
Effects of Cr interlayer on mechanical and
tribological properties of Cr-Al-Si-N nanocomposite coating
Young Su HONG1, Se Hun KWON2, Tiegang WANG2, Doo-In KIM2, Jihwan CHOI2, Kwang Ho KIM1, 2
1. School of Materials Science and Engineering, Pusan National University, Busan 609-735, Korea;
2. National Core Research Center for Hybrid Materials Solution, Pusan National University, Busan 609-735, Korea
Received 21 April 2010; accepted 10 September 2010
Abstract: Cr-Al-Si-N coatings were deposited on SUS 304 substrate by a hybrid coating system. A Cr interlayer was introduced between Cr-Al-Si-N coating and SUS 304 substrate to improve the coating adherence. The effects of Cr interlayer on the microhardness, adhesion, and tribological behavior of Cr-Al-Si-N coatings were systematically investigated. The results indicate that the microhardness of the Cr-Al-Si-N coatings gradually deceases with increasing thickness of Cr interlayers. The adhesion between Cr-Al-Si-N and SUS 304 substrate is improved by addition of the Cr interlayers. A peak critical load of ~50 N is observed for the coating containing Cr interlayer of 60 nm as compared ~ 20 N for the coating without Cr interlayer. The thicker Cr interlayers result in reduced critical load values. Moreover, the wear resistance of the Cr-Al-Si-N coatings is greatly enhanced by introducing the Cr interlayer with thickness of 60 nm in spite of the decreased microhardness. The friction coefficient of the coating system is also moderately reduced.
Key words: Cr-Al-Si-N coating; Cr interlayer; hardness; adhesion; wear
1 Introduction
Chromium based hard coatings, such as CrN, Cr-Al-N and Cr-Si-N coatings, have been widely used as a protective coating owing to their high hardness, low friction coefficient, good corrosion and oxidation resistance under severe environmental conditions[1-3]. Recently, the quaternary Cr-Al-Si-N coatings are attracting more and more attentions due to their various hybrid functions, such as super hardness (��50 GPa) and excellent oxidation and wear resistance[4-5].
One of the most challenging issues of such protective coatings is adhesion between the hard coating and substrate[6-8]. It is well known that the high residual stress built in hard coating during deposition process easily results in the detachment of coating from the substrate and limits its practical application where the superior hardness is desired[9]. Sometimes the residual stress in the hard coating even can be arrived at ~4 GPa[10]. In order to improve the adhesion between the coating and substrate, a variety of methods have been extensively used, for example, ion bombardment prior to the deposition[11], insert of metal interlayer[12], and multi-layer or compositional gradient coatings[13]. In the case of Ti-based coatings, the introduction of Ti metal interlayer has significantly improved the adhesion between the coating and substrate[14-16]. In contrast to Ti interlayer, the effects of Cr interlayer on the Cr-based coating system are rarely studied so far[17].
In this study, thin Cr metal interlayers with different thickness were deposited between the Cr-Al-Si-N coating and SUS 304 substrate in order to improve the adhesion property. The effects of Cr interlayer thickness on the coating microhardness, adhesion, and tribological properties were investigated systematically.
2 Experimental
2.1 Deposition
The Cr-Al-Si-N coatings were deposited on SUS 304 using a hybrid coating system, where arc ion plating (AIP) method was combined with a DC reactive magnetron sputtering technique. The details of the coating apparatus and process were described in our previous work[4]. An arc cathode gun for Cr target (99.99%, mass fraction) and two DC reactive magnetron sputter guns for Si (99.99%, mass fraction) and Al (99.99%, mass fraction) targets were installed on each side of the chamber wall. A rotational substrate holder was located among the three sources. Ar gas (99.999%, volume fraction) was introduced into the sputter target holder to increase the sputtering rate. N2 gas (99.999%, volume fraction) was injected near the substrate holder. Before being put in the vacuum chamber, the SUS 304 substrates were ultrasonically cleaned in both acetone and ethanol for 30 min, respectively. Then, the specimens were heated by resistant heaters set in the vacuum chamber, and were cleaned again by ion bombardment at a bias voltage of -600V in Ar atmosphere of 32 Pa for 15 min. Subsequently, the Cr metal interlayer was deposited from arc cathode gun for 2-20 min. Finally, the Cr-Al-Si-N coating was also deposited from arc and sputter sources at a working pressure of 1 Pa. The deposition temperature was fixed at 300 ��C during the coating process. The typical deposition conditions of Cr-Al-Si-N/Cr coating by the hybrid coating system are listed in Table 1.
