稀有金属 2012,36(05),811-816
从生物质还原的氧化锰矿中回收钴镍的试验研究
张宏雷 朱国才 闫红 张明珠 张伟灵 赵玉娜
北京工业大学生命科学与生物工程学院
清华大学核能与新能源技术研究院
摘 要:
采用生物质还原氧化锰矿得到一氧化锰替代碳酸锰作为电解锰原料,通过调整电解锰的生产工艺,将浸出液的Ni,Co完全沉淀,使其得到有效富集。首先研究了硫酸量、浸出温度和浸出时间等酸浸条件对还原得到的一氧化锰中Ni,Co浸出率的影响。然后以二氧化锰为氧化剂,研究了中和剂的种类和酸碱度对沉铁的影响。并且确定了沉淀剂福美钠的使用量和沉淀pH对富集Ni,Co的影响。研究表明,最佳浸出条件是液固比为5.5∶1,浸出温度为90℃,浸出时间为30 min,镍钴的浸出率分别为94.45%,98.56%。以(NH4)2CO3代替氨水作为中和剂,可以减少铁渣吸附镍钴离子,增加镍钴回收率。沉淀最佳pH为4.2~5.0,镍钴的损失率为10%以下。沉淀最佳条件为SDD与钴镍最佳摩尔比为4∶1,pH为5.0。改进后的镍钴的总回收率分别为80%和83%,富集物中镍和钴的品味为12.13%,3.23%。
关键词:
镍 ;钴 ;富集 ;氧化锰矿 ;
中图分类号: TF81
作者简介: 张宏雷(1985-),男,浙江人,博士研究生;研究方向:化工冶金; 朱国才(E-mail:zhugc@mail.tsinghua.edu.cn);
收稿日期: 2012-01-03
基金: 国家自然科学基金(50874067)资助项目;
Recovering Ni and Co from Reduced Manganese Oxide Ore by Biomass
Abstract:
Instead of manganese carbonate,MnO materials produced by reducing manganese oxide ore by biomass were used as raw material of EMM.From the acid-leaching solution of the MnO materials,Ni,Co were precipitated and enriched by adjusting EMM production process.Firstly,the effects of the amount of sulfuric acid,leaching temperature,leaching time on Ni and Co leaching rate were studied.Then using MnO2 as oxidant,the deferrization conditions(kinds of precipitant and acidity) were also examined.The factors of precipitant conditions(dosages of