中国有色金属学报 2004,(03),455-459 DOI:10.19476/j.ysxb.1004.0609.2004.03.022
用Ti/Ag粉坯连接的SiC陶瓷界面
张建军 李树杰 张艳
北京航空航天大学材料科学与工程学院,北京航空航天大学材料科学与工程学院,北京科技大学新金属材料国家重点实验室 北京100083 ,北京100083 ,北京100083
摘 要:
以Ti、Ag金属粉末压坯做焊料,采用热压反应烧结连接工艺连接再结晶SiC陶瓷。当焊接温度为1030℃,接头抗弯强度最高达116.8MPa,为母材强度的73.4%。显微分析表明:在焊料产物层与SiC陶瓷母材之间形成一个反应层,焊接温度的变化对反应层的厚度有明显影响;反应层主要由TiC、Ti5Si3和Ti3SiC2组成,且Ti3SiC2紧邻母材SiC,而TiC则靠近焊料产物层一侧。SEM分析表明:焊料产物层为黑白相间的复相区,白色相主要是AgTi,黑色相主要由Ti和AgTi3组成。
关键词:
陶瓷/金属 ;界面结构 ;SiC陶瓷 ;
中图分类号: TG44
作者简介: 张建军(1973),女,博士研究生.; 李树杰,教授;电话:01082317121;E mail:shujieli@public.bj.cninfo.net;
收稿日期: 2003-06-11
基金: 中国航空基础科学基金资助项目(03H51024); 国家自然科学基金资助项目(50271003);
Interface of SiC joints welded by hot-pressing joining process with Ti and Ag
Abstract:
The joining of recrystallized SiC ceramics was achieved by hot pressing reaction welding using particulate filler composed of Ti/Ag/Ti. When the welding temperature was 1 030 ℃, the maximum bending strength was obtained to be 116.8 MPa, equal to 73.4% of the strength of the SiC ceramic matrix. SEM studies reveal that a reaction layer forms between the filler layer and the SiC ceramic, the thickness of the reaction layer is remarkably affected by the welding temperature. The results of EDX and XRD analyses indicate that the reaction layer is mainly composed of TiC, Ti5 Si3 and Ti3 SiC2 , among