AZ31þ�Ͻ��ľ��������������κ�����֯�ͳ������ܵı仯
��Դ�ڿ����й���ɫ����ѧ��(Ӣ�İ�)2016���8��
�������ߣ���͢״ �ƹ�ʤ ���θ� ���ڸ� ���״� �˸���
����ҳ�룺2043 - 2050
�ؼ��ʣ�AZ31þ�Ͻ�����������������������������֯����������
Key words��AZ31 magnesium alloy; continuous bending; twinning; detwinning; microstructure; formability
ժ Ҫ��ͨ��������������(CB)����������AZ31þ�Ͻ��ĵij������ܡ�ͨ����ѧ����(OM)�͵��ӱ�ɢ�似��(EBSD)�о�þ�Ͻ��ĵ�����֯��֯���ı仯���������������CB�������˻�����֯��ǿ��������������һ�����������ڱ�������������Ͼ��������ڵڶ����ι����з������������Ͼ��ܶ������½�������V������ʱ�ڲ�������ѹӦ��״̬�IJ��Գ��ԣ�������������������-������������֣���ԭʼ�����ȣ�������������������ĵı�ͻֵΪ5.2 mm�������41%������Ҫ�����ڻ���֯�����������Լ�֯���������µĽ�С������Ӧ���(rֵ)�ͽϴ�ļӹ�Ӳ��ָ��(nֵ)��
Abstract: Continuous bending (CB) process along rolling direction was performed to improve the formability of AZ31 magnesium alloy sheets. The microstructure and texture evolutions were characterized by optical microscopy (OM) and electronic backscatter diffraction (EBSD). The results reveal that the basal texture intensity of continuously bent and annealed (CBA) sample is drastically weakened. A large number of twins are induced on the concave surface by the 1st pass bending and the density of twins obviously declines during the 2nd pass bending owing to the occurrence of detwinning. Due to the asymmetric tension-compression strain states between the outer and inner regions during V-bending, twinning and detwinning are generated alternatively during the CB process. The Erichsen value is 5.2 mm which increases by 41% compared with that of as-received sample. This obvious improvement of formability can be attributed to the weakened basal texture, which leads to a smaller plastic strain ratio (r-value) together with a larger strain-hardening exponent (n-value).
Trans. Nonferrous Met. Soc. China 26(2016) 2043-2050
Ting-zhuang HAN1,2, Guang-sheng HUANG1,2,3, You-gen WANG1,2, Guan-gang WANG1,2, Yan-chun ZHAO1,2, Fu-sheng PAN1,2,3
1. State Key Laboratory of Mechanical Transmission, School of Materials Science and Engineering, Chongqing University, Chongqing 400044, China;
2. National Engineering Research Center for Magnesium Alloys, Chongqing University, Chongqing 400044, China;
3. Chongqing Research Center for Advanced Materials, Chongqing Academy of Science & Technology, Chongqing 401123, China
Received 30 August 2015; accepted 24 February 2016
Abstract: Continuous bending (CB) process along rolling direction was performed to improve the formability of AZ31 magnesium alloy sheets. The microstructure and texture evolutions were characterized by optical microscopy (OM) and electronic backscatter diffraction (EBSD). The results reveal that the basal texture intensity of continuously bent and annealed (CBA) sample is drastically weakened. A large number of twins are induced on the concave surface by the 1st pass bending and the density of twins obviously declines during the 2nd pass bending owing to the occurrence of detwinning. Due to the asymmetric tension-compression strain states between the outer and inner regions during V-bending, twinning and detwinning are generated alternatively during the CB process. The Erichsen value is 5.2 mm which increases by 41% compared with that of as-received sample. This obvious improvement of formability can be attributed to the weakened basal texture, which leads to a smaller plastic strain ratio (r-value) together with a larger strain-hardening exponent (n-value).
Key words: AZ31 magnesium alloy; continuous bending; twinning; detwinning; microstructure; formability
1 Introduction
Magnesium (Mg) alloys have great potential as lightweight structural materials substituting for steel and aluminum particular in automotive application, due to their low density, high specific strength, high stiffness and good machinability [1-3]. At present, the most commonly used magnesium alloys are produced by thixo-casting or die-casting process with some casting defects such as porosity and inclusions [4-6]. Although wrought magnesium alloys possess better mechanical properties than cast alloys, structural applications of them are still very scarce due to the poor formability at lower temperatures. The studies have shown that the low formability is caused by their hexagonal close packed (HCP) crystal structure, leading to limited deformation modes [7-9]. Basal slip dominates the deformation at room temperature due to its low critical residual shear stress (CRSS) [10]. Nevertheless, (0002) basal plane can provide only two independent slip systems, which cannot meet the requirement of five independent slip systems by von Mises criterion for sufficient deformation [11-13]. Furthermore, conventionally rolled and extruded magnesium alloy exhibits a typical basal texture with c-axis of majority of grains parallel to the normal direction of the sheets. This texture results in a poor capability of sheet thinning, and consequently leads to a limited stretch formability [1].