precipitant and acidity) were finally investigated.The results showed that 94.45%,98.56% of the Ni,Co leaching rate respectively could be achieved under the optimal conditions of liquid-solid ratio of 5.5∶ 1,leaching temperature of 90 ℃ for 30 min;the loss of Ni,Co could be lower than 10% when using(NH4)2CO3 to replace ammonia as alkali and keeping pH=4.2~5.0 which could effectively reduce the iron slag′s adsorption of Ni,Co;the optimal precipitation condition was the mole ratio of SDD to Ni,Co at 4∶ 1,pH at 5.It indicated that recovery of Ni,Co could exceed 80% and 83% and the content of Ni and Co reached 3.23% and 12.13% in suitable condition.
Keyword:
nickel;cobalt;enrichment;manganese oxide ore;
Received: 2012-01-03
电解锰作为一种重要的冶金、 化工原材料, 在国民经济中具有十分重要的战略地位, 从2000年起, 我国已成为世界最大的电解锰生产国、 消费国和出口国
[1 ,2 ]
。 据统计, 2010年, 我国电解锰产量达137.57万吨, 占世界的比例达到98%以上
[3 ,4 ]
。 但是我国锰矿石基础储量(金属量)仅占世界的8%, 且93%都是低品位锰矿
[5 ]
。 随着钢铁工业发展对锰矿资源需求量的剧增, 我国开始利用低品位锰矿生产电解锰。 但绝大多数电解锰厂家是以碳酸锰矿为原料进行生产。 由于碳酸锰矿中的镍钴含量较低对其中的镍钴元素不加回收。 本实验室开发了生物质还原低品位氧化锰矿的生产新工艺, 而大多数氧化锰矿中伴生的镍钴元素含量较高, 有的高达0.1%以上
[6 ]
, 目前少数企业是以氧化锰矿为原料生产电解二氧化锰, 这些企业对镍钴元素也未做任何处理而将其直接堆放于渣场, 但经过长期堆积这些废渣会对周围环境造成严重污染。 另一方面, 随着不锈钢及电池工业的发展, 对镍钴的需求在与日俱增, 导致镍钴价居高不下
[7 ,8 ]
。 因此, 综合回收利用氧化锰矿中的镍钴元素, 不但可以消除环境污染, 而且还能够创造巨大的经济效益。
镍钴的富集方法有很多
