
Phase transformation behavior in Al-Zn-Cu alloys by hammering
CHEN Hui(陈辉), ZHENG Xi-jian(郑夕健), LUO Ji-man(罗继曼), HAN Ze-guang(韩泽光)
School of Traffic and Mechanical Engineering, Shenyang Jianzhu University, Shenyang 110168, China
Received 15 July 2007; accepted 10 September 2007
Abstract: The 5Cu40Zn55Al and 15Cu20Zn65Al alloys were prepared in the Al-Zn-Cu system. There exist the metastable phases ε and θ in the two alloys after homogenization treatment and furnace cooling, respectively. It is shown that the particles are refined from 3 mm to less than 10 μm after hammering the two alloys but there are still metastable phases. This means that the phase constituents of the two alloys have no changes by the deformation, which is different from that by balling. The phase constituents are not changed at room temperature by hammering, which is dependent on the deformation mechanism of hammering.
Key words: Al-Zn-Cu ternary system; metastable phase; ε phase; θ phase
1 Introduction
As one of the most important systems in practical Al alloys, the phase diagram at room temperature in the Al-Zn-Cu system provides special reference for the natural or artificial aging of Al-based alloys[1-4]. However, it is very difficult to obtain the equilibrium phases at room temperature in this system. It has been testified that the T ′ phase is stable at room temperature in a single phase T ′ alloy prepared by HAO et al[5] and 49Al49Zn2Cu alloy deformed plastically, then reheated, and finally cooled slowly[6]. Subsequently, when the phase diagram at low Cu side was investigated by step annealing for 1 100 h of total time, it was shown that the  phase is stable at room temperature. It can be concluded from Ref.[7] that not only the outer shape of materials can be altered by deformation, but also the structure can be done. As a result, the properties of materials also changed. It has been shown from the recent results that the metastable phases can also be eliminated by ball milling in the Al-Zn-Cu alloys[8]. Stress induced phase transformation has been one of the most important subjects in order to acknowledge itself features of structural change during the deformation processing[9-19]. In the present study, the 5Cu40Zn55Al and 5Cu15Zn80Al alloys containing the metastable phases were investigated by hammering in order to obtain the evolution of phase constituents after the simple and convenient deformation in the lab, which was very important for alloy design and microstructure control of 7××× Al-based alloys.
phase is stable at room temperature. It can be concluded from Ref.[7] that not only the outer shape of materials can be altered by deformation, but also the structure can be done. As a result, the properties of materials also changed. It has been shown from the recent results that the metastable phases can also be eliminated by ball milling in the Al-Zn-Cu alloys[8]. Stress induced phase transformation has been one of the most important subjects in order to acknowledge itself features of structural change during the deformation processing[9-19]. In the present study, the 5Cu40Zn55Al and 5Cu15Zn80Al alloys containing the metastable phases were investigated by hammering in order to obtain the evolution of phase constituents after the simple and convenient deformation in the lab, which was very important for alloy design and microstructure control of 7××× Al-based alloys.
2 Experimental
The 5Cu40Zn55Al and 15Cu20Zn65Al alloys were prepared with high purity Al(99.999%), Zn(99.999%) and Cu(99.999%), whose sites are located in Fig.1. The equilibrium phase constituents are composed of three phases:  α and β phases in the two alloys with equilibrium treatment[7]. The homogenization treatment was carried out for the two alloy at 380 ℃ for 100 h and then they were furnace cooled to room temperature. The ingots of the two alloys were cut into the particles less than 3 mm. The diameter of the hammer head is 5 mm, and the total mass of the hammer is 1.5 kg. The hammering force is 60-100 N and the hammering frequency is 60-100 min-1. The structural analysis was carried out on the D/Max-Ya X-ray diffraction instrument. The microstructure observation was carried out on Philips XL-30FEG scanning electron microscope (SEM).
α and β phases in the two alloys with equilibrium treatment[7]. The homogenization treatment was carried out for the two alloy at 380 ℃ for 100 h and then they were furnace cooled to room temperature. The ingots of the two alloys were cut into the particles less than 3 mm. The diameter of the hammer head is 5 mm, and the total mass of the hammer is 1.5 kg. The hammering force is 60-100 N and the hammering frequency is 60-100 min-1. The structural analysis was carried out on the D/Max-Ya X-ray diffraction instrument. The microstructure observation was carried out on Philips XL-30FEG scanning electron microscope (SEM).
3 Results and discussion
3.1 Microstructure
The microstructures of the as-cast alloys are shown in Fig.2. It can be seen that the alloy compositions are uniform from the homogeneous microstructure. There are metastable phases, i.e. CuZn4(ε) and Al2Cu(θ) in the 5Cu40Zn55Al and 15Cu20Zn65Al alloys by X-ray diffraction analysis, respectively. Fig.3 shows the powder pictures of 5Cu40Zn55Al and 15Cu20Zn65Al alloy by hammering. It can be found that the powders obtained by hammering are finer than that by ball milling [8] in the two alloys, whose size is around 10 μm. This means that the particle of the alloys can be rapidly refined by hammering.
