ�Ͻ��ܼ���������������߷�ײ���ܡ������Ͻ��ڡ�����ϳ��������������е�Ӧ�õ��������ļ���Ч��Ϊ���������˶����������Ʒ�����о���չ��
�ؼ��ʣ��������׳�����������ƣ���������
(Edited by Sai-qian YUAN)
Corresponding author: HIRSCH; Tel: +49-228-552-2704; Fax: +49-228-552-2017; E-mail: Juergen.Hirsch@hydro.com
DOI: 10.1016/S1003-6326(14)63305-7

