���±�ţ�1004-0609(2016)02-0439-08
ȫβɰ����������Ӱ������
�Ⱞ��1, 2���� ��1, 2��������1, 2��������1, 2
(1. �����Ƽ���ѧ ������ɽ��Ч�����밲ȫ�������ص�ʵ����, ���� 100083;
2. �����Ƽ���ѧ ��ľ�뻷������ѧԺ, ���� 100083)
ժ Ҫ��ȫβɰ�������������Ǹ������յ���Ҫ���ڡ�Ϊ������������������βɰ�����������ɣ���չȫβɰ��̬��������ʵ�飬Ӧ��Design-Expert����������ɸѡӰ��ȫβɰ������������Ҫ���أ�̽����λ������������ʱ����ҪӰ�����ص�����ֵ�������������ͬӰ��������������£�����������������̬����һ�£�������Ѹ���½�������ˮƽ�����ơ�Ӱ��������������Ҫ����Ϊβɰ����Ũ�ȡ���������������������ҺŨ�ȣ�������ֵ�ֱ�Ϊ16.02%��28.35 g/t��0.1541%����ʱ��λ������崦�������Ϊ3.04 t/(m2��h)��
�ؼ��ʣ�����ɿ�ȫβɰ������������Ӱ�����أ�����ֵ
��ͼ����ţ�TD853���� ���ױ�־�룺A
��Դ���ɵ�����͵ر�β���ʯ���ֺ����ǵ����ҵ��չ���ٵ��������⣬�Դˣ������[1]��WANG��[2]��Ϊ��β���Ʊ��ɸ�����������²ɿ���������Ľ��������������в������������������ֲ㡢���������á���ˮ���ٵ��ŵ�[3-5]���Ӷ��ﵽ��Ч���������ر����ܱ���̬��������߿�ʯ�����ʡ�����β���ŷš��������Ʋɳ���ѹ��Ŀ��[6]��βɰ��Ũ����ˮ�����������������յ�ǰ�ᣬ��βɰ�������������������βɰ�����ٶȾ��б���ԺͿɲ����ԣ�����������������ڿ�ɽβ��Ũ����ˮ�еõ��˹㷺��Ӧ��[7-8]��
��������������һ�����ӵ�������ѧ����[9]����������������ѧ�߶�βɰ����������չ�˶���о�������SELOMUYA��[10]���ù�ѧ����������X�������䣬�����ſ����ͳ������۽ṹ������ά���ӻ��о������ǵ�[11]�������������ࡢ��Ũ���Լ���ͬҩ���������Գ����ٶȵ�Ӱ������������������飬�϶��˸߷������������ٿ������������á����齭��[12]���þ�����Ʒ������Ե�λ������崦�����͵������������ΪβɰŨ��Ч��������ָ�꣬��������ض�βɰŨ��Ч����Ӱ�졣ESWARAIA��[13]�о���ϸ��β��ij������ԣ��ֱ���ͬpH��Χ���Ͻ��������������͡��������ͺͷ�������3���������������������������������������������ɻ�úܺõ�����Ч�������������ͺͷ������ͼ�ʹ�������ܴ�����Ч����Ȼ�ܲ��������[14]̽������Ũ�Ⱥ����������Ķ�β���������ٶȺ;�ֹ��������Ũ�ȵ�Ӱ�죬��ͨ����ʵ�����ݻع�����ó����ij����ٶ�ģ�͡��������[15]����ȫβɰ�����ٶ�GA-SVM�Ż�Ԥ��ģ�ͣ������Ŵ�ѧ�㷨��ȫβɰ�����ٶȽ����Ż�Ԥ�⡣TAO��[16]�о�����Ͳ��ɰ�������������ɣ���Ϊ�ڳ��������д����Ŷ�������������ѹ������ ��[17]�Բ�ͬ������״����װ�ý����������������о��������һ������������Ũ����ѧģ�͡����µ�[18]������������������β��Ũ�ܵ�Ӱ������������ͬ���������������β��Ũ�ܵ�Ӱ���������������[19]���þ��ȷ��������ʵ�飬�о����������ġ���������ҺŨ�Ⱥ���Ũ�������ضԹ�Һ���뼼���г����ٶȺͳ���Ũ�ȵ�Ӱ�졣�����о���Ҫ���������������������Ͻ�Ũ�ȡ���������������ȶ�����������Ӱ���������̽�������Գ��������и�����Ӱ�����ص�Ӱ��̶ȼ���������µ����������о����١�
��[17]�Բ�ͬ������״����װ�ý����������������о��������һ������������Ũ����ѧģ�͡����µ�[18]������������������β��Ũ�ܵ�Ӱ������������ͬ���������������β��Ũ�ܵ�Ӱ���������������[19]���þ��ȷ��������ʵ�飬�о����������ġ���������ҺŨ�Ⱥ���Ũ�������ضԹ�Һ���뼼���г����ٶȺͳ���Ũ�ȵ�Ӱ�졣�����о���Ҫ���������������������Ͻ�Ũ�ȡ���������������ȶ�����������Ӱ���������̽�������Գ��������и�����Ӱ�����ص�Ӱ��̶ȼ���������µ����������о����١�
�������߲���Design-Expert��������ȡPlackett-Burman(PB)������������(Central composite design, CCD)ʵ����Ƽ���������������Ӱ��ȫβɰ��������Ч������Ҫ���أ�̽�����������������ȫβɰ�����������ɣ����Ե�λ������崦����Ϊ���۱�����������������ҪӰ����������ֵ��
1 ʵ��
1.1 ʵ�����
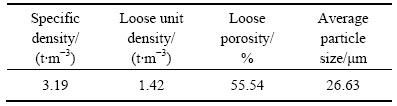
ʵ��βɰȡ�Ժ�����ijͭп��βɰ��ɢ����С�ҿ�϶�ʽϴ���ɢ��϶�ʳ���50%��ƽ������Ϊ26.63 ��m��βɰ���������������1���С�
βɰ��20 ��m���¼�40 ��m���ϵĿ��������϶࣬��������С��20 ��m��ϸ��������ռ����������47.12%����ϸ��βɰ[20]��ȫβɰ���������ͼ1��ʾ��
��1 ȫβɰ������������
Table 1 Basic physical properties of unclassified tailings

ͼ1 ȫβɰ�������
Fig. 1 Grain size distribution of unclassified tailings
1.2 ʵ��ԭ��
���п�˹����[21]ָ�����������������Һ�е����ɳ����ٶ������ֱ����ƽ�������ȣ���Һ���ȳɷ��ȣ���ʽ(1)��ʾ��
 (1)
(1)
ʽ�У�vΪ�������ɳ����ٶȣ�m/s��gΪ�������ٶȣ�9.81 m/s2�� ΪҺ���ȣ�Pa��s��
ΪҺ���ȣ�Pa��s�� Ϊ�����ܶȣ�kg/m3����1ΪҺ���ܶȣ�kg/m3��dΪ����ֱ����m��
Ϊ�����ܶȣ�kg/m3����1ΪҺ���ܶȣ�kg/m3��dΪ����ֱ����m��
ʵ������������ΪR1050��������ͨ���γɸ߷�������ϸ������������������������[22]�������������������������ӣ��������γɣ���������ֱ��Ѹ�ٱ��������ӣ������ٶȼӿ죬�������������ܹ��̡��߷����������ļ���������ͼ2��ʾ��

ͼ2 �߷�����������������
Fig. 2 Polymer bridging in flocculation
1.3 ʵ�鷽��
ʵ����������֣�Ӱ������ɸѡʵ������ҪӰ�����ص����ˮƽȷ��ʵ�顣Ӱ������ɸѡʵ�����Plackett-Burman(PB)ʵ����Ƽ�����������ʵ������N=12��ѡȡ��Ӱ�����ع�7�����ֱ�Ϊβɰ����Ũ�ȡ�βɰ��pHֵ�����������ġ���������ҺŨ�ȡ��¶ȡ��Ӵ�������������������ʵ���������飬ȷ����ͬӰ������ȡֵ�����2���С�
���ݱ�2����βɰ���������óɵ�βɰ�����ں������ڣ�ʹ��ﵽʵ�������¶ȡ���Ҫ���ȡ��������������Һ����������������Һ��ϵ�ɰ���У����Ӵ�����Ҫ��תҡ����Ͳ�����ã���¼��ͬʱ����Һ�������ĸ߶ȡ��Ե�λ������崦����Ϊ����ָ�꣬����PB�����õ������ص�Ӱ��̶�(Pֵ)���Ӷ�ȷ����Ҫ��Ӱ�����ء�
��ҪӰ�����ص����ˮƽȷ��ʵ�������CCDʵ����Ƽ�����������ÿ������ȷ��5���ݶ�ˮƽ��������ת���ʵ�顣�Ե�λ������崦����Ϊ��������ͨ��CCD����������λ������崦��������Ӧ�ĸ���ҪӰ����������ֵ����ʵ����������ݴ�����ʽͬ�ϡ�
2 ���������
2.1 ���������������������������
������ʼǰ��βɰ�����ʡ��ֲ�����ʵ�����ʼ�Ĺ�Һ�������߶Ȼ���һ�¡���������������ͼ3��ʾ����ʵ����Ĺ�Һ�������߶���Ѹ���½������ټ�����������ڲ��䡣���������������ھ����������������ṹ�Ĺ�ͬ�����£�β����������ۼ��γɽϴ������ţ�ʹ��β����������ٶ�Ѹ�ټӿ죬�Ӷ��ڳ���������βɰ���������Է��������ϲ�Ϊ���������в�Ϊ���������ײ�Ϊѹ����������ʱ�����ƣ������������������������������������ԽϿ���ٶȲ������ƣ����������ϲ��ܹ۲쵽βɰ���������½����²����н��巭ӿ������ѹ����βɰ���ϳ�����βɰ�����߶�����������Һ�е�ϸβɰ�����١�
��2 Ӱ������ɸѡʵ�鷽��
Table 2 Scheme of screening influence factors test

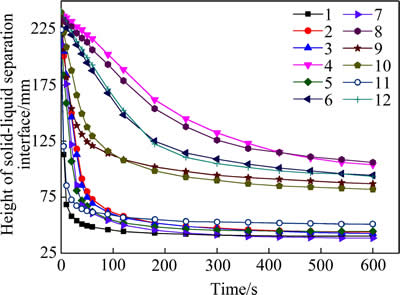
ͼ3 Һ�������߶���ʱ��仯����
Fig. 3 Changes of height of solid-liquid separation interface with time
��ͼ3�ɼ��������зֲ���ͼ��4����������һ��������2�����ߣ��ֱ�Ϊ����4��8����0~400 s�ڣ���Һ�����������Խ������ٶ��½��� 400 s����������������ˮƽ�����չ�Һ����߶Ƚ���105 mm������������2�����ߣ��ֱ�Ϊ����6��12����0~300 s�ڣ���Һ�������߶ȴ����½����̣�300 s�����ȶ���93~95 mm���ɴ˿��Կ�����������������������̬���ƣ��������ʸ�����Һ�������߶��½����죬��������Ч�����ѣ��м�����2�����ߣ��ֱ�Ϊ����9��10�������ٶ����Ա�ö�ͼ�з�ӳΪ0~100 s������100 s������������ˮƽ������߶�����ԼΪ85 mm�����²���������6�����ߣ��ֱ�Ϊ����1��2��3��5��7��11���������ڹ�Һ�������Ѹ���½�����0~50 s�ڣ���Һ���������240 mm����55~65 mm��β�����Ѹ�ٳ�����100 s������߶ȱ仯С�������ȶ���38~52 mm���ۺ϶��ԣ���һ��ﵽ�����յ�����ʱ�����٣�������Һ����Ч����ѡ���300 sʱ�������ߵĹ�Һ�������߶�Ϊ����ָ�꣬������������Ϊ1��7��5��3��2��11��10��9��12��6��8��4�顣
��ͼ3���2���֣�ͼ��12��ʵ���У�����Ч���ϲ��6��������ɰ��Ũ�Ⱦ�Ϊ30%���Ϻõ�6������ɰ��Ũ�Ⱦ�Ϊ15%��һ���������Ӻ���Խ�ߣ���������Һ���ȷ�ɢ�������о�Խ���ѣ�������������������ͬʱ���������֮���е��ײ�Ļ������࣬���¿����³����������Ʋ�ɰ��Ũ�ȶ�βɰ����Ӱ��ϴ�����ͨ��Pֵ����֤��
2.2 ��ͬ���ض�����������Ӱ��̶�
�Ե�λ������崦������������������Ϊ����ָ�꣬���۲�ͬӰ�����������������������Ч����ɸѡȷ����ҪӰ�����ء�
��λ������崦������ָ��λʱ����ͨ��Ũ�ܻ���λ��������βɰ����������������������ͳ����ٶ��йأ��������ʽ(2)��ʾ��
 (2)
(2)
ʽ�У�GΪ��λ������崦������t/(m2��h)��Ϊβɰ�ܶȣ�g/cm3�� Ϊ�������������g/cm3��
�������������g/cm3��
������������������ʽ(3)��ʾ��ʵ���������βɰ��ġ�
 (3)
(3)
ʽ�У�wmΪ��������������%��m1Ϊ������βɰ��������g��m2Ϊ������������g��
��λ������崦�������������������ͼ4��ʾ��

ͼ4 ʵ��������������뵥λ������崦����
Fig. 4 Bottom flow mass fraction and solid processing volume per unit area of experiments
��ͼ4�ɼ����������������뵥λ������崦������������һ����Χ���������������ơ����У��������������������48%~64%֮�䣬�䲨����ֵԼΪ53%����λ������崦��������5.98~33.21 t/(m2��h)֮�䣬������ֵԼΪ20 t/(m2��h)���Աȵ������������뵥λ������崦�������߿�ȣ��ɼ����߿�ȸ��������ָ���ʵ��֮��IJ���Ե�λ������崦����Ϊ����������ø����ص�Ӱ��̶�ֵ(Pֵ)��������Ӱ��̶ȡ�PֵԽС�����������ض�ʵ������Ӱ��Խ���ҵ�PֵС��0.1ʱ�����������ض�ʵ����Ӱ����������Ӱ�����ض�ӦPֵ���3��ʾ��
��3 �����ض�ӦPֵ
Table 3 P values corresponding to various factors

�ɱ�3�ɼ��������ذ�Ӱ��̶��ɴ�С����Ϊβɰ����Ũ�ȡ����������ġ��¶ȡ�βɰ��pHֵ����������ҺŨ�ȡ����������Ӵ����������У�βɰ����Ũ�ȡ����������ġ��¶ȡ�βɰ��pHֵ����������ҺŨ�ȵ�Pֵ����С��Ӱ���Ϊ���������Ӵ��������������ȶԵ�λ������崦������Ӱ���С��
���⣬ʵ��βɰ��pHֵΪ7.32��ƫ���ԣ�����������ֵ8.00���ʲ���pHֵ��Ϊ�������أ�βɰ�����ϴ�����Ӱ�����ؽ϶࣬���½����¶�������Ч���ơ�������ȡβɰ����Ũ�ȡ����������ġ���������ҺŨ��Ϊ��ҪӰ�����ء�
2.3 ��ҪӰ�����ص�����ֵ����
��Ӱ������ɸѡ�����֪����ҪӰ������Ϊβɰ����Ũ�ȡ����������ġ���������ҺŨ�ȣ�ÿ������ȷ��5���ݶ�ˮƽ���������4���У�����CCD������ҪӰ����������ֵȷ��ʵ����Ʒ�����ʵ������N=20������ʵ���������5��ʾ��
��¼��ͬʱ�̹�Һ�������߶ȣ��õ����������������ߣ���ͼ5��ʾ����ͼ5�ɼ�����ͬӰ��������������£������߳�ʼ�߶Ȼ�����ͬ�������������Ľ��У�������Ѹ���½��������ȶ������ƣ������ߵĹ�Һ�������߶Ƚ������ƻ���һ�¡������������ڣ���Һ�������߶�Ѹ���½���ͼ�з�ӳΪ0~50 s�Σ��ڴ�֮��Һ�������߶��½��ٶ����Լ�������֮Ϊ�����������ڣ�ͼ�з�ӳΪ50~180 s�Ρ�180 s�����Һ�������߶������ȶ�����������ˮƽ������ʽ(2)��(3)����������������͵�λ�������Ĵ�������������ͼ6��ʾ��
��4 βɰ����Ũ�ȡ����������ġ���������ҺŨ�ȱ仯��Χ
Table 4 Range of tailings slurry concentration, flocculant unit consumption, flocculant solution concentration

��5 ������ˮƽʵ�鷽��
Table 5 Scheme of best combination level test


ͼ5 ��Һ�������߶���ʱ��仯����
Fig. 5 Changes of height of solid-liquid separation interface with time

ͼ6 ��ʵ��������������뵥λ������崦����
Fig. 6 Bottom flow mass fraction and solid processing volume per unit area of experiments