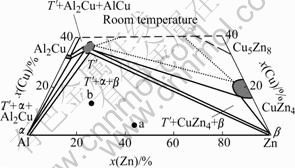
Fig.1 Positions of alloys for hammering by hand in Al-Zn-Cu system at 20 ℃: (a) 5Cu40Zn55Al; (b) 15Cu20Zn65Al

Fig.2 Microstructures of as-cast alloys: (a) 5Cu40Zn55Al alloy; (b) 15Cu20Zn65Al alloy
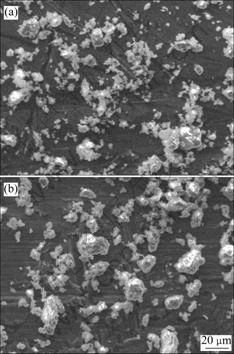
Fig.3 Powder pictures after hammering: (a) 5Cu40Zn55Al after hammering for 15 h; (b) 15Cu20Zn65Al after hammering for 20 h
3.2 Structural changes
Fig.4 shows the X-ray diffraction spectra of the 5Cu40Zn55Al alloy hammered for different times. It can be seen that there are not any changes of X-ray diffraction peaks for the metastable phase CuZn4 during the different stages of composition homogenization and hammering. And the peaks of another phase do not clearly change. It is difficult to further refine and deform the alloy after hammering for 15 h. The hammering energy was absorbed by hammering bowl so the powder could be refined further. This means that the phase constituents of the 5Cu40Zn55Al alloy have no changes by the hammering, i.e. the metastable phase cannot be transformed into the equilibrium phase at room temperature.
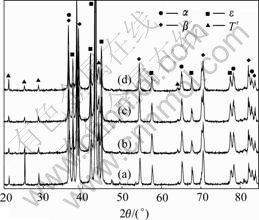
Fig.4 X-ray diffraction spectra of 5Cu40Zn55Al alloy hammered for different times: (a) Original; (b) 4 h; (c) 9 h; (d) 15 h
Fig.5 shows the X-ray diffraction spectra of the 15Cu20Zn65Al alloy hammered for different times. It can be seen that it is difficult to further refine and deform the alloy after hammering for 20 h. X-ray diffraction peaks for the metastable phase Al2Cu have no changes during hammering for different times. And the peaks of another phase do not clearly change. This means that the phase constituents of the 15Cu20Zn65Al alloy have no changes by hammering, i.e. the metastable phase cannot be transformed into the equilibrium phase at room temperature.
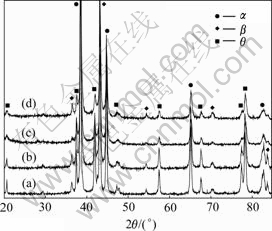
Fig.5 X-ray diffraction spectra of 15Cu20Zn65Al alloy hammered for different times: (a) 2 h; (b) 7 h; (c) 12 h; (d) 20 h
3.3 Comparison between ball milling and hammering
Compared with the ball milling[8], the external force on the alloy powders was larger by hammering. Therefore, it was thought that much more deformation and defects were accumulated by hammering, which provides the more paths for the atomic diffusion. As a result, the metastable phase can be easily transformed into the equilibrium phase. However, it was not the case from the analysis of the experimental results by hammering.
The equilibrium phase constituents could not be obtained at room temperature by hammering. This is mainly because the hitting force is larger and the energy obtained by alloy particles mainly makes the alloy brittlely fracture. Then, the plastic deformation energy cannot be accumulated in the inner structure, which cannot provide the driving force for the transformation of the metastable phases. On the other hand, the more defects could not be accumulated, such as vacancy, sub-grain boundary, dislocation, which cannot provide the rapid diffusion paths for the transition of metastable phases. And the combined results made the metastable phase not transform into the equilibrium phases, i.e. the equilibrium phase at room temperature cannot be obtained.
The small balls and particles, the particles and ball pot wall were hit again and again during the ball milling. Although the force of the particles was small, the frequency was high. Therefore, much more deformation was obtained in the inner alloys after repeating this for long time. The deformation energy increases in the inner alloys, which can provide the adequate driving force for the transformation of metastable phases. On the other hand, much more defects were accumulated by the deformation in the inner alloys, which can provide the adequate diffusion paths for the transition of metastable phases. Then the combined results made the metastable phase transform into equilibrium phases, i.e. the equilibrium phase at room temperature can be obtained[8].
4 Conclusions
1) There exist metastable phases ε and θ in the 5Cu40Zn55Al and 15Cu20Zn65Al alloys after homogenization treatment and furnace cooling, respectively.