CHINO et al [14] reported that the ductility and formability of magnesium alloys are strongly affected by the texture and can be enhanced greatly by basal texture weakening. Recently, different speed rolling (DSR) [1], equal-channel angular pressing (ECAP) [15,16], and cross rolling [14] have been developed to modify the basal texture with the purpose of improving formability. During the DSR process, a weakened basal texture with inclined basal pole can be obtained, which greatly enhanced the formability of magnesium alloys [1]. SUH et al [15] revealed that the drawing depth of the ECAP- treated sheet was improved by more than 50% owing to the texture modification of the orientation of basal planes. Cross-rolling was an effective method to enhance the ductility of magnesium alloys with the basal texture inclining to rolling direction [14]. Thus, the formability of magnesium alloys at room temperature can be improved by texture control.
The previous research [17] reported that repeated unidirectional bending (RUB) was a good approach to improve the formability of AZ31 magnesium alloy sheets. However, they focused on the invariable stress states during the RUB processes which ignored the mechanism differences between inner and outer regions of V-bending. Besides, little experimental work has been done on changing stress states under V-bending of AZ31 magnesium alloy sheets. For this reason, BRYUKHANOV et al [18,19] proposed the method of reverse bending (RB) with the alternation of tension and compression during processing. They also investigated the effects of RB on the mechanical properties of AZ31 alloy sheets. However, the texture and formability were not taken into account. RUB and RB processes cannot be used for industrial application due to their discontinuous production. Thus, this work applies a new novel method of continuous bending (CB) to modify the texture of Mg alloy sheet and realize industrial continuous manufacture, which contains the virtues of RUB and RB processes. Specially, the influences of microstructure and texture on the formability were investigated through tensile and Erichsen tests.
2 Experimental
As-received AZ31 (Mg-3%Al-1%Zn) (mass fraction) rolled magnesium alloy sheets with an initial thickness of 0.6 mm were machined to the samples with dimensions of 1000 mm (RD) �� 130 mm (TD) �� 0.6 mm (ND), where RD, TD and ND represent the rolling, transverse and normal directions, respectively. Then, the samples machined were continuously bent along RD. The schematic diagram of a continuous bending device is shown in Fig. 1. The radius of the cylindrical support is 1 mm and the bending angle is 144��. The bending speed �� is constant. Totally 8 passes were conducted, i.e., 4 passes for one direction and the other 4 passes for the inverse direction. After CB process, the samples were annealed at 533 K for 60 min. The continuously bent and subsequently annealed samples were marked as CB and CBA samples, respectively.
After CB processing, the microstructures of samples were observed by optical microscopy (OM). Electronic backscatter diffraction (EBSD) analysis was carried out on an FEI Nova 400 field emission gun-scanning electron microscope to analyze the deformation behavior. Furthermore, the samples for the EBSD study were prepared by mechanical grinding followed by mechanical polishing. Thereafter, the electronic polishing was achieved with an AC2 solution, using a voltage of 20 V for 120 s, under a controlled temperature of -30 ��C.
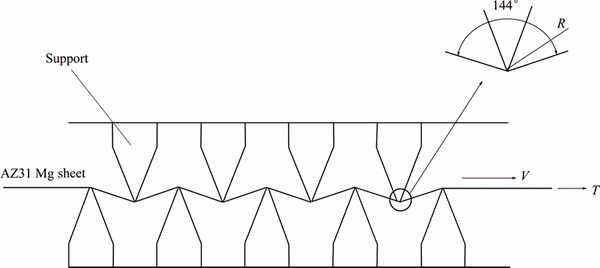
Fig. 1 Schematic diagram of cyclic bending device
The tensile samples with a gauge length of 40 mm, a width of 10 mm and a thickness of 0.6 mm were machined along the RD, TD and 45�� by wire-cutting. The uniaxial tensile tests were carried out on a CMT6305-300kN electronic universal testing machine with an initial strain rate of 1��10-3 s-1 at room temperature. The tensile test was repeated 3 times to obtain representative results. In addition, Lankford values (r-value) were measured using the samples deformed to a true tensile-direction strain of 10%. The strain-hardening exponents (n-value) were obtained from the uniform plastic deformation region of the tensile stress-strain curves. The Erichsen tests were carried out to investigate the press formability of AZ31 Mg alloy sheets at room temperature. The Erichsen tests were conducted on the rectangular samples with gauge sizes of 50 mm �� 50 mm using a hemispherical punch with a diameter of 20 mm, and the Erichsen values were the punch stroke at fracture initiation. The punch speed and the blank holder force were 3 mm/min and 10 kN, respectively. Graphite grease was used as a lubricant.
