文章编号:1004-0609(2013)07-1843-05
超声辅助搅拌摩擦焊对焊缝残余应力的影响
叶绍勇,贺地求,杨坤玉,祝建明,苏 斌,赖瑞林
(中南大学 高性能复杂制造国家重点实验室,长沙 410083)
摘 要:为了研究超声辅助搅拌摩擦焊对焊缝残余应力的影响,试验应用20 kHz的超声波辅助搅拌摩擦焊焊接了1.8 mm厚2024-T4铝合金,焊后应用X射线衍射法对焊缝的表面残余应力进行了测量,并与相同参数、工艺条件下搅拌摩擦焊残余应力进行对比。结果表明:转速1 200 r/min、焊速160 mm/min时,超声辅助搅拌摩擦焊纵向残余应力比搅拌摩擦焊平均降低38 MPa(降低28.5%)。超声辅助搅拌摩擦焊沿焊缝方向各点纵向残余应力分布更加均匀化,波动量降低。超声辅助搅拌摩擦焊对焊缝横向残余应力影响很小,应力水平与搅拌摩擦焊相当。在相同转速下,随着焊接速度的提高,焊缝的纵向残余应力也随之提高。
关键词:超声辅助搅拌摩擦焊;残余应力;2024铝合金
中图分类号: TG453 文献标志码:A
Effect of ultrasonic assisted friction stir welding on residual stress of welded joint
YE Shao-yong, HE Di-qiu, YANG Kun-yu, ZHU Jian-ming, SU Bin, LAI Rui-lin
(State Key Laboratory of Complicated Equipment Design and Extreme Manufacturing, Changsha 410083, China)
Abstract: To investigate the effect of ultrasonic assisted friction stir welding (UAFSW) on residual stress of weld line, 1.8 mm thick 2024-T4 aluminum alloy plates were welded by UAFSW with 20 kHz ultrasonic, and the residual stress of UAFSW was measured by X-ray diffraction and compared with that of friction stir welding (FSW) under the same process parameters. The results indicate that when the stirring rate is 1 200 r/min and the welding speed is 160 mm/min, the longitudinal residual stress of UAFSW reduces 38 MPa compared with that of FSW on average, which is decreased by 28.5%. And the longitudinal residual stress along the weld line of UAFSW is much more even than that of FSW. UASFW has small impact on the transverse residual stress, which is nearly equal to that of FSW. The transverse residual stress increases as the welding speed increasing at a constant rotation rate.
Key words: ultrasonic assisted friction stir welding; residual stress; 2024 Al alloy