2) It is shown from hammering the two alloys that the particles are clearly refined but there are still metastable phases. This means that the phase constituents are not changed at room temperature by hammering, which is dependent on the deformation mechanism of hammering. That is to say, the energy obtained by the alloy particles is mainly used to brittle fracture, and the adequate deformation energy cannot be accumulated in the inner structure, which cannot provide the driving force for the transformation of the metastable phases.
References
[1] PRASAD B K, PATWARDHAN A K, YEGNESWARAN A H. Influence of Al content on properties of Zn-based alloys [J]. Z Metallkde, 1997, 88(4): 333-338.
[2] LUMLEY R N, SCHAFFER G B. Precipitation induced densification in a sintered Al-Zn-Mg-Cu alloy [J]. Scripta Materialia, 2006, 55(3): 207-210.
[3] DU Z W, ZHOU T T LIU P Y, et al. Small angle X-ray scattering study of precipitation kinetics in Al-Zn-Mg-Cu alloys [J]. Journal of Materials Science and Technology, 2005, 21(4): 479-483.
[4] EL-SHENNAWY M, OMAR A A, MASOUD M I. Effect of Cu and Mg contents on similar and dissimilar welding of 7XXX series aluminum alloys [J]. AEJ-Alexandria Engineering Journal, 2005, 44(5): 715-729.
[5] HAO Shi-ming, HAO Xin-jiang, LI Yan-xia, REN Yu-ping, LI Hong-xiao, ZHAO Gang. The compound T ′ and the equilibrium phase relationship in low Cu side of Al-Zn-Cu system [J]. Acta Metallurgica Sinica, 2002, 38(7): 694-698. (in Chinese)
[6] REN Y P, DING H, HAO S M. Abnormal refining of stepped-annealing microstructure in an Al alloy containing low copper and high zinc [J]. Journal of Materials Science Letters, 2003, 22: 433-436.
[7] CHEN H, XIN X, DONG D Y, REN Y P, HAO S M. Study on the stability of T ′ phase in the Al-Zn-Cu ternary system [J]. Acta Metallurgica Sinica (English Letters), 2004, 17: 269-272.
[8] CHEN H, LUO J M, HAN Z G. Study on milling induced structural transformation in Al-Zn-Cu alloys [J]. Journal of Shenyang Jianzhu University (Natural Science), 2007(4): 672-675.
[9] VILLARS P, PRINCE A, OKAMOTO H. Handbook of ternary alloy phase diagrams, ASM international [M]. USA: The Materials Society, 1997.
[10] SURYANARAYANA C, FROES F H. Structural evolution of mechanically alloyed Ti-Al alloys mater [J]. Materials Science & Engineering A, 1992, 158: 93-99.
[11] ZHU Y H. Milling induced microstructural change in furnace cooled eutectoid Zn-Al alloy [J]. Journal of Materials Processing Technology, 1997, 63: 624-629.
[12] ZHU Y H, OROZCO E, TORRES J. Tensile creep deformation and microstructural change in cast Zn-Al alloy [J]. Materials Transactions, JIM, 1997, 38: 521-523.
[13] DURMAN M, MURPHY S. Precipitation of metastable ε-phase in a hypereutectic zinc-aluminium alloy containing copper [J]. Acta Metall Mater, 1991, 39: 2235-2240.
[14] TERZIEV L, RACHEV P, LECOMTE-BECKERS J, WALMAG L. Electron microscopical investigations of hexagonal phase precipitation in Zn-12wt%Al-1wt%Cu and Zn-27wt%Al-2wt%Cu alloys [J]. Acta Metall Mater, 1991, 39: 2177-2183.
[15] ZHU Y H, TORRES-VILLASE?OR G, PI?A C. Complex microstructural changes in as-cast eutectoid Zn-Al alloy [J]. J Mater Sci, 1994, 29: 1549-1555.
[16] ZHU Y H. Structural evolution in mechanically milled eutectoid Zn-Al based alloy [J]. Z Metallkde, 1997, 88: 934-940.
[17] CHEN D, CHEN J H, YAN H G, et al. Synthesis of binary and ternary intermetallic powders via a novel reaction ball milling technique [J]. Materials Science and Engineering A, 2007, 444(1/2): 1-5.
[18] CHEN F Y, JIE W Q. Experimental investigation and modeling of solute partition coefficients during directional solidification process of Al-1.5Cu-3Zn alloy [J]. Heat Treatment of Metals, 2005, 30(3): 20-22.
[19] CHEN, F Y, JIE W Q. Interface morphology and solute partition during directional solidification process of Al-1.5Cu-3Zn alloy [J]. Materials Science Forum, 2005, 475/479: 2643-2646.
Foundation item: Project(50171019) supported by the National Natural Science Foundation of China; Project(1063293) supported by Shenyang Science and Technology Foundation, China
Corresponding author: CHEN Hui; Tel: +86-24-24692185; E-mail: chenhui@sjzu.edn.cn
(Edited by PENG Chao-qun)

