中国有色金属学报 2004,(09),1465-1470 DOI:10.19476/j.ysxb.1004.0609.2004.09.005
电磁铸造液柱高度数学模型的建立及应用
王辉 金俊泽 李廷举
大连理工大学材料科学与工程系,大连理工大学材料科学与工程系,大连理工大学材料科学与工程系 大连116023 ,大连116023 ,大连116023
摘 要:
为了研究熔体金属电磁立柱成形能力并计算电磁作用下的液注高度,从电磁铸造立柱成形的基本原理出发,建立了电磁场作用下金属立柱成形时液柱高度数学模型,并试验验证了模型的准确性。利用液柱高度数学模型对铝、钢、锡铅合金等金属的电磁铸造可行性,以及电力参数对液柱高度的影响进行研究。结果表明:铝电磁无模成形能力最强,而钢及锡铅合金电磁无模成形能力则基本相同;钢及锡铅合金电磁立柱成形所需的磁感强度约为0.080.10T,而铝则只需约0.04T。
关键词:
电磁铸造 ;电磁成形 ;液柱高度 ;磁场强度 ;
中图分类号: TG249.7
作者简介: 王辉(1975),男,博士.电话:041184706169,041184706183;E mail:stofen@student.dlut.edu.cn;
收稿日期: 2004-02-01
基金: 国家自然科学基金资助项目(59995442;50274017);
Mathematical modeling for liquid-column height in electromagnetic casting and its application
Abstract:
In order to calculate the liquid-column height and estimate the feasibility of electromagnetic casting, a mathematical model of the liquid-column height was established and some experiments were carried out to prove the validity of the model. The effects of the parameters(magnetic intensity and frequency) on the liquid height and on the feasibility of electromagnetic casting were studied by the application of the mathematical model in aluminum and Sn-3%Pb alloy. The results show that the magnetic intensity required for steel and Sn-3%Pb alloy to achieve electromagnetic casting should not be less than 0.080.09 T, while the magnetic intensity for aluminum to achieve electromagnetic casting is only about 0.04 T.
Keyword:
electromagnetic casting; mathematical modeling; liquid-column height; magnetic intensity;