which Ti3 SiC2 is neighbouring with the SiC ceramic, and TiC is neighbouring with the filler layer. The filler layer consists of a white phase accompanied by a black phase. The white phase is mainly composed of AgTi, and the black phase includes Ti and AgTi3 .
Keyword:
ceramic/metal; interfacial structure; SiC ceramic;
Received: 2003-06-11
SiC陶瓷由于具有良好的高温强度、 硬度、 耐磨损以及耐腐蚀性, 是一种用途广泛的高温结构材料。 但由于陶瓷的致命弱点, 如脆性、 不易于加工成形状复杂的零部件等, 所以迫切需要实现陶瓷材料自身的可靠连接。 从研究陶瓷连接开始至今, 相继开发出了多种陶瓷连接方法, 除传统的扩散焊及钎焊以外
[1 ,2 ,3 ,4 ,5 ]
, 还有超声波连接、 局部过渡液相连接、 热压反应烧结连接、 微波连接等方法
[6 ,7 ,8 ,9 ]
。 热压反应烧结连接工艺是利用粉末材料作为焊料, 通过热压使焊料与母材在界面处发生互扩散和界面反应, 实现界面的冶金结合, 同时焊料本身也实现致密化, 或兼发生化学反应, 从而达到连接母材的目的。 热压反应烧结连接与热压扩散焊的工艺过程类似, 主要区别在于所用焊料不同, 另外二者连接机理稍有差异, 在热压反应烧结连接中, 焊料本身有一个烧结致密化过程, 通常还会发生化学反应。
本文作者以金属压坯Ti/Ag/Ti做焊料, 进行SiC陶瓷的热压反应烧结连接。 重点研究了连接件焊接部位界面反应产物及界面微观形貌。 一方面, 由于银熔点低、 塑性好, 在连接温度大于961 ℃时即出现液相, 能缓解焊接过程中产生的热应力; 另一方面, 活性金属钛不仅能改善液相银与SiC之间的润湿性, 还能与SiC发生界面反应, 促进界面结合; 此外, 连接过程中银、 钛间也会发生化学反应生成金属间化合物, 有利于提高接头的焊接强度和工作温度。
1 实验
连接母材为再结晶SiC, 密度为2.65 g/cm3 , 显气孔率为15%~16%, SiC含量大于99%, 其室温三点抗弯强度为159.2 MPa。 将直径为10 mm的SiC棒切割成高度为25 mm的圆棒, 连接前对陶瓷的受焊端面进行研磨抛光, 并将试件放在酒精溶液中超声波清洗20 min, 晾干后备用。 所用金属粉末及其纯度分别如下: 钛粉, 99.23%; 银粉, 99.95%; 平均粒径为74 μm。 实验前, 分别称取不同质量的钛粉和银粉, 使用压片机在室温压制成粉坯备用。
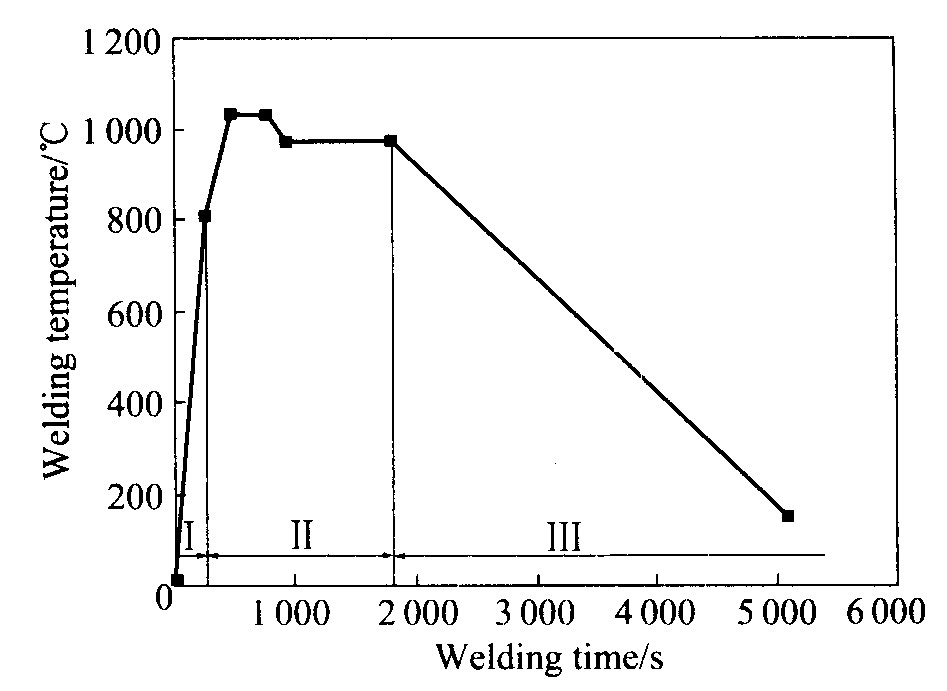
