Ag-Cu-Ti-(Ti+C)��Ӧ-����ǥ��SiC�մɺ�Ti�Ͻ�Ľ�ͷ��֯
�ֹ���1, �Ƽ̻�1, �Ž���1, ����Ԩ1, ë��Ӣ2, ���2
(1. �����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ, ���� 100083;
2. �й�����Ƽ����Ź�˾ ��һ�о�Ժ703��, ���� 100076)
ժ Ҫ: �о��úϽ�Ag-Cu-Ti�ۡ� Ti�ۡ� C����ɵĻ�Ϸ�ĩ�����ѹǥ���ٽᾧSiC�մɺ�Ti�Ͻ�, ����X�������䡢 ɨ��羵�������ǶԽ�ͷ����֯�ṹ�����˷����� �������: ��67.6%Ag-26.4%Cu-6%Ti(��������)��ĩ�м����൱��15%~30%TiC(�������)��(Ti+C)��ĩ(Ti��CĦ����Ϊ1��1), ��920��, 30min���ǥ��, Ti��Cԭλ�ϳ�TiC, �γ���TiC����ǿ�����������õĸ��Ͻ�ͷ; �γɵ�TiC�ֲ���Ag�ࡢ Cu-Ti����; TiC���γ����Խ����˽�ͷ����Ӧ���� ������(Ti+C)��ĩ���·�Ӧ����ȫ, ���������Ӳ��в�����, Ӱ���ͷǿ��; ���ӹ�����, Ti���ѺϽ���ɢ�������Ӳ�, CuҲ�в��ִ����Ӳ�����ɢ�����ѺϽ�
�ؼ���: SiC�մ�; Ti�Ͻ�; ԭλ�ϳ�TiC; ����; ����ǥ�� ��ͼ�����: TG407
���ױ�ʶ��: A
Microstructure of reactive composite brazing joints of SiC ceramics and Ti alloy by using Ag-Cu-Ti-(Ti+C) as bonding material
LIN Guo-biao1, HUANG Ji-hua1, ZHANG Jian-gang1,LIU Hui-yuan1, MAO Jian-ying2, LI Hai-gang2
(1. School of Materials Science and Engineering, University of Science and Technology Beijing,Beijing 100083, China;
2. 703 Institute of the First Academy, China Aerospace Science and Technology Corporation,Beijing 100076, China)
Abstract: By using the mixed powder of Ti, C (mole ratio of Ti to C is 1��1) powders for in-situ synthesizing TiC in 15%-30%TiC (volume fraction) and alloying 67.6%Ag-26.4%Cu-6%Ti (mass fraction) powder as vacuum non-pressure brazing material, sound brazed joints of SiC ceramics /Ti alloy were acquired at 920�� for 30min. The joints were investigated by X-ray diffractrometry, scanning electron microscopy, and energy dispersive spectrometry. The results show that TiC grains are in-situ synthesized and distribute in Ag and Cu-Ti phases of the bonding layers, distinctly lowering the thermal stress of the joints. However, excess amount of (Ti + C) powder easily brings about the formation of pores and incomplete reactions of Ti and C in the bonding layers, which are detrimental to the joints�� strengths. During brazing process, Ti element in Ti-alloy and Cu element in the bonding layer interdiffuse.