Received: 2004-02-01
电磁铸造技术(electromagnetic casting, EMC)是利用液态金属与电磁场相互作用产生的电磁力来约束液态金属成形凝固, 是一种无接触电磁铸造技术。 由于该技术生产的铸锭具有表面质量好, 内部组织细小致密, 轧制前不剥皮等一系列优点, 瑞士、 美国、 日本等国相继将该技术应用于铝、 铜等铸锭的连续铸造, 并在工业中实现了大规模自动化生产
[1 ,2 ,3 ,4 ]
。 目前电磁技术在材料加工领域的应用已发展到包括电磁铸造
[5 ,6 ,7 ]
, 电磁搅拌
[8 ,9 ,10 ]
, 电磁净化
[11 ,12 ,13 ]
以及强磁场材料改性等多方面的研究应用。 电磁技术在材料领域内的研究已经成为一个热门的研究课题, 引起了国内外科学工作者的广泛关注。
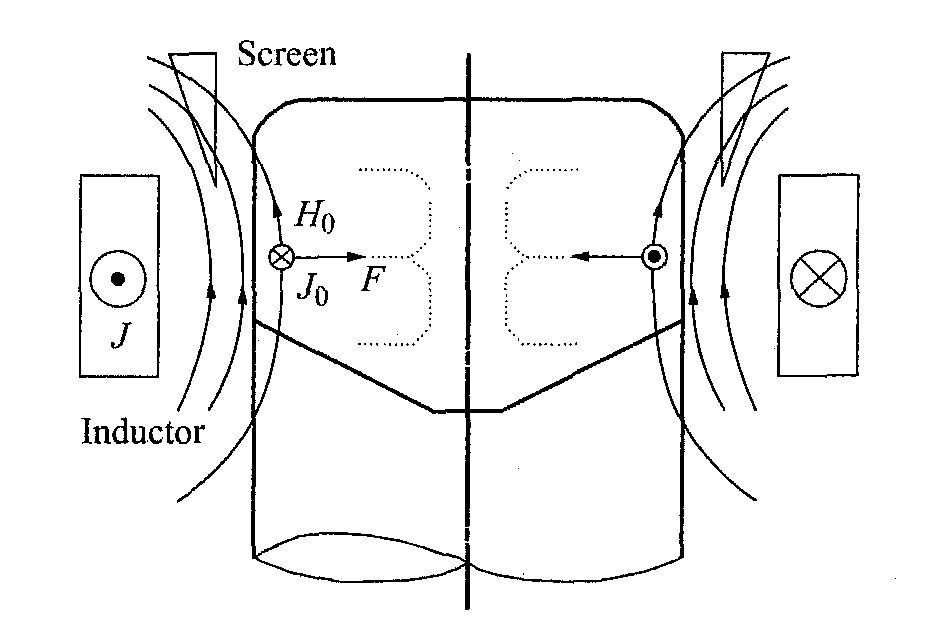
无接触电磁铸造技术的基本原理如图1所示: 在感应线圈中通以交变电流, 感应线圈周围将产生交变磁场(H 0 ), 处于交变磁场中的金属液将感生出与感应线圈中电流方向相反的交变感生电流(J 0 ), 感生电流与交变磁场相互作用在金属内产生电磁作用力。 电磁作用力约束金属熔体立柱成形,从而实现无接触电磁铸造。
图1 电磁铸造原理图
Fig.1 Principle of electromagnetic casting
电磁成形工艺的关键在于感应线圈产生的电磁场在金属熔体表面产生足够大的电磁压力使之与金属熔体的静压力、 表面张力相平衡, 以获得理想的金属熔体形状从而实现无接触的电磁铸造。 同时, 要实现电磁铸造技术, 必须要求液态金属在电磁力的作用下保持一定的液柱高度。 本文作者从电磁无接触成形的基本原理出发, 综合不同金属的物性参数及不同电力试验参数, 建立了金属电磁无接触成形液柱高度的数学模型, 以此来判断电磁铸造的可行性, 并实验验证了数学模型的准确性。
1电磁成形液柱高度计算模型
电磁铸造过程中各物理量之间满足电磁场的基本方程方程组
[14 ]
。 设交变电磁场中各量均为正弦波, 则:
?×H J
?×E J ω B
?・B
B μ H
J σ E
式中 E 为电场强度, V/m; B 为磁感应强度, T; H 为磁场强度, A/m; J 为电流密度, A/m2 ; μ 为熔体磁导率, H/m; σ 为熔体电导率, S/m。
熔体单位体积所受的电磁力为
F J B
因此,式(1)中的电场可以近似表示为
[15 ]
E =ωBδ (3)
将式(3)代入式(1)得:
J σ E σωBδ (4)
则金属熔体单位体积所受的电磁力为
F =σωB 2 δ (5)
式中 ω 为感应电流的角频率, ω =2πf ; δ 为集肤深度,
δ
=
1
/
π
f
σ
μ
; f 为感应电流的频率。
故熔体单位体积所受的电磁力为
F
=
σ
ω
B
2
δ
=
2
B
2
π
f
σ
/
μ
?
?
?
(
6
)
熔体单位体积所受的重力p 为
p =ρg
式中 ρ 为熔体密度; g 为重力加速度。
要使熔融金属在无接触情形下成形, 设成形液柱高度为h , 则必须满足电磁力在熔体内部产生的压强与液柱高度产生的压强相等(不计表面张力的作用), 即:
∫
0
t
F dx =∫
0
h
ρg dy (7)
将式(6)代入式(7)得:
∫
0
t
2
B
2
π
f
σ
/
μ
d
x
=
∫
0
h
ρ
g
d
y
令
B
?
表示熔体内部电磁力积分区间内的磁感强度平均值, 则积分可得:
2
B
?