由于SiC陶瓷自身不导电, 连接前将SiC陶瓷母材、 金属压坯按SiC/Ti/Ag/Ti/SiC顺序放入石墨模具中, 然后用Gleeble 1500热模拟机以自阻加热方式进行焊接。 图1所示为焊接工艺示意图, 文中将第1次保温时的温度定义为焊接温度。 连接过程为: 首先在焊接温度(1 030~1 100 ℃)下进行短时间的保温, 以利于钛与SiC母材之间发生适度的界面反应, 促进界面结合, 同时液相银的出现将显著缓解焊接应力; 随后在970 ℃保温较长时间, 由于保温温度低, 能够减缓钛与SiC之间的界面反应, 减小反应层的厚度, 同时也有利于钛与银之间继续发生反应生成金属间化合物。
焊后在室温测定连接件的三点弯曲抗弯强度。 用SEM观察焊接区域的微观形貌, 用EDX和XRD分析界面区域的元素分布、 界面扩散及界面反应产物的相组成。
图1 焊接工艺示意图
Fig.1 Schematic of welding process
2 结果与讨论
2.1焊接温度对抗弯强度的影响
图2所示为焊接温度与连接件抗弯强度的关系。 由图2可以清晰看出, 焊接温度对抗弯强度的影响比较显著。 在1 000 ℃焊接时, 抗弯强度偏低; 当焊接温度为1 030 ℃, 抗弯强度达到最高值, 为116.8 MPa, 是陶瓷母材(159.2 MPa)的73.4%; 随着焊接温度的继续升高, 焊接强度逐步减小。 观察断裂试样的断口发现, 1 000 ℃焊接得到的试样, 断裂部位位于母材与焊料界面处。 这是因为焊接温度低, 焊料与SiC不能发生适度的界面反应, 界面结合强度低造成的。 随着焊接温度的升高, 断裂位置转移到SiC陶瓷内部, 但断口形貌随焊接温度不同出现一些差异, 1 030 ℃焊接得到的试样, 断口平齐, 当焊接温度高于1 030 ℃时, 得到的断口形貌为典型的杯状断口。 断口形貌主要与接头部位残余应力大小有关, 接头应力越大, 越易出现杯状断口。
图2 连接件抗弯强度与焊接温度的关系
Fig.2 Relationship between bending strength of joints and welding temperature
2.2界面微观形貌及界面结构
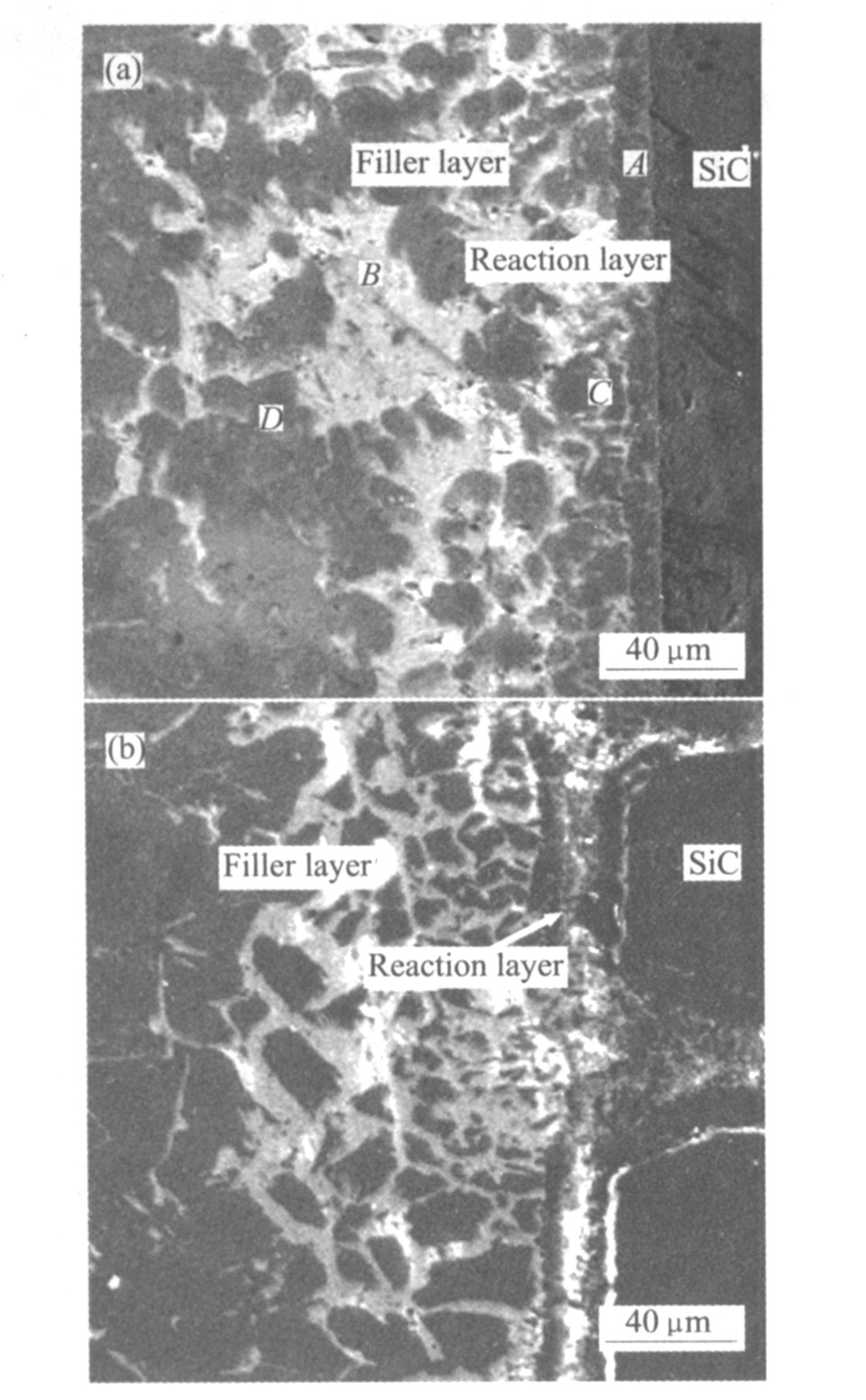
图3所示为不同焊接温度下得到的连接件的界面处的电镜扫描像, 其中黑色相和白色相相间的区域是焊料产物层。 从该图可以看出, 尽管连接温度不同, 但所形成的界面微观结构是相似的, 即在SiC和焊料产物之间都有反应层生成, 所不同的是随着焊接温度的升高, 反应层增厚。 表1所列为图3(a)中不同部位的EDX分析结果。 由表中所列分析结果可知, 反应层A 点含碳、 硅、 银、 钛4种元素, 表明SiC陶瓷母材中的碳、 硅元素和焊料中的银、 钛元素发生了互扩散。 计算焊料产物层中的白色相B 点处银、 钛两种元素的摩尔比发现: x (Ag)∶x (Ti)=0.95, 很接近于1, 结合Ag-Ti二元系相图
[10 ]
, 可以推测, 该白色相主要是具有有序面心正方结构的AgTi金属间化合物, 并溶有部分碳和微量的硅; 而黑色相主要是一种富钛相。
