文章编号:1004-0609(2012)04-1000-06
AZ91D镁合金等离子束重熔组织与性能
崔洪芝1,肖成柱2,孙金全1,杨红光1
(1. 山东科技大学 材料科学与工程学院,青岛 266950;
2. 日照钢铁控股集团有限公司,日照 276806)
摘 要:利用高能等离子束对AZ91D镁合金表面进行快速加热重熔处理,利用X射线衍射、扫描电镜、电子探针等对重熔层的物相、组织结构和成分进行分析,通过摩擦和拉伸试验研究重熔层的耐磨性和强度。结果表明:等离子束重熔层的晶粒得到高度细化,晶粒为细小的等轴晶粒,尺寸为1~2 μm;物相组成仍然为α-Mg+β-Mg17Al12,但α-Mg相减少,β-Mg17Al12增加,且β-Mg17Al12相的分布更加均匀弥散;重熔层深度与等离子束的电流大小有关,电流越大,熔凝层越深;重熔层的显微硬度(105~125 HV0.1)明显高于基体的显微硬度(60~70 HV0.1),拉伸断口细致,有塑性变形痕迹以及由细小均匀韧窝组成的纤维状的撕裂痕,也有明显的晶粒拔出痕迹,等离子重熔处理有利于提高AZ91D镁合金的表面耐磨性和强度。
关键词:镁合金;等离子束重熔;细晶强化;固溶强化
中图分类号:TG146.2 文献标志码:A
Microstructure and properties of
AZ91D magnesium alloy remelted by plasma beam
CUI Hong-zhi1, XIAO Cheng-zhu2, SUN Jin-quan1, YANG Hong-guang1
(1. School of Materials Science and Engineering, Shandong University of Science and Technology,
Qingdao 266950, China;
2. Rizhao Steel Holding Group Co., Ltd., Rizhao 276806, China)
Abstract: The plasma-remelting layer on the surface of AZ91D magnesium alloy was obtained by high energy density plasma beam treatment. The microstructure, composition, wear resistance and intensity of the plasma-remelting zone were characterized by X-ray diffractometer (XRD), scanning electron microscope (SEM), electron probe X-ray microanalyser (EPMA), friction tester and tension tester, respectively. The results show that the plasma-remelting layer is still composed of α-Mg and β-Mg17Al12 with fine texture. The crystalline grains are equiaxial with size of 1-2 μm. However, the content of α-Mg decreases while β-Mg17Al12 increases, whose distribution becomes more uniform. The depth of the plasma-remelting zone depends on the current intensity of the beam. The larger the current is, the deeper the depth is. Compared with 60-70 HV0.1 of the substrate, the microhardness of the remelting layer reaches up to 105-125 HV0.1. The tensile fracture is fine with plastic deformation trace. The tiny evenly fibroid tearing trace forms dimple and there are obvious grain uproot trace. The plasma remelting treatment is helpful to improve the wear resistance and intensity of the surface of AZ91D magnesium alloy.
