�첽�����ٱȶԸߴ�����֯��ת���Ӱ��
�� ��1, 2, ���һ�1, �� ��2, �� ��1, �� ��1
(1. ������ѧ ������ұ��ѧԺ, ���� 110004;
2. ����ʦ����ѧ ������ѧ�뼼��ѧԺ, ���� 110034)
ժ Ҫ: ���ò�ͬ�ٱȶԸߴ���������첽����, ����������Ʒ���в�ͬ�¶Ⱥ�ʱ����ٽᾧ�˻�, �о��첽�����ٱȶԸߴ�����֯��ת���Ӱ�졣 �������: ���ٱȵ��첽��������Ʒ�в�����ǿ����ת����֯����{102}��uvw��֯��, �첽�����˻��ĸߴ�������Ʒ���к�ǿ������֯��{001}��100���� ����֯��������������ٱȺ��¶��й�: ���ٱ�Ϊ1.06ʱ, �¶�����300�濪ʼ��������֯��; ���ٱ�Ϊ1.17ʱ, �¶�����200��ͳ�������֯���� ����֯����ֵ��γɴ���һ����ֵ�¶�, ���¶����첽���Ƶ��ٱȳɷ���, �����ٱȵ�����, ��ֵ�¶�����, �����첽������߸ߴ��������α䴢���йء� �첽�����������ڵ���ʱ�γɽ�ǿ������{001}��100��֯����
�ؼ���: �첽����; �ߴ�����; ֯��; �ٱ� ��ͼ�����: TG146.2
���ױ�ʶ��: A
Effect of speed ratio on textures transformation in cross shear rolled high purity aluminum foils
HUANG Tao1, 2, QU Jia-hui1, GAO Ming2, WANG Fu1, ZUO Liang1
(1. School of Materials and Metallurgy, Northeastern University, Shenyang 110004, China;
2. College of Physical Science and Technology, Shenyang Normal University,Shenyang 110034, China)
Abstract: Hot rolled high purity aluminum sheet was cold rolled by cross shear rolling with different roll mismatch speed ratio. Then, the specimens were annealed by different processes. The effects of speed ratio on texture transformation were analyzed. The results show that the strong rotated cube texture components {001}��110�� and {102}��uvw�� form and develop in high roll mismatch speed ratio cross shear rolling specimen, and there are strong cube textures in the annealed specimen. The volume fraction of the cube texture relates to the speed ratio and the temperature. When the temperature increases to 300��, the cube texture appears at the speed ratio of 1.06. When the temperature increases to 200��, it appears at the speed ratio of 1.17. During the annealing of cross shear rolling specimen, there is a temperature threshold value for the formation and development of cube orientated grain, the value is inversely proportional to that of speed ratio. With the increase of the roll mismatch speed ratio, the threshold value decreases. The effects are attributed to an increase of deformation-stored energy. The cross shear rolling speeds up the nucleation and grain-growth of cube orientated grain at lower temperature.
Key words: cross shear rolling; high purity aluminum foil; texture; speed ratio
�ߴ�������Ҫ�����������������������ϡ� ��������, ���Ͽ�ѧ�����߲��ϵ������ڸߴ�����ȡ��������Ϊ���о�[1- 4], ���ڻ�ýϸߵ�����֯��{001}��100���� �����ǽ�����, ����һ����ȡ���˺ܴ�Ľ�չ[ 5-7] , �ҹ������ĸߴ�������������Ҳ�ӽ������Ƚ�ˮƽ�� ����, ��Щ����������ͬ�����������½��еġ� ����, ���첽���Ƹߴ��������о��������١�
������ѧ���첽���Ƴɹ�Ӧ���ڽṹ����֮��, �ֿ�չ�˹��ܲ���ȡ���ֺߴ������첽���Ƶ��о������� ����ǿ��[8]���о����첽�����¸ߴ���������֯���Ļ�����, ��һ���о����첽�������ٱȶԸߴ�����֯��ת���Ӱ�졣
�첽����(cross shear rolling, CSR)��ָ�ϡ� �¹��������ٶȲ��ȵ�һ�����Ʒ����� ��������ѹ��С, ��Ʒ���ȸ�, �������ٵ��ν��д�ѹ�������Ƶ��ŵ�, �ر��������Ʊ����ͳ�����, �÷���Ҳ�����ڸߴ������Ĺ�ҵ������ ���, ̽���첽�����ٱȶԸߴ�����֯��ת���Ӱ��, ����������������, ���Ҿ��й�����Ӧ��ǰ����
1 ʵ��
�����������ӹ����ṩ��99.99%�ĸߴ���������, ���Ϊ7.5mm, ��ѧ�ɷ�ΪFe 0.0012, Si 0.0008, Cu 0.0033, ����Ϊ��(��������, %)�� ������ֱ�1.06�� 1.17��1.28���ٱȾ�4�������첽���Ƴ��α���Ϊ98.7%, ���Ϊ100��m����Ʒ�� �����α�������Ϊ60%�� 66.7%�� 70%��66.7%�� �������ٹ���Ӵ��ı��濪ʼ, �����ٹ�����20��mΪ��λ����ĥȥ����, �ú��(d)Ϊ20�� 40�� 60�� 80��100��m�ĸ��档 �˻���Ʒ������, һ������������(Լ20��)��10��/min �������ٶ�, ��¯���ȵ� 400��500��, �ֱ���2h, ����¯����; ��һ����������¯����, ���¶�����100�� 200�� 300�� 400��500��ʱ, ��������ˮ�д��, ����Ʒ�ĸ�����֯��������, ���ڲ�����
���������˻���Ʒ�ֱ����֯���ⶨ, ֯���ⶨ�ڶ�����ѧ��������D/max-��A��X���������Ǽ�B-7���Զ�֯�����̨��ɨ�����, ����Schulz���䷨���С� ����CuK������, �ܵ�ѹΪ35kV, �ܵ���Ϊ20mA, ��ɢ����DS 2��+2mm�߹���, ��ɢ������SSΪ5mm, ��������RSΪ5mm�� ������Ʒ��{111}�� {200}�� {220}��3�Ų�������ͼ, ɨ�ⰴͬ��Բ������ʽ����, ����0�㵽70��, �´�0�㵽360��ɨ��, ��������Ϊ 5��, �ɼ�����ɼ����ݡ� ODF�������ö�����ѧ�����о����ġ�������������֯����������ϵͳ[9]����, ����ú��-ODF����ͼ��ʾ��
��R.J.Roe�����ȡ��ֲ�������, һ��(��, ��, ��)���ᄃ����һ��ȡ�� �ס� �ȡ� ��Ϊ��������ϵ������������ϵ(���� ���� ���淨��)��Euler�ǡ� ������ϵ��˵, һ��(��, ��, ��)ֵ�����Ӧ��(hkl)[uvw]֮�������¹�ϵ:

�ݴ˿�����ý���ͼ�ϼ����ܶ���ǿ������Ӧ֯����֡�
2 ���������
2.1 �첽����֯��
ͼ1��ʾΪ�ٱ�Ϊ1.28�� �α���Ϊ98.7%��������Ʒ���� �����ĺ��-ODF����ͼ�� ��ͼ1��֪, ��Ʒ�г��˳�����S{123}��634��֯����C{112}��111��֯����, ����������ת����֯��

ͼ1 �ٱ�Ϊ1.28ʱ���������ĺ��-ODF����ͼ
Fig.1 ODF��s constant �� sections of slow(a) and fast(b) roller side with speed ratio of 1.28
{001}��110����{102}��uvw��, �ҿ졢 �������֯�����ͺ��������Բ�ͬ, ��������ת����֯���ĺ����ϴ��ڸ���IJ��졣 ������ǿ��������S֯���� C֯������ת����֯����, �������ǿ��������S֯����{102}��uvw��֯���ϡ� �ٱ�Ϊ1.06��1.17����Ʒ�������ƽ��, �������ٱȵ�����, ��ת����֯������������������ӡ�
ͼ2��ʾΪ�ٱ�Ϊ1.28ʱ, ��Ҫ˿֯�������������(d)�ı仯�� ��ͼ2���Կ���, 4��֯����ֺ������ֹ����Եı仯, �����ź�ȵ�����, {100}��{112}˿֯�������ݼ�, {102}˿֯����������, ��{123}˿֯����d=60��m��Ϊ�յ����������
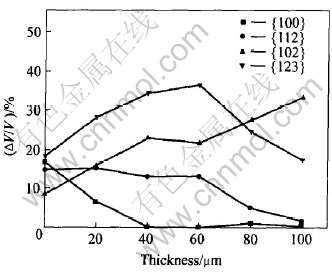
ͼ2 �ٱ�Ϊ1.28ʱ{100}�� {112}�� {102}��{123}˿֯������������ȵĹ�ϵ
Fig.2 Relationship between volume fraction and thickness of {100}, {112}, {102} and{123} fiber with speed ratio of 1.28
�첽����ʱ, ���������ٶȲ�ͬ, ���ٹ�����������, �Ҵ����źܴ�ļ��б���, Ħ������ָ�����; �����ٹ������෴, �����ٹ�����Ӵ��Ľ������治�������б���, Ħ������ָ�����, ����, �������ھ��γ�����ν�Ĵ������� ���ڴ������Ĵ���, ʹ�������ڲ������Գ��α�, ���ֲ��ԳƵĽ���������Ϊ��֯�����ͺ�ǿ���ϳ��ֳ�һ������ı仯, �����ٱȺ��α����Ĵ�С�й�, ��ͬ��֯������, ��ȡ������������ͬ��
�첽���ƿɿ�����������ѹ���Լ����б��ε��Ӷ���(��ͼ3), ���, �첽������������֯��Ӧ��ͬ�����Ʋ�����֯���ʹ����в�����֯���ĵ��ӡ� ��������[2-4], �ڼ��б����г�����ͭ֯��{112}��111����, ��������ת����֯��{001}��110��, ����ʵ��������һ��, �������в�δ�ᵽ{102}˿֯���ij���, ͬʱ, �졢 ���������ת����֯������ϴ� �ɴ�˵��: �첽�����еĴ�������������Ļ���ϵ���뻬�ƺͽ�������������ת����֯������ǿ��{102}˿֯���ij��֡� ͬʱ, �ڲ�ͬ����, ��������ͬ, ������ͬ�Ļ���ϵ���뻬�ƺͽ�����, �����������첽������, �ߴ���������֯�������� ���������Ͳ�ͬ, �����ٱȵ�����, ֯��ǿ�ȷ����仯���¡�

ͼ3 �첽����ʱ������Ӧ��״̬�ļ�ģ��
Fig.3 Simplified model of stress in rub-rolling region during cross shear rolling
2.2 �ٽᾧ֯��
ͼ4��ʾΪ�ٱ�(r)Ϊ1.28, �α���Ϊ98.7%, �˻��¶�Ϊ400��, �˻�ʱ��Ϊ2hʱ, ��Ʒ�ĺ��-ODF����ͼ�� ��ͼ4��֪, �����˻�������Ʒ�����˽�ǿ������֯��, ���ڴ˹�����, ���� �����֯����������һ�¡� �ٱ�Ϊ1.06��1.17��ʵ��Ҳ����: ���α�����Сʱ, ���� ����������ϴ�, ����������֯��ԶԶС������һ��; ���α����ϴ�ʱ, ���� �������IJ��첻��, ���ֲ���Ҳ�������˻�ʱ��Ľ�һ���ӳ���������ʧ��
�о�����, �����α�֯��ֱ��Ӱ���ٽᾧ����֯�����γɺͷ�չ, ����S֯����C֯�����˻��ٽᾧʱ����ת��Ϊ����֯��[4, 10]�� ��ͼ2��֪, ������(d=0��m)�Ϳ����(d=100��m)S֯�����������������ͬ, ���������C֯���������ȴ���ڿ����, �����˻������, �����������֯����������ձ���ڿ����ġ� �������������������κ˺���������, �����˻�ʱ��Ľ�һ���ӳ�, �����������ߴ�ӽ��������ʱ, ���� ����������֯������Ҳ����һ�¡� ��ͼ2���ɼ�, ���������ת����֯�����ڿ����, ������ת����֯��Ҳ�������ٽᾧ����֯���ļ�ǿ[11,12]��
�����淴��ͼ��������, ���α���Ϊ98.7%, �˻��¶ȷֱ�Ϊ400��500��, ������2hʱ, ����֯������������ٱȵı仯��ͼ5��ʾ�� ��ͼ5�ɼ�, �����¶ȵ�����, ����֯�����������֮����; ������ͬ�¶���, ����֯������������ٱ�

ͼ4 �ٱ�Ϊ1.28�� �˻�ʱ��2h���˻��¶�400��ʱ���������ĺ��-ODF����ͼ
Fig.4 ODF��s constant �� sections of slow(a) and fast(b) roller side under conditions of speed ratio 1.28, annealing time 2h and annealing temperature 400��

ͼ5 ����������ٱȵı仯����
Fig.5 Change curves of volume fraction with speed ratio
���������ӡ� ��������ͬ��ѹ����, �ڴ��ٱ����ƵĴ�������, ��������Ļ���ϵ���뻬�ƺͽ�����, ʵ�ʱ�������ij̶Ƚϸ�, �ṩ����Ʒ���α䴢�ܽ϶�, �⽫�������ٽᾧ�Ľ��С� ͼ6��ʾΪ3���ٱ���Ʒ���˻�����е���Ӳ�����¶ȵı仯���ߡ� ��ͼ6�ɼ�, �����¶ȵ�����, 3���ٱ���Ʒ����Ӳ�Ⱦ�����, ���ٱ�Խ��, ��Ӳ�Ƚ��͵�Խ��, �ɼ��ٱȶ��ٽᾧ����Ҳ����һ����Ӱ�졣 ���ٱ����Ƶ���Ʒ�������ٽᾧ, �����ֲ����ڵ���ʱ��������, ���¶Ƚϸ�ʱ, �������ڼ�С, ��������ٽᾧ������, �ٱȶ��ٽᾧ��ʼ�ε�Ӱ�����

ͼ6 ��Ӳ�����¶ȵı仯����
Fig.6 Change curves of microhardness with temperature
2.3 ��ֵ�¶�
ͼ7��ʾΪ�ٱ�Ϊ1.06�� 1.17�� 1.28����Ʒ���˻������, ����{001}��100��֯����ֵ�����������˻��¶ȵı仯���ߡ� ��ͼ7�ɼ�, ���ٱ�r=1.06ʱ, ֻ�е��˻��¶�����300��ʱ, �ſ�ʼ��������֯�����; �����ٱ�r=1.17ʱ, �¶�����200�漴�ɳ�������֯�����; ���ٱ�Ϊr=1.28ʱ, �ڸ����¶��¾ͳ�������֯�����, �������˻��¶ȵ�����, ����֯�����Ѹ������, ���¶�Ϊ100��ʱ, ����֯��������������Ѿ����ӵ�Լ60%�� ʵ��������[13], ���˻������, ����֯����ֵij�����һ����ֵ�¶�, ��ֵ�¶ȵĴ�С���ٱȽ��Ƴɷ���, ���ٱ�Խ��, ����֯����ֳ��ֵ��¶���ֵ��ԽС��
����Gibbs-Thomson����, ���˳�����ٽ�뾶Ϊ

ʽ�� Ϊ����ȡ���Ǿ���ƽ��������; FdΪ�ٽᾧ��������
Ϊ����ȡ���Ǿ���ƽ��������; FdΪ�ٽᾧ��������
��һ�Ǿ��ߴ�����ٽ�뾶ʱ, ������Ϊ�ٽᾧ���ˡ� ���ٱȽ�Сʱ, �첽���ƾͽӽ���ͬ������, ���ڴ�������, ��Ӧ��Ҳ��С�� ��Ȼ�α䴢�ܴ���, ���α����ԭ�ӵ��ƶ��� ���������{001}��100��֯������ٽᾧ���˵��γɺͳ���, �������һ���������� ���, ����֯����ֵ��γ��뷢չ��Ҫ�ڽϸߵ��¶��½���, �ý�����ͬ�����Ʒ���, ���ѱ����ڡ� ��������Ͻ�֯���о���ѧ����֤ʵ[14]�� �����첽������, ���ٱ�����ʱ, �������еļ�Ӧ����Ӧ����, �α䴢��Ҳ��Ӧ����, ���α���֯�еĸ���ȱ��Ҳ��Ӧ����, ��ԭ�ӵ��ƶ��ṩ����������, ����������ٽᾧ������, ����ʽ(2)ȷ���ľ��˳�����ٽ�뾶��С, ���첽�����µ���Ʒ�����ٽᾧ�����ٽ�뾶��ͬ������ʱС, ���, ���������{001}��100��֯����ֵ��γ��뷢չ, ���ڽϵ͵��¶��¾Ϳ�ʼ, �������ٱȵ�����, ����֯�����ֵ���ֵ�¶Ƚ��͡�

ͼ7 ����������˻��¶ȵı仯����
Fig.7 Change curves of volume fraction with annealing temperature
�����첽���������µĸߴ�����ȡ��������Ϊ��ͬ�����Ʋ�ͬ, ���ֱ���ģʽ�� Ӧ��״̬�������Ĵ��ݷ�ʽʹ֯�������ͺ������볣������ƹ��̲�ͬ[15] �� �о�����, �첽���Ƹߴ���������ͬ���˻����ƶ���, ������֯��ռ���ʲ����ڳ�������; �첽���������ڽ��ߴ��������ٽᾧ�¶�, ���Ϊ�����ܺġ� �������Ч�ʵ춨�˻���, �Ӷ�Ҳȷ�����ڹ�ҵ�����в����첽���ƵĿ����ԡ� ͬʱ, �ڴ�ͬ�����첽���ֱ任���Ʒ�ʽ��, ֯��������Ҫ��Դ�������ٱȵ����ӡ� ���, �����ٱȵ�Ӱ��, ����������Ըߴ�����֯��ת���������ʶ, Ҳ������ȷ���������첽���Ʋ���, ����ǿ����֯���ߴ�������ҵ�����ļ���ԭ�͡�
3 ����
1) �첽���Ƴ�����ת����֯����{102}ȡ���֯��, ���첽�����¿졢 ������֯�����Ͳ���ϴ�
2) �첽���Ƹߴ��������˻�֯����Ϊ����֯��, �ҿ졢 ������֯����������һ�¡� ��ͬ�����˻��ƶ���, �ٱ�Խ��, ����֯�����������Խ�ߡ�
3) �첽���Ƹߴ��������˻������, ����֯����ֵij��ִ���һ����ֵ�¶�, ���¶����첽�����ٱȳɷ���, �������ٱȵ�����, ��ֵ�¶Ƚ��͡�
REFERENCES
[1]Dillamore I L, Katou H. The mechanisms of recrystallization in cube metals with particular reference to their orientation-dependence[J]. Metal Science, 1974, 8: 73-75.
[2]Montheillet F, Cohen M, Jonas J J. Axial stresses and texture development during the torsion testing of Al, Cu and ��-Fe[J]. Acta Metall, 1984, 32: 2077-2089.