2
π
f
σ
/
μ
ρ
g
=
h
t
?
?
?
(
8
)
式中 t 为电磁力积分区间。
由于电磁作用力是一种体积力, 其作用在受力元素的整个体积范围内, 因此需要在整个电磁力作用体积上进行积分运算来考虑其综合作用效果。 但要满足电磁铸造立柱成形的需要, 必须保证电磁场在金属熔体表层的作用力能够约束熔体实现立柱成形, 即需要将电磁体积力的综合作用近似为一种等效表面压力。
为了能够将电磁体积力的综合作用等效为表面电磁压力, 故要求电磁作用力的积分区间很小, 一般取在表面层的2~5 mm。
这里取t =5 mm, 要实现无接触电磁成形技术, 则立柱成形时的液柱高度为
h
=
2
B
?
2
π
f
σ
/
μ
?
t
ρ
g
?
?
?
(
9
)
由于电流的集肤效应, 金属熔体内部的磁感强度为
[16 ]
B
(
x
)
=
B
0
exp
(
-
π
f
μ
σ
?
x
)
?
?
?
(
1
0
)
式中 B 0 为金属熔体表面处的有效磁感强度。
积分区间内的平均磁感强度为
B
?
=
∫
0
t
B
(
x
)
d
x
t
?
?
?
(
1
1
)
当金属在磁场作用下其集肤深度小于5 mm时, 其电磁力积分区间则可取集肤厚度。 故将式(10)代入式(11)并积分可得:
B
?
=
B
0
?
[
1
-
exp
(
-
π
f
σ
μ
?
t
)
]
π
f
σ
μ
?
t
=
{
B
0
?
1
-
exp
(
-
π
f
σ
μ
?
t
)
π
f
σ
μ
?
t
B
0
?
(
1
-
1
e
)
?
t
<
δ
t
≥
δ
?
?
?
(
1
2
)
将式(12)代入式(9)可得电磁铸造立柱成形时液柱高度计算模型的具体表达式:
h
=
{
2
B
0
2
?
[
1
-
exp
(
-
π
f
σ
μ
?
t
)
]
2
ρ
g
?
π
f
σ
μ
3
?
t
2
B
0
2
?
(
1
-
e
-
1
)
2
ρ
g
μ
?
t
<
δ
t
≥
δ
?
?
?
(
1
3
)
从液柱高度计算模型的具体表达式可以看出:
1) 电磁铸造液柱高度与金属熔体表面处的磁场强度的平方成正比, 从而可以断定增加磁场强度能够有效地提高金属立柱成形的高度。
2) 由于液柱高度与金属本身的密度成反比, 因而, 高密度的金属较低密度的金属更难于立柱成形。
3) 电磁立柱成形的液柱高度是电力参数以及金属本身物性参数的综合作用效果。
实际应用中, 一般要求金属在电磁力的作用下保持40~50 mm高的液柱高度, 即:
h >40 mm
通过比较液柱高度的计算值与电磁铸造要求值可以判定金属电磁铸造的可行性。
2液柱高度计算模型在金属电磁铸造工程中的应用