图3 不同连接温度下获得的接头界面的微观形貌
Fig.3 Micrographs of interfaces of SiC/Ti/Ag/Ti/SiC system welded at various welding temperatures (a)―1 030 ℃; (b)―1 100 ℃
表1 图3(a)所示连接件界面区域各点的EDX分析结果
Table 1 EDX analyses at various positionsas shown in Fig.3(a)(mole fraction, %)
C
Si
Ag
Ti
A 10.66
19.09
5.18
65.07
B 12.35
0.48
42.39
44.78
C 6.74
0.29
0.81
92.16
D 6.53
0.31
10.91
82.25
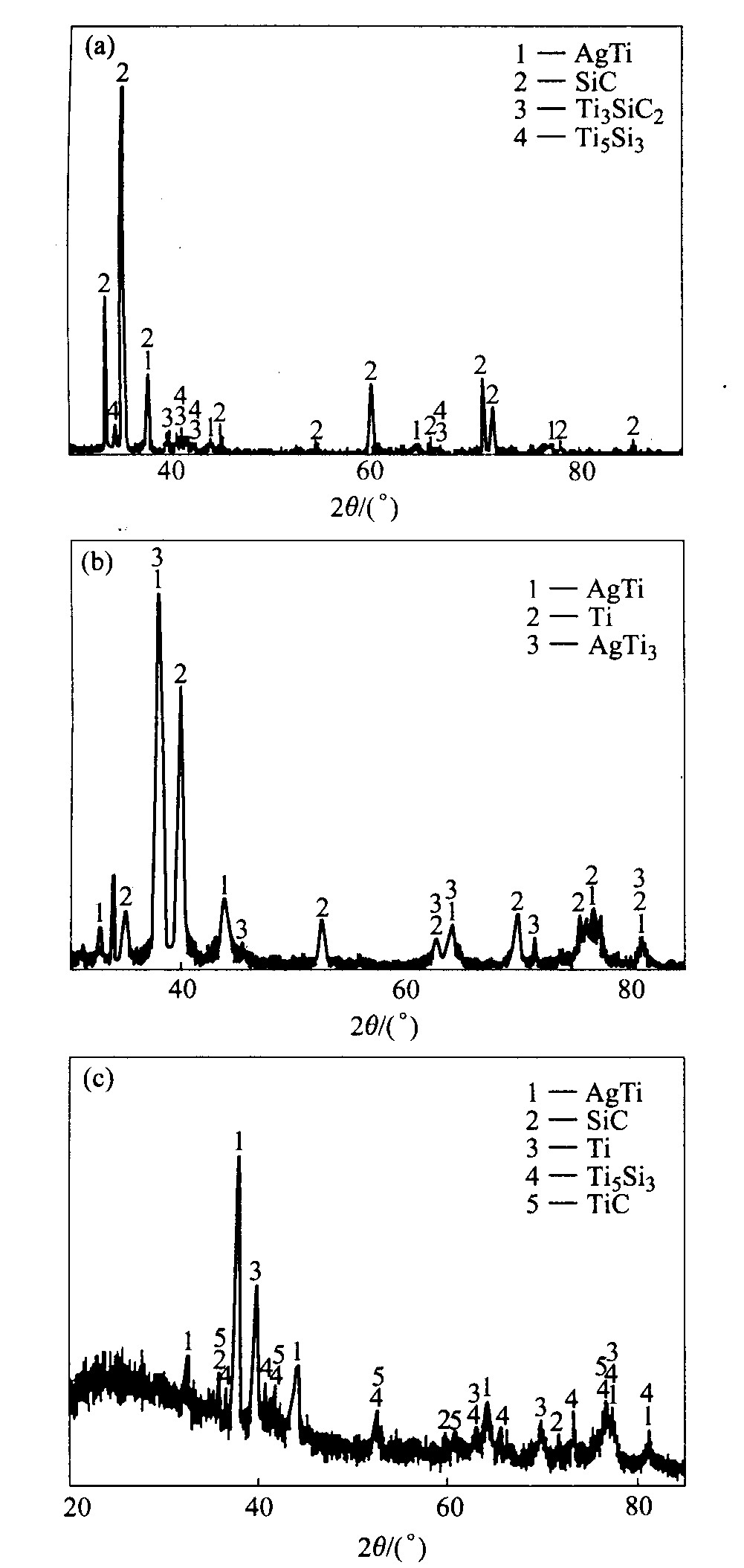
为了进一步确定连接件界面反应区域的物相成分, 采用逐层剥离法并逐层进行XRD物相分析。 图4所示为逐层剥离法物相分析的分析位置示意图, 1为SiC/反应层界面, 2为焊料产物层, 3为反应层/焊料产物层界面。 图5为1、 2、 3不同分析位置的XRD物相分析结果。
图4 SiC连接试样XRD物相分析位置示意图
Fig.4 Schematic of XRD phase analysis positions of SiC joints A―Reaction layer; B―Filler layer
由于反应层较薄, 且X射线具有一定的穿透深度, 因而1层检测到的相中可能含有2层中的相。 同样, 依据实验中采用的取层方式使得在3层中检测到的相也可能含有2层中的相。 由图5所示XRD物相分析结果可知, 1层上检测到的相有AgTi、 SiC、 Ti3 SiC2 、 Ti5 Si3 , 而在1层被剥离掉以后, 在露出的2层上检测到的相有AgTi、 Ti、 AgTi3 , 这说明1层至少包含SiC、 Ti3 SiC2 、 Ti5 Si3 相。 同理, 当在2层被剥离掉以后, 在露出的3层上进行X射线衍射分析时, 检测到有AgTi、 SiC、 Ti、 Ti5 Si3 、TiC, 说明3层至少包含SiC、 Ti5 Si3 、 TiC相。 通过上述分析结果可以断定, 2层即焊料产物层由Ti、 AgTi、 AgTi3 组成, 而反应层肯定含有SiC、 TiC、 Ti5 Si3 、 Ti3 SiC2 等相, 并且根据物相分析位置, 可以推断反应层中的SiC主要来源于两条途径, 一是母材, 二是界面反应。 此外, 依据XRD样品取层位置及XRD物相分析结果可知, 反应层中的Ti3 SiC2 紧邻SiC陶瓷母材, 而TiC则紧邻焊料产物层, 这一结果与文献
[
11 ,
12 ]
的分析结果是一致的。 对于焊料产物层, 结合表1中对应焊料层的EDX点分析结果, 进一步证实其中的白色相就是AgTi化合物, 并溶有少量的碳, 而黑色相为Ti和AgTi3 的混合物, 其中也溶有少量的碳。