Key words: magnesium alloy; plasma beam remelting; solid solution strengthening; dispersion strengthening
镁合金因其密度小,比强度和比刚度高,减震和降噪性能好,尺寸稳定等优点备受汽车工业与航空工业的青睐[1]。但镁合金的耐磨耐蚀性较差,从而限制了它的广泛应用。通过添加合金元素可以提高镁合金的耐磨耐蚀性,但会导致合金元素的偏析,或者生成脆性的金属间化合物相。因此,为了满足实际应用的需求,可以只改变镁合金表面的成分或组织,来提高耐磨耐蚀性。目前,镁合金的表面处理方法主要有激光处理[2-6]、微弧氧化[7-8]、金属镀层[9]、气相沉积[10]和有机涂层[11]等。其中,微弧氧化技术具有工艺简单、清洁无污染、膜层均匀质硬、综合性能高,是镁合金表面处理的研究热点之一。蒋百灵等[12]研究镁合金表面微弧氧化陶瓷层的显微缺陷、相组成及耐蚀性,发现短时间微弧氧化处理有利于制备以非晶相为主的致密无缺陷的耐蚀陶瓷层。微弧氧化膜具有类似铝氧化膜的结构,即由阻挡层和多孔层组成。目前,对微弧氧化机理认识不够成熟,强化膜厚度有限,故有待进一步深入研究。
镁合金表面熔凝处理是利用高能量束(激光、电子束、等离子)使一定厚度的表层瞬间熔化之后,依靠基体自身的冷却作用,使熔池急冷,从而使表面得到强化的处理方法。GUAN等[13]比较AZ91D镁合金激光重熔前后的组织形态,发现重熔区晶粒细化明显,且β相的含量增加。激光重熔层冷却快,造成镁合金表面晶粒细化,合金元素浓度增大,第二相增多,分布均匀,耐磨损和耐蚀性能显著提高[14]。然而,DUTTA等[15]对AZ91D和AM60B合金进行激光重熔处理发现,尽管重熔层的晶粒得到细化,但经过激光热处理的AZ9lD和AM60B的腐蚀性能并没有像KOUSOMICHALIS等[16]对激光处理AZ31的耐蚀性所阐述的显著提高,甚至在某些处理工艺参数下还会降低重熔层的耐蚀性。所以,对于重熔处理究竟能否提高重熔层的耐蚀性仍需要深入的研究。
与激光发生器相比,等离子束[17-18]是一种高能粒子束,能量密度与激光束接近,其发生装置简单,价格低廉,实用性强且对环境无特殊要求,在矿山机械的表面处理中得到了广泛的应用。本文作者利用等离子束在AZ91D镁合金表面进行重熔处理,分析处理后的微观组织与结构,研究硬度变化规律,对比其拉伸断口形貌及耐磨性,为提高镁合金表面性能提供理论和实验依据。
1 实验
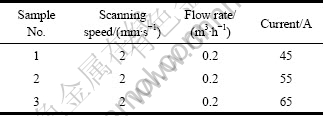
本研究所用的材料为AZ91D镁合金,化学成分为:8.68% Al,0.75% Zn,0.15% Mn,0.08% Si,0.01% Cu,0.002% Ni,0.005% Fe,余量为Mg。本研究所用的设备是山东科技大学自行研制的DGR-5型常压等离子处理设备。将AZ91D镁合金用线切割切成30 mm×30 mm×20 mm的板材,将表面进行打磨,除去表面的氧化层,并将其浸入丙酮中用超声波进行清洗以去除表面的油脂。然后固定在工作台上,用等离子束对其表面进行重熔处理,其工艺参数如表1所列。
AZ91D镁合金表面等离子束重熔处理后,采用JXA-8230型电子探针对试样的表面及横截面进行组织观察并进行元素分析(图像电流5×10-10 A,成分电流5×10-8 A,电压15 kV),采用KYKY2800B型扫描电镜对试样拉伸断口形貌进行观察(电压20 kV),采用FM-700型显微硬度计进行显微硬度测试(载荷1 N),采用D/Max 2500PC X射线衍射仪进行物相检测 (Cu Kα,λ=1.542 ?,扫描速率 0.02 (?)/s),采用M-2000型磨损试验机进行耐磨性测试,采用WDW3100电子万能试验机进行拉伸试验。
表1 等离子束重熔处理的工艺参数
Table 1 Parameters of plasma beam remelting process
2 实验结果