Key words: SiC ceramics; Ti-alloy; in-situ synthesizing TiC; bonding; composite-brazing
SiC�մɾ�������ĸ���ǿ�ȡ� ���õ���ʴ����������ĥ����, ��Ӧ���ڸ��³��ϵ�һ����Ҫ�IJ���, �����ս�SiC�մ����ܽϸ�, ��Ӧ�ս�SiC�մɴ�֮, �ٽᾧSiC�մ�����û�м��뷴Ӧ�������ܽϵ͡� �������մɲ���һ��, SiC���մ�Ҳ�������Ժͳ�����Ե͡� �ӹ����ܲ��ȱ�㡣 Ϊ�˳�ַ����մɺͽ�������������, ��ʱ��Ҫ����SiC�մ������������, ���ں��պ������������Ҫ��Ӧ�ü�ֵSiC�մ����ѺϽ�Ŀɿ����ӡ� Ŀǰ, SiC�մ�����������ӷ�����Ҫ����ɢ�� [1-3]��ǥ��[4, 5]�� ��ɢ����Ҫ���Ӽ��� �м�����⻬ƽ��, ����Ҫ�ϸߵĺ���ѹ����ʵ��ԭ�Ӽ��Ľ�Ϻ���ɢ, ��ЩҪ��ʹ����ɢ����ʹ�÷�Χ�ܵ�����, �����ԶԸ��ӹ������к��ӡ� ǥ��������ѹ��Сѹ���½��к���, Ϊ����ʩ��, ʹ�÷�ĩ״ǥ��Ӧ����ʵ�ָ��ӹ��������ӡ� ����о�ʹ�÷�ĩ״ǥ��, ����ѹ��Сѹ����ǥ������SiC�մɺͽ���Ӧ���и�������Ӧ��ǰ���� Ŀǰ, ��SiC�մɺͽ�����ǥ�����Ӷ�ѡ��Ag-Cu-Ti����ǥ��, �������ս�SiC�մɺ�TiAl�Ͻ�[4]�� Cu�� Zn[5], ������һЩ��ɢ�����ֶ�, �罫����������⡢ ʹ�úϽIJ�״ǥ�ϡ� ʩ��һ���ĺ���ѹ���� Ҳ���о���Ni�� Ti�� C��ĩѹ�������Ӹ��ºϳ�(SHS)�����ٽᾧSiC�մ���Ni�����ºϽ�[6, 7], �������������ܺ�ĸ�ĵ�������ϵ����ƥ���ں��ӹ����в�������Ӧ��, ���½�ͷǿ�Ⱥܵ�, ��������ʧ�ܡ� �ܵ���˵, Ŀǰ�о���SiC�մɺͽ���ǥ�����ӹ�����δ��ȫ��ʾǥ��������, ���ձ����������Ҫ����: һ��ǥ����ͷ�������ܽϲ�; �����մɺʹֽ�����������ͬ�����ŵ���Ӧ�����⡣ ������Щ���濼��, ��������̽���о��ںϽ�Ag-Cu-Ti��ĩ�м���Ti�ۺ�C�������ٽᾧSiC�մɺ��ѺϽ�, ������ǥ��������ԭλ�ϳɵ�����ϵ�����մ���ǿ��TiC, ����ԭλ�ϳɱ�ֱ�Ӽ����մ���ǿ��Ӧ������и��õĽ��, һ�㲻������ʪ������, ����һ������Ի����մ��������������ʧ��, ���ͽ�ͷ����Ӧ��; ��һ����, �����մ���ǿ���ǿ��, ����߽�ͷ�ĸ������ܡ�
1 ʵ��
����ĸ��Ϊ���۵��ٽᾧSiC�մ���TC4�ѺϽ� �ٽᾧSiC���ܶ�Ϊ2.60~2.70g/cm3, ������Ϊ15%~16%, ���ȴ���99%, ���¿���ǿ��80~90MPa, �ߴ�Ϊ30mm��25mm��7mm�ķ��顣 TC4�ѺϽ�����ΪTi-6Al-4V(��������, %), �ѺϽ�ֱ��Ϊ15mm�İ�״�� ǥ����ʹ�õĺϽ�ĩǥ�ϳɷ�Ϊ67.6%Ag-26.4%Cu-6%Ti(��������), ƽ������1.1��m�� Ti��ƽ������1.5��m, ���Ⱦ�����99.9%�� C��Ϊ����ʯī��, ƽ������Ϊ7��m, ˮ�ֺ�������0.5%(��������)��
����״�ѺϽ��и��5mm���Բ����, ��������60#ɰֽ��ĥ, �Գ�ȥ����������, ��SiC�մɿ�һ���þƾ���ϴ�ɾ��� ��Ag-Cu-Ti�Ͻ��ĩ��, ����TiC���ܶȼ�Ag-Cu-Ti��ĩ��ÿ����ֵ��ܶ�, ��������൱��һ����TiC���������(Ti+C)��, Ti��C��Ħ����Ϊ1��1�� ����õķ�ĩ�ӷ�ɢ���� ���Ӽ�, ��ĥ�� ��Ͼ��ȳɸ�״, Ϳ��SiC�մ����ѺϽ�֮��, ���ƺú���Ԥ�ü�϶, ��һ�߱��غϽ�ѹ�������Թ̶����λ��, ѹ��ԼΪ2.2��10-3MPa�� ǥ�������ڶ�����ǥ��¯�ڽ���, ��նȸ���6��10-3Pa, �����¶�Ϊ890~920��, ����ʱ��Ϊ10~30min, ��������10��/min, ��������3��/min��
�������۷�����SiC/TC4��ͷ, ���ý��ʯɰ��Ƭ�����и��ؽ�ͷ��������п�, �ý��ʯ��ĥ�������ĥ�� ��, ����LEO-1450ɨ��羵��ɢ���ࡢ �����ǽ�������֯�۲�ͳɷַ����� ����ͷһ���SiC�մ�ĸ����ȫ���벢��ĥ��, ��X���������Ƕ����Ӳ���������������
2 ���������
��Ag-Cu-Ti�Ͻ��ĩ���ǥ���ٽᾧSiC�մɺ�TC4�ѺϽ�, ��ȴ������, ��ͷ���ڽ������SiC�մ������п��ѡ� ������ԭ��, �����ڽ������մɵ�������ϵ����ͬ, �������Ľϴ���Ӧ����ɵ�[8]�� ����[6]Ҳ���������Ƶ���Ӧ�����ö��ƻ�������, ��ʵ����֤���մ���������ӵĽ�ͷ��Ӧ�������մ����մɵĽ�ͷ��Ӧ���� ���ۼ���[9-11]��ʵ����[12]������, �������մ�����, �����Ӧ���ڽ����Ӳ���մ��С� �ٽᾧSiC�մ�ǿ�Ⱥ����Խϵ�, ���ܳ��ܵ���Ӧ���������ս���SiC�մ�Ҫ��, �����ͷǿ��Ҳ��ϵ�, ������[13]������ͬ���������ӵķ�Ӧ�ս�SiC�մɽ�ͷ�����һ����ǿ��, �����ӵ��ٽᾧSiC�մɽ�ͷǿ�Ⱥܵ͡�
���о�����, ��ͬ���Ĺ���������, ��Ag-Cu-Ti�Ͻ��ĩ��, �����൱��20%~30%TiC(�������)��Ti��C��Ϸ�ĩ, �����γ��������õ�������ͷ, ��Ӧ���õ�����Ч�ػ���, ������һ���Ľ�ͷǿ�ȡ� Ϊ��һ���о�, �Խ�ͷ����֯�ṹ�����˷�����
ͼ1��ʾΪ��Ag-Cu-Ti�Ͻ��ĩ�м����൱���������Ϊ30%TiC��(Ti+C)��ĩ��920��, 30min���ǥ�������ٽᾧSiC�մɺ��ѺϽ�Ľ�ͷ�ͷŴ�����Ӳ���֯�ı�ɢ����Ƭ�� ͼ2��ʾΪ���Ӳ������X���������ס� ͼ1(a)���ϲ��ֺ�ɫ������SiC�մ�, �м�Ϊ���Ӳ�, ����ΪTi�Ͻ�; ͼ1(b)��ʾΪ���Ӳ���֯�ķŴ��ࡣ �������X�������������֪, ͼ1(a)�� (b)���Ӳ��а�ɫ��ΪAg��, ���к�������Cu; ��ɫ��dz��һ�Ļ�ɫ����Ϊ��ͬ��Ti����Cu-Ti��, ��ɫ��ĵط���Ti����, �ɴ˿ɼ�ͼ1(a) ���Ӳ���, �����ѺϽ�����Ӳ㺬Ti ����, �ɴ˵����Ӳ���һ��ĺ�Ti������, ������Ӳ��в�ͬ�ط���Cu-Ti�ຬTi��Ҳ������ͬ�� ���ڱ�ʵ��������X���������Ǵ�ֱ��ͼƬ�����ijһ����, δ�ܺ��������������, ����Ag-Cu-Ti��Ԫ��ͼ[14]�п��ܴ��ڵ�Cu-Ti�༰������, ����ͼ2��ʾ��Ti2Cu��Cu3Ti��, Ӧ��������֮���������ͬ��Ti������, ��CuTi�� Cu4Ti3�� Cu2Ti�� ͼ1(c)�� (d)��ʾ�ֱ�Ϊ���Ӳ�������������ͼ1(b)��A��B��ָ����ķŴ��ࡣ ͼ1(c)�к�ɫ���鼰ɢ���ĺ�ɫ����״, ��������ʾ��Ҫ��Ti������C, ���X�����������ӦΪTiC; ����״�м�ĺ�ɫ���ּ�ͼ����ʾΪδ��ȫ��Ӧʣ���C, �������Ӳ㺬C������, ����X��������岻����; ��ɫ�ͻ�ɫ�Ļ���ֱ�ΪAg�ࡢ Cu-Ti�ࡣ ͼ1(d)��ʾ����dzɫ��Ag�����кܶ���ɢ�ֲ��ʺڵ�״��ϸС����(С��0.2��m), �ҿ���Cu-Ti��(ͼ�к�ɫ����)��Χ�Ƚ��ܼ�, ����ϸС����Ӧ�Ƿ�Ӧ�������γɵġ� ����Ti��һ�ֻ���Ԫ��, �����ܵ�������, �������Ӳ��X�����������(ͼ2), Ti������ʽΪTiC�� Ti-Cu��; Ag���й�������Cu, ���Ժ��ڵ�Ag��Ͳ����ڵ�Ag���ɨ��羵���Աȷ�����֪, Cu����û�����Ա仯, ��Ti������������; ����C��������ʱ, ��������ȷ��, ������������,ϸС����ӦΪTiC�� TiC����������Ag���н�������ǿ��Ag��, ������߽�ͷ�ĸ���ǿ�ȡ� ��ͼ1(c)�� (d)�ɼ�, ԭλ�ϳɵ�TiC����Χ�����
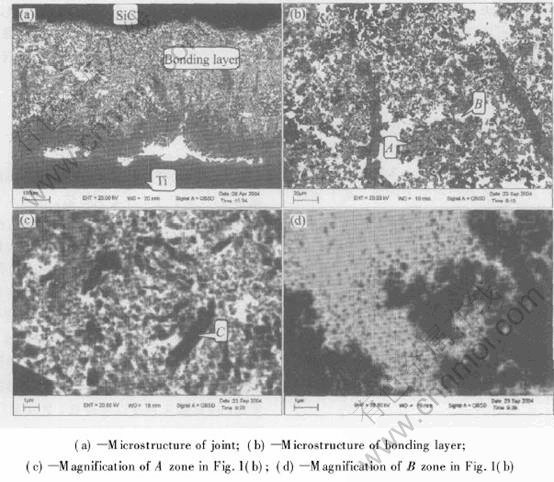
ͼ1 Ag-Cu-Ti+30%(Ti+C)���ӵĽ�ͷ�����Ӳ��ڵ�SEM����֯
Fig.1 SEM microstructures of joint brazed with Ag-Cu-Ti +30%(Ti+C) and its bonding layer
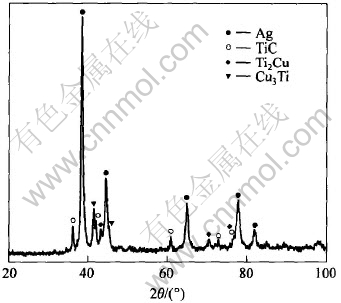
ͼ2 ���Ӳ��X����������
Fig.2 XRD pattern of bonding layer
�߽�Ƚ�ģ��, ˵������ԭ��ʧ���������, ������ϱȽϺá�
������[6, 7]����, ��Ni�� Ti�� C��ĩѹ���� 1000~1200���¿������Ӹ��ºϳ�TiC�� ��ʵ������ڽϵ͵��¶���, TiC����ԭλ�ϳɡ� �������γɻ���, Ti�� C��ֱ�ӹ�̬��Ӧ���Խ���, ��ԭ����: 1) ��̬��Ӧ�¶Ⱥܸ�; 2) �ڻ�Ϸ�ĩ��Ti�ۺ�C��������ȫ��Ӵ�; 3) Ҳ���Դﵽͼ1(d)��ʾ��Ag����TiCϸС��ɢ�ֲ��� ����Ni�� Ti�� C�������Ӹ��ºϳ�TiC���γɻ���[15]��֪, ����Ҫ���õ�Ӧ�Ǻ�Ti��Ag-Cu-TiҺ�ࡣ ����Ag-Cu-Ti��Ԫ��ͼ[14], ��920��ĺ����¶���, �Ͻ�Ag-Cu-Ti��ĩ���ΪҺ��, ������ʪ�Ͱ��������Ti�ۺ�C��, Ti��C������Һ������Ӧ�γ�TiC����, ���ŷ�Ӧ�Ľ���, TiC��������, Ti��C�������ܽ⡣ ��ȴ��, Ag-Cu-TiҺ��ת���Ag���Cu-Ti��, �γ�TiC�ֲ����е���֯, ��ͼ1(c)�� (d)��ʾ�� ������C�ۿ������ڱȽϴ�, �IJ����ܷ�Ӧ����ȫ��
ͼ1(a)�����Ӳ�Ķ�����ʾ��TiŨ�ȹ��ɷֲ�˵�����Ӳ����ѺϽ��������ʽ����� ͼ3��ʾΪͼ1(a)�����Ӳ���ѺϽ��������ı�ɢ���� ��ͼ�ɼ�, �ѺϽ���渽���γ�����ɢ��, ����������, ��ɢ����Ag��������, ��ҪΪTi��Cu�� �ں��ӹ�����, Ti���ѺϽ���ɢ�������Ӳ�, Cu�������Ӳ���ɢ�����ѺϽ� ����Ti-Cu��Ԫ��ͼ[16], Ti-Cu�����ﰴTi�����ɸ��������Ϊ: Ti2Cu�� CuTi�� Cu3Ti2�� Cu2Ti�� Cu3Ti�� �����ɢ���ɺ�������, ͼ����ɢ���и��������ΪTC4�ѺϽ�/Ti+Ti2Cu/ Ti2Cu/CuTi/���Ӳ�(��ͼ3)�� ��һ��ΪTC4�ѺϽ����; �ڶ���Ϊ��ɫ�ͻ�ɫ�����������, ��ɫ���������ijɷ����ѺϽ�ĸ�ijɷֽ���, �ж�ΪTi��, ��ɫ�����׳ɷַ��������Ti2Cu�ɷֽӽ�, ���ӦΪTi2Cu; ������ΪTi2Cu��, ���ֳ���ڶ�����; �����ŵ���һ��, ��ɫ��dz, ��Ti���ϵ�, ΪCuTi���, �������Ӳ��а�ɫΪAg��, �Ȼ�����ɫ��ij���״, �������ɷ�(Ħ������, %)Ϊ15.84Al-50.17Ti-29.24Cu-4.74Ag, ��ɫ�ͳɷ־���Ti2Cu��ӽ�, X�����������Ҳ֤�����Ӳ�����Ti2Cu��, ��˸���ӦΪTi2Cu��, ���е�Al����ĸ��TC4�ѺϽ�, ����ʱ, ͼ3��ʾ��ɢ����ԭ�ѺϽ��е�Al��ɢ�������Ӳ�, ��ȴ��ֲ���Ti-Cu�����֯�С�
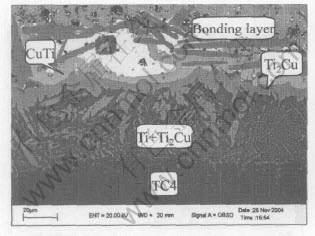
ͼ3 Ag-Cu-Ti+30%(Ti+C)���Ӳ����ѺϽ�����SEM��
Fig.3 SEM image of interface between SiC Ti-alloy and Ag-Cu-Ti+30%(Ti+C) bonding layer
