
Ram speed profile design for isothermal extrusion of
AZ31 magnesium alloy by using FEM simulation
LI Luo-xing(李落星)1, LOU Yan(娄 燕)2
1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University,
Changsha 410082, China;
2. Mechantronics and Control Engineering, Shenzhen University, Shenzhen 518060, China
Received 12 June 2008; accepted 05 September 2008
Abstract: In the conventional hot extrusion of metallic materials, the temperature of the workpiece varies during the whole extrusion process, leading to the non-uniformity of the product dimension, microstructure and properties. In the present research, a simulation model based on the principle of PID control was developed to establish ram speed profiles that can suppress the temperature evolution during the process to allow for isothermal extrusion. With this simulation model, the real-time extrusion ram speed was adjusted according to the simulated exit temperature. The results show that temperature homogeneity is significantly improved not only along the extrudate length but also on its cross section in the case of extrusion in the isothermal mode with a designed ram speed profile in the extrusion process of AZ31 magnesium. In addition, die temperature varies over a more narrow range in comparison with extrusion in the conventional iso-speed mode.
Key words: magnesium; extrusion; simulation; temperature
1 Introduction
Extrusion is a thermomechanical process in which a preheated billet is forced to go through a die with a predetermined orifice. Mechanical and tribological interactions between the billet and the extrusion tooling (stem, container and die) result in complex compressive and shear stresses. The process is further complicated by the heat generated from deformation and friction, leading to continuous changes of the billet temperature and the extrudate temperature during an extrusion cycle[1-9]. Any inhomogenity in extrudate temperature at the die exit within each extrusion cycle and between extrusion cycles may lead to undesirable variations in shape, dimensions, microstructure and mechanical properties of the extruded product.
For consistent product quality, the process may run best in the isothermal mode. Up till now, the success in implementing isothermal extrusion in the industrial practice has been highly limited. There are many technological challenges. With the recent development of computational technology, the finite element (FE) method has been proven to be a powerful tool to predict both experimentally measurable and immeasurable process parameters and to facilitate the modifications of process conditions. The simulation results of CHANDA et al[1], for example, showed that stepwise ram speed reduction enabled the extrudate temperature to stay within a prescribed range and moreover the productivity to increase, as a result of an increased average ram speed per extrusion cycle.
The FE study on extruding simple 6××× aluminium rods conducted by VENAS et al[10] confirmed that isothermal extrusion could be achieved by using a taper-heated billet. Moreover, in comparison with the conventional extrusion from a uniformly preheated billet, to reach the same maximum extrusion pressure and exit temperature, the isothermal extrusion from a taper-heated billet could increase the productivity by 20%-25%.
Some authors[11-14] explored the possibilities of determining ram speed profiles and billet temperature distributions for the isothermal extrusion of an aluminium alloy by means of FE simulation. The results show that an optimum ram speed profile or an optimum billet temperature distribution can indeed be determined through computer simulation, but it will need a large number of simulation runs. While the idea and methodology are of academic interest, it is quite time consuming and computational intensive. Undoubtedly, with future developments in computational capabilities, the procedure to generate an optimum setting for isothermal extrusion will take an industrially acceptable time.
The aim of the present research was to develop a simulation model that would allow a ram speed profile for isothermal extrusion to be determined efficiently and effectively. A case study was conducted to run simulated extrusion to produce a cross-shaped AZ31B magnesium profile.
2 Methodology
Proportional-integral-derivative controller (PID controller) is a generic control loop feedback mechanism widely used in industrial control systems. A PID controller attempts to correct the error between a measured process variable and a desired setpoint by calculating and then outputting a corrective action that can adjust the process accordingly.
The PID controller calculation (algorithm) involves three separate parameters: proportional, integral and derivative values. The proportional value determines the reaction to the current error, the integral value determines the reaction based on the sum of recent errors and the derivative one determines the reaction to the rate at which the error has been changed. The weighted sum of these three actions is output to a control element such as the position of a control valve or power into a heating element. Fig.1 shows a block diagram of a PID controller.