超声辅助搅拌摩擦焊(Ultrasonic assisted friction stir welding,UAFSW)是中南大学于2006年1月发明的一种新型搅拌摩擦焊技术[1]。其工作原理是在搅拌摩擦焊接过程中,在搅拌头引入超声频纵向振动,利用高频振动与搅拌摩擦复合作用强化焊缝中下部金属流变行为,改善焊缝组织,提高焊缝性能,其工作原理图如图1所示。贺地求等[2]和李东辉[3]采用20kHz超声波分别对比了2219、2519、7A52、LF21搅拌摩擦焊与超声搅拌摩擦焊的性能。从试验结果看,超声辅助搅拌摩擦焊能够将超声波能量导入到焊缝组织底部,改善温度分布,增加材料流动性,细化晶粒,提高焊缝力学性能,获得比搅拌摩擦焊性能更优的焊缝。但超声辅助搅拌摩擦焊对焊缝残余应力的影响还没有深入的研究。
铝合金在焊接时,焊缝在不均匀温度场、应力场和流变场共同作用下成形,焊后将产生残余应力,导致焊接变形,特别是薄板焊接尤其明显。残余应力的存在会导致构件抗疲劳能力、抗腐蚀能力降低,降低构件的刚性和尺寸稳定性[4]。王磊[5]利用中子衍射技术对2A12-T4铝合金搅拌摩擦焊接头残余应力进行了测量。试验发现,纵向残余应力总体比横向残余应力要高,是接头内主要残余应力。当搅拌头转速相同,提高焊接速度,纵向残余应力增大,横向残余应力影响很小。AVAL等[6]、PEEL等[7]、MILAN等[8]和CHARITIDIS等[9]研究了焊缝横截面上的残余应力分布情况,残余应力成“M”状分布,在轴肩外沿处达到最大。STARON等[10]和SUTTON等[11]对2024铝合金搅拌摩擦焊接头残余应力进行了研究,得到接头纵向残余应力最大值分别约为130和170 MPa。同一种材料搅拌摩擦焊接头残余应力测试结果相差很大,说明搅拌摩擦焊残余应力的形成不仅受焊接温度影响,还有其他因素如机械搅拌、装夹等条件的影响。亚敏等[12]应用云纹干涉钻孔法测量了6056铝合金残余应力分布情况。发现纵向残余应力沿垂直焊缝方向表现为拉伸残余应力,随着距焊缝中心距离增大先减小而后增大,在热机影响区达到最大,而后在母材区逐渐减小,最后变为压缩残余应力。

图1 超声辅助搅拌摩擦焊原理示意图
Fig. 1 Schematic illustrations of ultrasonic assisted friction stir welding
超声波冲击能够消除残余应力,许多学者对此进行了研究[13-16]。但在搅拌摩擦焊中加入超声波振动,综合利用二者的特点进行焊接,这方面的研究国内外还很少。本文作者通过对比搅拌摩擦焊和超声辅助搅拌摩擦焊焊接接头的残余应力,研究超声辅助搅拌摩擦焊中超声波对消除焊接残余应力的影响机理及超声辅助搅拌摩擦焊接头残余应力分布规律。
1 实验
1.1 试验材料与设备
试验选用1.8 mm厚2024铝合金板,热处理状态为T4,试样尺寸为400 mm×100 mm×1.8 mm。2024铝合金的化学成分见表1。
表1 2024铝合金主要化学成份
Table 1 Chemical composition of 2024Al alloy (mass fraction, %)

焊接试验在自制的超声辅助搅拌摩擦焊机上进行。该焊机是在普通的搅拌摩擦焊机上加装超声辅助搅拌头构成,如图2所示。

图2 超声辅助搅拌摩擦接过程
Fig. 2 Ultrasonic assisted friction stir welding process
焊前对接头部分进行清洗,去氧化皮。试验用搅拌头参数为:轴肩直径9 mm,搅拌针直径2.6 mm,长度1.7 mm。搅拌头旋转速率1 200 r/min,焊接速度160~320 mm/min。超声波频率为(20±0.5) kHz,功率1.5 kW,振幅为15 μm。
1.2 残余应力的测量
板材焊接后,待焊缝冷却至室温后采用X射线衍射法测量残余应力。测量残余应力的X射线衍射仪为IXRD型便携式残余应力测试仪。对沿焊缝间隔30 mm取12个不同位置、距离起焊处250 mm垂直焊缝方向间隔5 mm的5个位置进行了测量,测量位置如图3所示。由于试件厚度与长度和宽度相比较小,因此整个试件近似为平面应力状态,而且法向残余应力很小,与纵向残余应力和横向残余应力相比可以忽略不计。试验对每个测量点均测量了纵向残余应力和横向残余应力。