��ͼ6�ɼ����������������뵥λ������崦�����仯����Эͬ�Ժ�һ���ԡ����߲����ϴ�ͬʵ��֮�䵥λ������崦��������ϴ�����ʵ����ĵ�λ����������������ʵ�����1.7�������У���2��ĵ�λ������崦�������ţ���ֵΪ3.02 t/(m2��h)���ҵ�2����������������Ϊ63.58%����7�鵥λ������崦��������С����������Ϊ1.77 t/(m2��h)������12���������������С����ֵΪ57.19%�����⣬�Ա�ͼ4��6�ɵã�����ҪӰ����������ֵʵ���У��������������������������ά����50%~60%��������ʵ�龲̬����������û�����õ�ˮ�ˣ���ˣ������ǵ������ã�βɰ����֮���ˮ���ܵ�����������ʵ��������������������ƫС��
����CCD�������ݷ������Ե�λ������崦����GΪ����ָ��(G��ȡ��ȡ��ֵ3.04 t/(m2��h))����ʱ������ҪӰ������ˮƽֵ����6��
��6 ���λ������崦���������Ӧ�ĸ�����ˮƽ
Table 6 Maximum solid processing capacity per unit area and factors level corresponding to maximum level

�ɱ�6�ɼ�����Gȡ���ֵʱ��βɰ����Ũ�ȡ����������ġ���������ҺŨ�ȶ�Ӧ��ˮƽ�ֱ�Ϊ-1.08��1.67��-0.93���Ե�λ������崦����GΪ����ָ�꣬���ñ�4����6��ʽ(4)�����㵱Gȡ�����ֵʱ�ĸ���������ˮƽB��
B=L0+LB����i (4)
ʽ�У�L0Ϊ��4��ˮƽΪ0ʱ�����ض�Ӧ��ˮƽ��ֵ��LBΪ��6�и����ض�Ӧ��ˮƽ��ֵ��
����ʽ(4)������λ������崦����ȡ���ʱ������Ҫ����ȡ������ֵ���ֱ�Ϊβɰ����Ũ��16.02%������������28.35 g/t����������ҺŨ��0.1541%����ʱ��λ������崦����Ϊ3.04 t/(m2��h)��
3 ����
1) ȫβɰ���������������Ƕ�����������á���ͬӰ��Ľ�������������߶���ʱ���������Ѹ�ٽ��ͺ������ȶ��ı仯���ƣ�����Ӱ�������������Ч����ͬ���������𣬴��⣬�������������͵�λ������崦�����仯����Эͬ�ԡ�
2) Ӱ�������������̵ĸ����ذ���Ӱ��̶��ɴ�С����Ϊβɰ����Ũ�ȡ����������ġ��¶ȡ�βɰ��pHֵ����������ҺŨ�ȡ����������Ӵ�������
3) �Ե�λ������崦����Ϊ����ָ�꣬�õ�Ӱ��������������Ҫ���ؼ�������ֵ�ֱ�Ϊβɰ����Ũ��16.02%������������28.25 g/t����������ҺŨ��0.1541%����ʱ�����λ������崦�������ţ�Ϊ3.04 t/(m2��h)��
REFERENCES
[1] �����. �ҹ��������շ�չ�ļ�������[J]. �й���ɽ����, 2010, 39(5): 1-3.
YU Run-cang. Development and innovation of cemented filling technology in China[J]. China Mine Engineering, 2010, 39(5): 1-3.
[2] WANG Xin-min, ZHAO Bin, ZHANG Qin-li, XU Dong-sheng. Cemented backfilling technology with unclassified tailings based on vertical sand silo[J]. Journal of Central South University of Technology, 2008, 15(6): 801-807.
[3] �ǵ���, ��ΰ��, �� ��, Ҧά��, ������, ����. �ִ��ɿ����������ɿ�[J]. ��ɫ������ѧ�빤��, 2011, 2(2): 7-14.
QIAO Deng-pan, CHENG Wei-hua, ZHANG Lei, YAO Wei-xin, WANG Xian-lai, WANG Hu. Modern mining concepts and filling technique[J]. Nonferrous Metal Science and Engineering, 2011, 2(2): 7-14.
[4] ��ع��, ������, ���. ��Ũ��(����)�����������Լ��������Ͳ����ĺ���ȷ��[C]// �й���ɫ����ѧ��ڰ˽���ʳ���ɿ�������ļ�. ����: ��ҵ�о��뿪��, 2004: 234-236.