In this research, the principle of PID control was applied to set up a simulation model for the design of a ram speed profile for isothermal extrusion. With this model, a ram speed profile for a particular alloy and for a given extrudate shape can be determined with a few or even a single simulation run. In this way, the time and computer resources can be significantly saved and the isothermal extrusion technology may be brought by one step closer to implementation on the shop floor.
During the simulation of the extrusion process, an initial ram speed is input into a FEM software package. After the exit temperature reaches a critical value, ram speed will be adjusted according to the following equations:
 (1)
(1)
 (2)
(2)
 (3)
(3)
where ?v(k) is the ram speed increment; t(k), t(k-1) and t(k-2) are the control errors at k, k-1 and k-2 sampling points, respectively, i.e. the difference between the simulated exit temperature T and the critical exit temperature T0; KP, KT and KD are proportional coefficient, integral coefficient and differential coefficient, respectively, and KP, KT and KD are fitting parameters and can be empirically or experimentally determined.
3 Simulation details
The workpiece material used in three-dimensional numerical simulation was the AZ31B from SHL-Alubin, Israel. The material was cast and pre-extruded into a rod with a diameter of 47.2 mm and a length of 200 mm. The rod was subsequently used as a billet for further extrusion into a cross-shaped profile as illustrated in Fig. 2. By taking advantage of its symmetry, only 1/8 of the billet, extrudate and extrusion tooling were modeled, which considerably reduced the calculation time.
The extrusion tooling composed of container and die, and stem was made of the H13 tool steel. The container had a diameter of 50 mm and thus a clearance of 2.8 mm was left for easy loading of the pre-heated billet into the container. Because of the clearance, upsetting took place prior to extrusion to fill the container completely.
The initial temperatures of the billet and extrusion tooling were 450 and 400 ℃, respectively. The tooling temperature was set at 50 ℃ lower than that of the billet to allow part of the heat generated during extrusion to dissipate into the tooling. Extrusion ratio was 19.8. Ram
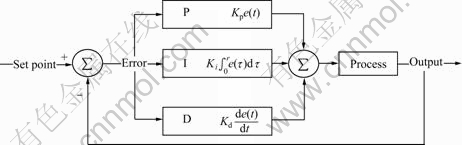
Fig.1 Block diagram of PID controller
speeds were chosen to be 1 and 5 mm/s, corresponding to exit speeds of 1.2 and 6 m/min, respectively. The billet dimensions and process parameters used in numerical simulation are given in Table 1.

Fig.2 Cross-section of profile with shaded area selected for simulation (Unit: mm)
Table 1 Extrusion process and simulation parameters
A DEFORM 3D software package was used for numerical simulation. The workpiece was considered thermal visco-plastic and the extrusion tooling thermal rigid. Both of these material models neglected the elastic behaviour of the workpiece and tooling. The flow stress data of the AZ31B alloy as a function of strain, strain rate and temperature were obtained from compression tests over a temperature range from 300 to 500 ℃ and a strain rate range from 0.03 to 90 s-1 [15]. The flow stresses obtained from the compression tests were corrected for temperature raised during the tests, caused by deformation at high strain rates [15]. The friction at the workpiece/tooling interfaces was assumed to be of shear type. The friction factor m (0≤m≤1) is expressed as
 (4)
(4)
where τ is frictional shear stress and σ the effective flow stress of the workpiece. A constant friction factor of 1 is assumed at the workpiece/tooling interfaces.
4 Results and discussion
4.1 Exit temperature control via ram speed adjusting
Fig.3 shows a simulated ram speed curve for the isothermal extrusion process to produce a cross-shaped magnesium profile. The initial ram speed was set as 8 mm/s. After the simulated maximum exit temperature reaches a critical value of 400 ℃, ram speed decreases first quickly and then gradually and steadily. During the simulated extrusion, ram speed adjusts by itself. The slope of the ram speed change was calculated, according to the variation of the exit temperature by using Eqn.(1). In this particular example, the average ram speed of the simulated extrusion is approximately 4 mm/s.
