Trans. Nonferrous Met. Soc. China 20(2010) s883-s887

Rheological behavior of semi-solid Mg2Si/AM60
magnesium matrix composites at steady state
HU Yong(胡 勇)1, HE Bo-lin(何柏林)1, YAN Hong(闫 洪)2
1. Key Laboratory of Ministry of Education for Conveyance and Equipment,
East China Jiaotong University, Nanchang 330013, China;
2. Institute of Advanced Forming & Manufacturing and Die & Mold, Nanchang University,
Nanchang 330031, China
Received 13 May 2010; accepted 25 June 2010
Abstract:The microstructure and rheological behavior of semi-solid Mg2Si/AM60 magnesium matrix composite at steady state were investigated. The results show that the primary α-Mg phases are knapped by mechanical stirring and the Chinese script type reinforced Mg2Si phases exist in liquid phase and grain boundary. The analysis of apparent viscosity indicates that the apparent viscosity of semi-solid Mg2Si/AM60 magnesium matrix composite at steady state increases with increasing the volume fraction of Mg2Si and solid fraction of primary α-Mg, but decreases with increasing the shearing rate and shearing time, and the apparent viscosity keeps stable when shearing time reaches 300 s.
Key words: rheological behavior; Mg2Si; semi-solid; magnesium matrix composite; apparent viscosity
1 Introduction
Since the early 1970s, the rheology for the semi-solid metals has been investigated. The apparent viscosity is one of the most important parameters to measure the rheology and it will influence the casting quality[1]. Consequently, it is significant to research the rheology for the industrial production and numerical simulation of semi-solid alloys.
Many researchers have dedicated their efforts to this field and contributed some achievements. TURING and WANG[2] investigated the rheological behavior of Sn-15%Pb alloy. KATTAMIS and PICCONE[3] studied the rheology of semi-solid Al-4.5%Cu-1.5%Mg alloy. The relation between the apparent viscosity and technological parameter of aluminium alloys and magnesium alloys was researched[4-8]. However, the above researches are mainly concentrated on the based alloys. In recent years, researchers put more and more attention on composites because of their high properties. Semi-solid processing was also introduced into them. Some earlier researches on the rheological behavior of aluminium matrix composites have been operated by a few authors[9-12]. But the rheological behavior of magnesium matrix composite has less been reported yet. In this paper, the microstructure and rheological behavior of semi-solid Mg2Si/AM60 magnesium matrix composite at steady state were investigated.
2 Experimental
The experimental materials used were AM60 alloy and crystallizing Si. First, AM60 alloy was melted in electric resistance furnace protected by self-made covering agent and Ar to avoid oxidative combustion of Mg alloy. The crystallizing Si powders packed in aluminum foil were added into the melt with the bell-jar at 800 ?C for 15 min. The melt was stirred for 5-10 min in order to make an ample dissolution and homogeneous diffusion of Si. Then, the temperature of the melt was brought down to semi-solid temperature section. A radial flow mechanical impeller (Fig.1) fabricated with low carbon steel and coated with bentonite clay was then introduced into the melt and stirring was started. When scheduled time, temperature and stirring speed were reached, the values of the apparent viscosity at steady state were tested.
Experiments were conducted at four different volume fractions of Mg2Si, 0, 1.25%, 3.75% and 5.00%, at four different shearing times, 30, 120, 300 and 480 s, at five different shearing temperatures, 590, 595, 600, 605 and 610 ℃, i.e. at five solid fractions, 0.19, 0.32, 0.41, 0.50 and 0.58, at five different impeller speeds, 300, 400, 500, 600 and 700 r/min, i.e. at five different shearing rates, 68.08, 90.77, 113.46, 136.15 and 158.84 s-1. The average shearing rate was calculated using the following expression[13]:
γav =2ωK/(1-K2) (1)
where γav is the average shearing rate; ω is the angular velocity; and K is kept a constant of 0.64.
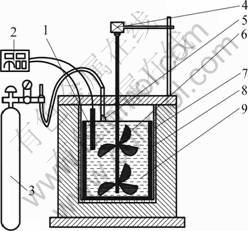
Fig.1 Scheme of mechanical stirring device: 1 Thermocouple; 2 Temperature controller and meter; 3 Ar pot; 4 Timing motor; 5 Ar; 6 Stirring laminae; 7 Heating resistance; 8 Crucible; 9 Semi-solid alloy
3 Results and discussion 3.1 Microstructures
The XRD pattern (Fig.2) of semi-solid composites shows that the main phases are α-Mg phase, β-Mg17Al12 phase and Mg2Si phase, indicating that Mg2Si is in-situ synthesized by addition of crystal Si to AM60 magnesium alloy. Semi-solid microstructure of composites is shown in Fig.3 (stirring temperature of 595 ℃, stirring speed of 500 r/min and stirring time of 5 min). It can be seen that the primary α-Mg phases are broken and there are Chinese script type particles in the microstructures. According to the XRD pattern, it can be indicated that the Chinese script type particles are Mg2Si.