在金属的电磁铸造技术中, 在电磁力作用下形成的具有一定高度的自由液柱对电磁铸造技术的实现是十分关键的。 利用电磁铸造液柱高度计算模型可以判断一定实验条件下的液柱高度, 从而分析给定条件下的电磁铸造可行性, 并对实验的参数的选择提供理论指导。
本研究以铝、 锡铅合金为例, 具体分析了液柱高度计算模型的应用。
铝、 锡铅合金两种不同金属熔融状态下的物性参数及电磁参数见表1。
表1 铝、 锡铅合金、 钢的物性参数及电磁参数
Table 1 Physical and electromagnetic parametersof Al, Sn-3%Pb alloy and steel
Electric-1 )
Magnetic-1 )
Density/-3 )
3.85×106
4π×10-7
2 300
4.80×105
4π×10-7
7 130
7.14×105
4π×10-7
7 400
2.1中频电源(f=2 500 Hz)时, 不同磁场强度下铝、 锡铅合金两种金属的液柱高度
从表2和3可见, 随着磁场强度的增加, 金属液柱高度明显增高。 当磁场强度为0.04~0.05 T时, 铝液电磁成形的液柱高度能够满足电磁铸造的要求; 而中频下, 只有当磁场强度达到0.09 T时, 锡铅合金电磁成形的液柱高度才能达到电磁铸造的要求。
表2 中频时铝液柱高度与磁场强度的关系
Table 2 Effect of magnetic intensity onheight of aluminum
Height/mm
25
45
57
70
表3 中频时锡铅合金液柱高度与磁场强度的关系
Table 3 Effect of magnetic intensity onheight of Sn-3%Pb alloy
Height/mm
28
35
45
56
2.2高频(f=10 000 Hz)时, 锡铅合金液柱高度与磁场强度的关系
由于锡铅合金电导率低, 且密度大的特点, 从而有必要对锡铅合金在高频下的电磁成形液柱高度进行研究。
高频时, 锡铅合金液柱高度与磁场强度的关系见表4。
表4 高频时锡铅合金液柱高度与磁场强度的关系
Table 4 Effect of magnetic intensity on heightof Sn-3%Pb under high frequency
Height/mm
40
52
66
81
比较表3与表4, 可以看出高频时锡铅合金较中频时更易实现电磁铸造。 当磁场强度达到0.08 T时, 锡铅合金电磁成形的液柱高度即可满足电磁铸造的需要。
2.3液柱高度与磁场强度及磁场频率的关系
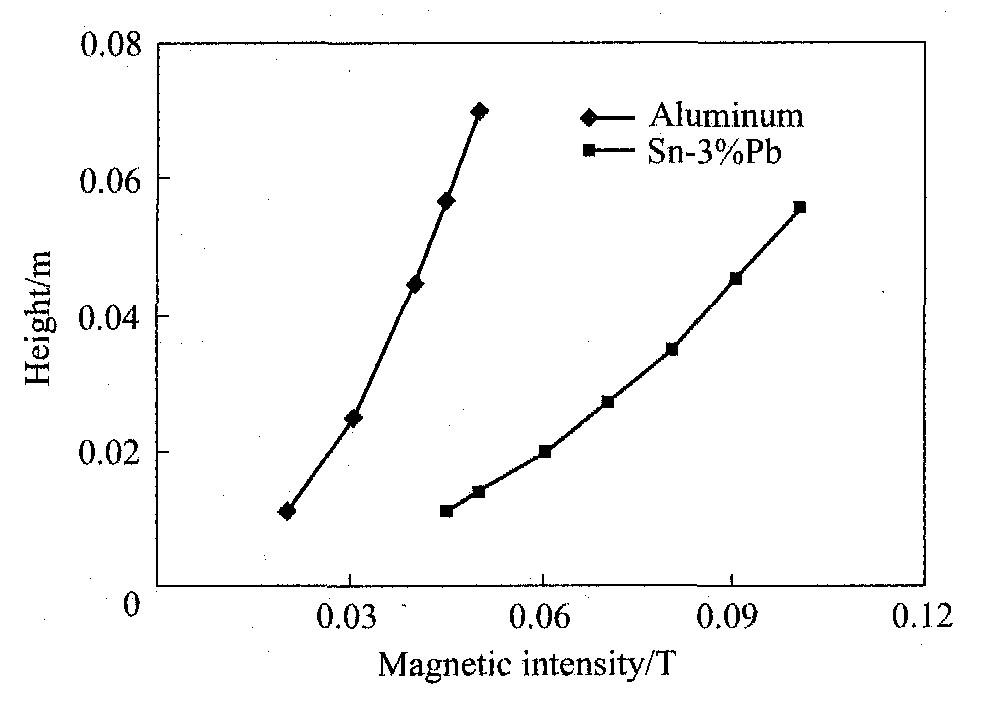