[8 ,9 ,10 ,11 ,12 ,13 ,14 ,15 ,16 ]
, 目前对氧化锰矿的镍钴回收主要是针对电解锰生产过程中生的硫化残渣中镍钴的回收
[17 ]
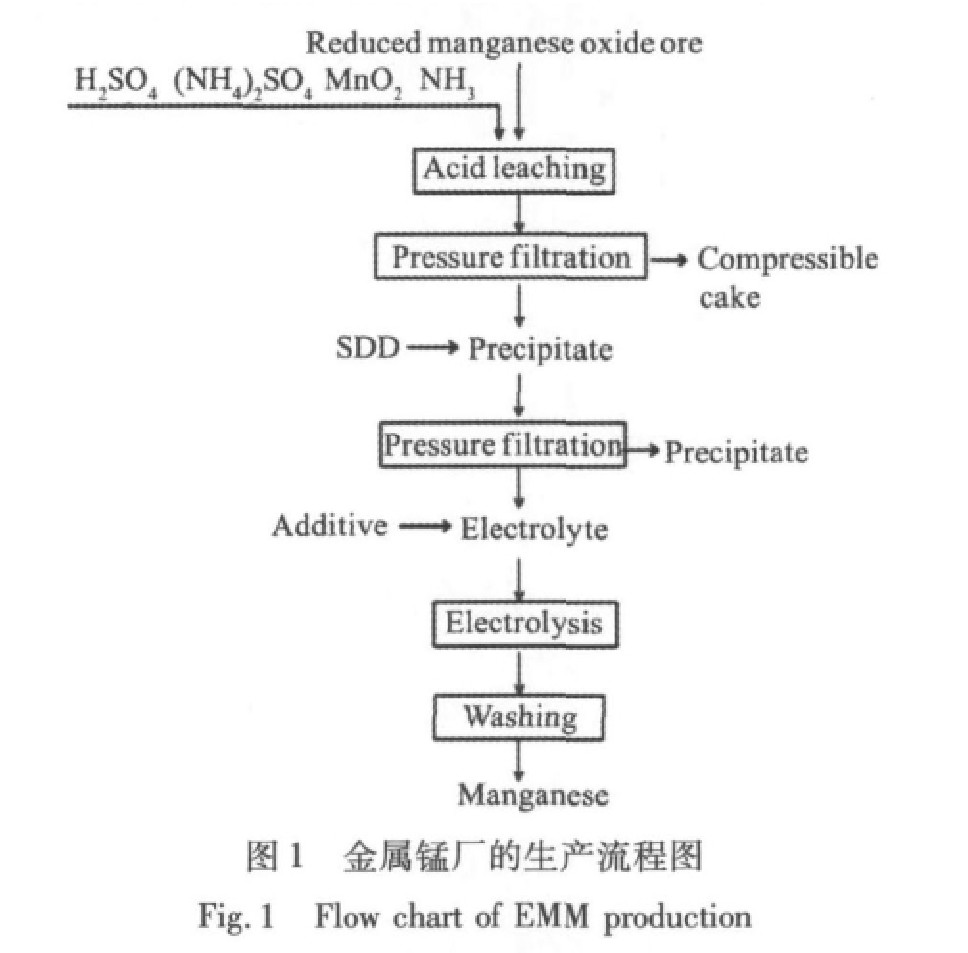
。 但由于以锰的最佳浸出条件(加入1∶5含125 g・L-1 NH4 SO4 的1 mol・L-1 H2 SO4 溶液60 ℃下浸出)浸取还原焙烧后的低品位氧化锰矿时, 镍钴不能完全浸出而造成镍钴的20%~30%损失, 并且在以二氧化锰为氧化剂, 以NH3 ・H2 O中和至pH为5.6, 水解除铁的工艺中使部分钴、 镍沉淀也会造成30%~40%镍钴的损失, 因此, 镍钴的总回收率不高(图1)
[18 ,19 ]
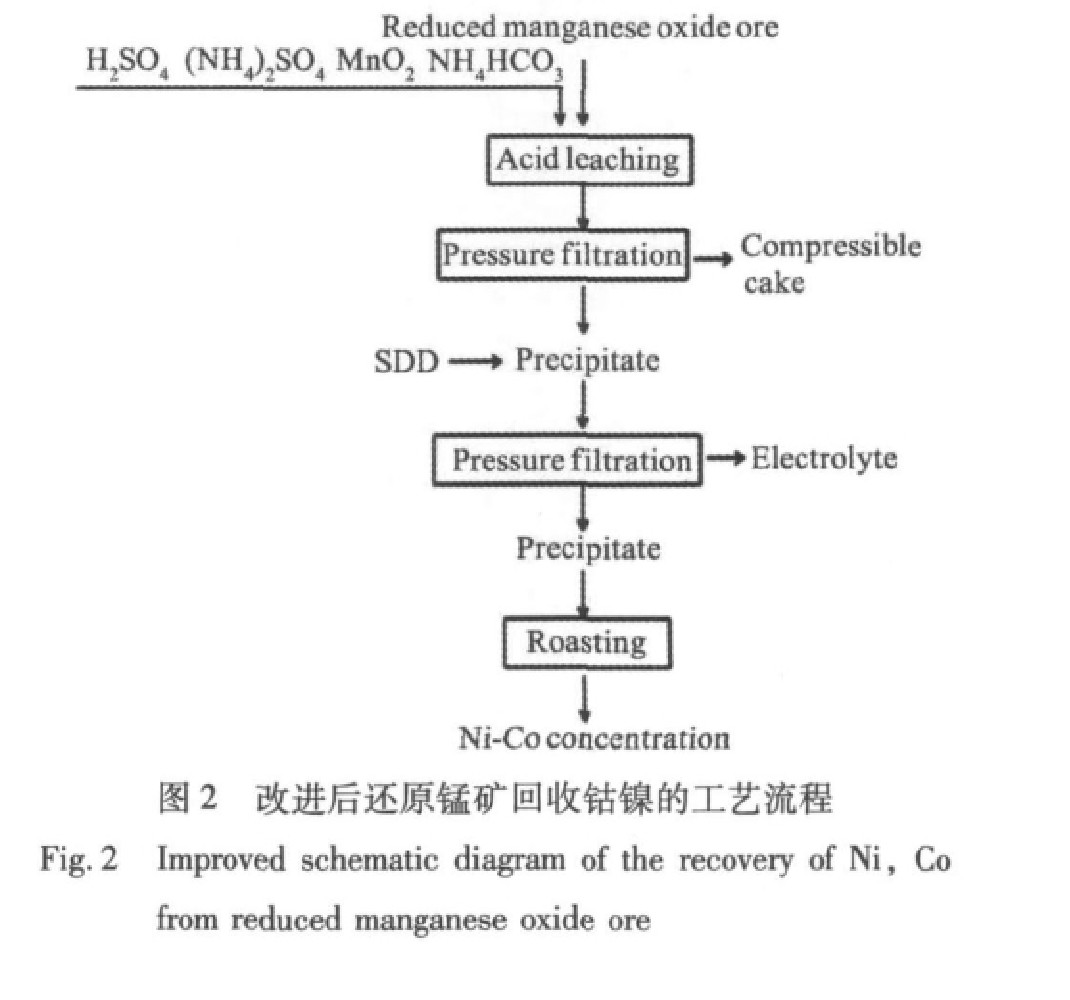
。 本文主要是从酸浸、 氧化除铁和净化除杂3方面改进金属锰厂的生产流程, 将氧化锰矿中的Ni, Co一次性完全沉淀, 使其有效富集。 首先对浸取工艺进行了研究, 主要试验了硫酸量, 浸取温度以及浸取时间对镍钴浸取率的影响, 找到最优的浸取条件。 然后以NH4 HCO3 代替氨水以减少铁渣对镍钴的吸附。 最后以SDD为沉淀剂一次性将Ni, Co完全沉淀使其得以富集, 并着重从SDD加入量、 酸度入手,讨论有效富集Ni, Co的条件, 改进的实验流程如图2。
1 实 验
1.1实验原料
广西来宾低品位氧化锰矿经过20%生物质500 ℃还原焙烧30 min后, 隔绝空气冷却至室温, 其成分分析如表1所示。 其中Co和Ni元素分别为0.0270%和0.160%, 渣中Mn含量为18.820%, Fe含量为12.720%, 主要以MnO和Fe3 O4 形式存在, 矿中还含有一定量的Ca, Si, Al2 O3 和MgO等, 以及微量Cu, Zn, Pb。 用球磨机将矿石粉碎后研磨、 筛分, 使矿物粒径保持在50~300 μm之间。
表1压滤渣多元素分析结果 (%, 质量分数)
Table 1 Results of multi-element analysis (%, mass fraction )
Co
Ni
Mn
Fe
Al
Si
Ca
Mg
Cu
Pb
Zn
0.027
0.160
18.820
12.720
4.220
14.640
1.200
0.300
0.040
0.018
0.070
1.2实验方法
将一定质量的生物质还原锰矿放入预先加入一定体积1 mol・L-1 硫酸溶液的烧杯里, 一定温度下搅拌浸取, 一定时间后过滤去除不溶硫酸的杂质, 用分光光度法测定镍钴浓度, 计算镍钴浸出率。
取50 ml最好酸浸条件下得到的酸浸液置于电磁搅拌器上, 加入0.1 g MnO2 60 ℃下将Fe2+ 氧化成Fe3+ , 然后用滴液漏斗将不同的中和剂溶液逐滴加入, 控制一定的pH水解沉淀Fe, 用分光光度法测定镍钴铁锰浓度, 计算铁的沉淀率和镍钴锰的损失率。