Table 1 Deposition conditions of Cr-Al-Si-N coatings
2.2 Characterization
The thickness of Cr-Al-Si-N coating and Cr metal interlayer was respectively evaluated using a field emission scanning electron microscopy (FESEM; S-4800N, Hitachi, Japan). An electron probe microanalyzer (EPMA, Shimadzu, EPMA 1600) was used to analyze the content of element Cr, Al, Si, and N in the coating. The crystallinity of the Cr-Al-Si-N coatings was analyzed using X-ray diffractometer (D8 ADVANCE, Bruker) with monochromatic Cu K�� (�� = 0.154 56 nm) radiation operated at 40 kV. The analyzed range of diffraction angle 2�� was between 20�� and 80�� by a step of 0.02��.
The hardness of coating system was measured on the coating surface by a micro-hardness tester with Knoop indenter (Matsuzawa, MMT-7). A load of 10 g and a dwelling time of 15 s were applied for all the measurements. The adhesion between the coating and substrate was evaluated by a scratch tester (J&L Tech, Scratch test JLST022) with a Rockwell C diamond stylus (cone apex angle, 120 ��C; tip radius, 200 ��m). During the scratch test, the applied load increased gradually up to 100 N, and a translation speed of 0.2 mm/s was employed. The friction force, friction coefficient and acoustic emission signals were also recorded during the scratch test in order to measure critical load. These investigations were complemented by observation of scratch track with an optical microscope (Olympus, PMG3-613U W/Acc). The values of micro-hardness and adhesion presented are the average of 5 measurements made on the identical specimen.
The tribological behavior of the coating was evaluated by sliding wear tests via a conventional ball-on-disc friction and wear instrument. A steel ball (6.34 mm in diameter, 700 HV0.2) was chosen as a counterpart for the evaluation of tribological properties. The sliding wear tests were conducted with a sliding speed of 0.157 m/s, a normal load of 1 N, and a total of 20 000 rotation cycles. All experiments were repeated three times in controlled room temperature (~20 ��C) and relative humidity (25%-30% RH). The morphology of wear tracks was also observed by FESEM.
3 Results and discussion
Figure 1 shows the typical Cr-Al-Si-N coatings deposited on the SUS 304 substrates without Cr interlayer, with 60 nm thick Cr interlayer and with 230 nm thick Cr interlayer, respectively. The thicknesses of Cr-Al-Si-N coatings were maintained at ~1.7 ��m with regardless of Cr interlayer thickness. It is noticeable that the Cr-Al-Si-N coatings show columnar crystal structures. The EPMA results revealed that the chemical compositions (molar fraction) of the Cr-Al-Si-N coating prepared in this study are 30.2%, 10%, 9.8% and 50% for element Cr, Al, Si and N, respectively. The previous study confirmed that there are a lot of nanocrystalline (Cr, Al, Si)N embedded in the Si3N4 matrix to form the Cr-Al-Si-N coating, which has super hardness (��50 GPa), low friction coefficient, and excellent oxidation resistance[4-5]. Based on the thickness measurement by FESEM, the deposition rate of Cr interlayer using the arc cathode gun can arrive at ~11 nm/min. Through controlling the deposition time, the Cr interlayers with the thickness of 25, 60, 120, 150, and 230 nm were respectively prepared on the SUS 304 substrates before depositing the Cr-Al-Si-N coatings. Subsequently, we will discuss the mechanical and tribological properties of Cr-Al-Si-N coatings on SUS 304 substrates without interlayer and with Cr interlayers in different thicknesses.