液柱高度与磁场强度及频率的关系分别如图2和3所示。 可以看出金属在电磁作用下立柱成形时的液柱高度随着磁场强度的增大而增加; 磁场频率的增加能在一定范围内增加液柱高度, 最终趋近于一特定值, 该特定值的大小取决于磁场强度的大小。
图2 液柱高度与磁场强度的关系
Fig.2 Effects of magnetic intensity on height of liquid-column of aluminum and Sn-3%Pb alloy
所以, 对于低电导率金属而言, 除了增加磁场强度, 提高频率也是提高电磁成形可行性的一种有效方法。
由于钢、 锡铅合金具有相近的物性参数(电导率, 密度等)(见表1), 从而可以推断要实现钢电磁成形, 磁场强度至少要达到0.08 T; 并且高频下的电磁成形更容易实现。
图3 液柱高度与磁场频率的关系
Fig.3 Effects of magnetic frequency on height of liquid-column of Sn-3%Pb alloy
3实验
本文通过实验对电磁成形液柱高度数学模型的准确性与实用性进行了验证。
3.1实验设备及方法
实验采用可控硅中频电源装置, 电源频率为2 500 Hz, 输出电流可以调节及测量。 电源输出端电流使用DT266 Clamp Meter(钳式电流表)进行测量; 感应线圈采用自制斜边感应线圈, 线圈匝数为2匝, 倾角为30°, 内径为112 mm, 高度为20 mm; 采用小线圈法测量感应线圈内的磁场, 并用下列公式计算磁感强度:
B =E /(4.44fNS )
式中 B 为磁感应强度, T; E 为感应电势, V; f 为电源频率, Hz; N 为线圈匝数; S 为线圈有效面积, m2 。 实验中N =10匝, S =3.14×10-6 m2 。 测量仪器为SX2173型交流微伏表; 为减小误差, 小线圈用CT-3特斯拉计预先标定。
采用熔点较低的锡铅合金(Sn-3%Pb)和铝进行实验。 实验方案是将熔融金属倒入外径为110 mm, 内径为100 mm的自制直边坩埚中, 深度为3~4 mm。 施加电磁场, 调整输出端电流, 直到液柱脱离坩埚壁实现立柱成形; 测得此时电源输出端电流值和液柱边部的磁场强度, 并采用烧痕法测取弯月面形状及液柱高度。
3.2实验结果
3.2.1 铝电磁成形时液柱高度与磁场强度的关系
不同输出端电流时液柱高度与实测铝液柱边部磁场强度对应关系如表4所示。
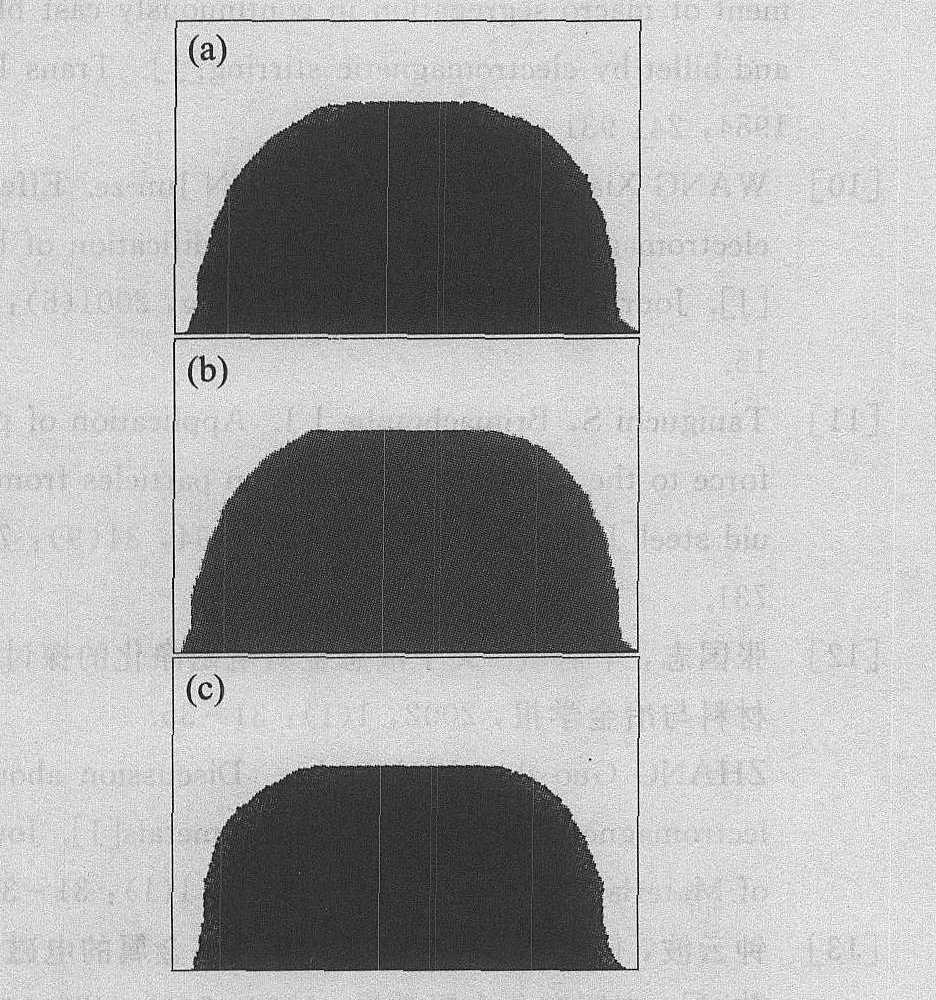
实测铝液在不同磁场作用下弯月面形状及液柱高度如图4所示。
图4 不同磁场强度下铝液柱形状及液柱高度
