
Effect of Sb on microstructure and mechanical properties in Mg-10Zn-5Al high zinc magnesium alloys
ZHANG Jin-shan(张金山), ZHANG Zhao-guang(张照光), ZHANG Yu-hua(张玉华),
LI Shan-hu(李山虎), LIU Ya-li(刘雅丽)
College of Materials Science and Engineering, Taiyuan University of Technology, Taiyuan 030024, China
Received 17 February 2009; accepted 22 July 2009
Abstract: In view of high strength and poor impact toughness of the high-zinc magnesium alloys, the method of micro-alloying was adopted to improve the impact-toughness of Mg-10Zn-5Al high zinc magnesium alloys by adjusting the addition of Sb. The results show that: the dystectic Mg3Sb2 particles formed by Sb and Mg are distributed in the front of dendrite, restrain the growth of the secondary phase and then change the morphology of the secondary phases, which refines the matrix in some extent and improves the impact-toughness of the alloy significantly. But with further increase of Sb addition, Mg3Sb2 particles congregate and form needle-like Mg3Sb2 phase, which dissevers the matrix and leads to the reduction of the strength and impact-toughness of the alloys. Hence, the mechanical prosperities of ZA105 high zinc magnesium alloy are significantly improved with appropriate Sb addition, which provides a new way to extend the application fields of high zinc magnesium alloy.
Key words: ZA105 high-zinc magnesium alloy; mechanical properties; secondary phase
1 Introduction
Currently, the consumption of magnesium alloy castings used in the automobile increases at a rate of 25%-30% per year because of the advance in the molding process and the improvement of product quality of magnesium alloys, especially the world demand on the restrictions of energy consumption of the transport, the pollution of exhaust gas and noise. Besides, the continuous upgrade of requirements of electronic communications equipments’ reutilization has gained the attraction of electronic communications equipments industry[1-4]. Thus, many countries regard the research and development of new materials and new technology of magnesium alloy as a major strategic choice. It is of great necessity and importance to research and develop the new materials of magnesium alloy under such a background.
As well known, due to their excellent room temperature strength, casting properties, corrosion resistance and low cost, Mg-Al alloys have been widely used. However, they suffer from low creep resistance at temperatures excess 120 ℃, which makes it unsuitable under high-temperature conditions and badly influences the application and popularization of Mg-Al alloys [2, 4-6]. A study by ZHANG et al[7] showed that a small amount of Ca addition to ZA104 high zinc magnesium alloys resulted in significant increase in the mechanical properties. And research by SRINIVASAN et al[8] and YUAN et al[9] revealed that a small quantity of Sb addition to AZ91 magnesium alloy was of great help to the mechanical properties. However, zinc addition resulted in the increase of brittleness of magnesium alloy and reduction of its impact toughness[10]. In order to solve the above problems, we added Sb in Mg-Zn-Al alloys. This work focuses on the improvement of impact- toughness and high-temperature comprehensive mechanical properties so as to expand the application field of high zinc magnesium alloy.
2 Experimental
The alloys were prepared in a crucible resistance furnace using Mg(99.9%), Al(99.9%), Zn(99.9%), Al-10.0%Mn and Al-4.0%Be (mass fraction) master alloys, and the compositions are listed in Table 1. The role of Mn and Be additions is to remove Fe element in the melt and prevent Mg from burning. Different amounts of Sb (0.05%, 0.1%, 0.2%, 0.4%, 0.6% and 0.8% (mass fraction), respectively) were added at 700 ℃. The melt was held at 700 ℃ for 1 min to ensure its complete melt and homogeneous distribution in the melt. Then the temperature rose to 720 ℃ for refinement and finally, the melt was cooled to 670 ℃ and poured into metal molds preheated to 180-220 ℃, to obtain specimens for impact-toughness(10 mm×10 mm×100 mm) and for tensile strength(d6 mm×30 mm) tests. Microstructure observations of the alloys were carried out on Olympus GX71 optical microscope, scanning electron microscope (SEM) and energy dispersive spectroscope (EDS), and phase analysis was conducted using X-ray diffractometer (copper target, wave 1.541 78 nm, angle 20?-60?, step length 0.05(?)/s). Hardness was measured in HB-3000B Brinell machine. Impact toughness tests were carried on the JB-30B testing machine and tensile strength was examined using an DNS100 electronic testing machine.
