ОДХВұаәЕЈә1004-0609(2010)12-2313-07
ЧйЦҜІ»ҫщФИРФ¶ФTA15өзЧУКшәёҪУҪУН·ЖЈАНБСОЖА©Х№өДУ°Пм
АоРРЦҫЈ¬әъКчұшЈ¬РӨҪЁЦРЈ¬ј®БъІЁ
(»ӘЦРҝЖјјҙуС§ ІДБПіЙРОУлДЈҫЯјјКх№ъјТЦШөгКөСйКТЈ¬Одәә430074)
ХӘ ТӘЈәІЙУГТ»ЦЦЛ®ЖҪЗРИЎЖЈАНКФСщөД·Ҫ·ЁЈ¬СРҫҝәс°еTA15әПҪрөзЧУКшәёҪУҪУН·өДәё·м(WS)әНИИУ°ПмЗш(HAZ)өДПФОўЧйЦҜЎўУІ¶ИЎўЖЈАНБСОЖА©Х№ЛЩВКТФј°ЖЈАН¶ПҝЪРОГІЎЈҪб№ыұнГчЈәФЪҫаәё·м¶Ҙ¶ЛН¬СщёЯ¶ИКұЈ¬ИИУ°ПмЗшөДЧйЦҜІ»ҫщФИРФЧоҙуЈ»ҙУәё·м¶Ҙ¶ЛөҪөЧІҝЈ¬әё·мөДҰБЎдВнКПМеЧйЦҜПё»ҜЈ¬ө«әё·мөДЧйЦҜІ»ҫщФИРФФцҙуЈ»КЬҪПёЯөДЧйЦҜІ»ҫщФИРФөДУ°ПмЈ¬ИИУ°ПмЗшөДЖЈАНБСОЖА©Х№ЛЩВКұИәё·мөДёЯЈ¬ЖЈАН¶ПҝЪРОГІ·ҙУіБЛХвЦЦәк№ЫЙПөДІоұрЎЈ
№ШјьҙКЈәTA15оСәПҪрЈ»өзЧУКшәёҪУЈ»ЧйЦҜІ»ҫщФИРФЈ»ЖЈАНБСОЖА©Х№Ј»ЖЈАН¶ПҝЪРОГІ
ЦРНј·ЦАаәЕЈәTG146.2ЎЎЎЎ ОДПЧұкЦҫВлЈәA
Effect of microstructure heterogeneity on
fatigue crack growth of TA15 electron beam welded joint
LI Xing-zhi, HU Shu-bing, XIAO Jiang-zhong, JI Long-bo
(State Key Laboratory of Material Processing and Die & Mould Technology,
Huazhong University of Science and Technology, Wuhan 430074, China)
Abstract: By a means of horizontally intercepting fatigue specimen, the microstructure, hardness, fatigue crack growth rate and fatigue fractograph in the welding seam (WS) and heat-affected zone (HAZ) of thick TA15 alloy electron beam (EB) welded joint were studied. The results indicate that on the same height from the top of WS, the microstructure heterogeneity is the most severe in HAZ, from the top to root of WS, the microstructure heterogeneity increases with decreasing ҰБЎд martensite size. Attributed primarily to the effect of microstructure heterogeneity, the fatigue crack growth rate (FCGR) is faster in HAZ than that in WS. The fatigue fractographs show this macroscopical difference by scanning electron microscopy (SEM) analyses.