取500 ml除铁后的滤液, 搅拌下用滴液漏斗将一定量的SDD溶液逐滴加入沉淀Ni, Co, 沉淀完全后, 过滤分离沉淀, 后用少量蒸馏水洗涤沉淀3次, 洗涤液并入母液定容, 测定各金属浓度后计算沉淀率。 将沉淀于400 ℃焙烧恒重, 称取少量沉淀完全溶解后定容, 用分光光度法测定金属浓度, 计算沉淀中金属含量。
2 结果与讨论
2.1酸浸实验
2.1.1 硫酸量对钴镍浸出率的影响
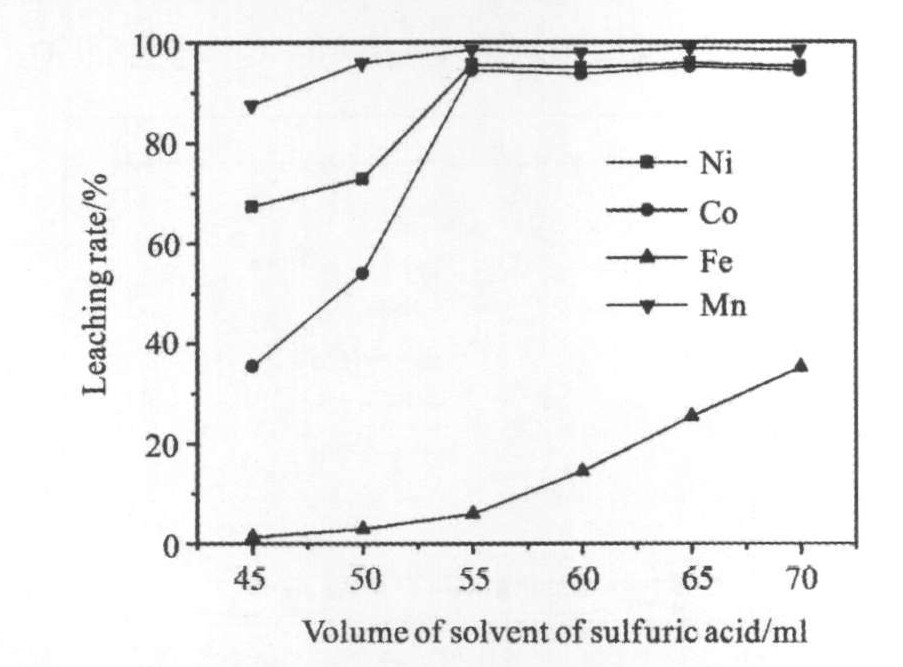
氧化锰矿质量为10 g, 硫酸浓度1 mol・L-1 , 浸出温度100 ℃, 浸出时间20 min, 不同液固比对钴镍浸出率的影响试验结果如图3所示。
由图3可以看出, 伴随固液比的增大, 镍、 钴、 锰和铁浸取率都相应增大。 硫酸体积在55 ml以下时镍、 钴、 锰浸出率小于90%, 这是由于酸量较少, 镍、 钴、 锰没有完全溶解形成镍、 钴、 锰盐, 铁几乎没有浸出。 当硫酸体积达到55 ml时, 镍、 钴、 锰浸出率均达到94%以上, 铁浸出率为5.87%, 继续增大硫酸浓度, 镍、 钴、 锰浸取率提高不大, 但铁浸出率显著提高。 因此, 为了在不影响镍、 钴、 锰的浸出率的前提下控制铁的浸出, 选用硫酸体积为55 ml作为浸取的最佳条件。
图3 硫酸体积对浸出率的影响
Fig.3 Effect of different amount of sulfuric acid on leaching rate
2.1.2 浸出温度对钴镍浸出率的影响
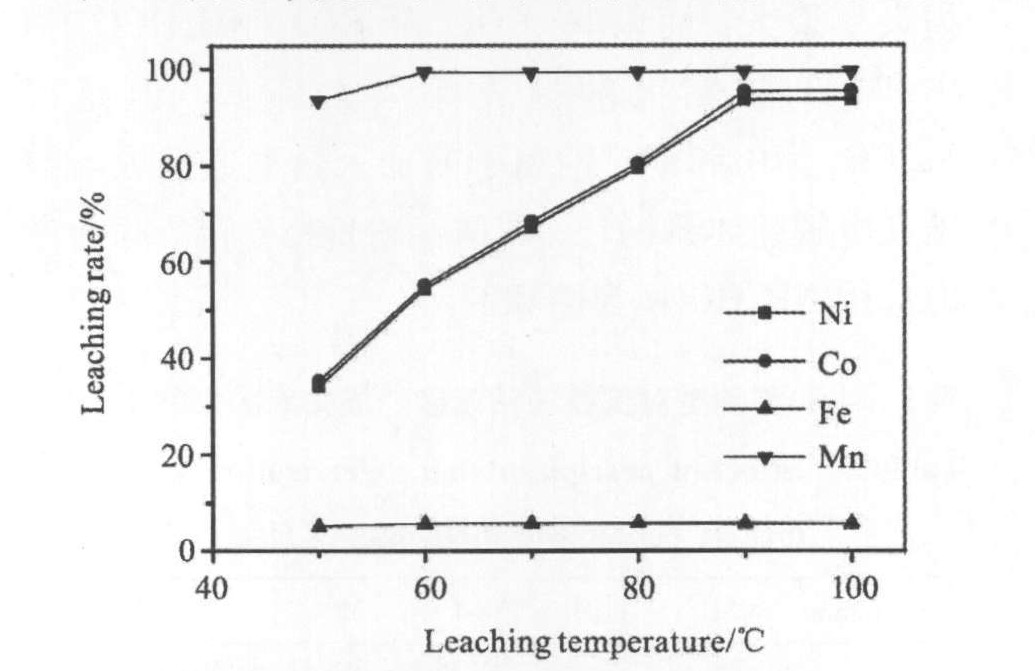
控制氧化锰矿质量为10 g, 硫酸浓度1 mol・L-1 , 浸出时间20 min, 硫酸体积为55 ml, 考察不同的浸出温度对钴镍浸出率的影响, 其试验结果如图4。
由图4可见, 浸出温度对Ni, Co的浸出率影响较大, 对Mn和Fe浸取率的影响较小。 在50 ℃以下, 只有50%以下的Ni和Co被酸浸出。 当浸出温度大于50 ℃时, 浸出率有显著增加。 浸出温度从50 ℃增加到90 ℃时, Ni, Co浸出率从32.32%和33.3%增加到93.42%和95.25%。 但如果继续增大浸出温度到100 ℃, 得到的浸出率几乎和浸出温度为90 ℃下浸出率相同, 而Mn和Fe在60 ℃几乎都最大限度地被浸出。 所以控制浸出温度为90 ℃。
2.1.3 浸出时间对钴镍浸出率的影响
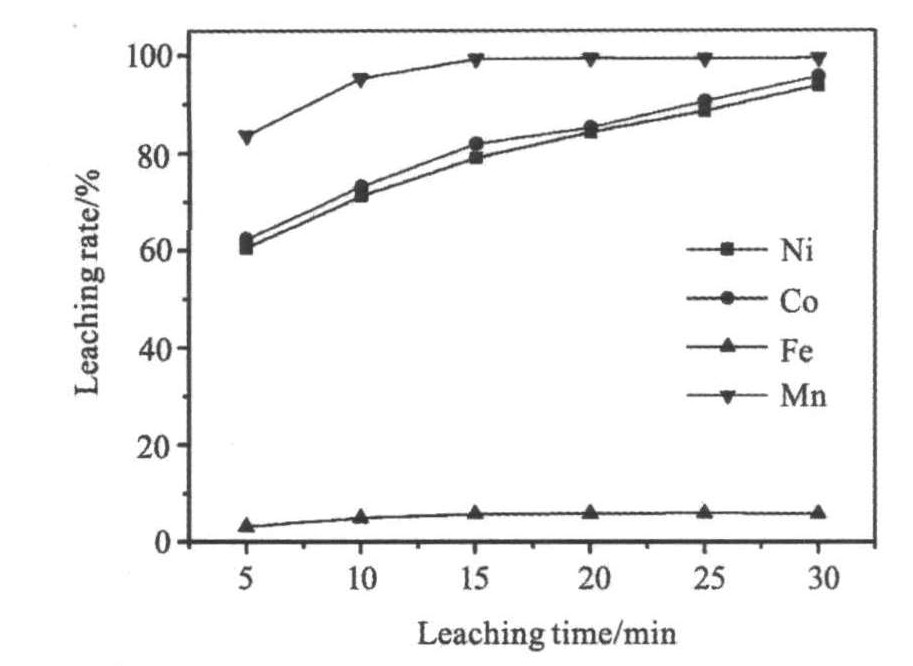
控制氧化锰矿质量为10 g, 硫酸浓度1 mol・L-1 , 浸出温度为90 ℃, 硫酸体积为55 ml, 考察不同的浸出时间对钴镍浸出率的影响, 其试验结果如图5。
由图5可见, 浸取时间对Mn和Fe浸取率的影响较小, 在15 min内就几乎被最大限度地浸出。 Ni和Co浸取率随浸取时间的增加而增大, 递增曲线呈抛物线。 分为快速增加阶段和缓慢增加阶段。 浸取过程前10 min为快速增加阶段, 浸取率随时间几乎呈直线增大, 此后递增速度逐渐减慢, 到 30 min后, 浸取率增大幅度非常小, 几乎达到溶解反应平衡状态。 因此, 从节能和效率角度考虑, 反应时间30 min为最优反应条件。