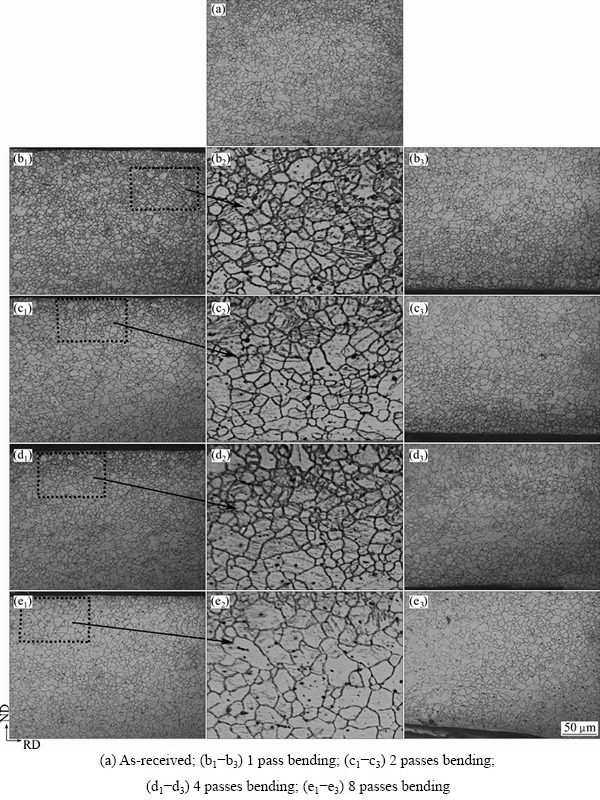
Fig. 2 Upper surfaces (b1, b2, c1, c2, d1, d2, e1, e2) and lower surfaces (b3, c3, d3, e3) microstructures of different samples without annealing
3 Results and discussion
3.1 Microstructures and texture evolution
Figure 2 shows the optical microstructures of magnesium alloy sheets after different passes bending without annealing. The concave of the 1st pass bending sheet was defined as upper surface and the convex was defined as lower surface. The grain sizes were measured by a mean line-intercept method to analyze its change. For the as-received sample, the equiaxed grains distribute in the microstructure and the average grain size is 8.7 ��m, as shown in Fig. 2(a). The average grain sizes of 1, 2, 4 and 8 passes samples are 8.5, 8.8, 8.7 and 8.9 ��m, respectively. In Figs. 2(b1)-(b3), a large number of twins are induced on upper surface (the concave) after the 1st pass bending. While almost no twins are found in the microstructure of center and lower surface (the convex). At the 1st pass bending state, lower surface (the convex) is afflicted by tension stress along RD, in favor of the generation of  compression twins. However, due to higher CRSS of compression twinning than that of prismatic slip, the prismatic slip dominates the deformation [20]. On the other hand, upper surface (the concave) was subjected to compression stress along RD, and this stress state could activate
compression twins. However, due to higher CRSS of compression twinning than that of prismatic slip, the prismatic slip dominates the deformation [20]. On the other hand, upper surface (the concave) was subjected to compression stress along RD, and this stress state could activate  extension twins easily. The emergence of extension twins results in the reorientation of basal plane by almost 90��, and c-axis is parallel to RD [21]. It is interesting to note that in the 2nd pass bending sample, twins are found on upper and lower surfaces and no twins in the center (Figs. 2(c1)-(c3)). But the density of twins on upper surface obviously declines compared with that after the 1st pass bending. As is well known, dynamic recrystallization (DRX) happens above 473 K. Thus, the decline of twins density on upper surface may be attributed to the occurrence of detwinning facilitated by alternate tension and compression stress. In general, the pre-twins activated by compression could detwin during reloading along the inverse direction. Further deformed to the 2nd pass, the concave surface is transformed into convex surface. The orientation of twinned upper surface becomes favorable for twinning owing to tension load parallel to the c-axis of the hexagonal unit cells during the 2nd pass bending, which leads to the occurrence of detwinning. WU et al [22] also indicated that the detwinning behavior happened when the load was applied in the inverse direction. The phenomenon retains even after bending for 4 passes, and less twins are found on the two surfaces compared with that after the 2nd pass bending (Figs. 2(d1)-(d3)). When bending for 8 passes, as shown in Figs. 2(e1)-(e3), the twins disappear fully. Moreover, because of the cyclic changing of orientation and stress states of the grains, the twinning and detwinning dominate the deformation alternately during CB process.