2.1 物相分析
图1所示为AZ91D镁合金基体试样表面和等离子束重熔试样表面的XRD谱。图2所示为依据最强峰的积分强度,进行半定量分析得到的结果[19]。从图1和2中可以看出,在等离子束重熔的过程中,AZ91D镁合金的相组成没有发生改变,皆由α-Mg相和少量的β-Mg17Al12相组成,所不同的是各相的含量发生了变化。由图2可以看出,不同电流下的重熔层中的Iβ/Iα均大于AZ91D镁合金基体的,所以重熔层中的β相的含量与AZ91D镁合金基体相比有所增加,且随电流的增大而不断增大。因为等离子束温度高,在等离子束重熔过程中,镁合金熔池中低熔点的Mg、Al会因烧损或蒸发而损失,但Mg的损失率大于Al,致使重熔层中Mg的相对含量降低,相当于在Mg-Al二元相图中,合金成分垂线向组元铝方向偏移,因而生成较多的β-Mg17Al12;随着等离子束电流的增大,等离子束的能量密度升高,这种现象就越明显,因此,β- Mg17Al12的相对含量随着等离子束电流的增加而增多。

图1 等离子束重熔处理AZ91D镁合金试样的XRD谱
Fig. 1 XRD patterns of AZ91D plasma-remelting layer
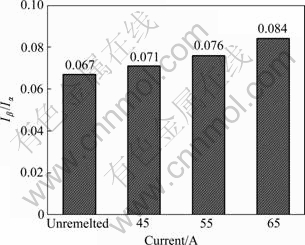
图2 等离子束重熔处理AZ91D镁合金试样的半定量分析 结果
Fig.2 Semi-quantitative analysis results of AZ91D plasma- remelting layer
2.2 显微组织与元素分布分析
图3所示为AZ91D镁合金等离子束重熔试样及基体试样表面的组织形貌。图3(a)为重熔区的显微组织,形态为细密的枝晶状;图3(b)为重熔层横截面的形貌,包括重熔区与基体,两者之间有不明显的过渡区。AZ91D镁合金基体晶粒粗大,形状不规则,而重熔层的晶粒显著细化。这主要是在等离子束重熔的过程中,等离子束对材料的作用时间很短,熔化和凝固都在极短的时间内完成,因而只对材料的表面加热,基体材料充当了一个无限大的热扩散体。在重熔的过程中,熔池内的温度梯度大,冷却速度高,散热的方向性强,所以促使其凝固过程由表面快速形核后,向基体呈显枝状定向生长,获得细密的枝晶状组织,随着等离子束扫描加热重熔面积的增大,镁合金基体的温度逐渐升高,重熔层的晶粒略有长大,但形态仍然呈细小的枝晶状。
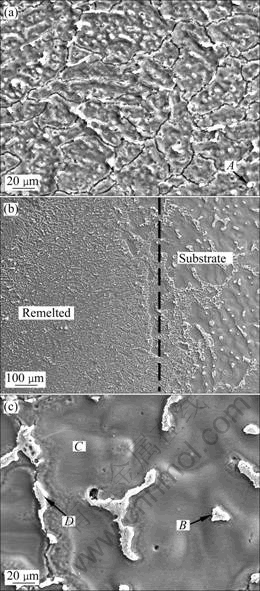
图3 重熔电流为55 A时AZ91D镁合金的SEM像
Fig. 3 SEM images of AZ91D magnesium alloy at remelting current of 55 A: (a) Remelting layer; (b) Cross-section; (c) Substrate
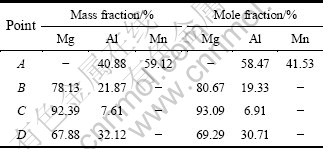
分别对图3(a)中的A点和图3(c)中B、C和D点进行全元素分析,如表2所列。结果表明,A点只含Al、Mn两种元素,结合其晶体学形态,推断其为AlMn相。AlMn相呈比较规则的几何形状,尺寸约为4~8 μm,且含量比较少。根据C点所含元素的种类、数量及其形态,推测C点为α-Mg相。B和D两点都含Mg、Al元素,根据比例可以推断,应该是β-Mg17Al12相。β-Mg17Al12相的存在形式主要有两种,一种呈骨骼状,体积较大,多分布在晶界上,如图3(c)中的D点所示;另一种呈颗粒状或条状,分布在晶内,如图3(c)中的B点所示。镁合金中的合金元素Al、Mn均以置换固溶体的形式存在。重熔过程中,由于冷却速度较快,发生了非平衡凝固,溶质元素的固溶度比平衡凝固时高,将形成过饱和度大的α-Mg固溶体。等离子束重熔处理后,β-Mg17Al12相因其分解、溶解,尺寸减小,分解出的大量Al元素形成α-Mg固溶体。
表2 图3中点的全元素分析
Table 2 Quantitative analysis of points shown in Fig. 3
2.3 显微硬度与耐磨性分析