Key words: TA15 titanium; electron beam weld (EBW); microstructure heterogeneity; fatigue crack growth; fatigue fractograph
оСәПҪрТФЖдұИЗҝ¶ИёЯЎўДНёҜКҙәГЎўҝЙәёРФәГЎў№ӨЧчОВ¶И·¶О§ҙуөИУЕөгФЪәҪҝХәҪМмј°ЖдЛыРРТөөГөҪ№г·әУҰУГ[1-3]ЎЈоСәПҪрЧчОӘәҪҝХәҪМмУГөДТ»ЦЦЦШТӘҪб№№ІДБПЈ¬¶ФЖдЖЈАНРФДЬөДСРҫҝКЗ·ЗіЈЦШТӘөДЈ¬ЛьУ°ПмЧЕ·ЙРРЖчөДК№УГ°ІИ«әНК№УГКЩГьЈ¬КЗҪб№№ЙијЖЦРРиТӘҝјВЗөДЦШТӘЦёұкЎЈЦЪЛщЦЬЦӘЈ¬У°ПмЖЈАНРФДЬөДТтЛШ·ЗіЈ¶аЈ¬ЦчТӘУРФШәЙЎўКөСй·ҪКҪәНІДБПОў№ЫЧйЦҜөИ[4-6]ЎЈУР№ШоСәПҪрөДЖЈАНРФДЬТСУРҪП¶аөДСРҫҝЈ¬ө«ХвР©СРҫҝҙу¶аКэКЗХл¶ФҫщФИІДБП»тКЗҙУәк№ЫБҰС§өДҪЗ¶ИАҙ·ЦОцәННіјЖЖЈАНРФДЬәН№жВЙ[7-9]Ј¬ІўОҙҙУәёҪУҪУН·ДЪІҝөДОў№ЫЧйЦҜұд»ҜМШөг¶ФәёҪУҪУН·ЖЈАНРФДЬөДУ°ПмЧцҪП¶аСРҫҝЎЈОвізЦЬөИ[10]СРҫҝ·ўПЦЈ¬TAl5оСәПҪрФЪҰВЗшДЈ¶НөДПФОўЧйЦҜУРҪПөНөДЖЈАНБСОЖА©Х№ЛЩВКЎЈБхІэҝьәНБхРВБй[11]¶ФTAl5оСәПҪрлІ»ЎәёөДәё·мУлИИУ°ПмЗшөДЖЈАНБСОЖА©Х№РРОӘҪшРРЙЁГиөзҫөФӯО»№ЫІмЎЈХвЦЦ№ЫІм·ҪКҪКЬөҪКФСщөДіЯҙзПЮЦЖҪПҙуЈ¬ЗТлІ»ЎәёУләс°еөДөзЧУКшәёҪУРОіЙөДҪУН·УРТ»¶ЁІоұрЎЈПа¶ФУЪЖдЛьәёҪУ·ҪКҪәНҫщФИІДБПЈ¬өзЧУКшәёҪУҙуәс¶ИоСәПҪрРОіЙөДәёҪУҪУН·өДЧйЦҜІ»ҫщФИРФёьҙ󣻶ФУЪәёҪУҪУН·өДБҪёцЦШТӘЗшУтЈәИИУ°ПмЗшУләё·мЈ¬СРҫҝЛьГЗөДЧйЦҜМШөгЎўІ»ҫщФИРФөДҙуРЎ¶ФЖЈАНБСОЖА©Х№өДУ°ПмУРҪПҙуөДТвТеЎЈФЪІЙУГЛрЙЛИЭПЮЙијЖЦРЈ¬ЧйЦҜ¶ФЖЈАНБСОЖА©Х№өДУ°ПмУРЦШТӘөДІОҝјјЫЦөЎЈТтҙЛЈ¬ұҫОДЧчХЯТФTA15өзЧУКшәёҪУҪУН·ОӘАэЈ¬СРҫҝәёҪУҪУН·ЧйЦҜұд»ҜТэЖрөДІ»ҫщФИРФ¶ФЖЈАНБСОЖА©Х№өДУ°ПмЎЈ
1 КөСй
КөСйІЙУГTA15оСәПҪрФюЦЖәс°еЈ¬әс¶ИОӘ45 mmЈ¬ЖдЦчТӘіЙ·ЦИзұн1ЛщБРЎЈАыУГөзЧУКшСШҙ№ЦұУЪ¶НФм·ҪПтҪшРРәёҪУЈ¬ҪУН·РОКҪОӘ¶ФҪУЖҙәёЎЈәёҪУјУЛЩөзС№150 kVЈ¬ҫЫҪ№өзБч2 174 mAЈ¬өзЧУКшБч92 mAЈ¬әёҪУЛЩ¶ИОӘ300 mm/minЎЈәёәуҪшРРХжҝХ650 ЎжЎў4 hөДИҘУҰБҰНЛ»рҙҰАнЈ¬ПыіэәёҪУ№эіМІъЙъөДІРУаУҰБҰЎЈ
ұн1 TA15оСәПҪрөД»ҜС§іЙ·Ц
Table 1 Chemical composition of TA15 titanium alloy (mass fraction, %)

әёҪУәуИҘіэУаёЯЈ¬УЙәё·м¶ҘІҝЖҪГжҝӘКјЈ¬·ЦұрФЪЧЬәс¶И(h)өД1/6Ўў3/6Ўў5/6О»ЦГҙҰУЪЖҪРРәёҪУ·ҪПтЗРИЎЖЈАНКФСщЈ¬КФСщЗРИЎО»ЦГј°КФСщ№жёсИзНј1ЛщКҫ(јыНј1(b)ЦРТхУ°Іҝ·ЦұнКҫИИУ°ПмЗш)Ј¬әс¶ИОӘ2 mmЎЈҪ«ЖЈАНКөСйҙтДҘЕЧ№вЈ¬УГHFЎўHNO3ЎўH2O(»мәПёҜКҙјБМе»эұИОӘ1:3:7)ёҜКҙәёҪУҪУН·ІҝО»Ј¬ЛіЧЕәёҪУ·ҪПтАыУГПЯЗРёојУ№Ө·ЦұрУЪәё·м(WS)әНИИУ°ПмЗш(HAZ)ЦРСлҝӘ0.2 mmЙоөДИұҝЪЎЈЖЈАНКөСйФЪShimadzu EA-10КөСй