����ԭ����Һ������ɢ��, Ti���ѺϽ������Ӳ�Һ����ɢ������ٶ�Ӧ����Cu������ѺϽ��е���ɢ�ٶ�, Ti����ɢ����ʹ���ѺϽ�����Ӳ�TiŨ������, �̶������Ӳ���һ������ɢ; Cu��ɢ�뿪���Ӳ�ʹ���ѺϽ�����Ӳ��CuŨ�Ƚ���, �������Ӳ���һ��Cu��ô���ɢ, ����������ʹ�����Ӳ���Ti/CuŨ�ȱ��γ���ɢ�¶�, �����ѺϽ���ֵ�ߡ� ��ȴ������, ���Ӳ�Һ�ཫ���γ�Ag��Ͳ�ͬ��Ti����Cu-Ti��, ��Ӧ���ѺϽ����Ti���ߡ� ������ͼ1(a)���Ӳ㱳ɢ����Ķ���ʾ��
��Ag-Cu-Ti�Ͻ��ĩ����������(Ti+C)������õ����Ӳ����ѺϽ��γ�����ͼ3��ʾ���ι̵Ľ�����ɢ���, ��SiC�մɼ�Ҳ����Ag-Cu-Ti�Ͻ����������ʪ�ԡ� �����Ե��ص�, ���γ���ͼ4��ʾ��SiC�մɱ��淴Ӧ��, ͼ4��ʾΪ��Ag-Cu-Ti�Ͻ��ĩ�м����൱���������Ϊ40%TiC��(Ti+C)��ĩ����õ����Ӳ���SiC�մɽ�������ķŴ�ɢ���� �羵�ɷַ����������: ��Ӧ����Ҫ��Si�� Ti�� C�� ͼ4��ʾ������(Ti+C)���������������, ���Ӳ��ò�����, ���ڽ϶�Ŀ�; X������������������Ӳ�����TiC�� Ti8C5�� C���ڡ� �Ա�ͼ1(a)��ͼ4��֪, ��(Ti+C)����Ϊ30%ʱ, ���Ӳ��������, C��X��������岻����; ��Ti��C��Ϸ�ĩ����Ϊ40%ʱ, Ti��C��Ӧ����ȫ��������, ͬʱ�γɵ����Ӳ�������Ա��, ���Ӳ������ٽᾧSiC�մ�ĸ�Ŀ�����Ƚ���, ���̺����ٽᾧSiC�մ��γɵĻ�е��������Ҳ�ή�͡� ���, �����(Ti+C)�ۿ�ʹ��ͷǿ�Ƚ��͡� (Ti+C)�۵���������15%~30%Ϊ�ˡ�
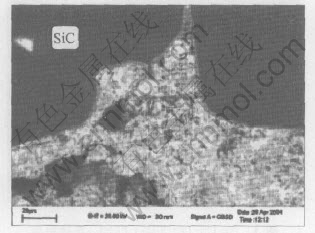
ͼ4 Ag-Cu-Ti+40%(Ti+C)���Ӳ����մɽ�������Ŵ���
Fig.4 Area including interface between SiC ceramics and Ag-Cu-Ti+40%(Ti+C) bonding layer
����������Ti�� C��, �־�ԭλ����TiC, �ֲ������Ӳ�Ag-Cu-Ti�Ͻ����(Ag�ࡢ Cu-Ti��)��, �γɵĽ�ͷ�������á� �������ܡ� ����TiC��������Զ���ڽ�����������ϵ��, ͨ����ͷ�и��մɾ����ĸ��ϻ�, �ɽ������Ӳ��������ϵ��, �Ӷ��γ����ѺϽ������SiC�մ�������ϵ�����͵Ĺ��ɲ�, ��ʹ��ͷ����Ӧ������, ����ǿ�ȵõ����; ͬʱTiC�������γɺͷֲ������������ǿ������ɢǿ������, ������������Ӳ�ǿ�Ⱥͽ�ͷ�������ܡ�
3 ����
1) ��Ag-Cu-Ti�Ͻ��ĩ�м���������Ti�ۺ�C��, ��920��, 30min���ǥ������Ti�Ͻ���ٽᾧSiC�մ�, Ti�ۺ�C����ԭλ�ϳ�TiC, �γ���TiC����ǿ�����������õĸ��Ͻ�ͷ; �γɵ�TiC�ֲ���Ag�ࡢ Cu-Ti����; TiC���γ����Խ����˽�ͷ����Ӧ����
2) ���ӹ�����, Ti���ѺϽ���ɢ�������Ӳ�, CuҲ�в��ִ����Ӳ�����ɢ�����ѺϽ�, �γ������Ӳ����ѺϽ�Ľ�����ɢ��Ӧ��, �Լ����Ӳ���TiŨ�ȵ��ݶȷֲ�, �����ѺϽ�����Ӳ㺬Ti���ߡ�
REFERENCES
[1]�����, �뼪��, Ǯ����, ��. SiC�մ���TC4�ѺϽ�Ӧǥ�����о�[J]. ����, 1998(11): 22-25.
LIU Hui-jie, FENG Ji-cai, QIAN Yi-yu, et al. Reaction brazing of SiC ceramics to TC4 titanium alloy[J]. Welding, 1998(11): 22-25.
[2]������, ����Ԫ, ����ƽ. TC4/SiC��ɢ���ӹ����о�[J]. �������켼��, 2000(1): 22-23, 46.
CHENG Ming-he, ZHANG Zhong-yuan, YU Ya-ping. Study on TC4/SiC diffusion bonding technology[J]. Aeronautical Manufacturing Technology, 2000(1): 22-23, 46.
[3]��Сǿ, ������, ������, ��. ��Zr/Nb�����м������SiC�մ���Ni�����ºϽ�[J]. ������ѧ��, 2002, 30(3): 305-310.
JI Xiao-qiang, LI Shu-jie, MA Tian-yu, et al. Jointing of SiC ceramics to Ni-based superalloy with Zr/Nb multiple interlayers[J]. Journal of the Chinese Ceramic Society, 2002, 30(3): 305-310.
[4]LIU Hui-jie, FENG Ji-cai, QIAN Yi-yu. Microstructure and strength of the SiC/TiAl joint brazed with Ag-Cu-Ti filler metal[J]. Journal of Materials Science Letters, 2000, 19(14): 1241-1242.
[5]Tamai F, Naka M. Microstructure of interface of SiC/Cu-Ag-Ti/Cu, Ni[A]. Proceeding of Designing of Interfacial Structures in Advanced Materials and Their Joints[C]. Osaka: High Temperature Society of Japan, 2002. 634-639.
[6]������, ����, �λ�ƽ, ��. SiC�մ�/SiC�մɼ�SiC�մ�/Ni�����ºϽ�SHS�����еĽ��淴Ӧ���۽ṹ�о�[J]. ������ѧ��, 1999, 27(6): 757-762.
LI Shu-jie, LIU Shen, DUAN Hui-ping, et al. Reaction on the interface between SiC ceramics/SiC ceramics as well as SiC ceramics/Ni-based superalloy and the microstructure[J]. Journal of the Chinese Ceramic Society, 1999, 27(6): 757-762.