图5 图4中SiC/Ti/Ag/Ti/SiC接头 不同位置XRD分析结果
Fig.5 Phase analyses of SiC/Ti/Ag/SiC joints at various positions as shown in Fig.4
(a)―Position 1 as shown in Fig.4; (b)―Position 2 as shown in Fig.4; (c)―Position 3 as shown in Fig.4
在所实验的焊接温度下, 据文献
[
11 ,
12 ]
, 可知反应层应主要由Ti5 Si3 和少量细晶TiC构成, Ti3 SiC2 的生成量极少。 因为反应层较薄, 在SEM的检测范围内, 这3相的分布状况不能被严格辨别。 由于界面区域反应产物相同且界面微观结构相似, 可以推断SiC/Ti/Ag/Ti/SiC接头的强度和断裂部位的变化主要是由反应层厚度变化所引起的接头内部残余应力变化所致。 由于反应层中的Ti5 Si3 热膨胀系数较大(9.5×10-6 K-1 )
[9 ]
, 是SiC的2倍, 易于在界面处形成大的热应力, 当在1 030 ℃进行焊接时, 因反应层厚度适中, 接头内部残余应力较小, 所以于该温度下焊接得到的连接件具有较高的抗弯强度, 达到了母材抗弯强度的73.4%。 相比之下, 在1 100 ℃下焊接得到的接头由于反应层厚, 接头内部残余应力大, 抗弯强度较低。
3 结论
1) 以Ti/Ag/Ti金属粉制压坯作连接层连接再结晶SiC陶瓷, 在实验范围内, 随焊接温度的升高, 焊接强度呈现先升高后降低的趋势。 当焊接温度为1 030 ℃时, 焊接强度达到最大值116.8 MPa, 为母材强度的73.4%。
2) 焊接温度的变化对反应层的厚度有显著影响。 在实验范围内, 连接件界面区域反应产物相同且界面微观结构相似。 SEM分析显示, 焊料产物层为黑白相间的复相区。 经EDX分析证实, 焊料产物层由Ti、 AgTi、 AgTi3 组成, 其中白色相主要是AgTi化合物, 并溶有少量的碳, 而黑色相为Ti和AgTi3 的混合物。 界面反应层含SiC、 TiC、 Ti5 Si3 、 Ti3 SiC2 等相。
3) 在1 030 ℃焊接时, 反应层较薄, 接头内部残余应力较小, 获得了本实验范围之内的最高焊接强度。
参考文献
[1] NakaM,TaniguchiH,OkamotoI.Heat resistantbrazingofceramics(report1) brazingofSiCusingNi Tifillermetals[J].TransactionsofJWRI,1990,19(1):2531.
[2] ChaumatG,DrevetB,VernierL.Reactivebrazingstudyofsiliconnitridetometaljoining[J].JEuropCeramSoc,1997,17:19251927.
