文章编号:1004-0609(2009)10-1733-08
喷丸强化对ZK60镁合金高周疲劳性能的影响
刘文才1, 2,董 杰1,张 平3,翟春泉1,丁文江1, 2
(1. 上海交通大学 材料科学与工程学院 轻合金精密成型国家工程研究中心,上海200240;
2. 上海交通大学 材料科学与工程学院 金属基复合材料国家研究中心,上海200240;
3. Lehrstuhl Metallkunde und Werkstofftechnik, BTU-Cottbus, Postfach 101344, D-03013 Cottbus, Germany)
摘 要:研究高强度变形镁合金ZK60经喷丸处理后的表面变形层微观组织结构的变化及其对高周疲劳性能的影响。结果表明:ZK60镁合金的最佳喷丸强度(N试片)为0.05 mm,经喷丸强化后,ZK60镁合金表面变形层的微观组织和织构发生变化,疲劳强度由140 MPa提高到180 MPa,提高约29%,疲劳寿命得到显著提高;ZK60镁合金也表现出明显的过喷效应。
关键字:ZK60镁合金;喷丸;疲劳性能
中图分类号:TG 113.25+5; TG 178 文献标识码:A
Influence of shot peening on high cycle fatigue properties of
ZK60 magnesium alloy
LIU Wen-cai1, 2, DONG Jie1, ZHANG Ping3, ZHAI Chun-quan1, DING Wen-jiang1, 2
(1. National Engineering Research Center of Light Alloy Net Forming, School of Materials Science and Engineering,
Shanghai Jiao Tong University, Shanghai 200240, China;
2. Key State Laboratory of Metal Matrix Composite, School of Materials Science and Engineering,
Shanghai Jiao Tong University, Shanghai 200240, China;
3. Lehrstuhl Metallkunde und Werkstofftechnik, BTU-Cottbus, Postfach 101344, D-03013 Cottbus, Germany)
Abstract: The influence of shot peening on the microstructure of surface layer and high cycle fatigue properties of high-strength wrought ZK60 magnesium alloy was studied. The results show that shot peening effectively improve the fatigue properties. Both the surface microstructure and texture of ZK60 magnesium alloy change greatly after shot peening. The fatigue limit increases from 140 to 180 MPa after shot peening with the optimum Almen intensity of 0.05 mm, the improvement of 29% in fatigue limit is achieved, and the fatigue life is significantly increased. In addition, the magnesium alloy ZK60 shows an obvious overpeening effect.
Key words: ZK60 magnesium alloy; shot peening; fatigue properties