图4 浸出温度对浸出率的影响
Fig.4 Effect of different leaching temperature on leaching rate
图5 浸出时间对浸出率的影响
Fig.5 Effect of different leaching time on leaching rate
2.2除铁过程
2.2.1 中和剂对沉铁的影响
取5份相同的酸浸液, 加入0.1 g MnO2 60 ℃下将Fe2+ 氧化成Fe3+ , 分别加入NH3 , Na2 CO3 , CaO, MnCO3 , NH4 HCO3 溶液调节pH至4.0。 在其他实验条件相同的条件下, 碱的种类对铁的沉淀率和钴镍锰的损失率的影响。 试验结果如表2所示。
中和剂的种类对沉铁率和锰的损失率的影响不大, 但对钴镍的损失率影响较大。 其中以NH3 , CaO为中和剂由于吸附或局部过饱和而造成钴、 镍损失率最大, 而以Na2 CO3 , MnCO3 , NH4 HCO3 为中和剂时, 钴镍的损失率大大降低。 但是以Na2 CO3 为中和剂时钠离子的加入会造成造成硫酸钠在电解锰体系循环, 碳酸锰粉价格较高, 综合考虑选用NH4 HCO3 为中和剂。
表2中和剂种类对沉铁和钴镍锰的损失率的影响 (%)
Table 2 Effect of precipitants on deferrization and loss of nickel, cobalt and manganese (%)
Precipitants
NH3
CaO
Na2 CO3
MnCO3
NH4 HCO3
25.12
28.21
10.34
10.31
9.01
13.14
14.84
6.21
7.63
6.02
98.35
97.78
98.12
97.89
97.23
0.12
0.21
0.16
0.15
0.22
2.2.2 酸度对沉铁的影响
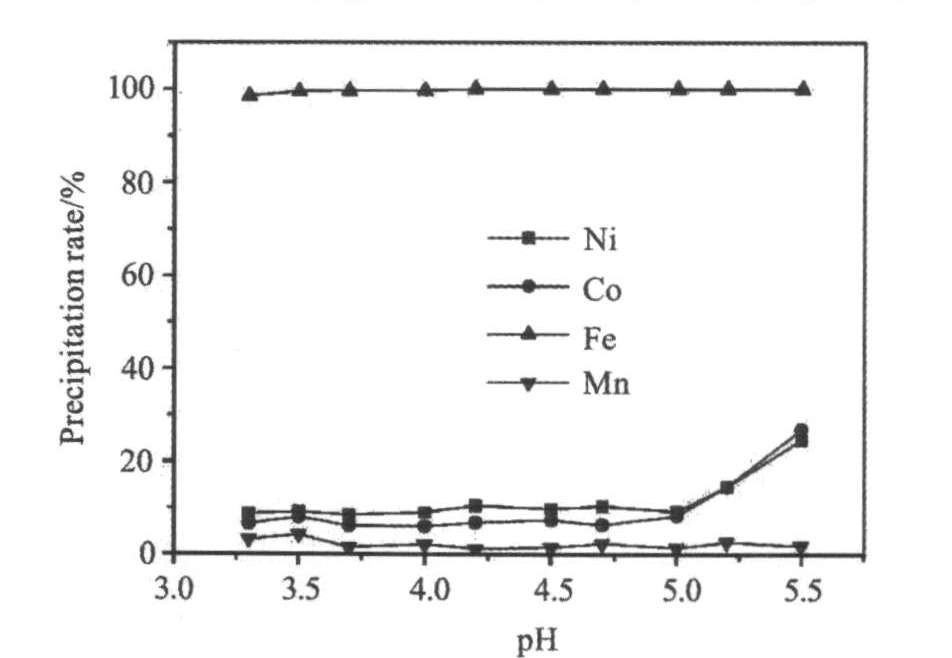
取10份相同的酸浸液, 加入0.1 g MnO2 60 ℃下将Fe2+ 氧化成Fe3+ , 将饱和NH4 HCO3 溶液调节至不同的pH。 在其他实验条件相同的条件下, 试验pH对铁的沉淀率和钴镍锰的损失率的影响。 试验结果如图6所示。
酸度对镍、 钴、 锰和铁的沉淀行为的影响如图6所示, 在pH=3以下, 几乎没有沉淀产生。 当pH值达到3时, Fe大量沉淀, 沉淀率达到98.50%, 并且由于氢氧化铁沉淀的吸附, Ni, Go也有少量损失, 损失率在5%左右, Mn几乎没有沉淀, 当pH值增大到4.2, Fe几乎完全沉淀, Ni, Co也有少量损失, 损失率在5%左右, Ni, Co, Mn损失率变化不大。 在pH值大于5.0时, Ni, Co的沉淀率随着pH的增大也越来越高。 因此可选择在pH=4.2~5.0时沉淀Fe, Mn几乎没有沉淀, Ni, Co损失率也在5%左右。