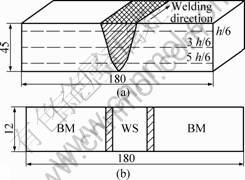
Нј1 ЖЈАНКФСщЗРИЎ·ҪКҪј°іЯҙзКҫТвНј(mm)
Fig.1 Intercepting orientation diagram (a) and schematic illustration of geometry (b) of specimen (mm)
»ъЙПҪшРРЈ¬АыУГКэЧЦПФОўҫөІвБҝЖЈАНБСОЖіӨ¶ИЎЈКФСщјРіЦКұК№ФӨҝӘИұҝЪҙҰУЪКФСщЧФУЙІҝ·ЦөДЦРСлЎЈЖЈАНКөСйМхјюОӘКТОВҝХЖшЧҙМ¬Ј¬К©јУЧоҙуУҰБҰОӘ380MPa, ІЙУГФШәЙҝШЦЖөДХэПТІЁЈ¬УҰБҰұИR=0.1Ј¬ЖөВКf=5 HzЎЈ
ПФОўУІ¶ИФЪDHV-1000ПФОўУІ¶ИТЗЙПІв¶ЁЈ¬ІЙУГOlympusҪрПаПФОўҫөҪшРРЧйЦҜ№ЫІмЈ¬ФЪSirion 200РНіЎ·ўЙдЙЁГиөзЧУПФОўҫө(FSEM)ПВ№ЫІмЖЈАНКФСщ¶ПҝЪЎЈ
2 Ҫб№ыУл·ЦОц
2.1 әёҪУҪУН·ПФОўЧйЦҜј°УІ¶И
өзЧУКшәёҪУәуФЩҫӯХжҝХНЛ»рөДTA15әПҪрөДПФОўЧйЦҜИзНј2ЛщКҫЎЈTA15КЗТ»ЦЦҪьҰБРНоСәПҪрЈ¬ТтҙЛЈ¬ ҫӯХжҝХНЛ»рҙҰАнәуЈ¬ДёІД(BM)ЧйЦҜУЙҙуБҝіӨМхЖ¬ЧҙөД
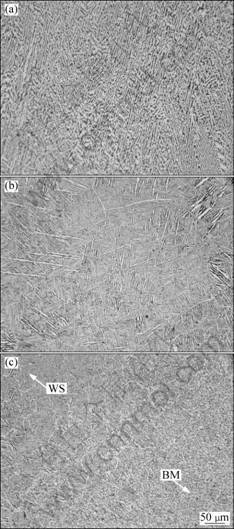
Нј2 TA15өзЧУКшәёҪУҪУН·өДПФОўЧйЦҜ
Fig.2 Microstructures of different zones in TA15 electron beam welded joint: (a) BM; (b) WS; (c) HAZ
ҰБПаәНЙЩБҝөДҰВПаЧйіЙЈ¬ЖдЦРәЪЙ«өДҰВПајРФУФЪ°ЧЙ«өДЖ¬ЧҙҰБПаЦ®јдЎЈТ»Р©Ж¬ЧҙөДҰБҫЫјҜФЪТ»ЖрРОіЙЖ¬ЧҙөДҰБКшЈ¬Н¬Т»КшДЪөДҰБЖ¬ИЎПт»щұҫПаН¬Ј¬ө«І»Н¬КшЦ®јдөДҰБЖ¬ИЎПтІўІ»Т»ЦВЈ¬ИзНј2(a)ЛщКҫЎЈУЙУЪөзЧУКшҫЯУРәЬёЯөДДЬБҝГЬ¶ИЈ¬әёҪУКұКдИлөДЧЬИИБҝҪПРЎЈ¬әёәуөДАдИҙЛЩ¶ИәЬҝмЎЈФЪәё·м(WS)ҙҰЈ¬јУИИОВ¶Иі¬№эоСәПҪрөДИЫ»ҜОВ¶ИЈ¬іхКјДэ№МәуРОіЙҫ§БЈ·ЗіЈҙЦҙуөДҰВЦщЧҙҫ§БЈЈ»ТтАдИҙЛЩ¶ИҪПҝмЈ¬ФЪҰВПаЧӘұдОВ¶ИТФПВЈ¬ҰВЦщЧҙҫ§БЈЧӘұдОӘҙЦҙуөДХлЧҙҰБЎдоСВнКПМеПаЎЈХлЧҙҰБЎдоСВнКПМеПаҙҰУЪФӯКјҰВЦщЧҙҫ§БЈұЯҪзЦ®ДЪЈ¬ХвЦЦЧйЦҜФЪХжҝХНЛ»рҙҰАн№эіМЦРІўОҙ·ўЙъҙуөДёДұдЈ¬ИзНј2(b)ЛщКҫЎЈИИУ°ПмЗш(HAZ)ҙҰЈ¬УЙУЪҙжФЪОВ¶ИМЭ¶ИЈ¬ёГЗшУтФЪАдИҙ№эіМЦРРОіЙБЛМЭ¶ИКҪ№э¶ЙЧйЦҜЎЈФЪҪУҪьәё·мҙҰЈ¬өұОВ¶ИёЯУЪҰВПаЧӘұдОВ¶ИКұЈ¬ЧйЦҜЦРә¬УРёь¶аөДҰБЎдВнКПМеПаЈ»ҝҝҪьДёІДҙҰЈ¬ОВ¶ИөНУЪҰВПаЧӘұдОВ¶ИКұЈ¬ә¬УРҪП¶аөДМхЖ¬ЧҙҰБПаЈ¬Ждҫ§БЈҙЦҙуіМ¶ИТІҪйУЪәё·мәНДёІДЦ®јдЈ¬ИзНј2(c)ЛщКҫЎЈНј2(c)ЦРјэН·ЛщЦёұнКҫУлHAZПаҪУөДәё·мУлДёІДЗшЛщФЪ·ҪПтЎЈУЙУЪөзЧУКшәёҪУКдИлөДЧЬИИБҝәЬРЎЈ¬ПаұИЖдЛыЖХНЁөДәёҪУ·ҪКҪЈ¬ЖдәёҪУРОіЙөДИИУ°ПмЗшёьОӘПБХӯ[12]ЎЈУЙНј1ҝЙЦӘЈ¬¶ФУЪҪПҙуәс¶И°еІДөДәёҪУЈ¬әёҪУҪУН·ҙУәё·м¶ҘІҝөҪёщІҝҙҰЈ¬ИЫҝнУЙҙуөҪРЎЈ¬ұд»ҜҪПҙ󣻶ФУҰәё·мҙҰҰБЎдВнКПМеПаөДіЯҙзТІУЙҙуөҪРЎЎЈҫаАләё·м¶ҘІҝІ»Н¬ёЯ¶ИҙҰ(1h/6Ўў3h/6әН5h/6)өДҰБЎдВнКПМеПаЖҪҫщіӨ¶ИИзұн2ЛщБРЎЈ
ұн2 ҫаәё·м¶ҘІҝІ»Н¬ёЯ¶ИҙҰөДҰБЎдВнКПМеПаЖҪҫщіӨ¶И
Table 2 Average length of aciculate ҰБЎд on different height from top of WS
ФЪІ»Н¬ёЯ¶ИЙПІвөГөДәёҪУҪУН·ПФОўУІ¶ИИзНј3ЛщКҫЎЈОЮВЫКЗ1/6Ўў3/6»№КЗ5/6ёЯ¶ИҙҰЈ¬УЙДёІДЎўИИУ°ПмЗшөҪәё·мөДУІ¶ИУЙөНөҪёЯЈ¬әё·мөДУІ¶ИұИДёІДөДУІ ¶ИФјёЯ40~50HVЎЈЦчТӘКЗТтОӘәё·мЦРөДПаОӘҰБЎдВнКПМеПаЈ¬ұИДёІДЦРМхЖ¬ЧҙҰБПаөДУІ¶ИёьёЯЎЈСРҫҝұнГч[13]Ј¬өзЧУКшәёҪУҪУН·өДҝ№АӯЗҝ¶ИёЯУЪДёІДөДЈ¬ө«ЛЬРФұИДёІДөДУРЛщҪөөНЎЈ¶шДёІДөДЗҝ¶ИЛдИ»ЙФөНЈ¬ө«УРҪПәГөДЛЬРФЎЈИИУ°ПмЗшөДЗҝ¶ИәНЛЬРФҪйУЪәё·мәНДёІДЦ®јдЎЈХвУлёчЗшУтөДЧйЦҜј°ЖдПаөДЧйіЙКЗГЬЗРПа№ШөДЎЈИИУ°ПмЗшОӘДёІДУләё·мЦ®јдөДТ»ёц№э¶ЙЗшУтЈ¬ЖдЧйЦҜәНУІ¶ИТІҪйУЪБҪХЯЦ®јдЎЈУЙУЪөзЧУКшәёҪУРОіЙИИУ°ПмЗшөДҝн¶И·ЗіЈПБХӯЈ¬ИИУ°ПмЗшөДЧйЦҜәНУІ¶Иұд»Ҝ·ҙ¶шЧоҙуЈ¬јҙЖд·ЗҫщФИіМ¶ИёьҙуЎЈҙУәё·м¶ҘІҝөҪёщІҝҙҰЈ¬ХвЦЦУІ¶ИөДұд»Ҝ·¶О§ТІЦрҪҘЛхРЎЎЈ1h/6ёЯ¶ИҙҰҫаәё·м¶ҘІҝёьҪьЈ¬ИЫҝнҪПҙуЈ¬ЧйЦҜәНУІ¶ИөДұд»ҜҙҰФЪТ»ёцҪПҝнөД·¶О§ДЪЈ»5h/6ёЯ¶Иҫаәё·м¶ҘІҝЧоФ¶Ј¬ИЫҝнәЬРЎЈ¬ЧйЦҜәНУІ¶ИөДұд»ҜҙҰФЪТ»ёцПБХӯөД·¶О§ДЪЎЈХвұнГчҙУәё·м¶ҘІҝөҪёщІҝҙҰЈ¬ЧйЦҜәНУІ¶ИөДұд»ҜВКФЪјУҙуЈ¬ТтҙЛЈ¬Па¶ФУЪЧйЦҜҫщФИөДДёІДЈ¬ФЪәёҪУҪУН·ёҪҪьЈ¬ПВІҝ5h/6ёЯ¶ИҙҰЧйЦҜәНУІ¶ИөД·ЗҫщФИіМ¶ИёьҙуЈ¬ХвЦЦ·ЗҫщФИРФ¶ФЖЈАНРФДЬУРЦШТӘөДУ°ПмЎЈ

Нј3 әёҪУҪУН·І»Н¬ёЯ¶ИЙПөДПФОўУІ¶И
Fig.3 Microhardness of welded joint on different heights
2.2 ПаН¬ёЯ¶ИПВWSУлHAZөДЖЈАНА©Х№ЛЩВК
ОӘұИҪПәё·мУлИИУ°ПмЗшөДЖЈАНБСОЖА©Х№МШРФЈ¬·ЦұрФЪәё·мәНИИУ°ПмЗшҝӘОўРЎИұҝЪЈ¬ТФҙЛ¶ФЖЈАНБСОЖА©Х№О»ЦГёшУиПЮ¶ЁЎЈАыУГУРПЮҝн¶ИөҘұЯЦұБСОЖөДУҰБҰЗҝ¶ИТтЧУ·щҰӨKөДјЖЛ㹫КҪөГөҪda/dNЎӘҰӨK№ШПөЗъПЯЎЈІ»Н¬ёЯ¶ИЙПИИУ°ПмЗшУләё·мөДЖЈАНА©Х№ЛЩВКda/dNЎӘҰӨK№ШПөЗъПЯИзНј4ЛщКҫЎЈФЪЛ«¶ФКэЧшұкЦРЈ¬da/dNЎӘҰӨKАаЛЖУЪЦұПЯ№ШПөЈ¬ЗъПЯҙуІҝ·ЦҙҰУЪPairsЗшУтЎЈФЪБСОЖА©Х№өДіхКјҪЧ¶ОЈ¬А©Х№ЛЩВКҫщҪПРЎЈ¬ОӘ10-8Бҝј¶ЎЈө«ФЪТ»ёцҪПРЎөДҰӨKұд»Ҝ·¶О§ДЪЈ¬ЖЈАНБСОЖА©Х№ЛЩВК

