ϡ�н��� 2005,(05),762-767 DOI:10.13373/j.cnki.cjrm.2005.05.037
������״����Ͻ��߲���ģ���γ��ι��̵ĵ�ų����¶ȳ�ģ��
���� ������ ���
�����Ƽ���ѧ���Ͽ�ѧ�빤��ѧԺ,�����Ƽ���ѧ���Ͽ�ѧ�빤��ѧԺ,�����Ƽ���ѧ���Ͽ�ѧ�빤��ѧԺ,�����Ƽ���ѧ���Ͽ�ѧ�빤��ѧԺ ����100083 ,����100083 ,����100083 ,����100083
ժ Ҫ��
��ģ���γ��ι��̵ĵ�ų����¶ȳ���ֵģ�������ȷ�ƶ��ӹ�����, ��ȷ�����߲�����ʮ����Ҫ������ANSYS����Ԫ����, ��������״����Ͻ��߲���ģ���γ��ι��̵ĵ�ų����¶ȳ���������ֵģ��, �����������״����Ͻ��߲���ģ���γ���ʱ�ĵ�ų����¶ȳ���Ϣ, �����������ۡ�����˽Ϻ�����������״����Ͻ��߲���ģ���γ��ι��ղ�����Χ:����Ƶ��596 1 kHz�������ܶ� (2.953 .05) ��107A.m-2����ȴˮ���Ӧ������Ȧ֮��ľ���192 2 mm����ȴˮ����222 6 ml.s-1��
�ؼ��ʣ�
������״����Ͻ� ;��ģ���� ;��ų� ;�¶ȳ� ;����Ԫ���� ;
��ͼ����ţ� TG356
�ո����ڣ� 2005-07-28
���� ���ҽܳ������ѧ���� (50125415); ������Ȼ��ѧ���� (50474072) ������Ŀ; ����ѧ�ߺʹ����Ŷӷ�չ�ƻ� (IRT0407) ������Ŀ;
Simulation on Electromagnetic and Temperature Fields in Dieless Drawing Forming of NiTi Shape Memory Alloy Wires
Abstract��
It is most important for correct process parameters selection and precise quality-controlling to simulate electromagnetic and temperature fields in dieless drawing forming.The electromagnetic and temperature fields in dieless drawing forming of NiTi shape memory alloy wires are analysed using ANSYS finite-element software.The reasonable ranges of the process parameters are put forward as follows: current frequency 59��61 kHz, current density (2.95��3.05) ��107 A��m-2 , distance between heater and cooler 19��22 mm and cooling water flow 22��26 (ml��s-1 ) .
Keyword��
Ni-Ti shape memory alloy;dieless drawing;electromagnetic field;temperature field;finite element simulation;
Received�� 2005-07-28
������״����Ͻ���ͬʱ�������õ���״���书���볬������Ϊ�� ���õĴ��ܼ����ܡ� ��������ĥ��ʴ���ܡ� ��������������Ժ���������ѧ���ܵ��ص�, �ڹ��ú���������������й㷺��;
[1 ]
�� ��ʵ��������״����Ͻ���, ���߲�ռ�����
[2 ]
, ��������״����Ͻ��߲Ľ��Ѽӹ�, ���ô�ͳ���Ʊ����������Ź��ո��ӡ� ����Ч�ʵ͡� ��������� �ɲ��ʵ� (Ŀǰ����50%) �� ģ�������̡� ��˿Ƶ�ʸ��Լ��ܺĴ� �ɱ��ߵ��������, ������Ч��������״����Ͻ��߲��Ʊ��ӹ�����, ������Ҫ��ʵ�����塣
��ģ������һ�ֲ�ʹ�ô�ͳ����ģ�߶��������Լӹ��ķ���, ���ø�Ӧ���� (��������ʽ) �������ֲ����ȵ�����, ���趨���ٶ����ι���, ͨ����ȴ���ƾֲ�����, ��ú���������IJ�Ʒ
[3 ,4 ]
�� ��ģ�����о�ʼ��20����70���, �ձ��� ������ǰ�����ȹ�ҵ������Ҷ���ģ���ι��ս����˴������о�
[5 ,6 ,7 ,8 ]