Table 1 Chemical composition of magnesium alloys with different additions of Sb (mass fraction, %)

3 Results and discussion
3.1 Microstructure
The as-cast microstructures of the ZA105 high zinc magnesium alloy without and with Sb are shown in Figs.1(a)-(f). It can be seen that the microstructure of as-cast ZA105 high zinc magnesium alloy consists of the gray matrix and the secondary phases which are semi-continuous strip-like phase in the front of dendrite and blocky phase distributed in the matrix respectively. The as-cast microstructures of the alloy with different Sb additions are shown in Fig.1(b)-(f). It can be seen that the secondary phases of the mother alloy are very coarse. They are semi-continuous strip-like phase distributed on the anterior surface the front of dendrite and blocky phase distributed in the matrix. 0.05% Sb (mass fraction) addition resulted in the shortness and the reduction in amount of semi- continuous strip-like phase and the increase of the blocky phase as shown in Fig.1(b). When the Sb addition reaches 0.1% (mass fraction), the semi-continuous strip-like phase is cut into small pieces distributed in the matrix (shown in Fig.1(c)). With the further addition of Sb, a new needle-like phase (shown by arrow A in Figs.1(e)-(f)) appears. It increases and concatenates gradually with the increase of Sb addition.
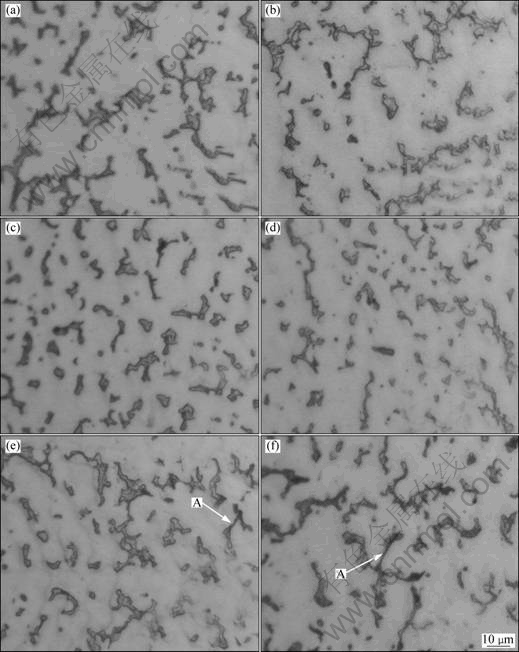
Fig.1 Microstructures of ZA105 high zinc magnesium alloy with different additions of Sb (mass fraction): (a) ZA105; (b) ZA105+0.05% Sb; (c) ZA105+0.1% Sb; (d) ZA105+0.2% Sb; (e) ZA105+0.6% Sb; (f) ZA105+0.8% Sb
The X-ray diffraction patterns of ZA105 high zinc magnesium alloys without and with addition of Sb are shown in Fig.2. The microstructure of as-cast ZA105 high zinc magnesium alloy consists of matrix (α-Mg) and secondary phases (τ-Mg32(Al, Zn)49 and φ-Al2Mg5Zn2) which are mainly distributed in the front of dendrite as reported earlier[4, 6, 7, 11-13]. It can be seen that the main phases in ZA105 high zinc Sb-free alloy are α-Mg matrix, τ-Mg32(Al, Zn)49 phase and φ-Al2Mg5Zn2 phase as shown in Fig.2(a). In Fig.2(b), new peaks can be found and the main phases of the alloy are α-Mg phase, τ-Mg32(Al, Zn)49 phase, φ-Al2Mg5Zn2 phase mentioned above and a new Mg3Sb2 phase, which has a hexagonal structure D52 type and a high melting point (around 1 228 ℃)[9, 14-15].