XU Yu-hai, XU Xin-qi, LI Jian-xiong. Rheological behavior of high-density backfill and reasonable determination of the parameters for its gravity-flow transport[C]// Eighth International Filling Mining Conference Proceedings of China Nonferrous Metals Society. Beijing: Mining Research and Development, 2004: 234-236.
[5] ������, �ǵ���. �ֹ��ϸ�Ũ�ȳ����Ͻ��Ĺܵ�����ģ�������[J]. �й���ɫ����ѧ��, 2015, 25(1): 258-266.
ZHANG Xiu-xiang, QIAO Deng-pan. Simulation and experiment of pipeline transportation of high density filling slurry with coarse aggregates[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(1): 258-266.
[6] �� ��, ���þ�, �� ��, ������, �� ��. ���� CFD �ij���ܵ���Һ����������ģ�⼰����[J]. �й���ɫ����ѧ��, 2012, 22(7): 2133-2140.
WU Di, CAI Si-jing, YANG Wei, WANG Wen-xiao, WANG Zhang. Simulation and experiment of backfilling pipeline transportation of solid-liquid two-phase flow based on CFD[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(7): 2133-2140.
[7] ������, �ŵ���, ������. ���ɽ����������ܵ����ͼ���[M]. ��ɳ: ���ϴ�ѧ������, 2012.
WANG Xin-min, GU De-sheng, ZHANG Qin-li. Conveying technology in deep mine filling theory and pipeline[M]. Changsha: Central South University Press, 2012.
[8] RULYOV N N, LASKOWSKI J S, CONCHA F. The use of ultra-flocculation in optimization of the experimental flocculation procedures[J]. Physicochemical Problems of Mineral Processing, 2011, 47: 5-16.
[9] ADDAI-MENSAH J. Enhanced flocculation and dewatering of clay mineral dispersions[J]. Powder Technology, 2007, 179(1): 73-78.
[10] SELOMUYA C, JIA X, WILLIAMS R A. Direct prediction of structure and permeability of flocculated structures and sediments using 3D tomographic imaging[J]. Chem Eng Res Des, 2005, 83(7): 844.
[11] �� ��, ��Բ��, ��ΰΰ, ������, �� ��. β����������Ӱ�����ص������о�[J]. ������ɽ, 2008, 383(5): 149-151.
WANG Xing, QU Yuan-yuan, HU Wei-wei, HAN Wen-liang, WU Miao. Experiment research on factors influencing tailing pulp flocculation settling[J]. Met Mine, 2008, 383(5): 149-151.
[12] ���齭, ������, �Ⱞ��, ������, ������. ȫβɰŨ�������о�������Ũ�ܻ�����е�Ӧ��[J]. �����Ƽ���ѧѧ��, 2011, 33(6): 676-681.
WANG Hong-jiang, CHENG Qin-rui, WU Ai-xiang, ZHAI Yong-gang, ZHANG Xin-pu. Study on the thickening properties of unclassified tailings and its application to thickener design[J]. Journal of University of Science and Technology Beijing, 2011, 33(6): 676-681.
[13] ESWARAIAH C, BISWAL S K, MISHRA B K. Settling characteristics of ultrafine iron ore slimes[J]. Int J Miner Metall Mater, 2012, 19(2): 95-99.
[14] ������, ���齭, �Ⱞ��, ��ѧ��, ������, �� ��. ȫβɰ�����������ɼ������[J]. �����Ƽ���ѧѧ��, 2010, 32(6): 702-707.
JIAO Hua-zhe, WANG Hong-jiang, WU Ai-xiang, JI Xue-wen, YAN Qing-wen, LI Xiang. Rule and mechanism of flocculation sedimentation of unclassified tailings[J]. Journal of University of Science and Technology Beijing, 2010, 32(6): 702-707.
[15] ������, �Խ���, �ŵ���. ȫβɰ���������ٶ��Ż�Ԥ��ģ��[J]. �й���ɫ����ѧ��, 2015, 25(3): 793-798.
WANG Xin-min, ZHAO Jian-wen, ZHANG De-ming. Optimal prediction model of flocculating sedimentation velocity of unclassified tailings[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(3): 793-798.
[16] TAO D, PAREKH B K, ZHAO Y M, ZHANG P. Pilot-scale demonstration of deep cone TM paste thickening process for phosphatic clay/sand disposal[J]. Separation Science and Technology, 2008, 45(10): 1418-1425.