Figure 2 shows the X-ray diffraction patterns of Cr-Al-Si-N coatings with Cr interlayer at various thicknesses. It can be seen that the Cr-Al-Si-N coatings show the NaCl crystal type of CrN crystalline with multiple orientation of (111), (200), and (220). By introducing Cr interlayer, the evidences of microstructure changes such as peak position shifting and broadening were not observed, but the peak intensities were slightly decreased. This decreased peak intensity seems to be due to the formation of nanocrystalline in Cr interlayer, which can affect the diffraction patterns of the coating system. This can also explain why the diffraction peaks from the substrate is observed, but no peaks from the Cr interlayer. Furthermore, little effect of Cr interlayer thickness on the diffraction peak intensity is found, because no significant changes occur for the peak intensity with increasing Cr interlayer thickness. These results indicate that the effect of Cr interlayer on the microstructure of Cr-Al-Si-N coating is ignorable.
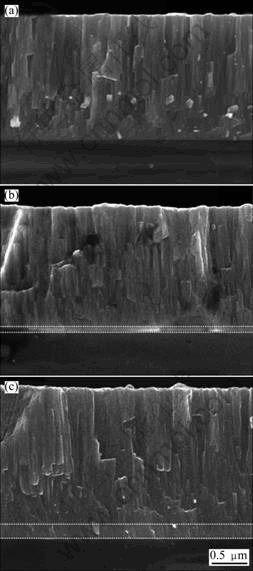
Fig.1 Cross-sectional FE-SEM images of Cr-Al-Si-N coatings deposited on SUS 304 substrates: (a) Without Cr interlayer; (b) With 60 nm thick Cr interlayer; (c) With 230 nm thick Cr interlayer
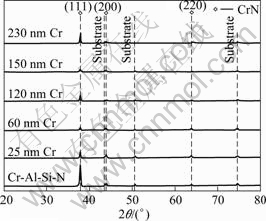
Fig.2 XRD patterns of Cr-Al-Si-N coatings with Cr interlayer at various thicknesses
The measured hardness of Cr-Al-Si-N/Cr/SUS 304 substrate varying with Cr interlayer thickness is shown in Fig.3. The apparent hardness of the coating system gradually decreased with the Cr interlayer thickness increasing. When there is no Cr interlayer, the coating system possesses the highest hardness of (45.3 �� 1.53) GPa. In the case of existing Cr interlayer with 230 nm thick, the measured value of the coating hardness decreases to (26.6 �� 1.18) GPa. It is believed that the lower hardness of coating system with the thicker Cr interlayer is due to the relatively soft Cr interlayer, of which the hardness is ~7 GPa[18]. The soft and tough Cr interlayer plays a role of energy dissipation and cushioning, and accommodated the plastic deformation during the indentation testing process. Thus, the thicker the Cr interlayer is, the more significant the cushioning action is, and the lower the apparent hardness is. Another possible reason is that the residual stresses in the coating gradually decrease with the Cr interlayer thickening, which indirectly impairs the measured value of the coating hardness[19]. Therefore, the Cr interlayer must choose an appropriate thickness in its practical application.
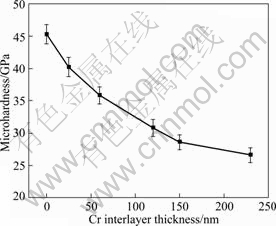
Fig.3 Measured microhardness of Cr-Al-Si-N/Cr/SUS 304 substrate varying with Cr interlayer thickness
The adhesion of coating system is another key index for evaluating its comprehensive performance. Fig.4 shows the scratch test results for the coating system of Cr-Al-Si-N/Cr/SUS 304 substrate, i.e., the variations of critical load Lc2 with the Cr interlayer thickness. In general, the critical load Lc2 is defined as a burst and rising friction force emerges due to a serious damage and detachment of coating layers from the substrate surface[20-21]. It can be seen that the critical load of the coating system firstly increases sharply with increasing the Cr interlayer thickness. When the Cr interlayer thickness is 60 nm, Lc2 reaches the maximum critical load of about 50 N, which is almost two times as that of the Cr-Al-Si-N coating without Cr interlayer (~30 N). This is because the thicker interlayer improves the toughness and anti-stripping capacity of coating system, and partially releases the higher residual stresses at interface between the Cr-Al-Si-N coating and SUS 304 substrate. It had been reported previously that the improved bonding strength between coating and substrate was attributed to the introduction of metal interlayer, such as Ti, Co and Cr, which reduced the shear stresses at interface between coating and substrate[22-23]. However, the critical load of coating system decreased again with further increase of Cr interlayer thickness, which was more than 60 nm. This decreased adhesive strength can be explained by the shear failures at interlayer when the relatively soft Cr metal interlayer becomes too thick[24-25]. This also indicates that the Cr interlayer thickness should be carefully controlled so as to enhance the adhesion of Cr-Al-Si-N coating system. Based on the above results, the optimum thickness of Cr interlayer in this study should be 60 nm.