图3 X射线残余应力测量位置示意图
Fig. 3 Schematic illustration of welding plate indicating positions for X-ray diffraction measurements
2 结果与分析
2.1 超声波对焊缝残余应力的影响
图4所示为转速1 200 r/min、焊速160 mm/min超声辅助搅拌摩擦焊与搅拌摩擦焊沿焊缝方向各点残余应力对比,图4(a)所示为纵向残余应力,图4(b)所示为该参数下横向残余应力。
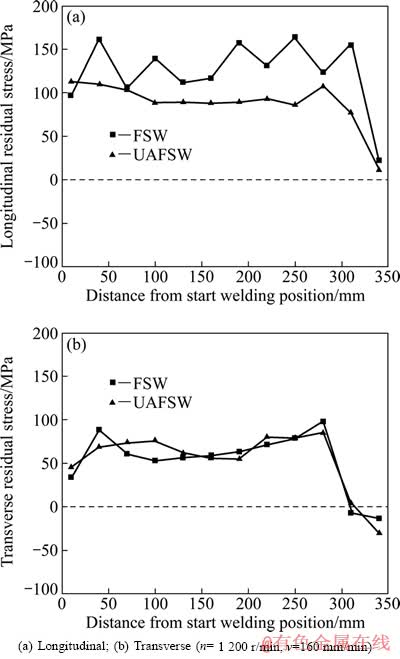
图4 UAFSW和FSW残余应力对比
Fig. 4 Comparison of residual stresses of UAFSW and FSW obtained along weld line
从图4(a)可以看出,UAFSW沿焊缝方向纵向残余应力分布比FSW的更加均匀,UAFSW的平均值为88 MPa,而FSW的为126 MPa,均为拉应力。当距离匙孔距离小于50 mm时,二者纵向残余应力开始急剧降低,趋近于0。焊缝的残余应力主要是由于受热不均匀产生,距离起焊处越近的地方,受热时间越长。同时搅拌头后方,焊缝已焊合,对材料有个约束作用。而搅拌头前方未焊合处,材料可以有微量变形,能够释放一定应力。当搅拌头从匙孔拔出时,匙孔对残余应力也有释放作用,这些因素共同影响下,导致距离匙孔50 mm处纵向残余应力急剧下降。从图4(a)所示FSW与UAFSW纵向残余应力的对比还可以看出,UAFSW的残余应力水平比FSW的平均降低了38 MPa。同时FSW的纵向残余应力各点之间波动很大,去除距匙孔50 mm以内各点的残余应力,则FSW的最大残余应力达到161 MPa,最小的为96.8 MPa,波动量达64 MPa。而UAFSW的最大残余应力为112 MPa,最小残余应力为86 MPa,波动量仅为26 MPa。说明超声波的加入使焊缝残余应力水平更加稳定,波动减小。图4(b)所示为UAFSW与FSW横向残余应力对比。从图4(b)可以看出,二者残余应力水平基本相当,约为70 MPa。距匙孔70 mm之后开始急剧减小,距离40 mm之后变为压应力。超声辅助搅拌摩擦焊对横向残余应力的影响很小。
图5(a)和(b)所示分别为转速1 200 r/min、焊速160 mm/min时距匙孔250 mm处垂直焊缝方向各点纵向残余应力与横向残余应力。从图5(a)可以看出,超声辅助搅拌摩擦焊垂直焊缝方向纵向残余应力分布呈“M”形,在焊缝区呈拉应力。在轴肩外沿处即热机影响区到达最大,之后残余应力下降。而搅拌摩擦焊在焊缝中心纵向残余应力最大。超声辅助搅拌摩擦焊纵向残余应力水平相比搅拌摩擦焊整体波动较小,更加稳定,同时降低了最大残余应力值。横向残余应力在焊缝两侧分布没有明显波动,超声辅助搅拌摩擦焊对横向残余应力影响较小,如图5(b)所示。
2.2 焊速对焊缝残余应力的影响
图6(a)和(b)分别为超声辅助搅拌摩擦焊不同焊速下的纵向残余应力与横向残余应力。从图6(a)可以看出,当搅拌头转速相同时,超声搅拌复合的纵向残余应力随焊接速度提高而有所提高,这是由于焊接速度的提高导致单位时间内线能量降低,材料温度降低,塑性流动性也降低。同时,焊接区金属变形速率提高,搅拌头移动阻力增大,接头在更加不均匀弹性变形条件下成形,因此,形成更大的残余应力。但焊接速度提高对焊缝横向残余应力影响较小,如图6(b)所示。

图5 距匙孔250 mm处垂直于焊缝各点的残余应力对比
Fig. 5 Residual stresses of points obtained across weld line and with 250 mm away from start welding position

图6 焊速对UAFSW残余应力的影响