Нј4 І»Н¬ёЯ¶ИКұәё·мУлИИУ°ПмЗшөДda/dNЎӘҰӨKЗъПЯ
Fig.4 da/dNЎӘҰӨK curves of WS and HAZ at different heights: (a) 1h/6; (b) 3h/6; (c) 5h/6
(FCGR)СёЛЩјУҝмЈ¬ҪшИлҪПҝмөДЦРЛЩА©Х№ҪЧ¶ОЈ¬БСОЖА©Х№ЛЩВКФцҙуОӘ10-7Бҝј¶ЧуУТЎЈХвёцҪЧ¶ОХјҫЭБСОЖХыёцА©Х№№эіМөДұИАэәЬҙуЎЈөұБСОЖА©Х№ЛЩВКҙпөҪ10-6Бҝј¶КұЈ¬ЖЈАНБСОЖА©Х№ЛЩВКҪПҙуЈ¬БСОЖіӨ¶ИФцҙуҪПҝмЈ»өұБСОЖҙпөҪК§ОИА©Х№өДБЩҪзіӨ¶ИТФЙПЈ¬КФСщТтБСОЖК§ОИА©Х№¶шСёЛЩ¶ПБСЎЈ¶шЗТФЪНј4ЦРҫщҝЙ·ўПЦЈәФЪН¬СщөДУҰБҰЗҝ¶ИТтЧУ·щҰӨKПВЈ¬ЖЈАНБСОЖФЪИИУ°ПмЗшөДА©Х№ЛЩВКёЯУЪәё·мөДЎЈ
ФЪНвјУФШәЙЎўЖөВКөИНвҪзМхјюТ»ЦВөДЗйҝцПВЈ¬ЖЈАНБСОЖА©Х№ЛЩВКөДҙуРЎәН·ҪКҪЦчТӘИЎҫцУЪІДБПДЪІҝЧйЦҜөДМШөгәНРФДЬЎЈЖЈАНБСОЖА©Х№өДҙуРЎКЗІДБПДЪФЪЧйЦҜРФДЬөДәк№ЫНвФЪұнПЦЈ¬ПФОўЧйЦҜ¶Фәк№ЫЖЈАНБСОЖөДА©Х№ј°ЖдЖЈАНМШРФУРГчПФөДУ°Пм[14-17]ЎЈКөСйЦРІЙИЎФШәЙҝШЦЖ·ҪКҪЈ¬ІДБПҙҰУЪПЯөҜРФұдРО·¶О§ДЪЎЈФЪФӨҝӘРЎИұҝЪёщІҝІъЙъТ»¶ЁөДУҰБҰјҜЦРЈ¬өјЦВЖЈАНБСОЖУЙҙЛА©Х№ЎЈЖЈАНБСОЖөДА©Х№Оў№ЫЙПКЧПИУЙО»ҙнөД»¬ТЖҝӘКјЈ¬ФЪНвјУСӯ»·ФШәЙөДЧчУГПВЈ¬УЙУЪБСОЖјв¶ЛөДҫЦІҝУҰБҰіЎҪПёЯЈ¬ҙЛҙҰО»ҙнКЧПИІ»¶ПФЛ¶ҜІъЙъ»¬ТЖҙшЎЈЛжЧЕСӯ»·ҙОКэөДФц¶аЈ¬»¬ТЖҙшјУЙоұдҝнЈ¬ІўЦрҪҘРОіЙЖЈАНОўБСОЖЈ¬өјЦВәк№ЫЖЈАНРОіЙІўА©Х№ЎЈЛжЧЕЖЈАНБСОЖөДА©Х№ФціӨЈ¬Н¬СщөДСӯ»·УҰБҰПВЈ¬БСОЖјв¶ЛөДУҰБҰјҜЦРіМ¶ИјУҙуЈ¬јҙУҰБҰЗҝ¶ИТтЧУ·щҰӨKТІІ»¶ПФцҙуЈ¬ЛщТФЖЈАНБСОЖА©Х№ЛЩВКda/dNТІЦрҪҘЙэёЯ(јыНј4)ЎЈ
ФЪЖЈАНБСОЖПтЗ°А©Х№№эіМЦРЈ¬А©Х№В·ҫ¶ЧЬКЗСЎФсЧоУРАыЎўЧоИЭТЧөД·ҪПтЎЈ¶ФУЪИИУ°ПмЗш¶шСФЈ¬ЛьКЗТ»ЦЦ°ьАЁҪПИнөДЖ¬ЧҙҰБПаәНҪПУІөДҰБЎдВнКПМеПаөД»мәПЧйЦҜ(јыИзНј2(c))Ј¬·ЗҫщФИіМ¶ИҪПҙуЎЈХвК№өГФЪБСОЖА©Х№№эіМЦРЈ¬ҪПИнөДЖ¬ЧҙҰБПаЧоИЭТЧФЪБСОЖјв¶ЛөДУҰБҰіЎПВКЧПИІъЙъО»ҙнөД»¬ТЖЈ¬РОіЙҪПҙуөДЛЬРФұдРОЈ¬іЙОӘБСОЖА©Х№УЕПИСЎФсөДВ·ҫ¶ЎЈөзЧУКшәёҪУРОіЙөДПБХӯөДИИУ°ПмЗшЈ¬І»ҫщФИРФҪПҙуЈ¬јУҫзБЛБСОЖјв¶ЛҫЦІҝөДУҰБҰјҜЦРЎЈ¶ш¶ФУЪәё·мЗшЈ¬БСОЖјв¶ЛЦЬО§ҫщОӘҪПУІөДҰБЎдВнКПМеПаЈ¬Ждҫ§ёсЗҝ¶ИПа¶ФҪПёЯЈ¬өЦҝ№О»ҙн»¬ТЖөДДЬБҰҪПЗҝЈ¬К№өГБСОЖПтЗ°А©Х№ҪПОӘА§ДСЎЈЛщТФЈ¬әк№ЫЙПұнПЦіцФЪН¬СщёЯ¶ИПВЈ¬әё·мөДЖЈАНБСОЖА©Х№ЛЩВКөНУЪИИУ°ПмЗшөДЎЈ