图4所示为在不同电流下AZ91D镁合金表面等离子束重熔处理所得到的硬度与重熔层深度的关系曲线。图5所示为等离子束重熔层和基体AZ91D的磨损量曲线。从图4中可以看出,重熔层的显微硬度(105~125 HV0.1)明显高于基体的显微硬度(60~70 HV0.1)。随着电流的增大,等离子束的能量密度增大,镁合金重熔层的深度逐渐增加,当电流由45 A增大至65 A时,重熔深度由1.0 mm增加到 2.0 mm左右。随着距表面距离的增大,显微硬度值逐渐降低。受熔池内温度梯度和液固界面前沿溶质非平衡分配规律的影响,重熔层凝固组织的枝晶间距呈梯度分布特征,这样就决定重熔层硬度沿在横截面方向的分布特点。显微硬度值的提高使得不同电流下重熔层的耐磨性均明显增加,电流为65 A时,重熔层的耐磨性较基体AZ91D的提高了1倍。磨损量减少是由于表面处理层显微硬度的增加,而这正是因为等离子束处理过程中镁合金表面重熔导致晶粒细化以及高硬度的β相增加造成的。磨损量与硬度的关系可用经典Archard方程表示:
 (1)
(1)
式中:W为磨损量;L为载荷;S为磨损距离;H为硬度。
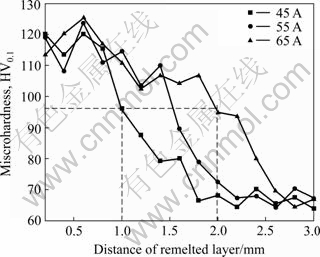
图4 不同电流下硬度与重熔层深度的关系
Fig.4 Relationship between distance of remelted layer and microhardness in different current
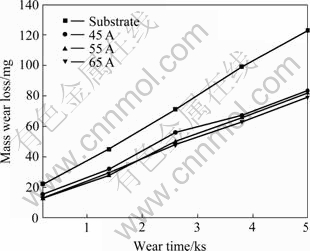
图5 AZ91D镁合金磨损失重与磨损时间的关系
Fig. 5 Relationship between mass wear loss and wear time of AZ91D magnesium alloy
2.4 拉伸断口分析
对于等离子束重熔处理和未处理的试样进行拉伸试验,观察断口形貌,如图6所示,可见重熔层和基体的断口形貌有着显著区别。等离子束重熔区断口细致,有塑性变形痕迹,晶粒为细小的等轴晶粒,尺寸1~2 μm,由细小均匀的韧窝组成的纤维状的撕裂痕,也有明显的晶粒拔出痕迹;基体部位断口处晶粒粗大,二次裂纹多,部分沿晶和穿晶开裂,脆性较大,有舌状花样及河流花样的解理断口。
3 分析与讨论
利用等离子束对AZ91D镁合金表面进行重熔处理,显微硬度得到了较大的提高。重熔层的组织为细小的柱状或树枝状晶,根据Hall-Petch公式[20]:
 (2)
(2)
式中: 为屈服强度;
为屈服强度; 为单晶屈服强度;d是平均晶粒尺寸;K为Hall-Petch常数,K值随Taylor因子的增加而变大,Taylor因子的大小与滑移系的数量有关,密排六方结构的滑移系有限,其Taylor因子大于面心和体心立方结构的Taylor因子,故密排六方结构金属材料的强度受晶粒尺寸的影响较大。经计算,等离子束重熔层的屈服强度为70~90 MPa,而铸造镁合金的屈服强度仅为14.14 MPa,等离子束重熔处理后屈服强度也大大提高。
为单晶屈服强度;d是平均晶粒尺寸;K为Hall-Petch常数,K值随Taylor因子的增加而变大,Taylor因子的大小与滑移系的数量有关,密排六方结构的滑移系有限,其Taylor因子大于面心和体心立方结构的Taylor因子,故密排六方结构金属材料的强度受晶粒尺寸的影响较大。经计算,等离子束重熔层的屈服强度为70~90 MPa,而铸造镁合金的屈服强度仅为14.14 MPa,等离子束重熔处理后屈服强度也大大提高。
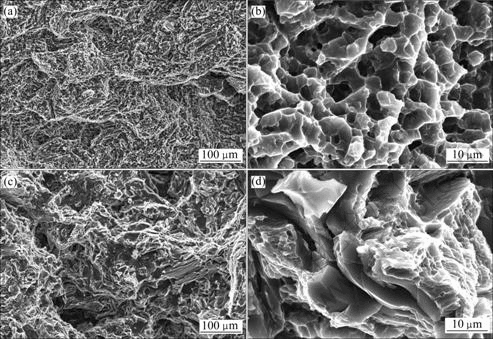
图6 重熔电流55 A时镁合金试样拉伸断口SEM像
Fig. 6 SEM images of tensile fracture at remelting current 55 A: (a), (b) Remelting layer; (c), (d) Substrate
镁合金重熔过程中,熔凝层发生了细晶强化和固溶强化。晶粒细化使得拉伸过程中应力集中倾向减少,裂纹不易形成,并且裂纹形成后也不易扩展,断裂强度提高,脆性减小,且裂纹扩展时要多次改变方向,消耗更多的能量,因而也有利于提高塑性。同时,晶粒细化减少了拉伸过程中第二相自身断裂及其与基体界面的脱离,也有助于提高镁合金的强度。另外,非平衡快速凝固形成了过饱度大的α固溶体,增加了晶格畸变,使塑性变形时位错、孪晶运动的阻力增加,也大大提高镁合金的强度。因此,等离子束重熔处理在显著地提高了镁合金重熔层的强度和硬度的同时,还可以改善塑性和韧性。
4 结论
1) 利用等离子束对AZ91D镁合金表面进行重熔处理,重熔层仍由α-Mg和β-Mg17Al12两相组成,但与基体相比,α-Mg相减少,β-Mg17Al12相增加。