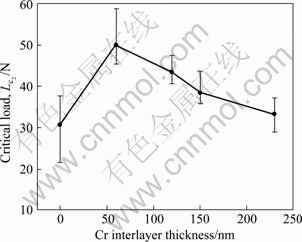
Fig.4 Variations of critical load Lc2 with the Cr interlayer thickness for the coating system of Cr-Al-Si-N/Cr/SUS 304 substrate.
Figure 5 shows optical micrographs of the typical scratch tracks of Cr-Al-Si-N/SUS 304 substrate and Cr-Al-Si-N/Cr/SUS 304 substrate with 60 nm thick Cr interlayer at a point of approximate 30 N loads. After scratch test, generally, many aspects of the fracture, such as cracking, chipping, flaking and buckling, can appear around the scratch channel[26]. Among these fracture modes, chipping fracture usually occurs around the scratch track in the case of the high adhesive strength between coating and substrate[25-26]. On the other hand, the flaking and buckling fracture will happen if the adhesion between coating and substrate is poor[23-24]. From Fig.5(a), it can be observed that some flakes have fallen off from the coating surface in the scratch channel, and severe plastic deformation occurs nearby the scratch edge. In addition, the partial of substrate is exposed. This indicates that the flaking fracture including spalling and buckling is the main failure mode for the coating system without Cr interlayer. Whereas in Fig.5(b), these fracture types are not observed. Only slight plastic deformation of the substrate can be seen and the Cr-Al-Si-N coating still remains in the scratch channel. A small amount of chips are removed when the diamond stylus scratches across. Consequently, when the Cr interlayer is introduced, a higher load is required to obtain the same plastic deformation. The obvious difference between the fracture failure modes of both coating systems also confirms that the introduction of Cr interlayer can effectively improve the adhesion between the Cr-Al-Si-N coating and SUS 304 substrate.

Fig.5 Optical micrographs of typical scratch tracks of Cr-Al-Si-N/SUS 304 substrate(a) and Cr-Al-Si-N/Cr/SUS 304 substrate(b)
To investigate the effects of Cr interlayer on the tribological behavior, Cr-Al-Si-N/SUS 304 and Cr-Al-Si- N/Cr(60 nm-thick)/SUS 304 were subjected to ball on disk sliding wear tests, respectively. Figure 6 shows the variation of the friction coefficient of two coating systems with the number of cycle under normal load of 1 N. As shown in Fig.6, the friction coefficients of both coating systems rapidly increase in the initial running-in phase, which is believed to be a result of transition in contact conditions from two-body abrasion to interfacial sliding. A significant difference can be found that the coating without Cr interlayer shows a broader and more pronounced running-in phase lasting for about 3 000 cycles, after which a steady-state friction coefficient of 0.62 is obtained. However, the transition from the running-in phase to steady-state phase for the coating with 60 nm thick Cr interlayer is not obvious, and the running-in phase only lasts about 500 cycles. The steady-state friction coefficient of 0.42 is lower than that of the former. The reason for above difference is attributed to the flakes spalling off from the substrate, i.e. the wear debris are involved in the friction and wear process as third-body abrasives, which results in the increase of friction coefficient and a prolonging of the running-in phase for the coating system without Cr interlayer. From Fig.6, another tendency can be found that the friction coefficients of both coating systems increase gradually and slightly as the tests go, although the friction steps in the steady-state phase, which is attributed to the gradually increased interfacial contact area between the coating and the counterpart.
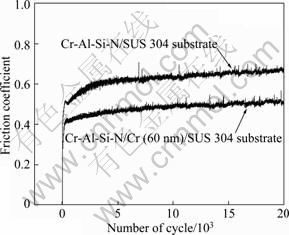
Fig.6 Variations of friction coefficient of two coating systems with number of cycle under normal load of 1 N
Figure 7 shows SEM morphologies of the wear tracks of two coating systems after ball on disk sliding wear tests of 20 000 cycles. From Fig.7(a), it can be seen that the flaking, buckling and spalling of coating layer occur under the synthetic actions of contact stress and friction force when there is no interlayer. In the case of introducing a 60 nm thick Cr interlayer, the coating system keeps well and no cohesive or adhesive failures happen in the wear tests, except for the minor chipping in connection with coating defects (Fig.7(b)). Therefore, the insertion of Cr interlayer with an appropriate thickness also significantly improves the wear resistance of the coating system.