Fig. 6 Effect of welding speed on residual stress of UAFSW (n=1 200 r/min)

图7 FSW和UAFSW焊核区的微观组织
Fig. 7 Microstructures of weld nugges of FSW (a) and UAFSW (b)
2.3 超声波降低残余应力机理的初步分析
残余应力是物体发生塑性变形后微观晶粒产生位错和畸变的结果,这时物体的内能除位错能外,还有位错组态能和弹性能,总能较高,从热力学的角度看是不稳定的。超声辅助搅拌摩擦焊在焊接过程中提供了超声振动的能量输入,利用超声波产生的瞬时冲击加速度,增强焊缝内部组织的位错运动,打破原来的位错结构,迫使晶粒回复到平衡状态,形成低组态能的结构,残余应力得到释放,应力降低。图7所示为FSW和UAFSW焊核区的微观组织。由图7可以看出,UAFSW使焊核区的晶粒得到细化,为均匀细小的等轴晶组织,位错密度得到提高。说明超声波的加入使位错的原有结构被打破,晶粒发生滑移,晶粒在巨大的冲击作用下从能量较高的高能位运动到能量较低的低能位,能量降低,残余应力得到释放。
3 结论
1) 超声辅助搅拌摩擦焊与搅拌摩擦焊相比,能够有效降低焊缝纵向残余应力,在转速1 200 r/min、焊速160 mm/min时,焊缝的纵向残余应力平均降低了38 MPa。试验表明:超声波的导入能够有效的消除纵向残余应力,使纵向残余应力分布更加均匀,提高焊件整体性能。
2) 在搅拌头转速相同下,提高焊接速度,纵向残余应力也随之增大;但对横向残余应力影响很小。
3) 超声辅助搅拌摩擦焊沿焊缝各点纵向残余应力为拉应力,距匙孔50 mm后,纵向残余应力急剧降低,趋近于0。
4) 初步分析了超声波在UAFSW中对降低焊缝残余应力的作用机理,其微观作用机理还需要进一步的试验验证。
REFERENCES
[1] 贺地求, 梁建章. 超声搅拌焊接方法及其装置: 中国, 200610004059.3[P]. 2006-09-27.
HE Di-qiu, LIANG Jian-zhang. The process and device of ultrasonic assisted friction stir welding: China, 200610004059.3[P]. 2006-09-27.
[2] 贺地求, 李 剑, 李东辉, 梁建章. 铝合金超声搅拌复合焊接[J]. 焊接学报, 2011, 32(12): 70-72.
HE Di-qiu, LI Jian, LI Dong-hui, LIANG Jian-zhang. Study on ultrasonic stir compound welding of aluminum alloy[J]. Transaction of the China Welding Institution, 2011, 32(12): 70-72.
[3] 李东辉. 高强铝合金超声搅拌复合焊工艺与机理研究[D]. 长沙: 中南大学, 2008.
LI Dong-hui. Study on the process and mechanism of ultrasonic stir compound welding of high strength aluminum alloy[D]. Changsha: Central South University, 2008.
[4] 陈贺静, 杨新歧. 搅拌摩擦焊接残余应力的研究进展[J]. 有色金属加工, 2007, 36(4): 34-38.
CHEN He-jing, YANG Xin-qi. Reseach progress of residual stress in friction stir welding[J]. Nonferrous Metals Processing, 2007, 36(4): 34-38.
[5] 王 磊. 搅拌摩擦焊接工艺研究与焊接过程数值模拟[D]. 沈阳: 东北大学, 2009.