extension twins easily. The emergence of extension twins results in the reorientation of basal plane by almost 90��, and c-axis is parallel to RD [21]. It is interesting to note that in the 2nd pass bending sample, twins are found on upper and lower surfaces and no twins in the center (Figs. 2(c1)-(c3)). But the density of twins on upper surface obviously declines compared with that after the 1st pass bending. As is well known, dynamic recrystallization (DRX) happens above 473 K. Thus, the decline of twins density on upper surface may be attributed to the occurrence of detwinning facilitated by alternate tension and compression stress. In general, the pre-twins activated by compression could detwin during reloading along the inverse direction. Further deformed to the 2nd pass, the concave surface is transformed into convex surface. The orientation of twinned upper surface becomes favorable for twinning owing to tension load parallel to the c-axis of the hexagonal unit cells during the 2nd pass bending, which leads to the occurrence of detwinning. WU et al [22] also indicated that the detwinning behavior happened when the load was applied in the inverse direction. The phenomenon retains even after bending for 4 passes, and less twins are found on the two surfaces compared with that after the 2nd pass bending (Figs. 2(d1)-(d3)). When bending for 8 passes, as shown in Figs. 2(e1)-(e3), the twins disappear fully. Moreover, because of the cyclic changing of orientation and stress states of the grains, the twinning and detwinning dominate the deformation alternately during CB process.
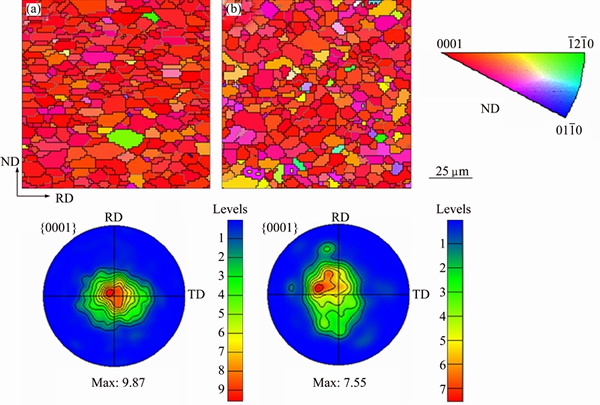
Fig. 3 IPF maps and (0001) pole figures of as-received (a) and CBA (b) samples
The inverse pole figure (IPF) maps and (0001) pole figures of as-received and CBA samples are shown in Fig. 3. The average grain size of CBA sample is 9.5 ��m, which is similar to that of the as-received sample. Different grain colors are assigned to different crystallographic orientations defined in the inverse pole figures. As the basal planes in the as-received sample parallel to the RD, it is remarkable to note that after CB process, the color becomes lighter and some new pink grains emerge, indicating that grain orientations appear to change. As shown in (0001) pole figures, the as-received sample exhibits a typical basal texture with the maximum texture intensity of 9.87. In the as-received sample, the majority of grains are oriented with the c-axis parallel to ND. The magnesium alloy sheets with the strong basal texture are unfavorable for the activation of basal slip during the plastic deformation. For the CBA sample, the texture does not change too much but the basal texture becomes weak and random with the intensity of 7.55, and the basal poles of CBA sample incline toward the RD.