2.3镍钴富集
2.3.1 沉淀剂SDD加入量对钴镍沉淀率的影响
取除铁液500 ml, 其中镍钴含量分别为1.30×10-1 g・L-1 和4.15×102 g・L-1 , 按与钴镍不同摩尔比加入SDD, 在pH=4.5时试验钴镍沉淀率和品位的影响。 表3列出了随SDD加入量的不同母液及沉淀中Ni, Co的沉淀率和在沉淀中的分布情况。
由表3数据得知, SDD 作为沉淀剂, 加入过多会使Mn等金属也大量沉淀, 达不到分离目的, 而加入太少则会使Ni, Co沉淀不完全, 使有价金属白白损失。 结果与理论的沉淀顺序相符合。 SDD的用量在与钴镍摩尔比为4∶1时, Ni, Co均已完全沉淀, 而且沉淀中的镍钴含量也较高。 更多加入沉淀剂, 会影响沉淀的质量, 使Mn的含量升高, 有价金属含量相对降低,且提高了成本。 因此, SDD与钴镍最佳摩尔比为4∶1。
图6 pH对钴镍损失率的影响
Fig.6 Effect of pH on loss of nickel, cobalt
表3沉淀剂SDD加入量对沉淀结果的影响(%)
Table 3 Effect of SDD dosage on the precipitation (%)
n SDD ∶(n Ni +n Co )
2∶1
3∶1
4∶1
5∶1
6∶1
Precipitating rate
Ni
15.36
57.39
84.27
95.25
94.92
94.78
Co
32.43
69.35
90.25
93.36
94.23
93.25
Ni
13.26
13.12
12.83
11.56
9.23
7.76
Co
2.66
2.55
2.24
2.16
1.88
1.42
Mn
5.53
6.02
7.14
8.13
10.26
12.34
2.3.2 酸度对钴镍沉淀率的影响
取除铁液500 ml, 其中镍钴含量分别为1.30×10-1 和 4.15×102 g・L-1 , 按与钴镍的摩尔比为4∶1加入SDD, 在不同pH试验酸度对钴镍沉淀率和品位的影响。 表4列出了随SDD加入量的不同母液及沉淀中Ni, Co的沉淀率和在沉淀中的分布情况。
SDD性质不太稳定, 在酸性溶液中容易分解, 导致沉淀剂损失, 使沉淀不完全, 因此pH的大小直接影响着沉淀率和沉淀质量, 如表4 所示。 随pH的提高,镍、 钴的沉淀率均有所增加, pH=5时Ni, Co 均可沉淀完全, 此时滤液中重金属的含量很低可以直接进行金属锰的电解。
表4酸度对沉淀结果的影响 (%)
Table 4 Effect of acidity on the precipitation (%)
3.5
4.0
4.5
5.0
5.5
Precipitating rate
Ni
83.79
84.12
89.53
92.16
94.54
94.78
Co
80.52
83.86
86.73