In conventional casting processes, liquid metal is poured into a mould and solidifies as heat is extracted via the mould walls. The morphology of the growing solid-liquid interface is typically dendritic. However, strong convection exists in the melt due to strong stirring in the semi-solid processes. Consequently, the grains generated on the mould enter into the melt by convection and become crystallization nuclei, and there are new grains on the mould, which achieve nucleus multiplication and nucleation rate increases, resulting in the formation of fine grains. The grains continuing motion because of the effect of convection will promote the grains to grow without preferred direction and distribute homogeneously in the melt, which is favorable for obtaining the microstructures with fine, homogeneous spheroids. The primary dendrite arms are broken by exerting mechanical force and the fragment of the dendrites will become globule morphology due to the shearing and friction between the fragment of the dendrites and stirring rod and crucible. Although the primary dendrite arms are not broken, they will also be bent and welded to form globule morphology because of their good plasticity at high temperature. If the bent dendrite arms are not welded, the dendrite arms will be melted at their roots and form the globules because the smaller curvature radius of dendrite arms at their roots have lower melting temperature.
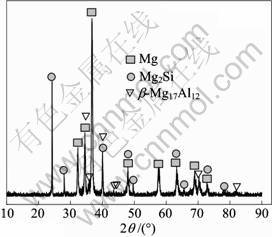
Fig.2 XRD pattern of composites
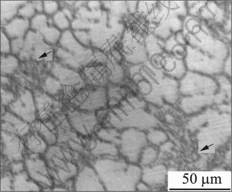
Fig.3 Semi-solid microstructure of composites
Meanwhile, the melting temperature of reinforced particles is much higher than that of the magnesium matrix, so the reinforced particles can become crystallization nuclei. And the reinforced particles distribute homogeneously in the melt, which will restrict the growth of the primary phases and obtain refined grains. The shearing and friction between the reinforced particles and the primary phase will form the globules.
3.2 Apparent viscosity 3.2.1 Effects of reinforced particles on apparent viscosity
Effects of the volume fraction of Mg2Si on the apparent viscosity (ηmmc) of semi-solid Mg2Si/AM60 magnesium matrix composites are shown in Fig.4. It can be seen from Fig.4 that the apparent viscosity of semi-solid Mg2Si/AM60 magnesium matrix composites increases with increasing the volume fraction of Mg2Si under the same conditions of the temperature and shearing rate.

Fig. 4 Relation ships between ηmmc and 
The apparent viscosity of the melt increases because the larger the volume fraction of Mg2Si is, the more the Mg2Si particles are, the smaller the space between the Mg2Si particles is, and the larger the friction between the Mg2Si particles is. Meanwhile, the frictions between the reinforced particles and between the melt and primary phase α-Mg increase with increasing the volume fraction of Mg2Si, which causes the increase of the apparent viscosity. And the total solid fraction of the molten with addition of reinforced particles, fsolid, is expressed by
 (2)
(2)
where  is the volume fraction of Mg2Si and fα-Mg is the solid fraction of primary phase α-Mg.
is the volume fraction of Mg2Si and fα-Mg is the solid fraction of primary phase α-Mg.
Eq.(2) shows that fsolid increases with increasing at the constant fα-Mg. Consequently, the apparent viscosity of the melt increases.
MOON[9] assumed that the reinforced particles can become crystallization nuclei and restrict the growth of the primary phases, which causes decrease of the apparent viscosity. However, there is no similar phenomenon in the present experiment. The reason is that the increment of the apparent viscosity caused by the friction of the melt due to the introduction of the reinforced particles is larger than the amplitude reduction of the apparent viscosity due to refined grains caused by the introduction of the reinforced particles. Consequently, the introduction of the reinforced particles induces increase of the apparent viscosity.
3.2.2 Effects of primary solid fraction on apparent viscosity
Table 1 shows the values of the apparent viscosity at steady state with different solid fractions of primary phase α-Mg and shearing rates. Fig.5 shows the effects of the solid fraction of primary phase α-Mg on the apparent viscosity of semi-solid composites. It can be seen from Table 1 and Fig.5 that the apparent viscosity of semi-solid composites increases with increasing the solid fraction of primary phase α-Mg. However, the increment that the apparent viscosity of semi-solid composites increases with increasing the solid fraction of primary phase α-Mg is influenced by shearing rate. The higher the shearing rate is, the higher the increment of the apparent viscosity is. For example, the value of the apparent viscosity is 1.3 Pa・s when fα-Mg=0.19, which is up to 12 Pa・s when fα-Mg=0.58 at shearing rate of 68.08 s-1, and the increment is 10.7 Pa・s. But the value of the apparent viscosity is 0.5 Pa・s when fα-Mg=0.19, which is up to 5.4 Pa・s when fα-Mg=0.58 at the shearing rate of 158.84 s-1, and the increment is only 4.9 Pa・s.