WANG Lei. Study of friction stir welding technics and numerical simulation of welding process[D]. Shengyang: Northeastern University, 2009.
[6] AVAL H J, SERAJZADEH S, SAKHAROVA N A, KOKABI A H, LOUREIRO A. A study on microstructures and residual stress distributions in dissimilar friction-stir welding of AA-5086-AA6061[J]. Journal of Material Science, 2012, 47: 5428-5437.
[7] PEEL M, STEUWER A, PREUSS M, WITHERS P J. Microstructure, mechanical properties and residual stresses as a function of welding speed in aluminium AA5083 friction stir welds[J]. Acta Materialia, 2003, 51: 4791-4801.
[8] MILAN M T, BOSE FILHO W W, TARPANI J R, MALAFAIA A M S, SILVA C P O, PELLIZER B C, PEREIRA L E. Residual stress evaluation of AA2024-T3 friction stir welded joints[J]. Journal of Materials Engineering and Performance, 2007, 16(1): 86-92.
[9] CHARITIDIS C A, DRAGATOGIANNIS D A, KOUMOULOS E P, KARTSONAKIS I A. Residual stress and deformation mechanism of friction stir welded aluminum alloys by nanoindentation[J]. Materials Science and Engineering A, 2012, 540: 226-234.
[10] STARON P, KOCAK M, WILLIAMS M, WESCOTT A. Residual stress in friction stir welded Al sheets[J]. Physica B: Condensed Matter, 2004, 350(1/3): 491-493.
[11] SUTTON M A, REYNOLDS A P, WANG D Q, HUBBARD C R. A study of residual stresses and microstructure in 2024-T3 aluminum friction stir butt welds[J]. Journal of Engineering Materials and Technology, 2002, 124(2): 215-221.
[12] 亚 敏, 戴福隆, 吕 坚. 搅拌摩擦焊接头残余应力的试验[J]. 焊接学报, 2002, 23(5): 53-56.
YA Min, DAI Fu-long,  Jian. Test study on the residual stress of friction stir welding[J]. Transaction of the China Welding Institution, 2002, 23(5): 53-56.
Jian. Test study on the residual stress of friction stir welding[J]. Transaction of the China Welding Institution, 2002, 23(5): 53-56.
[13] 崔高健, 郑 雪. 超声波消除铝合金焊接残余应力微观机制研究[J]. 轻合金加工技术, 2011, 39(12): 44-46.
CUI Gao-jian, ZHENG Xue. Microscopic mechanism research on eliminating weld residual stress of aluminum alloy using ultrasonic[J]. Light Alloy Fabrication Technology, 2011, 39(12): 44-46.
[14] 张景禄. 采用超声波消除铝合金焊接残余应力研究 [D]. 大连: 大连理工大学, 2009.
ZHANG Jing-lu. Uses ultrasonic welding residual stress elimination of aluminum research[D]. Dalian: Dalian University of Technology, 2009.
[15] 符 浩, 刘希林, 卢 海, 张 浩, 李 宁. 钛合金焊接接头残余应力的消除方法[J]. 中国有色金属学报, 2010, 20(S1): s713-s716.
FU Hao, LIU Xi-lin, LU Hai, ZHANG Hao, LI Ning. Relieving residual stress of titanium alloy welded joint[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s713-s716.
[16] 刘小渝. 超声波冲击消除钢结构桥梁焊接残余应力的试验研究[J]. 中国铁道科学, 2008, 29(5): 46-50.
LIU Xiao-yu. Test study on the elimination of the welding residual stress in steel structure bridge by ultrasonic peening method[J]. China Railway Science, 2008, 29(5): 46-50.
(编辑 何学锋)
基金项目:国家重点基础研究发展计划(2010CB731704)
收稿日期:2012-11-22;修订日期:2013-04-03
通信作者:贺地求,教授,硕士;电话:13974973948;E-mail:hdqzzp@163.com