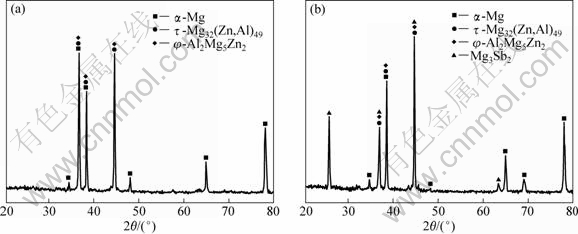
Fig.2 XRD patterns of ZA105 high zinc magnesium alloy: (a) Without addition of Sb; (b) With addition of Sb
SEM microstructure and EDS micro-chemical compositions analysis for Alloy 3 is shown in Fig.3. The combined analysis results of XRD (shown in Fig.2) and EDS (shown in Figs.3(b)-(d)) identified the regions of A, B, C (in Fig.3(a)) as α-Mg matrix (with solid solution of Zn and Al elements), φ-Al2Mg5Zn2 phase and τ-Mg32(Al, Zn)49 phase, respectively. There are a few Sb atoms in B and C regions, which illuminates that the addition of Sb has impact on the growth of each phase, especially the secondary phases. SEM microstructure and EDS elemental analyses of the needle-like phase (shown by arrow D in Fig.4(a)) are shown in Fig.4. It shows that Sb content in the needle-like phase is higher than that in Figs.2(c)-(d). Thus, it may be concluded that the increase of Sb addition causes the segregation of Sb, which leads to the formation of needle-like phase.

Fig.3 SEM image (a) and EDS elemental analyses (b-d) of Alloy 3 in region A, B, C
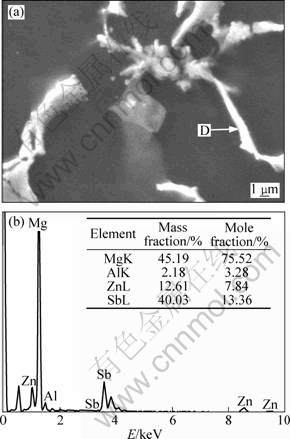
Fig.4 SEM image (a) and EDS elemental analyses (b) of Mg3Sb2 phase Alloy 7 in region D
Because of the low solid solubility of Sb in Mg [8-9, 14], Sb mainly exists in Mg3Sb2 phase. In the solidification process, Mg3Sb2 phase is formed firstly because of its high melting point. When the Sb addition is low, Mg3Sb2 exists in the form of granular particles dispersively which are distributed in the secondary phases in the front of dendrite. The increase of Sb addition leads to the enrichment of Mg3Sb2 granular particles in the front of dendrite and the formation of needle-like Mg3Sb2 phase. Moreover, the disconnected secondary phases change back into continuous strip-like structure because of the enrichment of Mg3Sb2 particles as shown in Figs.1(e)-(f).
3.2 Mechanical properties
The effect of Sb addition on the tensile strength, impact-toughness and macro-hardness is shown in Figs.5. It can be seen that the tensile strength decreases and the impact-toughness increases first with the increase of Sb addition. When the Sb addition is 0.1%, the tensile strength is about 170 MPa, decreased by 8.24% compared with that of the base alloy, and the impact toughness reaches 9.64 J/cm2, which is 35.73% higher than that of the base alloy. When the Sb addition is more than 0.1% (mass fraction), the tensile strength increases and the impact-toughness of the alloy decreases gradually. The hardness of the alloys increases with the increase of Sb addition. In view of the comprehensive mechanical properties, the optimum addition of Sb is 0.1% in this experiment.