[3]Montheillet F, Gilormini P, Jonas J J. Relation between axial stresses and texture development during torsion testing: a simplified theory[J]. Acta Metall, 1985, 33: 705-717.
[4]Hjelen J, �hrsund R, Nes E. On the origin of recrystallization textures in aluminum[J]. Acta Metall Mater, 1991, 39(7): 1377-1380.
[5]Lee D N. The evolution of recrystallization textures from deformation textures[J]. Scripta Metall Mater, 1995, 32(10): 1689-1694.
[6]LIU Chu-ming, ZHANG Xin-ming, CHEN Zhi-yong, et al. The effect of hot finishing rolling on cube texture in high purity aluminum foils[J]. Trans Nonferrous Met Soc China, 2001, 11(1): 105-109.
[7]XIAO Ya-qing, ZHANG Xin-ming, TANG Jian-guo, et al. Texture in high purity aluminum foils and AA3004 sheets[J]. Trans Nonferrous Met Soc China, 2003, 13(3): 491-498.
[8]����ǿ, ����, ����, ��. �첽���Ƹߴ���������֯���ذ��ķֲ�����[J].�й���ɫ����ѧ��, 2003, 13(1): 56-59.
L�a Ai-qiang, HUANG Tao, WANG Fu, et al. Texture distribution along thickness after cross shear rolling of high purity aluminum foils[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(1): 56-59.
[9]��־��, �����, ����. ֯�����ϵ���άȡ�����������ODF����[M]. ����: ������ѧԺ������, 1986.
LIANG Zhi-de, XU Jia-zhen, WANG Fu. 3-D Orientation Distribution Analysis of Textured Materials[M]. Shenyang: Northeastern University of Technology Press, 1986.
[10]Nes E, Vante H E. The 40�� ��111�� orientation relationship in recrystallization[J]. Metallkde Z, 1996, 87(6): 448-450.
[11]Hirsch J, Nes E, L��cke K. Rolling and recrystallization texture in directionally solidified aluminium[J]. Acta Metall, 1987, 35: 427-438.
[12]������, ������, �ƽ���, ��. ���б��η��������Ըߴ���������֯����Ӱ��[J]. �й���ɫ����ѧ��, 2005, 15(6): 829-835.
DENG Yun-lai, ZHANG Xin-ming, TANG Jian-guo, et al. Effect of direction change of shear deformation on rolling textures in high purity Al foils[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(6): 829-835.
[13]����, ���һ�, ����, ��. �ߴ��������첽���ƺ��ٽᾧ������ȡ����ݱ�[J]. ����ѧ��, 2005, 41(9): 953-957.
HUANG Tao, QU Jia-hui, HU Zhuo-chao, et al. Evolution of the orientation of cross shear rolling high purity aluminum foils during deformation and recrystallization[J]. Acta Metallurgica Sinica, 2005, 41(9): 953-957.
[14]Hutchinson B. Nucleation of recrystallization[J]. Scripta Metall Mater, 1992, 27: 1471-1475.
[15]����, ����, �����, ��. �첽����ȡ������֯���ذ��ķֲ��뷢չ[J]. ����ѧ��, 1997, 33(4): 365-369.
LIU Gang, WANG Fu, QI Ke-min, et al.Texture distribution and development through thickness after cross shear rolling of oriented silicon steel[J]. Acta Metallurgica Sinica, 1997, 33(4): 365-369.
(�༭����)
������Ŀ: ���Ҹ����о���չ�ƻ�������Ŀ(2003AA331080); ������Ӧ�ÿ����о��ƻ�������Ŀ(1032040-1-04)
�ո�����: 2005-04-15; ������: 2005-09-30
�����: �� ��(1962-), Ů, ������, ��ʿ�о���
ͨѶ����: �� ��, ������; �绰: 024-24193686; E-mail: sysdht@sina.com