近年来,镁合金在工业领域的应用呈现出良好的发展前景。在现有用量较大的工程金属中,镁合金密度最小,为1.8 g/cm3,并且具有高比强度和比刚度,较好的导热和导电性能,良好的阻尼减震和电磁屏蔽性能,易于加工成型,且资源丰富、废料容易回收,已经成为现代汽车、航空航天、电子、通信、计算机、家电、医疗、轻工等行业的首选材料[1]。
在汽车上采用镁合金制造零部件可以减轻质量,从而降低能耗、减少尾气排放。因此,大量采用镁合金制造汽车零部件将是未来汽车制造业发展的重要方向[2]。但这些汽车零部件在服役过程中承受交变载荷和腐蚀环境的共同作用,其失效通常由疲劳破坏而引起,故镁合金的疲劳性能特别是高周疲劳性能越来越受到材料学者和工程设计人员的重视。
关于镁合金高周疲劳行为的研究已有相关报道,但是主要侧重于对铸态镁合金的研究[3-4],WANG等[5]研究认为,铸态镁合金中存在的缺陷,如铸造孔洞、氧化膜和非金属夹杂物,显著降低了合金的疲劳极限或疲劳强度。相反,变形态镁合金基本上没有上述缺陷,且具有优良的力学性能,将其作为工程用件的安全可靠性要远高于铸态镁合金。但是,现有的研究也表明[6-7],即使是变形镁合金的疲劳性能也较低,因此,如何提高镁合金特别是变形镁合金的疲劳性能也是镁合金推广应用过程中需要考虑的一个重要方面。
众所周知,镁合金的疲劳断裂往往从表面、表面层或表面下层开始,尤其是在应力集中部位开始[8],因此,通过表面强化提高镁合金表面的强度和硬度是提高疲劳性能的有效方法之一。工程上已有了多种表面强化工艺,如表面冷作变形、表面化学热处理、表面离子注入如表面激光处理等[9],其中应用最广泛的是表面喷丸强化,它具有设备简单、操作方便、节能省时、成本低廉和效果显著适应面广等优点。因此,本文作者研究了高强度变形镁合金ZK60表面喷丸强化优化工艺、喷丸处理后的表面变形层微观组织结构的变化及其对高周疲劳性能的影响。
1 实验
试验中采用挤压态ZK60镁合金,化学成分(质量分数,%)为Mg-5.54Zn-0.56Zr。首先,采用半连续铸造方法浇注尺寸为d100 mm×350 mm的圆棒,并在400 ℃下进行14 h的均匀化处理,然后于390 ℃热挤压成d 26.8 mm的挤压棒,挤压比为14。
拉伸试验在Zwick/Roell Z020万能材料实验机上进行,所用平板状试样的标距长度、宽度和厚度分别为15、3.6和2 mm,应变速率为5×10-4 s-1,结果如表1所列。疲劳性能采用漏斗型疲劳试样测试,在机械加工之后要对所有的疲劳试样进行抛光以消除加工缺陷对试验结果的影响。
表1 ZK60镁合金的室温力学性能
Table 1 Tensile properties of ZK60 magnesium alloy
 is average value, S is standard deviation.
is average value, S is standard deviation.
喷丸试验所用弹丸为玻璃丸。玻璃丸直径250~400 μm,硬度5.5,密度2.4~2.6 g/cm3,其成分如下(质量分数):73%SiO2, 8%CaO, 4%MgO, 13%Na2O, 2%Al2O3。在喷丸试验中,喷嘴与疲劳试样之间的距离为100 mm,为了获得最佳喷丸工艺,选用喷丸强度范围0.02~0.40 mm?N进行喷丸工艺优化。疲劳试验在旋转弯曲疲劳试验机上进行,应力比R=-1,试验频率为100 Hz。金相观察采用Leica MEF-4M型显微镜。合金相、宏观织构以及残余应力的测试均采用D/MAS-IIIA型X射线衍射仪,其中,残余应力随变形层深度的变化规律是采用逐层电解抛光的方法并在X射线衍射仪上测试的。喷丸形貌和疲劳断口采用JSM-5600LV型扫描电子显微镜观察。
2 结果与讨论
2.1 表面变形层微观组织和织构
图1所示为ZK60镁合金喷丸前后的XRD谱。由图1可知,两者都主要有α-Mg和MgZn2两种衍射峰。其中,ZK60喷丸后的X衍射峰相对喷丸前明显弱化且宽化,这主要是由喷丸过程中塑性变形所引起的晶格畸变和位错造成的。

图1 ZK60镁合金喷丸前后的XRD谱
Fig.1 XRD patterns of ZK60 magnesium alloy before and after shot peening: (a) Unpeened ZK60; (b) Peened ZK60