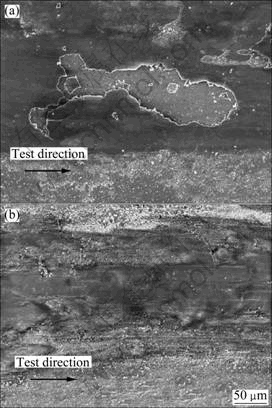
Fig.7 SEM morphologies of wear tracks of two coating systems after ball on disk sliding wear tests of 20 000 cycles: (a) Cr-Al-Si-N/SUS 304 substrate; (b) Cr-Al-Si-N/Cr/SUS 304 substrate with 60 nm thick Cr interlayer
4 Conclusions
1) The hardness of the Cr-Al-Si-N/Cr coating system gradually decreased with the Cr interlayer thickness increasing. The scratch tests revealed that the adhesion between Cr-Al-Si-N coating and SUS 304 substrate was significantly dependent on the Cr interlayer thickness.
2) The critical load Lc2, increased from ~30 N for the coating without Cr interlayer up to ~50 N for the coating with 60 nm thick Cr interlayer. This improved adhesion was due to the reduction of shear stress at interface between Cr-Al-Si-N coating and SUS 304 substrate, and the improvements of toughness and anti-stripping capacity of the coating system.
3) By comparison of mechanical properties of the Cr-Al-Si-N coating systems with Cr interlayer of different thickness, the optimum thickness (60 nm) of Cr interlayer was determined. The friction and wear test results indicated that the insertion of Cr interlayer between Cr-Al-Si-N coating and SUS 304 substrate can significantly improve the wear resistance and reduce the friction coefficient of the coating system.
Acknowledgements
This work was supported by a grant from the National Core Research Center (NCRC) Program through the National Research Foundation of Korea funded by the Ministry of Education, Science and Technology (No. 2010-0001-226) and by a grant from the Fundamental R&D Program for Core Technology of Materials funded by the Ministry of Knowledge Economy, Republic of Korea.
References
[1] REBHOLZ C, ZIEGELE H, LEYLAND A, MATTHEWS A. Structure, mechanical and tribological properties of nitrogen-containing chromium coatings prepared by reactive magnetron sputtering [J]. Surf Coat Technol, 1999, 115: 222-229.
[2] CREUS J, IDRISSI H, MAZILLE H, SANCHETTE F, JACQUOT P. Improvement of the corrosion resistance of CrN coated steel by an interlayer [J]. Surf Coat Technol, 1998, 107: 183�C190.
[3] LI Tian-peng, ZHOU Yan-chun, LI Mei-shuan, LI Zhong-ping. High temperature corrosion behavior of a multilayer CrAlN coating prepared by magnetron sputtering method on a K38G alloy [J]. Surf Coat Technol, 2008, 202: 1985�C1993.
[4] PARK I W, KANG D S, MOORE J J, KWON S C, RHA J J, KIM K H. Microstructures, mechanical properties, and tribological behaviors of Cr-Al-N, Cr-Si-N, and Cr-Al-Si-N coatings by a hybrid coating system [J]. Surf Coat Technol, 2007, 201: 5223�C5227.
[5] CHANGA Y Y, CHANG C P, WANG D Y, YANG S M, WU W T. High temperature oxidation resistance of CrAlSiN coatings synthesized by a cathodic arc deposition process [J]. J Alloys Compd, 2008, 461: 336�C341.
[6] RICHARD P, THOMAS J, LANDOLT D, GREMAUD G: Combination of scratch-test and acoustic microscopy imaging for the study of coating adhesion [J]. Surf Coat Technol, 1997, 91: 83-90.
[7] NSONGO T, GILLETT M. Adhesion characterization of titanium and titanium nitride thin coatings on metals using the scratch test [J]. J Adhesion and Adhesives, 1995, 15: 191-196.