�� ��20����80���������, �ҹ�Ҳ��չ������ģ���γ��ι��յ��о�, ��Ŀǰ��Ȼ������
[9 ,10 ]
�� ������ģ���������ȼӹ�����, �����ι�����Ħ��, ����������С, ��һ�����ܻ�ýϴ�Ķ��������, ��˿��Գ���һЩ��ǿ�ȡ� ��Ħ���� ������, ���ó������ι��պ��Ѽӹ��Ľ�������
[11 ]
, ��������״����Ͻ��߲ĵ����μӹ�
[12 ,13 ]
��
����ģ���γ��ι�����, �¶ȳ��ֲ���ֱ��Ӱ��Ӧ������Ӧ�䳡�ķֲ�, ��������¶ȳ����ȶ�������ģ����ʵ�������� �ȶ����εĹؼ��� ���������ģ���ι����о���, �϶�ؿ���������Դ�ƶ��ٶȶ����ι��̵�Ӱ��, �������������ղ�����Ӱ���Լ��ڲ��¶ȷֲ����о����Ϊ�ټ�
[14 ]
��
���������ANSYS����Ԫ����, ��������״����Ͻ��߲���ģ���γ��ι��̽�����ֵģ��, �Ըù��̵ĵ�ų����¶ȳ����з���, �Ա��ʾ����Ҫ���ղ��� (�����Ƶ�ʡ� �����ܶȡ� ��ȴˮ���Ӧ������Ȧ֮��ľ��롢 ��ȴˮ��������) ����ģ���γ��ι��̵�Ӱ��, Ϊȷ���������Ʊ����ղ�����Χ, ��ȷ��ơ� ������ģ�����豸�ṩ�ο����ݡ�
1 ����ԭ��
1.1 ��ų�������������
������ų��ֲ��Ļ������������˹Τ������:
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? �� H ? = J ? ? �� E ? = ? B ? ? t ? ? D ? = �� 0 ? ? B ? = 0 ? ? ? ( 1 )
{
?
��
��
��
=
J
��
?
��
E
��
=
?
B
��
?
t
?
?
D
��
=
��
0
?
?
B
��
=
0
?
?
?
(
1
)
��ų�����ı�������Ϊ
? ? ? ? ? ? ? B ? = �� H ? J ? = J ? e + J ? s = �� E ? + J ? s D ? = �� E ? = �� 0 �� r E ? ? ? ? ( 2 )
{
B
��
=
��
��
��
J
��
=
J
��
e
+
J
��
s
=
��
E
��
+
J
��
s
D
��
=
��
E
��
=
��
0
��
r
E
��
?
?
?
(
2
)
ʽ��:
H ?
��
��
Ϊ�ų�ǿ��ʸ��, A ��m -1 ;
J ?
J
��
Ϊ���������ܶ�ʸ��, A ��m -2 ;
E ?
E
��
Ϊ�糡ǿ��ʸ��, V ��m -2 ;
B ?
B
��
Ϊ�Ÿ�Ӧǿ��ʸ��, N ��Am -1 ;
D ?
D
��
Ϊ��λ��ʸ��, C ��m -2 ; ��0 Ϊ���ɵ�����ܶ�, C ��m -3 ; ��Ϊ�ŵ���, H ��m -1 ; ��Ϊ�絼��, �� -1 ��m -1 ; ��0 Ϊ���Խ�糣��, ��0 =8.85��10-12 F ��m -1 ; ��r
�������о���������״����Ͻ��߲ľ�����Գ���, ��������Ҳ����ԳƵ�, ��˿���������Գ��ԶԷ��̽��м�, �õ�������ϵ����Գƹ������ϵ�ų��ֲ����ַ���Ϊ
? ? ? ? ? ? ? ? ? ? ? ? ? H z ? r = �� E �� + J 0 cos �� t E �� r + ? E �� ? r = ? ? �� H z ? t ? �� H ? z = 0 ? ? ? ( 3 )
{
-
?
��
z
?
r
=
��
E
��
+
J
0
cos
��
t
E
��
r
+
?
E
��
?
r
=
-
?
��
��
z
?
t
?
��
��
?
z
=
0
?
?
?
(
3
)
���Եõ����г�Դų�������Ԫ��ʽΪ
[K+j��C]{A}={F} (4)
ʽ��: KΪϵ������;
j = ? 1 ? ? ? ��
j
=
-
1
; �� Ϊ���������; C Ϊ����; {A }Ϊ�ڵ㸴��������; {F }Ϊ���غ����� (�����غ�) ��
1.2 �¶ȳ�������������
���ڸ���ͬ�Բ���, �ٶ����������ܲ���Ϊ����, ���ȴ���ϵ���� ���ϱ����ݺ��ܶȵȲ������¶���, ��������ϵ�µĵ����ַ���Ϊ
? 2 T ? r 2 + 1 r ? T ? r + 1 r 2 ? 2 T ? �� 2 + ? 2 T ? z 2 + q v k = �� c k ? T ? t ? ? ? ( 5 )
?
2
��
?
r
2
+
1
r
?
��
?
r
+
1
r
2
?