[17] R, DAMASCENOB J J R, KARLSENC K H. A mathematical model for batch and continuous thickening of flocculated suspensions in vessels with varying cross section[J]. International J Miner Process, 2004, 73(2/4): 183.
[18] �� ��, �Ⱞ��, ���齭, ��˹��, �� ��. ������������β��Ũ�ܵ�Ӱ�����[J]. �����Ƽ���ѧѧ��, 2013, 35(11): 1419-1423.
WANG Yong, WU Ai-xiang, WANG Hong-jiang, LIU Si-zhong, ZHOU Bo. Influence mechanism of flocculant dosage on tailings thickening[J]. Journal of University of Science and Technology Beijing, 2013, 35(11): 1419-1423.
[19] ������, �Ⱞ��, ���齭, ������, ��ʤ��, Ф����. ȫβɰ������������ʵ���о�[J]. �����Ƽ���ѧѧ��, 2011, 33(12): 1437-1441.
JIAO Hua-zhe, WU Ai-xiang, WANG Hong-jiang, LIU Xiao-hui, YANG Sheng-kai, XIAO Yun-tao. Experiment study on the flocculation settlement characteristic of unclassified tailings[J]. Journal of University of Science and Technology Beijing, 2011, 33(12): 1437-1441.
[20] �� ��, �� ��. ÷ɽϸ��β����������о�[J]. ���չ�ҵ��ѧѧ��, 2010, 27(S1): 94-97.
YU Fa, ZHANG Lin. Tests on the filtering of Meishan fine tailings[J]. Journal of Anhui University Technology, 2010, 27(S1): 94-97.
[21] ������. ˹�п�˹������Һ��ճ�����ʵ����о�[J]. ҽѧ��Ϣ, 2007, 2(3): 408-409.
WANG Gui-lian. Research of liquid viscosity by Stokes method[J]. Medical Information, 2007, 2(3): 408-409.
[22] ������, ���ҽ�. �����š�����ģ�͵ĸ߷ֱ�羵�۲�[J]. ��ұ����, 1991, 11(2): 40-42.
LIU Qing-xia, SHAN Zhong-jian. High-resolution microscopic observation of a ��bridging�� flocculation model[J]. Mining and Metallurgical Engineering, 1991, 11(2): 40-42.
Influence factors on flocculation sedimentation of unclassified tailings
WU Ai-xiang1, 2, ZHOU Jing1, 2, YIN Sheng-hua1, 2, WANG Lei-ming1, 2
(1. Key Laboratory of Ministry of Education for High-Efficient Mining and Safety of Metal,
University of Science and Technology Beijing, Beijing 100083, China;
2. School of Civil and Environment Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Unclassified tailings flocculation sedimentation process is an important part of paste filling process. In order to investigate the law of the flocculation sedimentation in the multi-factors coupling condition, the unclassified tailings flocculation sedimentation experiments by Design-Expert software design were carried out. Besides, the important influence factors of the unclassified tailings flocculation sedimentation and the optimal value were analyzed and selected when the solid processing volume per unit area was the best. The results show that the trends of the flocculation sedimentation curves are consistent basically in the coupling conditions of different influence factors, decreasing rapidly first and tending to level finally. The important influence factors of unclassified tailings flocculation sedimentation are tailings slurry concentration, flocculant unit consumption and flocculant solution concentration, and the optimal values successively are 16.02%, 28.35 g/t, 0.1541%. Meanwhile, the solid processing volume per unit area is the biggest (3.04 t/(m2��h)).
Key words: back-filling mining; unclassified tailings; flocculation sedimentation; influence factor; optimal volume
Foundation item: Project(51374035) supported by the National Natural Science Foundation of China; Project (NCET-13-0669) supported Program for New Century Excellent Talents in University, China; Project (201351) supported by Foundation for the Author of National Excellent Doctoral Dissertation of PR China
Received date: 2015-04-19; Accepted date: 2015-10-22
Corresponding author: YIN Sheng-hua; Tel: +86-10-62332750; E-mail: csuysh@126.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51374035)�������������˲�֧�ּƻ�������Ŀ(NCET-13-0669)��ȫ�����㲩ʿѧλ��������ר�����������Ŀ(201351)
�ո����ڣ�2015-04-19�������ڣ�2015-10-22
ͨ�����ߣ������������ڣ���ʿ���绰��010-62332750��E-mail: csuysh@126.com