图2所示为ZK60镁合金喷丸前后的微观组织,两者均为平行于挤压方向的截面。图3所示为变化规律。由图2可以发现,ZK60喷丸前的微观组织有明显的挤压流带,晶粒分布不均匀但较圆整;而经喷丸处理后,其带状微观组织(见图2(b))相对于喷丸前发生了扭曲变形,晶粒明显细化,这也可从图3中观察到相似的结果。从图3可以看出,ZK60镁合金表面变形层的厚度随喷丸强度的增大而显著增大,且变形层的晶粒明显细化。

图2 ZK60镁合金喷丸前后的微观组织
Fig.2 Microstructures of ZK60 magnesium alloy before (a) and after (b) shot peening

图3 ZK60镁合金的表面变形层随喷丸强度的变化规律
Fig.3 Section topographies of peened ZK60 at different Almen intensities: (a) 0.05 mm; (b) 0.10 mm; (c) 0.30 mm
图4所示为ZK60镁合金喷丸前后的{0001}和 极图。从图4(a)和(b)可知,ZK60镁合金喷丸前呈较强的<10
极图。从图4(a)和(b)可知,ZK60镁合金喷丸前呈较强的<10 0>丝织构,即{0001}基面和<100>晶向平行于挤压方向(ED),这是镁合金在挤压成棒材过程中形成的典型织构,已在大量研究中得到证 实[10-12]。图4(c)和(d)所示为ZK60镁合金喷丸处理后的{0001}和极图。由图4(c)和(d)可知,喷丸处理后晶体择优取向发生了很大转变,丝织构得到分解,且最大极密度下降,织构的漫散度增加。
0>丝织构,即{0001}基面和<100>晶向平行于挤压方向(ED),这是镁合金在挤压成棒材过程中形成的典型织构,已在大量研究中得到证 实[10-12]。图4(c)和(d)所示为ZK60镁合金喷丸处理后的{0001}和极图。由图4(c)和(d)可知,喷丸处理后晶体择优取向发生了很大转变,丝织构得到分解,且最大极密度下降,织构的漫散度增加。

图4 ZK60镁合金喷丸前后的{0001}和 极图
极图
Fig.4 {0001} and pole figures of ZK60 before and after shot peening: (a) Unpeened ZK60 {0001}; (b) Unpeened ZK60 ; (c) Peened ZK60 {0001}; (d) Peened ZK60
2.2 表面变形层性能
图5所示为ZK60镁合金经不同喷丸强度处理后的表面形貌。从图5可以看出,ZK60镁合金经喷丸处理后表面产生了明显的缺陷,且随着喷丸强度的增加,表面缺陷更大,甚至有微观裂纹产生(见图5(c)和(d))。ZK60镁合金喷丸后表面粗糙度随喷丸强度的变化曲线如图6所示,试样的表面粗糙度随喷丸强度的增大而增加,与图3中观察的结果一致。

图5 ZK60镁合金经不同喷丸强度处理后的表面形貌
Fig.5 Surface morphologies of peened ZK60 at different Almen intensities: (a) 0.05 mm; (b) 0.10 mm; (c) 0.30 mm; (d) 0.40 mm

图6 ZK60镁合金喷丸后表面粗糙度随喷丸强度的变化 曲线
Fig.6 Changing curves of surface roughness with Almen intensity for peened ZK60
图7所示为ZK60镁合金喷丸后的表面变形层显微硬度变化曲线。由图7可知,在同一深度,试样表面的显微硬度随喷丸强度的增大而增加。同时,在同一个喷丸强度下,试样表面的显微硬度随变形层深度的增大而减小。另外,ZK60镁合金经0.02~0.40 mm喷丸强度范围内处理后的变形层深度大约在40~150 μm,与图3观察中的塑性变形层结果是一致的。

图7 ZK60镁合金喷丸后的表面变形层显微硬度变化曲线
Fig.7 Changing curves of microhardness with depth for peened ZK60