Fig.4 Meniscus shape and height of aluminum under different magnetic intensity(f =2 500 Hz) (a)―I =2 200 A, h =35 mm; (b)―I =2 500 A, h =40 mm; (c)―I =3 200 A, h =48 mm
3.2.2 锡铅合金弯月面形状、 液柱高度与线圈电流强度的关系
中频(f =2 500 Hz)时, 不同输出端电流下液柱高度与实测锡铅合金液柱边部磁场强度对应关系见表5。
表5 铝的实验实测数据
Table 5 Experiment data of aluminum
Magnetic
Height of
0.034
35
0.038
40
0.042
48
实测不同磁场强度下的锡铅合金液柱高度及弯液面形状如图5所示。
3.3分析
实验表明, 中频时, 当磁场强度达到0.04 T时, 铝液磁场成形液柱高度为45 mm左右, 满足电磁铸造的要求; 而锡铅合金则需要磁场强度达到0.09 T时液柱高度方能满足电磁铸造的需要。 实验结果与液柱高度计算模型计算结果基本吻合, 从而验证了计算模型的准确性。
表6 锡铅合金实验实测数据
Table 6 Experiment data of Sn-3%Pb alloy
Magnetic
Height of
0.075
35
0.086
40
0.092
45
图5 不同磁场强度下锡铅合金液柱形状及液柱高度
Fig.5 Meniscus shape and height of Sn-3%Pb under different magnetic intensity(f =2 500 Hz) (a)―I =3 000 A, h =35 mm; (b)―I =3 600 A, h =40 mm; (c)―I =4 400 A, h =45 mm
4结论
1) 从电磁铸造的基本原理出发, 建立了电磁铸造立柱成形液柱高度数学模型。 利用该数学模型可以估算一定实验条件下金属电磁铸造的可行性。
2) 中频(f =2 500 Hz)时当磁场强度达到0.04 T时, 铝电磁成形液柱高度满足电磁铸造的要求; 而锡铅合金则需要磁场强度达到0.08~0.09 T。
3) 一定实验条件下液注高度主要取决于实验条件下的磁场强度。
4) 要实现钢电磁成形, 磁场强度至少要达到0.08~0.09 T; 并且对于低电导率金属而言, 电磁成形技术在高频磁场下较易实现。
参考文献
[1] SakaneJ,LiBQ,EvansJW.Mathematicalmodelingofmeniscusprofileandmeltflowinelectromagneticcasters[J].MetallurgicalTransactionsB,1988,19:397408.