2.3 ЖЈАН¶ПҝЪРОГІ
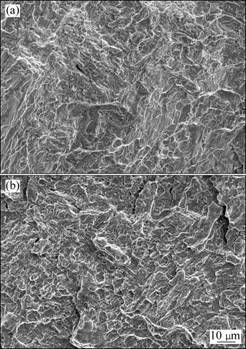
Нј5~10ЛщКҫҫщОӘ1h/6ёЯ¶ИҙҰөДәё·мәНИИУ°ПмЗшөДЖЈАН¶ПҝЪРОГІЎЈУЙНј5ҝЙјыЈ¬ЖЈАНБСОЖөДЖрКјөг¶ј·ўФҙУЪФӨЦЖИұҝЪёщІҝЈ¬іКПЦМШУРөД·ЕЙдЧҙ»ЁСщЎЈНј5(a)ЦРРЎ°ЧЙ«јэН·ұнКҫКөСйКұНвјУСӯ»·ФШәЙ·ҪПтЈ»Нј5(b)ЦРөДјэН·ұнКҫәк№ЫЦчБСОЖөДА©Х№·ҪПтЎЈНј6ЛщКҫОӘәё·мәНИИУ°ПмЗшФЪБСОЖА©Х№ЖрКјҪЧ¶ОөД¶ПҝЪРОГІЈ¬ҙЛКұ¶ПҝЪЙПЖЈАН»ФОЖІ»әЬГчПФЎЈФЪНј6(a)ЦРЈ¬әё·м¶ПҝЪіцПЦҪП¶аөД¶юҙООўБСОЖЈ»ФЪНј6(b)ЦРЈ¬ИИУ°ПмЗш¶ПҝЪПФКҫәУБч»ЁСщј°»¬ТЖМШХчЎЈҙЛКұУҰБҰЗҝ¶ИТтЧУ·щҰӨKҪПРЎЈ¬Сӯ»·ҙОКэҪПЙЩЈ¬¶ФУҰУЪНј4(a)ЦРЗъПЯөДЧуПВ¶ЛЈ¬А©Х№ЛЩВКda/dNәЬРЎЈ¬ЙхЦБУРҝЙДЬФЪұҫКөСйЦР№ЫІмІ»өҪБСОЖөДА©Х№ПЦПуЎЈ
ФЪНј7~9ЦРЈ¬әё·мәНИИУ°ПмЗшөД¶ПҝЪРОГІЙПҫщҝЙТФҝҙөҪҪПГчПФөДЖЈАН»ФОЖЈ¬¶шЗТЖЈАН»ФОЖөДјдҫаЦрҪҘФцҙуЎЈәк№ЫұнПЦОӘФЪНј4(a)ЗъПЯЦРЛжҰӨKөДФцҙуЈ¬ЖЈАНБСОЖА©Х№ЛЩВКda/dNТІЦрІҪФцҙуЎЈ¶шЗТұИҪПН¬КұЖЪөДәё·мУлИИУ°ПмЗшөД¶ПҝЪРОГІҝЙјыЈәТ»°гәё·мөДЖЈАН

Нј5 БСОЖА©Х№ЖрКјөгҙҰөДРОГІ
Fig.5 SEM fractographs at crack initiation spot: (a) WS; (b) HAZ

Нј6 БСОЖА©Х№іхКјҪЧ¶ОөДЖЈАНМхҙшРОГІ
Fig.6 Fatigue striation morphologies at initial crack growth stage: (a) WS; (b) HAZ
»ФОЖПаұИҪПОӘПёРЎР©Ј¬ХвТІ·ыәПәё·мөДЖЈАНБСОЖА©Х№ЛЩВКda/dNөНУЪИИУ°ПмЗшөДЎЈНј7ЦРПФКҫҙуБҝөД¶юҙОБСОЖЈ¬ХвКЗөјЦВФЪҙЛҪЧ¶ОЖЈАНБСОЖА©Х№ЛЩВКҪПөНөДЦч

Нј7 БСОЖөНЛЩА©Х№ҪЧ¶ОөДЖЈАНМхҙшРОГІ
Fig.7 Fatigue striation morphologies at stage of low FCGR: (a) WS; (b) HAZ

Нј8 БСОЖЦРЛЩА©Х№ҪЧ¶ОөДЖЈАНМхҙшРОГІ
Fig.8 Fatigue striation morphologies at stage of medium FCGR: (a) WS; (b) HAZ

Нј9 БСОЖҝмЛЩА©Х№ҪЧ¶ОөДЖЈАНМхҙшРОГІ
Fig.9 Fatigue striation morphologies at stage of rapid FCGR: (a) WS; (b) HAZ
Нј10 К§ОИА©Х№ЗшөДЖЈАН¶ПҝЪРОГІ
Fig.10 Fatigue fractographs of instability crack growth: (a) WS; (b) HAZ