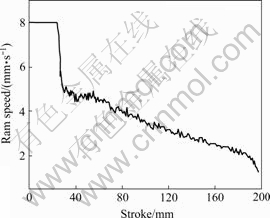
Fig.3 Simulated ram speed profile for isothermal extrusion
Fig.4 shows a comparison in the exit temperature between the simulated isothermal extrusion and the conventional iso-speed extrusion at the same average ram speed of 4 mm/s. It can be seen that in both of the cases the exit temperature rises steeply at the beginning of the process, due to the deformation heat accumulated in the deformation zone in front of the die orifice. In the case of the conventional iso-speed extrusion, the exit temperature increases continuously till the end of the cycle with a temperature rise of over 40 ℃ in the “steady state”. However, with the ram speed profile determined for the simulated isothermal extrusion, the exit temperature remains stable after the initial rises. The exit temperature can be limited within a small range of 5 ℃ around the critical temperature of 400 ℃.
Fig.5 compares the temperature evolutions at the bearing of the die cap during extrusion in the isothermal mode and in the conventional iso-speed mode at an average ram speed of 4 mm/s. It can be seen that throughout the extrusion cycle, the die temperature in the conventional iso-speed mode is all the time higher than that in the isothermal mode. The two temperature evolution curves tend to diverge as the process proceeds,
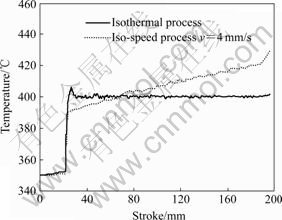
Fig.4 Comparison in exit temperature between simulated isothermal extrusion and conventional iso-speed extrusion
reaching a temperature difference of 10 ℃ at the end of the extrusion cycle. Obviously, in the isothermal extrusion mode, the extent of die temperature rise over the whole cycle is much less. In addition, after a ram displacement of 100 mm, the maximum die temperature becomes quite stable. These clearly present additional advantages as far as extrusion die performance and lifespan are concerned and should be taken into consideration in tool steel selection for extrusion dies, die heat treatment and surface treatment, all of which affects hot strength, hardness, fatigue resistance, wear resistance and in turn die costs, die performance and die life.
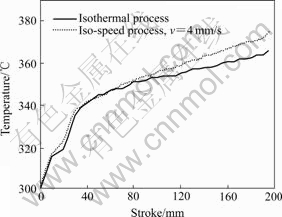
Fig.5 Variations of temperature at bearing of die during extrusion in isothermal mode and in iso-speed mode
4.2 Extrusion load
Fig.6 shows the comparison between the predicted and measured extrusion loads during iso-speed extrusion. The predicted pressure/ram displacement diagram in general agrees quite well with the diagram determined from the extrusion experiment. At the first step, the extrusion pressure rises gently as the billet is upset in the container, because the billet diameter is 2.8 mm smaller than the container diameter. As the material completely flows further into the die bearing, the extrusion pressure increases steeply. After the pressure reaches a peak and the leading extrudate clears of the die bearing, the pressure continues to decrease. The load at the end of the extrusion cycle is only half of the peak pressure. As the billet is shortened, the friction at the container/billet interface decreases, leading to the continuous load decrease.

Fig.6 Comparison between predicted and measured extrusion loads
5 Conclusions
1) A simulation model based on the PID control principle is developed for the efficient and effective design of ram speed profiles for isothermal extrusion. With this model, an optimum ram speed profile may be obtained from a single simulation run.
2) In the case of extruding the magnesium alloy AZ31, the exit temperature of the extruded profile can be limited within a range of 5 ℃.
3) In comparison with the conventional iso-speed extrusion, the extrusion in the isothermal process presents additional advantages in homogeneity on the die temperature variations. The extrusion load predicted using FEA is very close to that of the experimental measurement.