Fig.5 Effect of Sb addition on the mechanical properties of ZA105 high zinc-magnesium alloy: (a) Tensile strength; (b) Hardness and impact-toughness
3.3 Strengthening mechanism
In the solidification process, the dystectic Mg3Sb2 that firstly precipitates hinders the growth of τ-Mg32(Al, Zn)49 phase and φ-Al2Mg5Zn2 phase, which improves the morphologies of φ-Al2Mg5Zn2 phase and τ-Mg32(Al, Zn)49 phase, blocks the grain growth of α-Mg matrix and refines the matrix microstructure. Thus, the hardness and impact-toughness are improved prominently (shown in Figs.2(a)-(c) and Fig.5(b)). The formation of Mg3Sb2 impedes the growth of the secondary phases and weakens the reinforcement effect of the secondary phases on the matrix. Besides, a relatively small quantity of Mg3Sb2 particles in the alloy makes the effect on the strength of the matrix less significant. And then the tensile strength of the alloy descends slightly. With the further Sb addition (over 0.1%, mass fraction), the reinforcement effect of Mg3Sb2 phase reveals gradually and the tensile strength is improved ratherish. However, the excessive Sb addition results in high density of Mg3Sb2 particles. When its density reaches a certain value, the Mg3Sb2 particles congregate, grow and form needle-like Mg3Sb2 phase as shown in Figs.2(e)-(f). The needle-like phases seriously cut apart the matrix and sharply decrease the mechanical properties of the alloy, especially the impact-toughness. Meanwhile, excessive needle-like phases make the tensile strength decrease (shown in Fig.5(a)). However, the hardness increases with the increase of Sb addition. This is mainly due to the following two reasons: first, Mg3Sb2 phase itself is a hard and brittle compound; second, Mg3Sb2 particles restrain the slippage and movement of grains nearby, and thus improve the hardness of the alloy[14-15]. The high-temperature strength of the alloy may be improved, too[16-17].
4 Conclusions
1) After adding Sb to the ZA105 high zinc magnesium alloy, the alloy’s composition changed from α-Mg matrix phase, τ-Mg32(Al, Zn)49 phase and φ-Al2Mg5Zn2 phase to α-Mg matrix phase, τ-Mg32(Al, Zn)49 phase, φ-Al2Mg5Zn2 phase and Mg3Sb2 phase. The morphology of Mg3Sb2 phase changes with different addition of Sb.
2) After an appropriate amount addition of Sb, the secondary phases change from semi-continuous strip-like ones to distributed short-strip and small blocky ones. However, the excessive addition of Sb makes the secondary phases concatenate gradually because of the segregation of Mg3Sb2 particles.
3) When the Sb addition is lower than 0.1% (mass fraction), with the increase of Sb addition, the impact toughness increases gradually while the tensile strength decreases slightly. Especially, when the content of Sb is 0.1%, the impact toughness reaches the maximum 9.64 J/cm2, which is 35.7% higher than that of the base alloy and the tensile strength only decreases by 8.24%. With further addition of Sb, the impact toughness decreases and the tensile strength reduces sharply. However, the alloy’s hardness shows a rising tendency all the time.
References
[1] KANEKO T, SUZUKI M. The application of magnesium alloy on automobile [J]. Matreials Science Forum, 2003, 67: 419-422.
[2] XIAO Wen-long, JIA Shu-sheng, WANG Jun, WU Yao-ming, WANG Li-min. Effect of cerium on microstructure and mechanical properties of Mg-20Zn-8Al alloy [J]. Matreials Science and Engineering A, 2008, 474: 317-322.
[3] ZHANG Jing, ZUO Ru-lin, CHEN You-xing, PAN Fu-sheng, LUO Xiao-dong. Microstructure evolution during homogenization of a τ-type Mg-Zn-Al alloy [J]. Journal of Alloy and Compounds, 2008, 448: 316-320.