ZK60镁合金喷丸后的残余应力随喷丸强度和变形层深度的变化规律如图8所示。从图8可以看出,喷丸处理可以在试样表面层产生残余压应力,在不同的喷丸强度下,变形层中的残余压应力随喷丸强度的增大而增加,位于试样表面下55~75 μm处的最大残余压应力约为55~105 MPa;而在同一个喷丸强度下,残余压应力随变形层深度的增大先急剧增加而后逐渐减小。
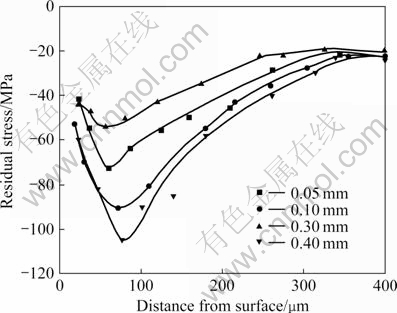
图8 ZK60镁合金喷丸后的表面变形层残余压应力变化曲线
Fig.8 Changing curves of residual stress with depth for peened ZK60
2.3 高周疲劳性能
图9所示为ZK60镁合金的喷丸工艺优化曲线,即疲劳寿命随喷丸强度的变化曲线。为了获得最佳喷丸工艺参数,试验中选择的应力分别为185和200 MPa。对比相同应力条件下未喷丸试样的疲劳寿命可知,喷丸处理可显著提高ZK60镁合金的疲劳寿命,且在低应力水平,疲劳寿命提高的幅度更大。另外,在同一个应力水平下,疲劳寿命随喷丸强度的增大先大幅度提高,而后又急剧降低,说明ZK60镁合金的疲劳寿命有很大的喷丸强度敏感性,即表现出明显的过喷效应,喷丸强度在0.02~0.10 mm范围内时,疲劳寿命的提高更加明显;同时,在两个应力水平下,喷丸强度为0.05 mm对应的疲劳寿命都为最大,即ZK60镁合金的最佳喷丸强度为0.05 mm。
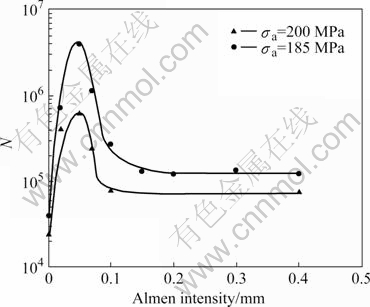
图9 ZK60镁合金的喷丸优化工艺曲线
Fig.9 Fatigue life vs Almen intensity of peened ZK60 at stress amplitudes of 185 and 200 MPa
图10所示为ZK60镁合金在最佳喷丸强度条件下的S―N曲线,与未喷丸试样的S―N曲线相比,在最佳喷丸强度条件下,各应力对应的疲劳寿命都明显提高,且在低应力水平疲劳寿命提高幅度更大,可大约提高两个数量级;而ZK60镁合金喷丸前后对应于疲劳寿命为107次的条件疲劳强度分别为140和180 MPa,即经最佳喷丸处理后ZK60镁合金的疲劳强度提高40 MPa,增幅达29%。
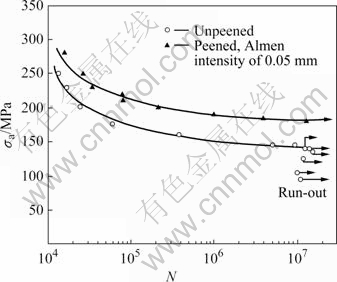
图10 ZK60镁合金喷丸前后的S―N曲线
Fig.10 S―N curves of ZK60 magnesium alloy after optimum shot peening
2.4 试样断口形貌
图11所示为经喷丸和未喷丸处理试样疲劳断裂断口形貌。由图11可以看出,未喷丸处理试样的疲劳裂纹源多位于试样表面(图11(a)和(b));而经低喷丸强度处理后的试样疲劳裂纹源位于次表面层(图11(c)和(d));随着喷丸强度的增大,表面缺陷增多,疲劳裂纹源呈多源化的趋势(见图11(e))。

图11 ZK60镁合金的疲劳断口形貌
Fig.11 Fatigue fractographs of ZK60 magnesium alloy: (a), (b) Unpeened ZK60; (c), (d) Peened ZK60, 0.05 mm; (e) Peened ZK60, 0.40 mm (arrows indicate crack nucleation sites): (a) Overview; (b) High magnification; (c) Overview; (d) High magnification; (e) Overview of fracture surface
图12所示为ZK60镁合金喷丸前后的靠近裂纹萌生位置的断口形貌。由图12可知,断口形貌其由许多薄片状的小解理平面组成,表明ZK60镁合金的疲劳断裂机理是解理断裂。

图12 ZK60镁合金喷丸前后近裂纹萌生位置的断口形貌
Fig.12 SEM images showing close-up near crack initiation region of ZK60 magnesium alloy: (a) Unpeened ZK60; (b) Peened ZK60, Almen intensity of 0.05 mm