[3] KangS,KimHJ.Designofhigh temperaturebrazingalloysforceramic metaljoints[J].WeldingJ,1995,74(9):289295.
[4] NakaM,SaitoT,OkamotoI.Bondingbehaviorbetweenniobiumandreaction sinteredSiC[J].TransactionsofJWRI,1988,17(2):6771.
[5] ZhuSheng,Wladyslaw,Wlosinski.JoiningofAlNceramictometalsusingsputteredAlorTifilm[J].JMaterialsProcessingTechnology,2001,109:277282.
[6] AhmedAE.Microwavejoiningof48%alumina 32%zirconia 20%silicaceramics[J].JMaterProcTech,2001,118(13):8895.
[7] LocatelliMR,TomsiaAP,NakashimaK,etal.Newstrategiesforjoiningceramicsforhigh temperatureapplications[J].KeyEngMater,1995,111112:157189.
[8] 段辉平,李树杰,刘登科,等.SiC陶瓷与GH128镍基高温合金反应连接研究[J].航空学报,2000,21:7275.DUANHui ping,LIShu jie,LIUDeng ke,etal.InvestigationonthereactionjoiningofSiCceramictoGH128Ni basedsuperalloy[J].ActaAeronauticaetAstronauticaSinica,2000,21:7275.
[9] 李小路,周 健.微波焊接进展[J].中国有色金属学报,2001,11(S2):1620.LIXiao lu,ZHOUJian.Overviewofmicrowavejoining[J].TheChineseJournalofNonferrousMetals,2001,11(S2):1620.
[10] 虞觉奇,易文质,陈邦迪,等.二元合金状态图集[M].上海:上海科学技术出版社,1983.126.YUJue qi,YIWen zhi,CHENBang di,etal.BinaryAlloyPhaseDiagram[M].Shanghai:ShanghaiScienceandTechnologyPress,1983.126.
[11] MartineauP.SiCfilament/titaniummatrixcompositesregardedasmodelcomposites[J].JMaterSci,1984,19:27492770.
[12] ChoiSK,ChandrasekaranM,BarbersM.InteractionbetweentitaniumandSiC[J].JMaterSci,1990,25:19571964