[4] YUAN Guang-yin, LIU Man-ping, WANG Qu-dong, ZHU Yan-ping, DING Wen-jiang. Microstructure refinement of Mg-Al-Zn-Si alloys [J]. Acta Metallurgica Sinica, 2002, 38(10): 1105-1108. (in Chinese)
[5] YANG Ming-bo, PAN Fu-sheng, BAI Liang. Solidification behavior and microstructure characteristic of permanent mould casting Mg-8Zn-4Al-0.25Mn alloy [J]. Foundry Technology, 2007, 28(9): 1198-1200. (in Chinese)
[6] YANG Ming-bo, PAN Fu-sheng, BAI Liang, HU Hong-jun. Effects of heat treatment on the microstructure and mechanical properties of ZA84-0.25Mn magnesium alloy [J]. Heat Treatment of Metals, 2007, 32(10): 62-65. (in Chinese)
[7] ZHANG Z, TREMBLAY R, DUBE D. Microstructure and creep resistance of Mg-10Zn-4Al-0.15Ca permanent moulding alloy [J]. Materials Science and Engineering A, 2002(18): 433-437.
[8] SRINIVASAN A, SWAMINATHAN J, PILLAI U T S, KRISHNA GUGULOTH, PAI B C. Effect of combined addition of Si and Sb on the microstructure and creep properties of AZ91 magnesium alloy [J]. Materials Science and Engineering A, 2008, 485: 86-91.
[9] YUAN Guang-yin, SUN Yang-shan, WANG Zhen. Effect of antimony on microstructure and mechanical properties of Mg-9Al based alloy [J]. The Chinese Journal of Nonferrous Metals, 1999, 9(4): 779-784. (in Chinese)
[10] ZENG Xiao-qin, DING Wen-jiang, YAO Zheng-yi, PENG Li-ming, LU Chen. The microstructure and mechanical properties of Mg-Zn-Al alloy [J]. Journal of Shanghai Jiao Tong University, 2005, 39(1): 46-51. (in Chinese)
[11] WANG Ying-xin, GUAN Shao-kang, ZENG Xiao-qin, DING Wen-jiang. Effects of RE on the microstructure of Mg-8Zn-4Al- 0.3Mn magnesium alloys [J]. The Chinese Journal of Nonferrous Metals, 2003, 13(3): 616-620. (in Chinese)
[12] YAO San-jiu, LIU Wei-hua, CHEN Ri-yue. High zinc magnesium alloy [J]. Foundry, 2002, 51: 355-357. (in Chinese)
[13] ZHANG Z, TREMBLAY R, LUO A. Solidification microstructure of ZA102, ZA104 and ZA106 magnesium alloy and it effect on creep deformation [J]. Canadian Metallurgical Quarterly, 2000, 39: 503-512. (in Chinese)
[14] BALASUBRAMAN N, SRINIVASAN A, PILLAI UT S. RAGHUKANDAN K, PAI B C. Effect of Sb addition on the microstructure and mechanical properties of ZA84 magnesium alloy [J]. Journal of Alloys and Compounds, 2008, 455: 168-173.
[15] SRINIVASAN A, PILLAI U T S, PAI B C. Microstructure and mechanical prosperities of Si and Sb added AZ91magnesium alloy [J]. Metallurgical and Materials Transactions A, 2005, 36(8): 2235-2243.
[16] LIU Zi-li, CHEN Zhao-feng, LIU Xi-qin, TAO Jie. Influence of antimony addition on heat resistance of AE41magnesium alloy [J]. Journal of Materials Research, 2006, 20(2): 186-190.
[17] YANG Ming-bo, PAN Fu-sheng, CHEN Jian, BAI Liang. Microstructure and mechanical properties of Mg-6Al-1Zn-0.7Si magnesium alloy modified by antimony [J]. Foundry, 2007, 56(12): 1303-1306. (in Chinese)
Foundation item: Project(50571073) supported by the National Natural Science Foundation of China; Projects(2009011028-3, 20051052) supported by the Natural Science Foundation of Shanxi Province, China; Project(07010713) supported by Higher School Student Project of Taiyuan City, China
Corresponding author: ZHANG Jin-shan; Tel: +86-351-6018208; E-mail: jinshansx@tom.com
DOI: 10.1016/S1003-6326(09)60149-7
(Edited by FANG Jing-hua)