ТӘФӯТтЎЈОў№ЫЖЈАН»ФОЖУләк№ЫБСОЖА©Х№·ҪПтІўІ»ЧЬҙҰУЪН¬Т»·ҪПтЈ¬ТтКЬөҪҫ§МеИЎПтЎўҫ§ҪзөИДЪІҝПФОўЧйЦҜМШөгөДУ°ПмЈ¬БСОЖА©Х№В·ҫ¶ҪПОӘЗъХЫЎЈУЙНј8ҝЙТФҝҙіцЈәФЪПаБЪІ»Н¬ИЎПтөДҫ§БЈЦРТтЖЈАН»ФОЖөД·ЁПЯ·ҪПтУРЛщІ»Н¬Ј¬ИзРЎјэН·ЛщКҫЎЈНј8(a)ЦРПФКҫЧйЦҜҫщФИөДәё·мөДЖЈАН»ФОЖёьОӘПёРЎЎЈНј9(a)ПФКҫЖЈАНБСОЖФЪА©Х№№эіМЦРУЙТ»ёцЖҪГжЧӘТЖөҪБнТ»ёцЖҪГжЈ¬ЖЈАН»ФОЖ·ЦІјФЪІ»Н¬ёЯ¶ИЈ¬І»Н¬·ҪПтөДёчёцЖҪГжЙПЎЈІДБПөДДЪІҝОў№ЫЧйЦҜМШөг¶ФЖЈАНБСОЖөДА©Х№ЛЩВКәНА©Х№В·ҫ¶УРХвЦШТӘөДУ°ПмЎЈНј10ЛщКҫОӘәё·мәНИИУ°ПмЗшөДЖЈАНЛІ ¶ПЗш¶ПҝЪРОГІЈ¬ҙЛКұБСОЖёЯЛЩА©Х№І»¶ПФціӨЈ¬ҙпөҪБЩҪзБСОЖіӨ¶ИәуҝмЛЩК§ОИА©Х№¶ш¶ПБСЎЈНј10ЦР¶ПҝЪіК ПЦіц»мәПМШөгЈ¬ҫщУРҪПЗіөДИНОСәНИНРФ¶ПБСРОіЙөДЛйЖ¬ЎЈОў№ЫРОГІЦчТӘұнПЦОӘЛІКұ¶ПБСМШХчЈ¬ө«ҫЦІҝТАИ»ҙжФЪәЬЙЩБҝөДЖЈАН»ФОЖЎЈ
3 ҪбВЫ
1) TA15оСәПҪрөзЧУКшәёҪУҪУН·әё·мЧйЦҜОӘУЙҙЦҙуөДҰВЦщЧҙҫ§ЧӘұдөДҙЦХлЧҙҰБЎдВнКПМеЧйЦҜЈ¬ДёІДОӘМхЖ¬ЧҙөДҰБПаәНЙЩБҝөДҰВПаЈ¬ИИУ°ПмЗшЧйЦҜОӘҰБЎдВнКПМеЧйЦҜәНМхЖ¬ЧҙөДҰБПаәНҰВПаЈ¬УЙҪУҪьИЫәПЗшЧйЦҜПтДёІДЧйЦҜ№э¶ЙЎЈ
2) ДёІДөДУІ¶ИҪПөНЈ¬әё·мЖҪҫщУІ¶ИЧоёЯЈ¬ИИУ°ПмЗшөДУІ¶ИҪйУЪБҪХЯЦ®јдЈ¬¶шИИУ°ПмЗшөДЧйЦҜІ»ҫщФИРФЧоҙуЎЈ
3) әс°еоСәПҪрөзЧУКшҪУН·Ј¬УЙәё·м¶ҘІҝөҪёщІҝҙҰЈ¬ҫ§БЈЦрҪҘПё»ҜЈ¬¶шЧйЦҜІ»ҫщФИРФФцҙуЎЈ
4) ЖЈАНБСОЖА©Х№ЛЩВКёЯөНУлЖдПФОўЧйЦҜМШөгГЬЗРПа№ШЎЈФЪН¬СщёЯ¶ИҙҰЈ¬ЖЈАНБСОЖА©Х№ЛЩВКЗъПЯәН¶ПҝЪОў№ЫРОГІҫщұнГчәё·мұИИИУ°ПмЗшУРҪПёЯөДҝ№ЖЈАНБСОЖА©Х№ДЬБҰЈ¬¶шХвЦчТӘКЗТтОӘИИУ°ПмЗшөДЧйЦҜІ»ҫщФИРФҪПёЯЎЈ
REFERENCES
[1] ZHOU Y G, ZENG W D, YU H Q. An investigation of a new near-beta forging process for titanium alloys and its application in aviation components[J].Materials Science and Engineering A , 2005, 393: 204-212.
[2] GUNAWARMAN B, NIINOMI M, AKAHORI T. Mechanical properties of Ti-4.5Al-3V-2Mo-2Fe and possibility for healthcare applications[J]. Materials Science and Engineering C, 2005, 25: 296-303.
[3] SCHUBERT E, KLASSEN M, ZERNER I. Light-weight structures produced by laser beam joining for future applications in automobile and aerospace industry[J]. Materials Processing Technology, 2001, 115: 2-8.