[2] LiB,CookDP,EvansJW.Improvedmathematicalmodelforelectromagneticcasersandtestingbyphysicalmodel[J].MetallurgicalTransactionsB,1991,22:121134.
[3] NakataH,EtayJ.Meniscusshapeofmoltensteelunderalternatingmagneticfield[J].ISIJInter,1992,32(4):521528.
[4] PrassoDC,EvansJW,WilsonIJ.Heattransportandsolidificationinelectromagneticcastingofaluminumalloys[J].MetallurgicalandMaterialsTransactionsB,1995,26:12811288.
[5] 张兴国,金俊泽,曹志强.电磁铸造中磁场分布[J].大连理工大学学报,1996,36(2):179182.ZHANGXing guo,JINJun ze,CAOZhi qiang.Distributionofmagneticfieldinelectromagneticcasting[J].JournalofDalianUniversityofTechnology,1996,36(2):179182.
[6] 曹志强,张兴国,金俊泽.电磁铸造铝扁锭的电参数计算与选择[J].中国有色金属学报,1995,5(3):7881.CAOZhi qiang,ZHANGXing guo,JINJun ze.ChoiceofkeyparametersinEMCofAlbillet[J].TheChineseJournalofNonferrousMetals,1995,5(3):7881.
[7] 曹志强,张兴国,金俊泽.电磁铸造过程中电磁压力与感应热计算[J].材料科学与工艺,1996,4(1):6065.CAOZhi qiang,ZHANGXing guo,JINJun ze.ElectromagneticpressandinductionheatcalculationofEMC[J].MaterialsScience&Technology,1996,4(1):6065.
[8] SpitzerKH,SchwerdtfegerK.Themagneticfieldofinductorsusedforrotationalstirringincontinuouscastingofsteel[J].TransactionsofISS,1990,57(9):116125.
[9] KenzoA,TakasukeM,TakahikoF,etal.Improvementofmacro segregationincontinuouslycastbloomandbilletbyelectromagneticstirring[J].TransISIJ,1984,24:931939.
[10] WANGXiao dong,LITing ju,JINJun ze.Effectofelectromagneticdriverforceonsolidificationofbillet[J].JournalofMaterialsEngineering,2001(6):1315.
[11] TaniguchiS,BrimachombeJJ.Applicationofpinchforcetotheseparationofinclusionparticlesfromliquidsteel[J].ISIJInternational,1994,34(9):722731.
[12] 张国志,辛启斌.关于液态金属电磁净化的探讨[J].材料与冶金学报,2002,1(1):3135.ZHANGGuo zhi,XINQi bin.Discussionaboutelectromagneticpurifyingofmoltenmetals[J].JournalofMaterialsandMetallurgy,2002,1(1):3135.
[13] 钟云波,任忠鸣.行波磁场净化液态金属的电磁力参数[J].中国有色金属学报,1999,9(3):482487.ZHONGYun bo,RENZhong ming.Electromagneticforceparametersduringprocessofpurifyingliquidmetalbytravelingmagneticfield[J].TheChineseJournalofNonferrousMetals,1999,9(3):482487.
[14] 方正瑚,李培芳.工程电磁学[M].杭州:浙江大学出版社,1989.FANGZheng hu,LIPei fang.EngineeringElectromagnetism[M].Hangzhou:ZhejiangUniversityPress,1989.
[15] AsaiS,NishioN,MuchiI.Theoreticalanalysisandmodelexperimentsonelectromagneticallydrivenflowincontinuouscasting[J].TransISIJ,1982,22:126133.
[16] 马西奎.电磁场理论与应用[M].西安:西安交通大学出版社,2000.MAXi kui.ElectromagnetismTheoryandApplication[M].Xi an:Xi anTrafficUniversityPress,2000.