Table1 Relationship among ηmmc and fα-Mg and γ
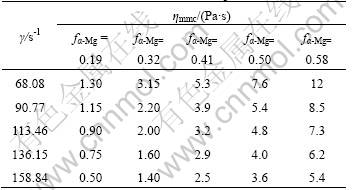

Fig.5 Relationship between apparent viscosity (ηmmc) and solid fraction (fα-Mg)
The resistance induced by the primary phase α-Mg is very low with less solid fraction of primary phase α-Mg. With increasing the volume fraction of the primary phase α-Mg, the friction between the primary phase α-Mg and reinforced particles is more and more, which causes increase of the apparent viscosity. The morphology of the primary phase α-Mg also has great effect on the apparent viscosity. The rounder and finer the primary phase α-Mg is, the lower the resistance is, and the lower the increment of the apparent viscosity is.
Compared with the other researchers’ results, the apparent viscosity is higher under the same conditions of the solid fraction of primary phase α-Mg and shearing rate in this work. The reason is that the total solid fraction of the melt increases with increasing reinforced particles, which causes increase of the friction of the melt.
3.2.3 Effects of shearing rate on apparent viscosity
Fig.6 shows the effects of shearing rate on the apparent viscosity of semi-solid composites. The apparent viscosity of semi-solid composites decreases with increasing the shearing rate, and presents shear thinning behavior. The reduction amplitude that the apparent viscosity decreases with increasing the shearing rate is influenced by the solid fraction of the primary α-Mg. The higher the solid fraction of the primary α-Mg is, the higher the reduction amplitude of the apparent viscosity is. For example, the value of the apparent viscosity is 1.3 Pa・s when shearing rate is 68.08 s-1, which is down to 0.5 Pa・s when shearing rate is 158.84 s-1 under the condition of fα-Mg=0.19, and the reduction amplitude is 0.8 Pa・s. The value of the apparent viscosity is 5.3 Pa・s when shearing rate is 68.08 s-1, which is down to 2.5 Pa・s when shearing rate is 158.84 s-1 under the condition of fα-Mg=0.41, and the reduction amplitude is 1.8 Pa・s. The value of the apparent viscosity is 12 Pa・s when shearing rate is 68.08 s-1, which is down to 5.4 Pa・s when shearing rate is 158.84 s-1 under the condition of fα-Mg=0.58, and the reduction amplitude is 6.6 Pa・s.
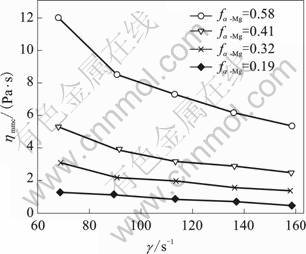
Fig.6 Relationships between apparent viscosity (ηmmc) and shearing rate
At steady state, the higher the shearing rate is, the stronger the friction between the primary phases and reinforced particles is, the rounder, finer and better distribution the primary phases is, and the lower the resistance of movement is, which induce decrease of the apparent viscosity. And it presents pseudoplastic fluid behavior. Meanwhile, it is more obvious that the apparent viscosity decreases with increasing shearing rate, which indicates that it is difficult to aggregate for the primary phases when the shearing rate is higher. Therefore, the reduction amplitude of the apparent viscosity is higher.
3.2.4 Effects of shearing time on apparent viscosity
Fig.7 shows the effects of shearing time on the apparent viscosity. It can be seen from Fig.7 that the apparent viscosity decreases sharply in the first shearing of 30 s, then the apparent viscosity decreases slightly from 30 s to 300 s. This indicates that the shorter the shearing time is, the larger the reduction amplitude of the apparent viscosity is. After shearing for 300 s, the value of the apparent viscosity almost remains the same.
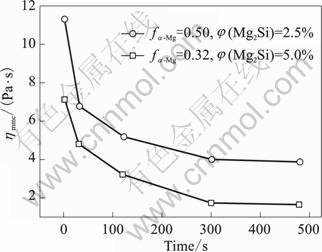
Fig.7 Relationship between apparent viscosity (ηmmc) and shearing time
The dendrites are broken quickly at the beginning and the apparent viscosity decreases the fastest. However, when the speed of breaking the grains keeps the same with that of particle agglomeration, the value of the apparent viscosity does not decrease with increasing shearing time and keeps stable.
4 Conclusions
1) The semi-solid Mg2Si/AM60 magnesium matrix composites can be obtained by mechanical stirring and the reinforced particles exist in liquid phase and grain boundary.