3.2 Tensile properties and stretch formability
Figure 4 shows the true stress-strain curves of as-received and CBA samples obtained under annealed condition. The yield strength (YS), ultimate tensile strength (UTS), fracture elongation (FE), r-value and n-value are summarized in Table 1. Because the samples have almost the same grain size, the differences in mechanical properties can be mainly attributed to the texture modification by the CB process. Compared with the as-received sample, the tensile strength of CBA decreases slightly from 280 to 273 MPa, while the yield strength decreases obviously from 159 to 135 MPa and the fracture elongation increases from 12.3% to 14.6%. These results indicate that the CB process is an effective approach to modify the yield strength and fracture elongation but not the tensile strength. According to the previous data [23], the CRSS of basal slip at room temperature is approximately 1/55 that of non-basal slip, indicating that the basal slip affects the yield strength and fracture elongation. Lower yield strength and higher uniform elongation can be attributed to the c-axis of some grains inclining from ND to RD and basal texture weakening. The inclination of c-axis and texture weakening can result in a larger Schmid factor for basal ��a��slip and lead to further deformation before fracture. The low yield strength is beneficial for restricting spring-back after shape forming, which is a serious problem for magnesium alloy sheets due to their smaller elastic modulus [1]. In addition, the CBA sample shows a larger FE than the as-received sample, which is attributed to larger Schmid factor owing to the significantly weakened texture intensity. For the samples with smaller Schmid factor, it is more difficult to activate the basal slip during deformation, resulting in strain localization and premature shear failure [24]. Larger n-value is another factor enhancing the fracture elongation, since the n-value is usually considered as an index whether sheets are deformed uniformly or not [25]. KANG et al [26] reported that the high elongation had a close relationship with larger n-value for magnesium alloys at room temperature.
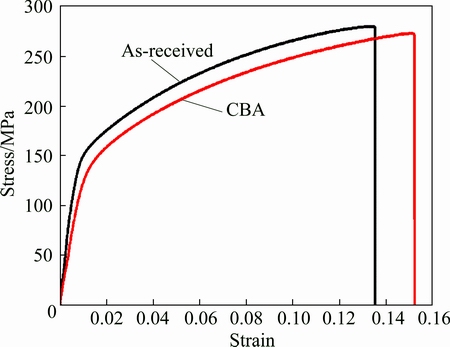
Fig. 4 True stress-strain curves of as-received and CBA samples
Table 1 Mechanical properties of various samples.
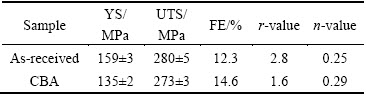
It can be seen from Table 1 that, CBA sample with a weakened basal texture exhibits a smaller r-value (1.6) and larger n-value (0.29) than the as-received sample with an average r-value of 2.8 and an average n-value of 0.25. It is well known that there is a close relationship between r-value and texture. As r=��w/��t, where ��w and ��t are the true strains along width and thickness directions, respectively. The normal rolled AZ31 magnesium alloy sheets often exhibit a higher r-value at room temperature. The high r-value is caused by large width strain [27] or small thickness strain [14]. AGNEW and DUYGULU [24] indicated that the width strain can be generated by prismatic ��a��slip for magnesium alloy sheets with a strong basal texture, which brought about a large width strain of rolled magnesium alloys. They also reported that the thickness strain can be generated by pyramidal extension may be restricted due to the tensile strain parallel to the c-axis of grains for the sheets with strong basal texture [28]. While the thickness strain of magnesium alloy sheets with a weakened basal texture can be dominated by basal ��a��slip. The ��a��basal slip can be activated more easily in the random texture because the CRSS of basal slip is far below that of non-basal slip, which results in a decrease of r-value. It is demonstrated that the press formability of sheets at room temperature is strongly affected by r-value. Smaller r-value of CBA sample indicates that sheet thinning can easily occur during in-plane deformation. TANG et al [29] also pointed out that low r-value close to 1 enhanced the formability by promoting sheet shinning, meaning that the thickness strain was almost the same as the width strain. In addition, n-value is one of important factors controlling the plastic instability in sheet forming [27]. The n-value of the CB-processed sheet after annealing is 0.29, which is significantly larger than that of the as-received (0.25). The increase of n-value can be originated by weakened basal texture. Also, the inclination of c-axis may increase the n-value owing to restricted dynamic recovery and activated extension twinning [30]. KANG et al [26] suggested that AZ31 magnesium alloy with a random texture showed a high n-value, since a large number of grains placed in a favorable orientation for deformation. The high n-value results in a low sensitivity to strain localization in the form of necking and is responsible for the increase of uniform elongation. Therefore, the AZ31 magnesium alloy sheets exhibit a smaller r-value and larger n-value underwent CB process followed by annealing, which is due to the texture modification.