2
��
?
��
2
+
?
2
��
?
z
2
+
q
v
k
=
��
c
k
?
��
?
t
?
?
?
(
5
)
ʽ��: T Ϊ�¶�, ��; q v Ϊ����Դ��ǿ��, W��m-3 ; k Ϊ�ȴ���ϵ��, W��m-1 ����-1 ; �� Ϊ�����ܶ�, kg��m-3 ; c Ϊ���ϱ�����, J��kg-1 ����-1 ; t Ϊʱ��, s��
������Գ�������, ���� (5) ���Լ�Ϊ
1 r ? ? r ( r k ? T ? z ) + 1 ? r ( k ? T ? z ) + q z = �� c ? T ? t ? ? ? ( 6 )
1
r
?
?
r
(
r
k
?
��
?
z
)
+
1
?
r
(
k
?
��
?
z
)
+
q
z
=
��
c
?
��
?
t
?
?
?
(
6
)
���軷���¶Ⱥ㶨, ����������״����Ͻ��߲�����Χ�����ĽӴ����ȺͶ����� ���任�ȵ�, ������Ԫ��ʽ�Ĵ��ⷽ��Ϊ:
[ C ] { T �B } + [ K ] { T } = { Q } ? ? ? ( 7 )
[
C
]
{
��
�B
}
+
[
��
]
{
��
}
=
{
Q
}
?
?
?
(
7
)
ʽ��: [C ], [K ] �ֱ�Ϊ�������ݾ���������ȴ�������; {
T �B
��
�B
}Ϊ�¶���������; {T}Ϊ�¶�����; {Q}Ϊ�ڵ�������������
2 ģ�����
2.1 ��������
��ģ�������, ��ʵ����������¼���: (1) ���ϵļ��ȡ� ��ȴ�ͱ�������ԳƵ�; (2) �����Ǹ���ͬ�Ե�; (3) ���ϵ��������ܲ��� (���ȴ���ϵ���� �����ݺ��ܶȵ�) ���¶���; (4) ���β�����������������յ�������Ⱥ�С, ���Ժ���; (5) ��������ٶȶ��¶���Ӱ�졣
2.2 ģ�ͽ���
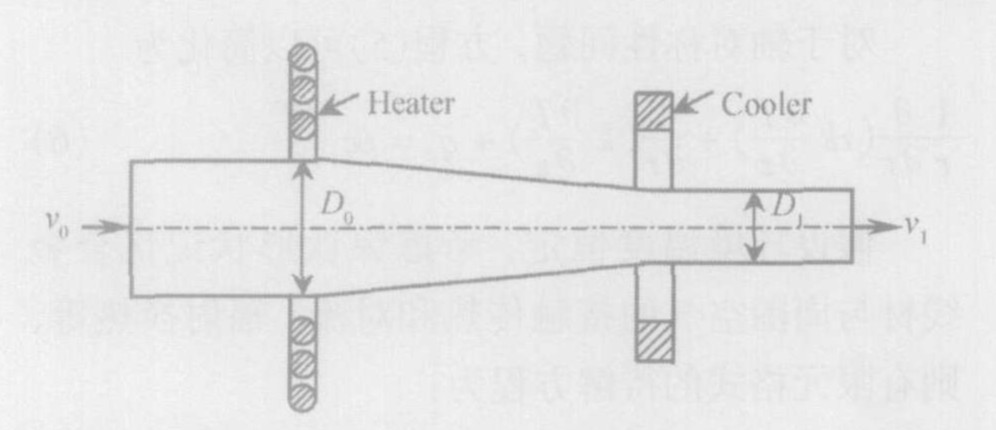
�о�������������״����Ͻ��߲ġ� ��Ӧ������Ȧ�Լ���ȴˮװ��, �伸����״����ԳƵ�, ��ͼ1��ʾ�� ����, D 0 ��D 1 �ֱ���������״����Ͻ��߲ı���ǰ���ֱ��, mm; v 0 ��v 1 �ֱ�Ϊ������״����Ͻ��߲ĵ��ͽ��ٶȺ������ٶ� (v 0 <v 1 ) , mm��min-1 �� �ڱ��о���, ����ʱ����Դ��λ���ǹ̶�, ��˲��������ƶ��ٶȶ����ι��̵�Ӱ�졣
���ڸ�Ӧ������Ȧ��������״����Ͻ��߲ľ�Ϊ��Գ�, ����������Ӧ������Ȧ�ĵ��������ĵ�ų�Ҳ����ԳƵ�, ��˽�ģʱ��ȡ1/2������Ϊ��������
��ģ���ι��������ø�Ӧ������Ȧ�Թ������Ͻ��оֲ�����, Ȼ�����α���, ��ͨ����ȴ�Ա��ν��п��ƵĹ��̡� ������ȴˮֻ��Ҫ�����������ϵ��, Ȼ��ʩ�ӵ�������״����Ͻ��߲���, ��˲���Ҫ����ģ�͡� ����, ��ģ��ʱ��Ҫѡȡ���ȶεIJ�����Ϊ����ģ�͵Ļ����� ��ǰ�ڴ�����̽������ֵģ��Ļ�����, ���ʵ��װ��ʵ��, �ڱ�ģ���о���, ������״����Ͻ��߲ĵĽ�ģ����ȡΪ70 mm (�����������Ͳ���δ������) ��
ͼ1 ������״����Ͻ��߲���ģ���ι���ʾ��ͼ
Fig.1 Schematic illustration of dieless drawing process of NiTi shape memory alloy wires
���õ����ܶȶԸ�Ӧ������Ȧ���ء� ��ģʱ��һ�����δ���������Ӧ������Ȧ����, ���εĿ��ȵ��ڸ�Ӧ������Ȧ��ֱ��, ���ȸ��ݸ�Ӧ������Ȧ��������ͬ��ȷ���� ��������ģ����ͼ2��ʾ�� ����A1 Ϊ���α�������, A2 Ϊδ��������, A3 Ϊ��Ӧ������Ȧ, A4 Ϊ��Χ������
��ANSYS�н�������ʱ, ������״����Ͻ��߲��ñ�Ե����Ϊ0.5 mm��4�ڵ��PLANE13��Ԫ����, ��Ӧ������Ȧ���þ���Ϊ4�����ܻ���, ���������������˻���3�ڵ��PLANE13��Ԫ, ���þ���Ϊ6�����ܻ���, ��ͼ2��ʾ��
2.3 �߽�����
�¶ȳ������ı߽�������Ҫ����������״����Ͻ��߲ĵij�ʼ�¶ȡ� �����ij�ʼ�¶Ⱥ������ٶ��Լ���ȴˮ�Ľ��� ��ˮ�¶ȵȡ� ��ģ����, ������״����Ͻ��߲ĵij�ʼ�¶�Ϊ20 ��; �����ij�ʼ�¶�Ϊ20 ��, �����ٶ�Ϊ0.3 m��s-1 ; ��ȴˮ�Ľ�ˮ�¶�Ϊ20 ��, ��ˮ�¶�Ϊ100 �档
ͼ2 ����
Fig.2 Finite element pision
��ų������й���4���ű߽�, �����ε������ߡ� ���ڸ�Ӧ������Ȧ�����������״����Ͻ��߲�����������ȫ�Գ�, ��Ӧ������Ȧ�����Ĵ���������Ȧ��ȳߴ緶Χ�ڽ���ƽ����������ֱ�ı߽�, ���������ֱ�߽���Ϊƽ�б߽硣 ������ˮƽ�߽��������û�������ϵ, �ɽ�����Ϊ�ű�־�߽硣
2.4 �������
������״����Ͻ��߲ı���ǰ���ֱ���ֱ�Ϊ4.3��2.0 mm; ��Ӧ������Ȧ�ھ�Ϊ8 mm, ��Ӧ������Ȧͭ��ֱ��Ϊ5 mm, ��Ȧ����Ϊ3��; ��Ӧ�����豸����Ϊ20 kW�� ��Ӧ������Ȧ�Ϳ�����Ϊ�������ʲ���, ���ǵ���Դŵ���ȡΪ1�� ����ԭ�ӱ�������״����Ͻ���������ܲ������1��ʾ��
Ӱ��������״����Ͻ��߲���ģ���γ��ι������¶ȳ��ֲ�����Ҫ�����и�Ӧ������Ȧ�����ܶȡ� ����Ƶ�ʡ� ��ȴˮ�����Լ���ȴˮ���Ӧ������Ȧ֮��ľ���ȡ� ���ʵ�����, ��ģ���о���ѡ�õIJ�����Χ����: �����ܶ�2.8��107 ��3.6��107 A��m-2 , ����Ƶ��50��90 kHz, ��ȴˮ����18��26 ml��s-1 , ��ȴˮ���Ӧ������Ȧ֮��ľ���14��22 mm��
2.5 ��������ϵ���ͷ��任��ϵ��
�������ģ������ȴˮ����ṹ, ���Խ���ȴˮ��Բͭ�����������״����Ͻ��߲ı�����������ɳ�������Ķ�����ȴ��ʽ�� ����ģ���ι�����, �������߲ĵĶ������ȿ��Կ�������Բ����Ķ������ȡ� ��Ӧ���Ⱥ��������״����Ͻ��߲�����Χ���ʴ��ڸ��·��任�ȡ�
��������
[
16 ]
�ļ��㷽��, �õ���صĶ�������ϵ���ͷ��任��ϵ������: (1) ��ȴˮ�Ķ�������ϵ�����2��ʾ; (2) �����¶�Ϊ410��20 ��ʱ�����Ķ�������ϵ���ֱ�Ϊ26.87 W��m-2 ����-1 ��27.38 W��m-2 ����-1 ; (3) ȡ������״����Ͻ��߲ĵ�ƽ�������¶�Ϊ800 �桢 ����ʱ��ƽ��������Ϊ0.01��0.03, ��Χ������ƽ���¶�20 ��, ������䳣��Ϊ5.67��10-8 W��m-2 ��K-4 , �����õ�������״����Ͻ��߲ĵ��ȷ���ϵ��Ϊ0.96��2.88 W��m-2 ����-1 ��
��1 ������״����Ͻ���������ܲ��� [15]
Table 1 Physical properties of NiTi shape memory alloy
�ܶ�/-3 )
�ȴ���ϵ��/-1 ����-1 )
����/-1 ����-1 )
���
������/-6 ����m)
10
490
1.00024
8
2.6 ģ�ⷽ��
������ģ���γ��ι����ж�������״����Ͻ��߲ĵļ���Ϊ��Ÿ�Ӧ����, �����������Ԫ�����������¶ȳ�����, ���һ��漰��ų������� ���, �������Ƚ��е�ų��ķ���, Ȼ��ų��ķ��������Ϊ�����¶ȳ��������غ���ʩ�ӡ�
3 ��������
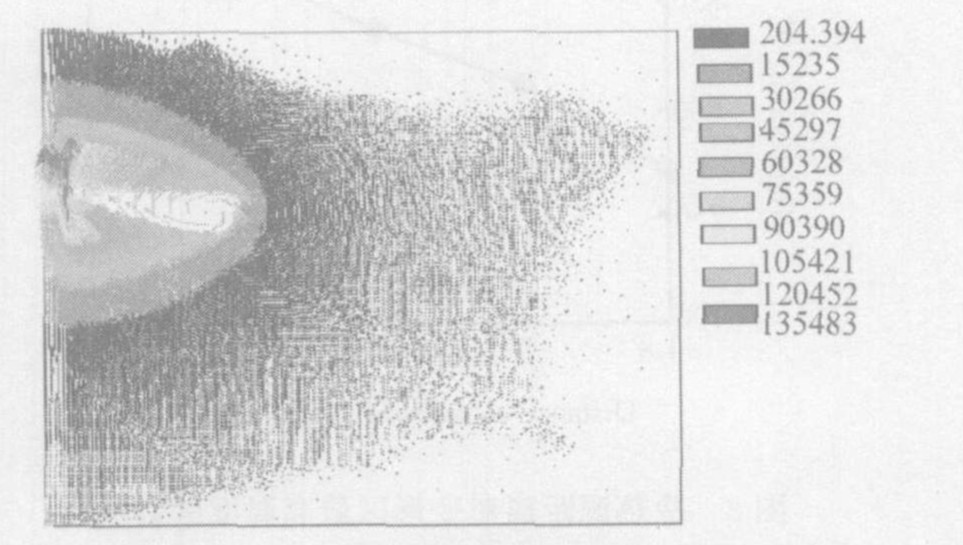
ͨ���Ե�ų�ģ�������з�������, �����ܶȶԴ�ͨ���ܶȵ�Ӱ��̶ȴ��ڵ���Ƶ�ʶԴ�ͨ���ܶȵ�Ӱ�졣 ���ŵ����ܶȺ͵���Ƶ�ʵ�����, ��ͨ���ܶ�Ҳ���� ͼ3, 4�ֱ�Ϊ�����ܶ�3.0��107 A��m-2 �� ����Ƶ��60 kHz�� ��ȴˮ����22 ml��s-1 �� ��ȴˮ���Ӧ������Ȧ֮��ľ���20 mmʱ�Ĵų�ǿ�Ⱥʹ�ͨ���ֲ�ͼ�� ��ͼ3�п��Կ���, �ų���Ҫ�ֲ��ڸ�Ӧ������Ȧ��������״����Ͻ��߲�֮�估����Χ�Ŀռ���, ��������״����Ͻ��߲ı��δ��Ĵų�ǿ�����, ��������״����Ͻ��߲��ڲ�����û�дų��ֲ����С�� �������ڼ���ЧӦ, ʹ������״����Ͻ��߲��в�����������Ҫ�ֲ����߲ı���, �������������Ĵų��������Ӧ������Ȧ�����Ĵų�������������״����Ͻ��߲��ڲ��պ��෴, �����������״����Ͻ��߲��ڲ��Ĵų������������
��2 ��ͬ��ȴˮ�����Ķ�������ϵ��
Table 2 Convection coefficient of different cooling water flow
-1 ) ��������ϵ��/ (W��m-2 ����-1 )
14336.08
15222.56
16076.22
16899.30
17698.98
ͼ3 �ų�ǿ�ȵķֲ�
Fig.3 Distribution of magnetic field intensity
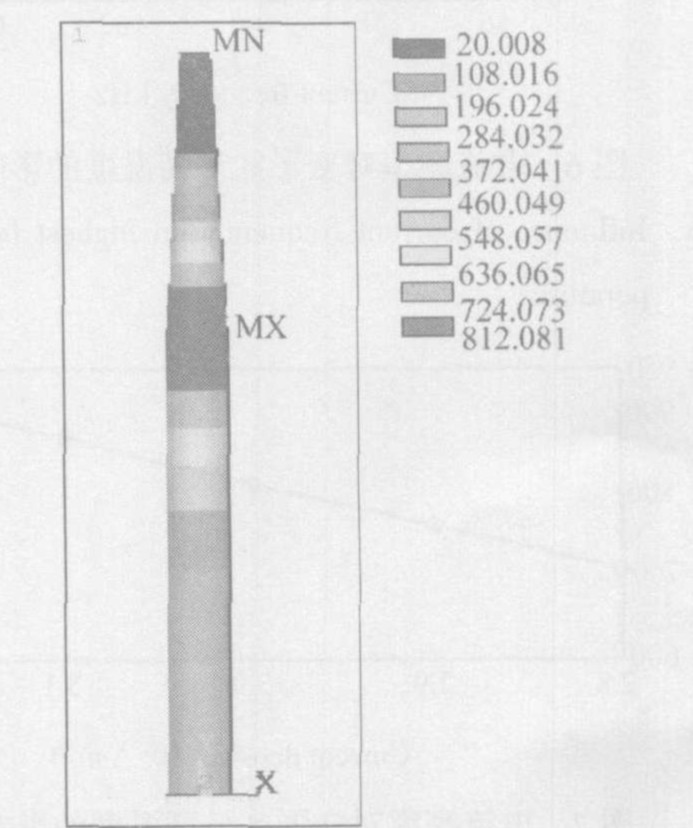
���¶ȳ�ģ������������, ����Ƶ����Ӱ���¶ȳ�������Ҫ����, Ȼ�������ǵ����ܶȡ� ��ȴˮ���Ӧ������Ȧ֮��ľ��롢 ��ȴˮ������ ͼ5�ǵ����ܶ�3.0��107 A��m-2 �� ����Ƶ��60 kHz�� ��ȴˮ����22 ml��s-1 �� ��ȴˮ���Ӧ������Ȧ֮��ľ���20 mmʱ��������״����Ͻ��߲ĵ��¶ȳ��� ��ͼ�п��Կ���, ����������������״����Ͻ��߲ı�����������¶�Ϊ812 ��, ��ʵ��������������״����Ͻ�ĺ��ʼӹ��¶���800 ������
[16 ]
��
ͼ4 ��ͨ���ķֲ�
Fig.4 Distribution of magnetic flux
ͼ5 �¶ȳ��ķֲ�
Fig.5 Distribution of temperature field
�ڷ����������仯���¶ȳ���Ӱ��ʱ, ��������ѡ������: ����Ƶ��60 kHz�� �����ܶ�3.0��107 A��m-2 �� ��ȴˮ���Ӧ������Ȧ֮��ľ���20 mm�� ��ȴˮ����22 ml��s-1 �� ���ڷ�������������ijһ�����仯��Ӱ��ʱ, �������ȡֵΪ������ֵ��
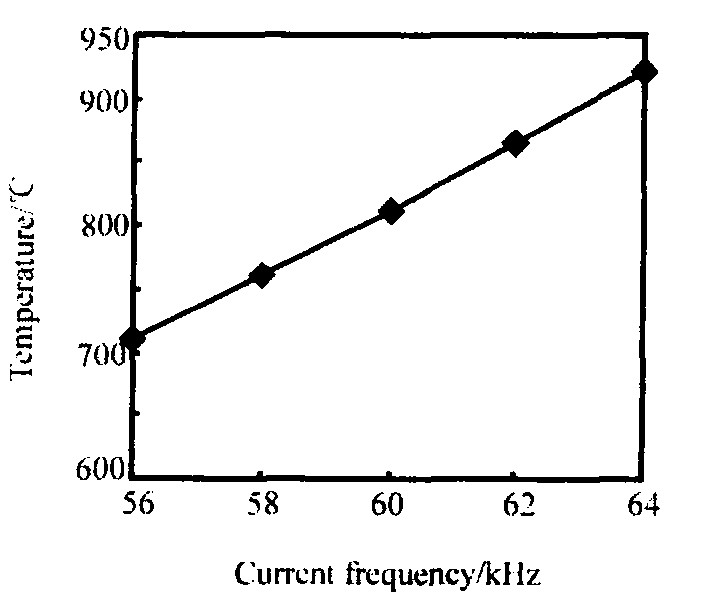
(1) ���ŵ���Ƶ�ʵ�����, ������״����Ͻ��߲�ͬһλ���ϵ��¶�ֵ������������, ��ͼ6��ʾ�� ������Ƶ�ʴ���62 kHzʱ, ����������¶Ƚ�����900 �档 ���, ����Ƶ��ȡ59��61 kHz��Ϊ���ʡ�
(2) �����ܶȶԱ���������¶ȵ�Ӱ����������Ƶ�ʵ�Ӱ����ͬ, ���ŵ����ܶȵ�����, ������״����Ͻ��߲�ͬһλ���ϵ��¶�ֵ�������������ߡ� �������ܶ���3.2��107 A��m-2 ������ʱ, ����������¶ȳ���900 �档 ��ͼ7��֪, �����ܶ��� (2.95��3.05) ��107 A��m-2 ��Ϊ���ʡ�
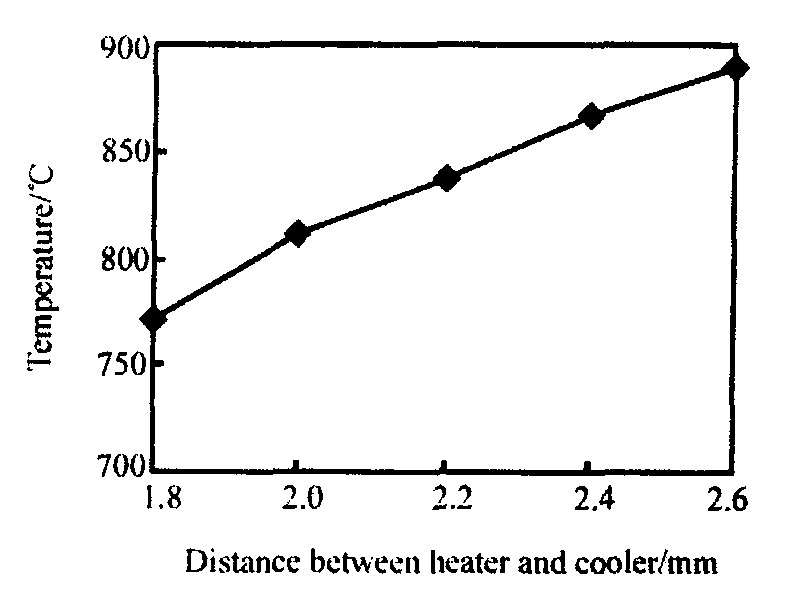
(3) ��ȴˮ���Ӧ������Ȧ֮��ľ����������״����Ͻ��߲ı������¶ȵ�Ӱ��Ҳ�Ƚϴ�, ����Ҫ����Ϊ��ȴˮ�Ķ�������ϵ��Զ���ڿ����Ķ�������ϵ��, �Ӷ�ʹ�¶ȵķֲ������ܴ�仯�� ��������Դ���������, ������״����Ͻ��߲ı���������¶�ֵ���ߡ� ������Դ������24 mm������ʱ, ����������¶ȳ���850 ��, ��ͼ8��֪, ��ȴˮ���Ӧ������Ȧ֮��ľ�����19��22 mm��Ϊ���ʡ�
ͼ6 ����Ƶ�ʶԱ���������¶ȵ�Ӱ��
Fig.6 Influence of current frequency on highest forming temperature
ͼ7 �����ܶȶԱ���������¶ȵ�Ӱ��
Fig.7 Influence of current density on highest forming temperature
(4) ����������, �ڱ������о���������Χ֮��, ����ȴˮ����С��24 ml��s-1 �����26 ml��s-1 ʱ, ��ı��������״����Ͻ��߲ı���������¶ȼ�����Ӱ��, ������ȴˮ������24 ml��s-1 ���ӵ�26 ml��s-1 ʱ, �¶������仯, ��Ҫ����Ϊ��ȴˮ����̬�ɲ���̬������̬����, ��ȴЧ��������ߡ� ���, ������Ϊ��ȴˮ������22��26 ml��s-1 �ķ�Χ�ڽ�Ϊ���ʡ�
���, �ڱ���ȷ��������ģ��������, �ۺϿ�������������, ���Ի��������״����Ͻ��߲���ģ���γ��αȽϺ����Ĺ��ղ�����ΧΪ: ����Ƶ��59��61 kHz, �����ܶ� (2.95��3.05) ��107 A��m-2 , ��ȴˮ���Ӧ������Ȧ֮��ľ���19��22 mm, ��ȴˮ����22��26 ml��s-1 ��
4 �� ��
1. �������ʺ���������״����Ͻ��߲���ģ���γ��ε�����ģ��������Ԫ����ģ��, ����ANSYS����Ԫ�����Ե�ų��� �¶ȳ�������ģ�������
2. �����ܶ���Ӱ���ͨ���ܶȵ���Ҫ����, ���ŵ����ܶȵ������ͨ������; ����ǵ���Ƶ��, ��ͨ���ܶ����ŵ���Ƶ�ʵ����������
ͼ8 ����Դ����Ա���������¶ȵ�Ӱ��
Fig.8 Influence of distance between heater and cooler on highest forming temperature
3. ����Ƶ����Ӱ���¶ȳ�������Ҫ����, ���ŵ���Ƶ�ʵ������¶�Ѹ������; ����ǵ����ܶȡ� ��ȴˮ���Ӧ������Ȧ֮��ľ���; ����ȴˮ����Ӱ����С��
4. �ڱ�����ģ��������, ��Ϊ��������ģ���ι��ղ�����ΧΪ: ����Ƶ��59��61 kHz, �����ܶ�2.95��3.05��107 A��m-2 , ��ȴˮ���Ӧ������Ȧ֮��ľ���19��22 mm, ��ȴˮ����22��26 ml��s-1 ��
�����
[1] ������, ֣���.��״�����볬�������ѺϽ�ķ�չ��Ӧ��[J].�й���ɫ����ѧ��, 2004, 14 (S1) :323.
[2] ��־��, �ܾ���.Ti-Ni��״����Ͻ���о�����[J].�ѹ�ҵ��չ, 2002, (3) :1.