90.14
93.61
94.19
Ni
11.46
11.25
11.78
11.32
11.63
11.57
Co
2.18
2.21
2.15
2.38
2.77
2.75
Mn
8.16
7.92
7.84
8.13
8.21
8.14
3 结 论
1. 经生物质还原焙烧后的氧化锰矿, 可以通过硫酸浸出将矿中的微量镍钴元素提取出来, 最佳浸出条件是液固比为5.5∶1, 浸出温度为90 ℃, 浸出时间为30 min, 镍钴的浸出率分别为94.45%, 98.56%。
2. 以二氧化锰为氧化剂, 以(NH4 )2 CO3 代替氨水作为中和剂脱铁, 可以减少铁渣吸附镍钴离子, 增加镍钴回收率。 沉淀最佳pH为4.2~5.0, 镍钴的损失率为10%以下。
3. 以SDD沉淀法从氧化氧矿的酸浸液中富集有价元素Ni, Co的同时, 可以有效的与杂质元素分离, 特别是Mn元素的有效分离, 就使得此沉淀可以作为中间产品并入传统冶炼体系。 沉淀最佳条件为SDD与钴镍最佳摩尔比为4∶1, pH为5.0, 镍钴的总回收率分别为80%和83%, 品位为12.13%, 3.23%。 浓硫酸可将此产品完全溶解, 得到很高浓度的镍钴溶液, 且杂质含量很少, 利用溶剂萃取就可以分离得到高纯的镍钴产品。
参考文献
[1] Xiong S Y,Zhang Z F.Existing problems and countermeasureof Chinese market of EMM[J].China's Manganese Industry,2005,23(1):10.(熊素玉,张在峰.我国电解金属锰工业存在的问题与对策[J].中国锰业,2005,23(1):10.)
[2] Tan Z Z.How to develop China's electrolytic manganese indus-try[J].China's Manganese Industry,2003,21(4):1.(谭柱中.发展中的中国电解金属锰工业[J].中国锰业,2003,21(4):1.)
[3] Tan Z Z.The development of“11.5 Plan”and the forecast of“12.5 Plan”in Chinese EMM industry's[J].China's Manga-nese Industry,2011,29(1):1.(谭柱中.“十一五”中国电解金属锰工业的发展和“十二五”展望[J].中国锰业,2011,29(1):1.)
[4] Yang J,Zeng Z M.The situation analysis of EMM of Chinamarket in 2010 China's manganese industry[J].China's Man-ganese Industry,2011,29(2):6.(杨娟,曾正茂.2010年中国电解金属锰行业状况分析[J].中国锰业,2011,29(2):6.)