Figure 5 shows the results of Erichsen tests on the as-received and CBA samples. During the Erichsen tests, the magnesium sheets continue thinning until the occurrence of fracture [27]. The black arrows indicate the macroscopic cracks of Erichsen tested samples. The as-received sample exhibits a lower Erichsen value (IE) of 3.7 mm, mainly due to the strong basal texture. A strong texture means that majority of grains are in a hard orientation which is difficult to deform, leading to poor formability of magnesium alloy sheets. The IE of CBA sample is 5.2 mm and the stretch formability is enhanced remarkably by 41%. For the sheet CB processed followed by annealing, the superior stretch formability can mainly attribute to the texture effect, which is consistent with the previous studies [1,14,31]. For magnesium alloys with a lower basal texture, the number of soft-oriented grains of basal slip significantly increases and larger grains will be favorably oriented for deformation, which results in the improvement of formability [23]. Additionally, it is important to note that the r-value related to the texture is the dominant factor to enhance the formability of AZ31 magnesium alloy. The width strain can contribute to the total strain for uniaxial tensile extension, while the thickness strain is most necessary at a biaxial tension stress state of stretch forming [32]. A smaller r-value may enhance the deformation capacity of sheet thinning [33]. Moreover, n-value is one of the important factors suppressing instability during forming. The high n-value related to texture results in a lower sensitivity to strain localization in the form of necking and increases the elongation before failure. In this respect, it is confirmed that CB process is an effective process to modify the basal texture and allows that the magnesium sheets processed by CB process exhibit superior formability with lower yield strength, higher fracture elongation and smaller r-value together with a larger n-value, which are the dominant factors enhancing the formability.

Fig. 5 Average values of IE of as-received (a) and CBA (b) samples
4 Conclusions
1) The twinning-detwinning is found during CB process at room temperature. At the 1st pass bending, a large number of twins are induced on upper surface and the density of twins obviously declines during the 2nd pass bending. When bending for 8 passes, the microstructure exhibits well-equiaxed grains without twins and the disappearance of twins can be related to the occurrence of detwinning. Due to the asymmetric tension-compression strain states between the two surfaces during V-bending, twinning and detwinning generate alternatively during the continuous bending process.
2) The formability of AZ31 magnesium alloy sheets underwent CB process followed by annealing is greatly enhanced. Compared with the as-received sample, the basal texture of CBA sample is significantly weakened. The IE of CBA sample is 5.2 mm, increased by 41%, which is attributed to the weakened basal texture. Furthermore, the low basal texture intensity results in a lower yield strength and a higher fracture elongation. Smaller r-value and larger n-value owing to the weakened texture may enhance the stretch formability as well.
References
[1] HUANG X S, SUZUKI K, SAITO N. Textures and stretch formability of Mg-6Al-1Zn magnesium alloy sheets rolled at high temperatures up to 793 K [J]. Scripta Materialia, 2009, 60(8): 651-654.
[2] LI S Q, TANG W N, CHEN R S, KE W. Effect of pre-induced twinning on microstructure and tensile ductility in GW92K magnesium alloy during multi-direction forging at decreasing temperature [J]. Journal of Magnesium and Alloys, 2014, 2(4): 287-292.
[3] XU Yan, HU Lian-xi, SUN Yu, JIA Jian-bo, JIANG Ju-fu, MA Qing-guo. Microstructure and mechanical properties of AZ61 magnesium alloy prepared by repetitive upsetting-extrusion [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(2): 381-388.
[4] WANG Zhi-qin, ZHANG Bin, LI De-jiang, FRITZSCH Robert, ZENG Xiao-qin, ROVEN Hans J, DING Wen-jiang. Effect of heat treatment on microstructures and mechanical properties of high vacuum die casting Mg-8Gd-3Y-0.4Zr magnesium alloy [J]. Transactions of Nonferrous Metals Society of China, 2014, 24(12): 3762-3768.
[5] WANG Pan, ZHU Shi-jie, WANG Li-guo, WU Li-hong, GUAN Shao-kang. A two-step superplastic forging forming of semi-continuously cast AZ70 magnesium alloy [J]. Journal of Magnesium and Alloys, 2015, 3(1): 70-75.
[6] CHANG Hong. Identification of damage mode in AZ31 magnesium alloy under tension using acoustic emission [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(6): 1840-1846.
[7] ZHANG Hua, JIN Wei, FAN Jian-feng, CHENG Wei-li, ROVEN Hans  , XU Bing-she, DONG Hong-biao. Grain refining and improving mechanical properties of a warm rolled AZ31 alloy plate [J]. Materials Letters, 2014, 135: 31-34.
, XU Bing-she, DONG Hong-biao. Grain refining and improving mechanical properties of a warm rolled AZ31 alloy plate [J]. Materials Letters, 2014, 135: 31-34.