[4] ИОРс¶«, ХЕУАҝө, ЦЬҪЁЦТ, №ЛУАУс, ХЕРВИЁ. јӨ№віе»ч№ӨТХ¶ФоСәПҪрЖЈАНКЩГьөДУ°Пм[J]. ЦР№ъУРЙ«ҪрКфС§ұЁ, 2007, 17(9): 1486-1489.
[5] REN Xu-dong, ZHANG Yong-kang, ZHOU Jian-zhong, GU Yong-yu, ZHANG Xin-quan. Influence of laser-shock processing on fatigue life of titanium alloy[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(9): 1486-1489.
[6] KISHORE B N, GANESH-SUNDARA-RAMAN S, SRINIVASA-MURTHY C V, MADHUSUDHAN-REDDY G. Effect of beam oscillation on fatigue life of Ti-6Al-4V electron beam weldments[J]. Materials Science and Engineering A, 2007, 471(1/2): 113-119.
[7] АоКҝҝӯ, »ЭЛЙжз, Т¶ОДҫэ, УЪ Су, РЬ°ШЗа. Оў№ЫЧйЦҜ¶ФTAl5 ELIоСәПҪрЛрЙЛИЭПЮРФДЬөДУ°Пм[J]. ЦР№ъУРЙ«ҪрКфС§ұЁ, 2007, 17(7): 1119-1123.
[8] LI Shi-kai, HUI Song-xiao, YE Wen-jun, YU Yang, XIONG Bai-qing. Effects of microstructure on damage tolerance properties of TAl5 ELI titanium alloy[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(7): 1119-1123.
[9] POLLAK R D, PALAZOTTO A N. A comparison of maximum likelihood models for fatigue strength characterization in materials exhibiting a fatigue limit[J]. Probabilistic Engineering Mechanics, 2009, 24(2): 236-241.
[10] HURLEY P J, EVANS W J. A methodology for predicting fatigue crack propagation rates in titanium based on damage accumulation[J]. Scripta Materialia, 2007, 56: 681-684.
[11] JONES R, MOLENT L, KRISHNAPILLAI K. An equivalent block method for computing fatigue crack growth[J]. International Journal of Fatigue, 2008, 30: 1529-1542.
[12] ОвізЦЬ, АоРЛОЮ, »Ж Рс, ВнјГГс, ІЬҙәПю. TAl5оСәПҪрЖЈАНБСОЖА©Х№УлПФОўЧйЦҜөД№ШПө[J]. ПЎУРҪрКфІДБПУл№ӨіМ, 2007, 36(12): 2128-2131.
[13] WU Chong-zhou, LI Xing-wu, HUANG Xu, MA Ji-min, CAO Chun-xiao. Relationship of fatigue crack propagation and microstructure for TAl5 alloy[J]. Rare Metal Materials and Engineering, 2007, 36(12): 2128-2131.
[14] БхІэҝь, БхРВБй. TA15оСәПҪрәё·мј°ИИУ°ПмЗшЖЈАНБСОЖА©Х№РРОӘ[J].К§Р§·ЦОцУлФӨ·А, 2007, 2(1): 10-13.
[15] LIU Chang-kun, LIU Xin-ling. Fatigue crack propagation behavior in FZ and HAZ of TA15 titanium alloy welds[J]. Failure Analysis and Prevention, 2007, 2(1):10-13.
[16] OH J K, KIM N J, LEE S H. Correlation of fatigue properties and microstructure in investment cast Ti-6Al-4V welds[J]. Materials Science and Engineering A, 2003, 340(1/2): 232-242.
[17] НхАы·ў, БхҪЁЦР, әъұҫИу. TA15оСәПҪрөзЧУКшәёәёҪУҪУН·БҰС§РФДЬ[J]. әёҪУС§ұЁ, 2007, 28(1): 97-100.
[18] WANG Li-fa, LIU Jian-zhong, HU Ben-run. The mechanics properties of TA15 electron beam welded joint[J]. Transactions of the China Welding Institution, 2007, 28(1): 97-100.
[19] SINHA V, SOBOYEJO W O. An investigation of the effects of colony microstructure on fatigue crack growth in Ti-6Al-4V[J]. Materials Science and Engineering A, 2001, 319/321: 607-612.
[20] SCHROEDER G, ALBRECHT J, LUETJERING G. Fatigue crack propagation in titanium alloys with lamellar and bi-lamellar microstructures[J]. Materials Science and Engineering A , 2001, 319/321: 602-606.
[21] FILIP R, KUBIAK K, ZIAJA W. The effect of microstructure on the mechanical properties of two-phase titanium alloys[J]. Materials Processing Technology, 2003, 133(1/2): 84-89.
[22] NIENDORF T, CANADINC D, MAIER H J. The role of grain size and distribution on the cyclic stability of titanium[J]. Scripta Materialia, 2009, 60: 344-347.
(ұајӯ Бъ»іЦР)
»щҪрПоДҝЈәІДБПіЙРОУлДЈҫЯјјКх№ъјТЦШөгКөСйКТЧКЦъҝОМв(09-10)
КХёеИХЖЪЈә2009-12-22Ј»РЮ¶©ИХЖЪЈә2010-04-16
НЁРЕЧчХЯЈәәъКчұшЈ¬ҪМКЪЈ¬І©КҝЈ»өз»°Јә027-87540057Ј»E-mailЈәhushubing@163.com