[8] SRIVASTAV S, JAIN A, KANJILAL D. Improvement of adhesion of TiN coatings on stainless steel substrates by high energy heavy ion irradiation [J]. Nucl Instrum Methods Phys Res B, 1995, 101: 400-405.
[9] HOLUBAR P, JILEK M, SIMA M. Present and possible future applications of superhard nanocomposite coatings [J]. Surf Coat Technol, 2000, 133-134: 145-151.
[10] YUN J H, HEO S J, KIM K R, KIM K H. Synthesis and mechanical properties of CrMoCxN1-x coatings deposited by a hybrid coating system [J]. J Vac Sci Technol A, 2008, 26: 146-150.
[11] OLLENDORF H, SCHNEIDER D. A comparative study of adhesion test methods for hard coatings [J]. Surf Coat Technol, 1999, 113: 86�C102.
[12] KURATANI N, MURAKAMI Y, IMAI O, OGATA K. Influences of intermediate Si-Ni thin film conditions on adhesion of Ni-TiN gradient thick films Mater [J]. Chem Phys, 1998, 54: 313-316.
[13] HARRY E, ROUZAUD A, JULIET P, PAULEAU Y. Adhesion and failure mechanisms of tungsten��carbon containing multilayered and graded coatings subjected to scratch tests [J]. Thin Solid Films, 1999, 342: 207-213.
[14] RICKERBY D S, BURNETT P J. Correlation of process and system parameters with structure and properties of physically vapour- deposited hard coatings [J]. Thin Solid Films, 1988, 157: 195-222.
[15] VUORINEN S, NIEMI E, KORHONEN A S. Microstructural study of TiN-coated threading taps [J]. J Vac Sci Technol A, 1985, 3: 2445-2449.
[16] QUAEYHAEGENS C, STALS L M, De SCHEPPER L. Characterization by glancing angle X-ray diffraction of the interface between austenitic stainless steel AISI 304 substrates and a TiN or Ti/TiN physical vapour deposition coating [J]. Surf Coat Technol, 1991, 45: 193-200.
[17] TANG J K, FENG L, ZABINSKI J S. The effects of metal interlayer insertion on the friction, wear and adhesion of TiC coatings P [J]. Surf Coat Technol, 1998, 99: 242-247.
[18] ROMERO J, ESTEVE J, LOUSA A. Period dependence of hardness and microstructure on nanometric Cr/CrN multilayers [J]. Surf Coat Technol, 12004, 88-189: 338-343.
[19] ZHAO S S, YANG Y, LI J B, GONG J, SUN C. Effect of deposition processes on residual stress profiles along the thickness in (Ti,Al)N films [J]. Surf Coat Technol, 2008, 202: 5185-5189.
[20] BELLIDO-GONZFILEZ V, STEFANOPOULOS N, DEGUILHEN F. Friction monitored scratch adhesion testing [J]. Surf Coat Technol, 1995, 74-75: 884-889.
[21] VALLI J. A review of adhesion test methods for thin hard coatings [J]. J Vac Sci Technol A, 1986, 4: 3007-3014.
[22] RICKERBY D S, BULL S J, ROBERTSON T, HENDRY A. The role of titanium in the abrasive wear resistance of physically vapour-deposited TiN [J]. Surf Coat Technol, 1990, 41: 63-74.
[23] KANG D S, OK J T, HEO S J, CHOI E Y, KANG M C, KIM K H. Effects of Co, Ti Interlayer, and Post-annealing on the Adhesion Property between TiN Coatings and WC-Co substrate [J]. Solid State Phenomena, 2006, 118: 281-286.
[24] ARAI T, FUJITA H, WATANABE M. Evaluation of adhesion strength of thin hard coatings [J]. Thin Solid Film, 1987, 154: 387-401.
[25] BURNETT P J, RICKERBY D S. The scratch adhesion test: An elastic-plastic indentation analysis [J]. Thin Solid Films, 1988, 157: 233-254.
[26] BULL S J. Failure modes in scratch adhesion testing [J]. Surf Coat Technol, 1991, 50: 25-32.
(Edited by HE Xue-feng)
Corresponding author: Kwang Ho KIM; Tel: +82-51-2391; E-mail: kwhokim@pusan.ac.kr