2) The apparent viscosity of semi-solid Mg2Si/ AM60 magnesium matrix composites increases with increasing the volume fraction of Mg2Si.
3) The apparent viscosity of semi-solid composites increases with increasing the solid fraction of primary phase α-Mg. The increment that the apparent viscosity of semi-solid composites increases with increasing the solid fraction of primary phase α-Mg is influenced by shearing rate. The higher the shearing rate is, the higher the increment of the apparent viscosity is.
4) The apparent viscosity of semi-solid composites decreases with increasing shearing rate, and presents shear thinning behavior. The amplitude reduction that the apparent viscosity decreases with increasing shearing rate is influenced by the solid fraction of the primary α-Mg. The higher the solid fraction of the primary α-Mg is, the higher the amplitude reduction of the apparent viscosity is.
5) The apparent viscosity of semi-solid composites decreases with increasing shearing time. After shearing for 300 s, the value of the apparent viscosity almost remains the same.
References
[1] KANG Yong-lin, MAO Wei-min, HU Zhuang-lin. Theory and technique of metal semi-solid process [M]. Beijing: Science Press, 2004. (in Chinese)
[2] TURNG L S, WANG K K. Rheological behavior and modeling of semi-solid Sn-15%Pb alloy [J]. J Mater Sci, 1991, 26: 2173-2183.
[3] KATTAMIS T Z, PICCONE T J. Rheology of semi-solid Al-4.5%Cu-1.5%Mg alloy [J]. Matter Sci Eng A, 1991, 131: 265-273.
[4] ZHANG Yan-ju, MAO Wei-min, ZHAO Zhen-duo, LIU Zheng. Rheological behavior of semi-solid A356 aluminum alloy at steady state [J]. Acta Metallurgica Sinica, 2006, 42(2): 163-166. (in Chinese)
[5] ZHOU Zhi-hua, MAO Wei-min, LIU Zheng. Rheological behavior of semi-solid AlSi6Mg2 aluminum alloy at steady state [J]. Acta Metallurgica Sinica, 2005, 41(7): 759-762. (in Chinese)
[6] MAO Wei-min, YAN Shi-jian, ZHEN Zi-sheng, ZHONG Xue-you. Thixotropic properties of semi-sold AZ91D magnesium alloy [J]. Acta Metallurgica Sinica, 2005, 41(2): 191-195. (in Chinese)
[7] ZHEN Zi-sheng, MAO Wei-min, YAN Shi-jian, CUI Cheng-lin, ZHAO Ai-min, ZHONG Xue-you. Microstructure and rheological behavior of semi-solid state AZ91D alloy in continuously cooling process [J]. Acta Metallurgica Sinica, 2003, 39(1): 71-74. (in Chinese)
[8] ZHOU Zhi-hua, MAO Wei-min, LIU Zheng, XU Jun, SHI Li-kai. Rheological behavior of semi-solid AlSi4Mg2 aluminum alloy at steady state [J]. Chinese Journal of Materials Research, 2006, 20(1): 5-8. (in Chinese)
[9] MOON H K, CORNIE J A, FLEMINGS M C. Rheological behavior of SiC particulate-(Al-6.5wt.%Si) composite slurries at temperatures above the liquidus and within the liquid + solid region of the matrix [J]. Mater Sci Eng A, 1991, 144(1/2 ): 253-265.
[10] WANG Hong-kun, HUANG Jie-wen, WU Qian. Semi-solid flow and deformation properties of SiCp/ZL102 composites [J]. The Chinese Journal of Nonferrous Metals, 2002, 12(4): 774-778. (in Chinese)
[11] WANG Jun, CHEN Feng, SUN Bao-de. Effect of particulate on the apparent viscosty of composite melt [J]. Acta Materiae Compositae Sinica, 2001, 18(1): 58-61. (in Chinese)
[12] ZHANG Xian-nian, ZHANG Heng-hua, SHAO Guang-jie, XU Lu-ping, DUAN Hai-li. Investigation on the semi-Solid rheological behavior of SiCp/A356 Composites [J]. Special Casting & Nonferrous Alloys, 2005, 25(Z1): 272-274.(in Chinese)
[13] SUKUMARAN K,PAI B C, CHAKRABORTY M. The effect of isothermal mechanical stirring on an Al-Si alloy in the semisolid condition [J]. Mater Sci and Eng A, 2004, 369: 275-283.
(Edited by YANG Hua)
Foundation item: Project(50765005) supported by the National Natural Science Foundation of China; Project supported by Key Laboratory of Ministry of Education for Conveyance and Equipment (East China Jiaotong University), China
Corresponding author: HU Yong; Tel: +86-791-7046136; E-mail: huyong2136@163.com