[5] Song J J,Zhu G C,Zhang P,Zhao Y.Reduction of low-grade manganese oxide ore by biomass roasting[J].Acta Metall.Sin.(Engl.Lett.),2010,23(3):223.
[6] Liu H G,Zhu G C.Comprehensive recovery of Ni-Co from lowgrade manganese oxide ore[J].Metal Mine,2007,(6):80.(刘洪刚,朱国才.从低品位氧化锰矿中综合回收镍钴[J].金属矿山,2007,(6):80.)
[7] Wu W,Zhang H L.Recovery of Ni,Co,rare earth from wasteMH-Ni battery[J].Chinese Journal of Rare Metals,2010,34(1):79.(吴巍,张洪林.废镍氢电池中镍、钴和稀土金属回收工艺研究[J].稀有金属,2010,34(1):79.)
[8] Che X K,Qiu S,Luo X P.Acid leaching of nickel from a gar-nierite ore at atmospheric pressure[J].Chinese Journal of RareMetals,2009,33(4):582.(车小奎,邱沙,罗仙平.常压酸浸法从硅镍矿中提取镍的研究[J].稀有金属,2009,33(4):582.)
[9] Yan W,Jin Z M,Zhou H N.Recovery of cobalt from manga-nese ore by sulphatizing roasting[J].Engineering Chemistry&Metallurgy,1997,18(1):18.(烟伟,金作美,周惠南.硫酸化焙烧从锰矿中回收钴[J].化工冶金,1997,18(1):18.)
[10] Liu D X.Recent development in nickel and cobalt recoverytechnologies from laterite[J].Nonferrous Metals,2002,(3):6.(刘大星.从镍红土矿中回收镍、钴技术的进展[J].有色金属:冶炼部分,2002,(3):6.)
[11] Xu Y B,Xie Y T,Yan L,Yang R D.Enriching Ni,Cu,Cofrom acid-leaching solution of NiO ore with sulfide precipitationprocess[J].Nonferrous Metals,2006,(6):8.(徐彦宾,谢燕婷,闫兰,杨汝栋.硫化物沉淀法从氧化镍矿酸浸液中富集有价金属[J].有色金属(冶炼部分),2006,(6):8.)
[12] Wang F X,Huang S T,Luo W,Yang L M,Liu X.Extractionof leaching solution with low Ni and Co content[J].ChineseJournal of Rare Metals,2011,35(5):753.(王福兴,黄松涛,罗伟,杨丽梅,刘学.萃取法处理低镍钴浸出液的工艺研究[J].稀有金属,2011,35(5):753.)
[13] Wen J K,Ruan R M.Selection of bioleaching bacteria and bi-oleaching of high arsenic/sulfur,low-grade nickel/cobalt sulfideore[J].Chinese Journal of Rare Metals,2007,31(4):537.(温建康,阮仁满.高砷硫低镍钴硫化矿浸矿菌的选育与生物浸出研究[J].稀有金属,2007,31(4):537.)
[14] Qiu S,Che X K,Zheng Q,Duan J.Experimental study on lat-erite-nickel ore with sulfating roasting-water immersion methods[J].Chinese Journal of Rare Metals,2010,34(3):406.(邱沙,车小奎,郑其,段锦.红土镍矿硫酸化焙烧-水浸实验研究[J].稀有金属,2010,34(3):406.)
[15] Wang M Y,Wang X W,Jiang C J,Ma Y Q,Fan Y Y,Xiang XY.Comprehensive utilization process and research status of Ni-Mo ore[J].Chinese Journal of Rare Metals,2012,36(2):321.(王明玉,王学文,蒋长俊,马艺骞,樊烨烨,向小艳.镍钼矿综合利用过程及研究现状[J].稀有金属,2012,36(2):321.)
[16] Wu W,Zhang H L.Recovery of Ni,Co,rare earth from wasteMH-Ni battery[J].Chinese Journal of Rare Metals,2010,34(1):79.(吴巍,张洪林.废镍氢电池中镍、钴和稀土金属回收工艺研究[J].稀有金属,2010,34(1):79.)
[17] Tang N N,Ma S J,Mo W.The flotation method to treat filtercake of manganese to recover cobalt[J].Non-ferrous Mining andMetallurgy,2006,22:8.(唐娜娜,马少健,莫伟.从某锰矿浸渣中回收钻的浮选试验研究[J].有色矿冶,2006,22:8.)
[18] Tian Z P.Manganese sulfate process of production of new[J].China's Manganese Industry,2010,28(2):26.(田宗平.硫酸锰生产新工艺的研究[J].中国锰业,2010,28(2):26.)
[19] Xie H Y.Research and investigation of EMM[J].HunanNonferrous Metals,1988,4(5):39.(解红钰.电解金属锰的调查与研究[J].湖南有色金属,1988,4(5):39.