2) 重熔层的组织为细密的枝晶状。等离子束的快速加热与冷却凝固,使得重熔层组织沿着散热最快的方向生长,获得间距很小的枝晶,细晶强化效果明显,β-Mg17Al12相的分布更加均匀弥散。
3) 重熔层的显微硬度(105~125 HV0.1)明显高于基体的显微硬度(60~70 HV0.1);重熔层的耐磨性及强度与基体相比也有了明显的提高。重熔区断口有塑性变形痕迹,有由细小均匀的韧窝组成的纤维状的撕裂痕;基体部位断口处晶粒粗大,二次裂纹多,呈解理断口。
REFERENCES
[1] YANG Z, LI J P, ZHANG J X, LORIMER G W, ROBSON J. Review on research and development of magnesium alloys[J]. Acta Metallurgica Sinica, 2008, 21(5): 313-328.
[2] YUE T M, LI T. Laser cladding of Ni/Cu/Al functionally graded coating on magnesium substrate[J]. Surface and Coatings Technology, 2008, 202(13): 3043-3049.
[3] GAO Ya-li, WANG Cun-shan, YAO Man, LIU Hong-bin. The resistance to wear and corrosion of laser-cladding Al2O3 ceramic coating on Mg alloy[J]. Applied Surface Science, 2007, 253(12): 5306-5311.
[4] HAZRA M, MONDAL A K, KUMAR S, BL C, DAHOTRE NARENDRA B. Laser surface cladding of MRI 153 M magnesium alloy with (Al+Al2O3)[J]. Surface and Coatings Technology, 2009, 203(16): 2292-2299.
[5] YUE TM, SU Y P. Laser cladding of SiC reinforced Zr65Al7.5Ni10Cu17.5 amorphous coating on magnesium substrate[J]. Applied Surface Science, 2008, 255(5): 1692-1698.
[6] LIU Y H, GUO Z X, YANG Y, WANG H Y, HU J D, LI Y X, CHUMAKOV A N, BOSAK NA. Laser (a pulsed Nd:YAG) cladding of AZ91D magnesium alloy with Al and Al2O3 powders[J]. Applied Surface Science, 2006, 253(4): 1722-1728.
[7] JIN Fan-ya, CHU P K, XU Gui-dong, ZHAO Jun, TANG De-li, TONG Hong-hui. Structure and mechanical properties of magnesium alloy treated by micro-arc discharge oxidation using direct current and high-frequency bipolar pulsing modes[J]. Materials Science and Engineering A, 2006, 435/436: 123-126.
[8] 郝建民, 陈 宏, 张荣军, 蒋百灵. 镁合金微弧氧化陶瓷层的耐蚀性[J]. 中国有色金属学报, 2003, 13(4): 988-991.
HAO Jian-min, CHEN Hong, ZHANG Rong-jun, JIANG Bai-ling. Corrosion resistance of magnesium alloys micro-arc oxidation ceramic coating[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(4): 988-991.