References
[1] CHANDA T, ZHOU Jie, DUSZCZYK J. A comparative study on iso-speed extrusion and isothermal extrusion of 6061 Al alloy using 3D FEM simulation [J]. J Mater Process Tech, 2001, 114(2): 145-153.
[2] LOU Shu-mei, ZHAO Guo-qun, WANG Rui, WU Xiang-hong. Modeling of aluminum alloy profile extrusion process using finite volume method [J]. Journal of Materials Processing Technology, 2008, 206(1/3): 481-490.
[3] CHEN F K, CHUANG W C, TORNG S. Finite element analysis of multi-hole extrusion of aluminum-alloy tubes [J]. Journal of Materials Processing Technology, 2008, 201(1/3): 150-155.
[4] SCHIKORRA M, DONATI L, TOMESANI L, TEKKAYA A E. Microstructure analysis of aluminum extrusion: Prediction of microstructure on AA6060 alloy [J]. Journal of Materials Processing Technology, 2008, 201(1/3): 156-162.
[5] FANG Gang, ZHOU Jie, DUSZCZYK J. Effect of pocket design on metal flow through single-bearing extrusion dies to produce a thin-walled aluminium profile [J]. Journal of Materials Processing Technology,2008, 199(1/3): 91-101.
[6] LESNIAK D, LIBURA W. Extrusion of sections with varying thickness through pocket dies [J]. Journal of Materials Processing Technology, 2007, 194: 38-45.
[7] YANG D Y, KIM K J. Design of processes and products through simulation of three-dimensional extrusion [J]. Journal of Materials Processing Technology, 2007, 191(1/3): 2-6.
[8] KUMAR S, VIJAY P. Die design and experiments for shaped extrusion under cold and hot condition [J]. Journal of Materials Processing Technology, 2007, 190(1/3): 375-381.
[9] KIM S H, CHUNG S W, PADMANABAN S. Investigation of lubrication effect on the backward extrusion of thin-walled rectangular aluminum case with large aspect ratio [J]. Journal of Materials Processing Technology,2006, 180(1/3): 185-192.
[10] VENAS I, HERBERG J, SKAUVIK I. Isothermal extrusion principle and effect on extrusion speed [C]// Proceedings of the Fifth International Aluminium Extrusion Technology Seminar I. Chicago, Illinois, 1992: 229-233.
[11] LI Luo-xing, ZHOU Jie, DUSZCZYK J. A 3D FEM simulation study on the isothermal extrusion of a 7075 aluminium billet with a predetermined non-linear temperature distribution [J]. Modelling and Simulation in Materials Science and Engineering, 2003, 11(3): 401-416.
[12] ZHOU Jie, LI Luo-xing, DUSZCZYK J. Computer simulated and experimentally verified isothermal extrusion of 7075 Al aluminium through continuous ram speed variation [J]. J Mater Process Tech, 2004, 146(2): 203-212.
[13] LI Luo-xing, ZHOU Jie, DUSZCZYK J. Prediction of temperature development during the extrusion of 7075 aluminium alloy at various ram speeds by means of 3D FEM simulation [J]. J Mater Process Tech, 2004, 145(3): 360-370.
[14] ZHOU Jie, LI Luo-xing, DUSZCZYK J. 3D FEM simulation of the whole cycle of aluminum extrusion throughout the transient state and the steady state using the updated langranian approach [J]. J Mater Process Tech, 2003, 134(3): 383-397.
[15] LI Luo-xing, ZHOU Jie, DUSZCZYK J. Determination of a constitutive relationship for AZ31B magnesium alloy and validation through comparison between simulated and real extrusion [J]. J Mater Process Tech, 2006, 172(3): 3372-3380.
(Edited by CHEN Can-hua)
Foundation item: Project(20062148183) supported by Program for New Century Excellent Talents in University of China
Corresponding author: LI Luo-xing; Tel: +86-731-8821610; E-mail: luoxing_li@yahoo.com