已有的研究表明[13-14],喷丸强化原理是利用机械能使试样表面产生塑性变形,引起加工硬化,使试样表层获得很高的硬度,并引入较大的残余压应力,从而使裂纹扩展的动力即外加拉应力与残余压应力合成的最大“有效拉应力”降低,进而可提高疲劳裂纹萌生的临界应力水平(即疲劳极限)。另外,由于最大“有效拉应力”不在表面而在次表面层的残余拉应力区,疲劳裂纹源在最大“有效应力”处的次表面层萌生临界应力比在表面萌生时的大,因为表面晶粒内位错受约束小容易滑移和开动,而在次表面层位错受周围晶粒的约束较大,在滑移和开动时需要更大的临界应力,因此,喷丸后所产生的残余应力迫使疲劳裂纹萌生于次表层,改善了实验合金的抗疲劳裂纹萌生能力,即提高了疲劳强度,延长了疲劳寿命[14-16]。喷丸强化引入的表面层残余压应力对改善疲劳性能来说非常有利,属于强化因素;但喷丸强化时造成的表面粗糙度的增加却是不利的,是弱化因素。表面粗糙度的增加相当于增加了缺口的敏感度,加剧了材料局部的应力集中,这会大大降低材料的疲劳性能[17],因此,喷丸处理对ZK60镁合金疲劳性能的影响是表面粗糙度、表面层显微硬度和变形层残余压应力综合作用的结果。由于多数镁合金具有密排六方晶体结构,室温条件下滑移系较少,塑性变形能力较差。当喷丸强度较低时(0.02~0.10 mm),喷丸在试样表面引入的残余压应力和较高的硬度的有利影响高于表面粗糙度的不利影响,因此,ZK60镁合金的疲劳寿命得到显著提高;而当喷丸强度较高时,试样表面缺陷增多,进一步恶化了喷丸的强化效果,ZK60镁合金的疲劳寿命又会急剧降低,即表现出明显的过喷效应[18-20]。
3 结论
1) ZK60镁合金经喷丸处理后,其平行于挤压方向的表面的带状微观组织相对于喷丸前发生了扭曲变形,晶粒明显细化。同时,变形层的晶体择优取向发生了很大转变,丝织构得到分解,且最大极密度下降,织构的漫散度增加。
2) ZK60镁合金的疲劳寿命表现出很大的喷丸强度敏感性,并有明显的过喷效应,喷丸强度在0.02~0.10 mm范围内时,疲劳寿命可得到显著提高;在最佳喷丸强度0.05 mm条件下,ZK60镁合金的疲劳强度由喷丸前的140 MPa提高到180 MPa,提高约29%。
REFERENCES
[1] GRAY J E, LUAN B. Protective coatings on magnesium and its alloys―A critical review[J]. Journal of Alloys and Compounds, 2002, 336(1/2): 88-113.
[2] VIEHWEGER B, RICHTER G, DURING M, KARABET A, SVIRIDOV A, HARTMANN H, RICHTER U. Hydromechanisches tiefziehen und hochdruckblech-umformung als verfahren zur herstellung komplexer bauteile aus magnesium-feinblechen des typs AZ31B-0[J]. Material Wissenschaft und Werkstofftechnik, 2004, 35(7): 440-446.
[3] HORSTEMEYER M F, YANG N, GALL K, MCDOWELL D L, FAN J, MGULLETT P. High cycle fatigue of a die cast AZ91E-T4 magnesium alloy[J]. Acta Materialia, 2004, 52(5): 1327-1336.
[4] YANG Y, LIU Y B. High cycle fatigue characterization of two die-cast magnesium alloys[J]. Materials Characterization, 2008, 59(5): 567-570.
[5] WANG Q G, APELIAN D, GRIFFITH J R. Microstructural effects on the fatigue properties of aluminum castings[C]// Proc Materials Solutions 98, Rosemont, IL, USA, Materials Park, OH: ASM International, 1998: 217-222.