[8] ZHANG Hua, LIU Yang, FAN Jian-feng, ROVEN Hans , CHENG Wei-li, XU Bing-she, DONG Hong-biao. Microstructure evolution and mechanical properties of twinned AZ31 alloy plates at lower elevated temperature [J]. Journal of Alloys and Compounds, 2014, 615: 687-692.
[9] ZHANG Hua, YAN Yan, FAN Jian-feng, CHENG Wei-li, ROVEN Hans , XU Bing-she, DONG Hong-biao. Improved mechanical properties of AZ31 magnesium alloy plates by pre-rolling followed by warm compression [J]. Materials Science and Engineering A, 2014, 618: 540-545.
[10] WANG Lei, QIAO Qi, LIU Yang, SONG Xiu. Formability of AZ31 Mg alloy sheets within medium temperatures [J]. Journal of Magnesium and Alloys, 2013, 1(4): 312-317.
[11] MASOUDPANAH S M, MAHMUDI R. The microstructure, tensile, and shear deformation behavior of an AZ31 magnesium alloy after extrusion and equal channel angular pressing [J]. Materials and Design, 2010, 31(7): 3512-3517.
[12] YASI J A, HECTOR Jr L G, TRINKLE D R. First-principles data for solid-solution strengthening of magnesium: From geometry and chemistry to properties [J]. Acta Materialia, 2010, 58(17): 5704-5713.
[13] BERGE F,  L, OUAZIZ H, ULLRICH C. Influence of temperature and strain rate on flow stress behavior of twin-roll cast, rolled and heat-treated AZ31 magnesium alloys [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(1): 1-13.
L, OUAZIZ H, ULLRICH C. Influence of temperature and strain rate on flow stress behavior of twin-roll cast, rolled and heat-treated AZ31 magnesium alloys [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(1): 1-13.
[14] CHINO Y, SASSA K, KAMIYA A, MABUCHI M. Enhanced formability at elevated temperature of a cross-rolled magnesium alloy sheet [J]. Materials Science and Engineering A, 2006, 441(1-2): 349-356.
[15] SUH J, VICTORIA-HERNANDEZ J, LETZIG D, GOLLE R, YI S, BOHLEN J, VOLK W. Improvement in cold formability of AZ31 magnesium alloy sheets processed by equal channel angular pressing [J]. Journal of Materials Processing Technology, 2015, 217: 286-293.
[16] ZHANG Fan, ZHANG Ke-xiang, TAN Cheng-wen, YU Xiao-dong, MA Hong-lei, WANG Fu-chi, CAI Hong-nian. Microstructure and mechanical properties of Mg-Gd-Y-Zr alloy processed by equal channel angular pressing [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(10): 2140-2146.
[17] ZHANG Hua, HUANG Guang-sheng, SONG Bo, ZHANG Lei, KONG De-qiang. Influence of microstructure and texture on formability of AZ31B magnesium alloy sheets [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(4): 844-850.
[18] BRYUKHANOV A, RODMAN M, VOLCHOK N, STOYANOV P, SCHAPER M, KLOSE H. Mechanical properties of AZ31 alloy sheets deformed by low-cycle reverse bending [J]. The Physics of Metals and Metallography, 2014, 115(1): 98-105.
[19] BRYUKHANOV A, RODMAN M, TARASOV A, STOYANOV P, SHAPER M, BORMANN D. Mechanism of the plastic deformation of the AZ31 alloy upon low-cycle reverse bending [J]. The Physics of Metals and Metallography, 2011, 111(6): 623-629.
[20] SRINIVASARAO B, DUDAMELL N V, P REZ-PRADO M T. Texture analysis of the effect of non-basal slip systems on the dynamic recrystallization of the Mg alloy AZ31 [J]. Materials Characterization, 2013, 75: 101-107.
[21] HUANG Guang-sheng, WANG Li-fei, ZHANG Hua, WANG Yan-xia, SHI Zhao-yang, PAN Fu-sheng. Evolution of neutral layer and microstructure of AZ31B magnesium alloy sheet during bending [J]. Materials Letters, 2013, 98: 47-50.
[22] WU W, LEE S Y, PARADOWSKA A M, GAO Y F, LIAW P K. Twinning�Cdetwinning behavior during fatigue-crack propagation in a wrought magnesium alloy AZ31B [J]. Materials Science and Engineering A, 2012, 556: 278-286.
[23] ZHANG Hua, HUANG Guang-sheng, ROVEN Hans , WANG Li-fei, PAN Fu-sheng. Influence of different rolling routes on the microstructure evolution and properties of AZ31 magnesium alloy sheets [J]. Materials and Design, 2013, 50: 667-673.