[3] Carolan Ronan, Tiernan Pete.The dieless drawing of high carbonsteel[J].Materials Science Forum, 2004, 447:513.
[4] ������, ����, ����, ��.�����������ģ���칤�յ��о�[J].�ȼӹ�����, 1995, (1) :12.
[5] Furushima T, Sakai T.Finite element modeling of dieless tubedrawing of strain rate sensitive material with coupled thermo-mechani-cal analysis[A].AIP Conference Proceedings[C].2004, 712 (1) :522.
[6] Wang Z T, Zhang S H, Xu Y, et al.Experiment study on the vari-ation of wall thickness during dieless drawing of stainless steel tube[J].Journal of Materials Processing Technology, 2002, 120:90.
[7] Li Yonggang, Nathaniel R Quick, Aravinda Kar.Dieless laserdrawing of fine metal wires[J].Journal of Materials ProcessingTechnology, 2002, 123:451.
[8] ����Ȫ.�����ֲ����Գ��εķ�չǰ��[J].�й���е����, 2000, 11 (1-2) :65.
[9] ������, ����, ����.��ģ���ι��ռ���չ[J].������ҵѧԺѧ��, 1994, 13 (2) :18.
[10] �ź���, �ĺ���, ������.��ģ���칤�յij���ʵ���о����¶ȳ�����[J].��ѹ��е, 1999, (2) :38.
[11] ������, ��Ƽ, ��ά��, ��.��ģ���칤�ռ���չ[J].����ұ��ѧԺѧ��, 2000, 17 (2) :118.
[12] Kawaguchi Y, Katsube K, Murahashi M, et al.Applications ofdieless drawing to Ti-Ni wire drawing and tapered steel wire manufac-turing[J].Wire Journal International, 1991, 24:53.
[13] Miyamoto Atsuyuki, Takashima Takahiro, Henmi Yoshio, et al.Manufacture of Ti-Ni base shape memory alloy wire stock[P].Japan:JP01313109, 1989.
[14] ������, ����, ����, ��.��ģ��������������������۽���[J].�������ι���, 1992, 10 (6) :245.
[15] ����ҫ, ������.��״�������[M].�Ϻ�:�Ϻ���ͨ��ѧ������, 2000.348.
[16] �����.����ѧ[M].����:�������պ����ѧ������, 2001.111.