[9] SONG Ying-wei, SHAN Da-yong, CHEN Rong-shi, HAN En-hou. A novel dual nickel coating on AZ91D magnesium alloy[J]. Transactions of Nonferrous Metals Society of China, 2008, 18(S1): s339-s343.
[10] YAMAMOTO A, WATANABE A, SUGAHARA K, TSUBAKINO H, FUKUMOTO S. Improvement of corrosion resistance of magnesium alloys by vapor deposition[J]. Scripta Materialia, 2001, 44(7): 1039-1042.
[11] BARRANCO V, CARMONA N, GALVAN J C, GROBELNY M, KWIATKOWSKI L, VILLEGAS M A. Electrochemical study of tailored sol-gel thin films as pre-treatment prior to organic coating for AZ91 magnesium alloy[J]. Progress in Organic Coatings, 2010, 68(4): 347-355.
[12] 蒋百灵, 张淑芬, 吴国建, 雷廷权. 镁合金微弧氧化陶瓷层显微缺陷与相组成及其耐蚀性[J]. 中国有色金属学报, 2002, 12(3): 454-457.
JIANG Bai-ling, ZHANG Shu-fen, WU Guo-jian, LEI Ting-quan. Microflaw and phases constitution of ceramic coating formed by micro-arc oxidation on magnesium alloys and their influence on corrosion-resistance[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(3): 454-457.
[13] GUAN Y C, ZHOU W, LI Z L, ZHENG H Y. Study on the solidification microstructure in AZ91D Mg alloy after laser surface melting[J]. Applied Surface Science, 2009, 255(19): 8235-8238.
[14] ABBAS G, LI Lin, GHAZANFAR U, LIU Zhu. Effect of high power diode laser surface melting on wear resistance of magnesium alloys[J]. Wear, 2006, 260(1/2): 175-180.
[15] DUTTA MAJUMDAR J, GALUN R, MORDIKE B L, MANNA I. Effect of laser surface melting on corrosion and wear resistance of commercial magnesium alloy[J]. Materials Science and Engineering A, 2003, 361(1/2): 119-129.
[16] KOUSOMICHALIS A, SAETTAS L, BADEKAS H. Laser treatment of magnesium[J]. Journal of Materials Science, 1994, 29: 6543-6547.
[17] VLADKOVA T G, KERANOV I L, DINEFF P D, YOUROUKOV S Y, AVRAMOVA I A, KRASTEVA N, ALTANKOV G P. Plasma based Ar+beam assisted poly (dimethylsiloxane) surface modification[J]. Nuclear Instruments and Methods in Physics Research Section B: Beam Interactions with Materials and Atoms, 2005, 236(1/4): 552-562.
[18] 刘秀波, 虞 钢, 郭 建, 张振国, 商全义, 谷亦杰, 崔洪芝. 等离子熔覆γ/Cr7C3复合材料涂层组织与耐磨性研究[J]. 材料热处理学报, 2006, 26(7): 114-115.
LIU Xiu-bo, YU Gang, GUO Jian, ZHANG Zhen-guo, SHANGN Quan-yi, GU Yi-jie, CUI Hong-zhi. Study on microstructure and wear resistance of plasma jet clad γ/Cr7C3composite coating[J]. Transactions of Materials and Heat Treatment, 2006, 26(7): 114-115.
[19] 周 玉. 材料分析方法[M]. 北京: 机械工业出版社, 2003: 34-39.
ZHOU Yu. Material analysis method[M]. Beijing: China Machine Press, 2003: 34-39.
[20] 陈菊芳, 张永康, 李仁兴, 秦海永. AM50A 镁合金激光表面重熔层的强化效果与机理[J]. 中国有色金属学报, 2008, 18(8): 1426-1431.
CHEN Ju-fang, ZHANG Yong-kang, LI Ren-xing, QIN Hai-yong. Strengthening effect and mechanism of laser surface melted AM50A magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(8): 1426-1431.
(编辑 李艳红)
基金项目:国家重点基础研究发展计划资助项目(2007CB613706)
收稿日期:2011-04-28;修订日期:2011-09-20
通信作者:崔洪芝,教授,博士;电话:0532-86057929;E-mail: cuihongzhi1965@163.com