[24] AGNEW S R, DUYGULU  . Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B [J]. International Journal of Plasticity, 2005, 21(6): 1161-1193.
. Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B [J]. International Journal of Plasticity, 2005, 21(6): 1161-1193.
[25] CHEN F K, HUANG T B. Formability of stamping magnesium-alloy AZ31 sheets [J]. Journal of Materials Processing Technology, 2003, 142(3): 643-647.
[26] KANG D H, KIM D W, KIM S, BAE G T, KIM K H, KIM N J. Relationship between stretch formability and work-hardening capacity of twin-roll cast Mg alloys at room temperature [J]. Scripta Materialia, 2009, 61(7): 768-771.
[27] WU D, CHEN R S, HAN E H. Excellent room-temperature ductility and formability of rolled Mg-Gd-Zn alloy sheets [J]. Journal of Alloys and Compounds, 2011, 509(6): 2856-2863.
[28] CHINO Y, KADO M, MABUCHI M. Enhancement of tensile ductility and stretch formability of magnesium by addition of 0.2 wt%(0.035 at%) Ce [J]. Materials Science and Engineering A, 2008, 494(1-2): 343-349.
[29] TANG Wei-qin, HUANG Shi-yao, LI Da-yong, PENG Ying-hong. Mechanical anisotropy and deep drawing behaviors of AZ31 magnesium alloy sheets produced by unidirectional and cross rolling [J]. Journal of Materials Processing Technology, 2015, 215: 320-326.
[30] DEL VALLE J A, CARRE O F, RUANO O A. Influence of texture and grain size on work hardening and ductility in magnesium-based alloys processed by ECAP and rolling [J]. Acta Materialia, 2006, 54(16): 4247-4259.
[31] GUO Li-li, CHEN Zhong-chun, GAO Li. Effects of grain size, texture and twinning on mechanical properties and work-hardening behavior of AZ31 magnesium alloys [J]. Materials Science and Engineering A, 2011, 528(29-30): 8537-8545.
[32] WU Xin-xing, YANG Xu-yue, MA Ji-jun, HUO Qing-hua, WANG Jun, SUN Huan. Enhanced stretch formability and mechanical properties of a magnesium alloy processed by cold forging and subsequent annealing [J]. Materials and Design, 2013, 43: 206-212.
[33] HUANG X S, SUZUKI K, WATAZU A, SHIGEMATSU I, SAITO N. Mechanical properties of Mg-Al-Zn alloy with a tilted basal texture obtained by differential speed rolling [J]. Materials Science and Engineering A, 2008, 488(1-2): 214-220.
��͢״1,2���ƹ�ʤ1,2,3�����θ�1,2�����ڸ�1,2�����״�1,2���˸���1,2,3
1. �����ѧ ���Ͽ�ѧ�빤��ѧԺ ��е���������ص�ʵ���ң����� 400044��
2. �����ѧ ����þ�Ͻ���Ϲ��̼����о����ģ����� 400044��
3. �����ѧ�����о�Ժ �����Ƚ������о����ģ����� 401123
ժ Ҫ��ͨ��������������(CB)����������AZ31þ�Ͻ��ĵij������ܡ�ͨ����ѧ����(OM)�͵��ӱ�ɢ�似��(EBSD)�о�þ�Ͻ��ĵ�����֯��֯���ı仯���������������CB�������˻�����֯��ǿ��������������һ�����������ڱ�������������Ͼ��������ڵڶ����ι����з������������Ͼ��ܶ������½�������V������ʱ�ڲ�������ѹӦ��״̬�IJ��Գ��ԣ�������������������-������������֣���ԭʼ�����ȣ�������������������ĵı�ͻֵΪ5.2 mm�������41%������Ҫ�����ڻ���֯�����������Լ�֯���������µĽ�С������Ӧ���(rֵ)�ͽϴ�ļӹ�Ӳ��ָ��(nֵ)��
�ؼ��ʣ�AZ31þ�Ͻ�����������������������������֯����������
(Edited by Mu-lan QIN)
Foundation item: Project (CDJZR13130081) supported by the Fundamental Research Funds for the Central Universities, China; Project (CSCT2014FAZKTJCSF50004) supported by the Chongqing Science and Technology Commission, China
Corresponding author: Guang-sheng HUANG; Tel: +86-23-65112239; Fax: +86-23-65102821; E-mail: gshuang@cqu.edu.cn
DOI: 10.1016/S1003-6326(16)64299-1