[6] ELIEZER A, GUTMAN E M, ABRAMOV E, UNIGOVSKI Y. Corrosion fatigue of die-cast and extruded magnesium alloys[J]. Journal of Light Metals, 2001, 1(3): 179-186.
[7] SHIH T S, LIU W S, CHEN Y J. Fatigue of as-extruded AZ61A magnesium alloy[J]. Mater Sci Eng A, 2002, 325(1/2): 152-162.
[8] 高洪涛, 吴国华, 丁文江. 镁合金疲劳性能的研究现状[J]. 铸造技术, 2003, 24(4): 266-268.
GAO Hong-tao, WU Guo-hua, DING Wen-jiang. Review on the fatigue behavior of magnesium alloys[J]. 2003, 24(4): 266-268.
[9] 朱荆璞. 金属表面强化技术[M]. 北京: 机械工业出版社, 1989.
ZHU Jing-pu. Surface modification technique of metal[M]. Beijing: China Machine Press, 1989.
[10] MUKAI T, YAMANOI M, WATANABE H, HIGASHI K. Effect of grain refinement on tensile ductility in ZK60 magnesium alloy under dynamic loading[J]. Materials Transactions, 2001, 42(7): 1177-1181.
[11] BARRET C, MASSALSKI T B. Structure of metals[M]. 3rd ed, Oxford: Pergamon Press, 1980: 626-631.
[12] KIM W J, HONG S I, KIM Y S. Texture development and its effect on mechanical properties of an AZ61 Mg alloy fabricated by equal channel angular pressing[J]. Acta Materialia, 2003, 51(11): 3293-3307.
[13] NOBRE J P, DIAS A M. KORNMEIER M. An empirical methodology to estimate a local yield stress in work-hardened surface layers[J]. Society for Experimental Mechanics, 2004, 44(1): 76-84.
[14] SRIDHAR B R, RAMACHANDRA K, PADMANABHAN K A. Effect of shot peening on the fatigue and fracture behaviour of two titanium alloys[J]. Journal of Materials Science, 1996, 31(22): 5953-5960.
[15] HILPERT M, WAGNER L. Response of light alloys to mechanical surface treatments: comparison of magnesium and aluminum alloys[C]// Magnesium alloys and their applications, KAINER K U, Weinheim: Wiley-VCH, 2000, 525: 463-468.
[16] HATAMLEH O. A comprehensive investigation on the effects of laser and shot peening on fatigue crack growth in friction stir welded AA 2195 joints[EB/OL]. International Journal of Fatigue, 2008, 31(5): 974-988
[17] 高玉魁, 殷源发, 李向斌, 刘天琦. 喷丸强化对0Cr13Ni8Mo2Al钢疲劳性能的影响[J]. 材料工程, 2001, 12: 46-48.
GAO Yu-kui, YIN Yuan-fa, LI Xiang-bin, LIU Tian-qi. Influence of shot peening on fatigue property for 0Cr13Ni8Mo2Al steel[J]. 2001, 12: 46-48.
[18] LARSSON M, MELANDER A, BLOM R, PRESTON S. Effects of shot peening on fatigue strength of spring steel SS2090[J]. Materials Science Technology 1991, 7: 998-1004.
[19] CHERNENKOFF R A, MOCARSKI S, YEAGER D A. Increased fatigue strength of powder forged connecting rods by optimized shot peening[J]. Powder Metallurgy 1995, 38(3): 196-200.
[20] WENDT J, HILPERT M, KIESE J, WAGNER L. Surface and environmental effects on the fatigue behavior of wrought and cast magnesium alloys[C]// HRYN J N. Proceeding of Magnesium Technology 2001, New Orleans, Warrendale, PAL: TMS, 2001: 281-285.
基金项目:国家重点基础研究发展计划资助项目(5133001A);上海市浦江人才计划资助项目(06PJ14062)
收稿日期:2008-10-28;修订日期:2009-01-14
通信作者:刘文才;电话:021-54742619;E-mail: liuwc@sjtu.edu.cn
(编辑 龙怀中)