[7]��³�, ������, ����, ��. �մ�������ݶȹ��ɲ�������Ӹ��ºϳ�[J]. ����ѧ��, 2000, 21(3): 44-47.
SUN De-chao, KE Li-ming, XING Li, et al. Self-propagating high-temperature synthesis of gradient transitional layer between ceramics and metal[J]. Transactions of the China Welding Institution, 2000, 21(3): 44-47.
[8]Akselsen O M. Advances in brazing of ceramics[J]. Journal of Materials Science, 1992, 27: 1989-2000.
[9]Yamada T, Satoh M, Kohno A, et al. Residual stress estimation of a silicon carbide-kovar joint[J]. Journal of Materials Science, 1991, 26: 2887-2892.
[10]����ƽ, �����, ��־��, ��. �մ������ǥ����ͷ����Ӧ������ֵ����[J]. ����ѧ��, 2003, 24(5): 33-39.
LEI Yong-ping, HAN Feng-juan, XIA Zhi-dong, et al. Numerical analysis of residual stress in ceramics�� metal joints[J]. Transactions of the China Welding Institution, 2003, 24(5): 33-39.
[11]�̴���, ½��ƽ, ����. �մ�/����ǥ����ͷ�ڲ���Ӧ������[J]. �����о�ѧ��, 2000, 14(����): 49-52.
CHENG Da-vong, LU Shan-ping, GUO Yi. The calculation of the residual stresses in C/M joint[J]. Chinese Journal of Materials Research, 2000, 14(Suppl.): 49-52.
[12]�ܰ���, ������. ������Ӧ����Si3N4/����ǥ����ͷ���ܵ�Ӱ��[J].�й���ɫ����ѧ��, 1998, 8(2): 210-213.
XIONG Bai-qing, CHU Jian-xin. Effect of residual thermal stress on properties of Si3N4/metal brazing joints[J]. The Chinese Journal of Nonferrous Metals, 1998, 8(2): 210-213.
[13]������, ������, ��ǿ, ��. ��Ӧճ��̼������Ͻ�ͷ���о�[J]. �������Ͽ�ѧ�빤��, 2003, 26(1): 51-54.
LI Shi-bin1, LU Zhen-lin, GAO Ji-qiang, et al. Study on joints of reaction-bonded silicon carbide ceramic materials[J]. Ordnance Material Science and Engineering, 2003, 26(1): 51-54.
[14]Villars P, Prince A, Okamoto H. Handbooks of Ternary Alloy Phase Diagrams[M]. USA: ASM International, 1997. 2353-2359.
[15]Ф����, ��Ⱥ��, ����ת, ��. TiC-Ni �����մ������Ӹ��ºϳ��е�����֯ת��[J]. �й���ɫ����ѧ��, 2004, 14(6): 1013-1019.
XIAO Guo-qing, FAN Qun-cheng, GU Mei-zhuan, et al. Microstructural evolution during self-propagating high temperature synthesis of TiC-Al cermet[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(6): 1013-1019.
[16]�ݾ���, ������, �°��, ��. ��Ԫ�Ͻ�״̬ͼ��[M]. �Ϻ�: �Ϻ���ѧ����������, 1984. 574.
YU Jue-qi, YI Wen-zhi, CHEN Bang-di, et al. Handbooks of Binary Alloy Phase Diagrams[M]. Shanghai: Shanghai Scientific Press, 1984. 574.
(�༭�°���)
������Ŀ: ����װ��Ԥ�л���������Ŀ(51418050503QT0203); �ߵ�ѧУ��ʿѧ�Ƶ�ר����л���������Ŀ(20030008014)
�ո�����: 2005-03-14; ������: 2005-07-04
�����: �ֹ���(1964-), ��, �о�Ա, ��ʿ�о���.
ͨѶ����: �Ƽ̻�, ����; �绰: 010-62334859; E-mail: jihuahang47@sina.com

