Trans. Nonferrous Met. Soc. China 20(2010) s749-s753

Microstructure of AZ91D magnesium alloy semi-solid billets prepared by SIMA method from chips
XU Hong-yu(许红雨), JI Ze-sheng(吉泽升), HU Mao-liang(胡茂良), WANG Zhen-yu(王振宇)
School of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China
Received 13 May 2010; accepted 25 June 2010
Abstract: AZ91D magnesium alloy chips were adopted to prepare semi-solid billets. The chips were subjected to a series of isothermal treatments for various holding times at 783-843 K after being compressed into billet at 523 K. The semi-solid microstructure of AZ91D magnesium alloy containing spherical solid particles was studied. The effects of reheating temperature and holding time on microstructures were investigated. And the semi-solid forming mechanism was discussed. The result shows that semi-solid billets with highly spheroidal and homogeneous grains can be prepared from chips by strain induced melt activation(SIMA) method. Meanwhile, it is found that increasing the heating temperature can accelerate the spheroidizing process and reduce the solid volume fraction. With the increase of the holding time, the solid particles become more globular, the grains grow slowly and the solid volume fraction slightly changes. At the same time, owing to the decrease of interfacial energy, the intragranular liquid phases form by the diffusion of solute atoms, the grain boundaries melt and grains separate from each other during the isothermal treatment. The grains gradually spheroidize and begin to merge with a further increase of the holding time. It is considered that the semi-solid forming process includes three stages: the recrystallization and the growth of grain stage, the semi-solid microstructure forming stage controlled by the diffusion of solute, and the spheroidization of solid particle stage controlled by the liquid-solid interface tension.
Key words: AZ91D magnesium alloy; chip; strain induced melt activation(SIMA); semi-solid microstructure; evolution mechanism
1 Introduction
In order to meet the demands for more economic use of fuel and lower emissions, the use of magnesium alloy as construction materials is generally viewed as the key in the future because of its high specific strength and rigidity, excellent machining abilities and processability, good integrated recycling potential, good electromagnetic shielding and abundant reserves[1]. Thus, it is regarded as a kind of green environmental protection alloys in the 21st century with most potential in development and application. The enormous increase of 27 000 t in 1982 up to 153 000 t in 2004 shows the potential of the use of magnesium alloy and the yearly rate has surpassed 20%[2-4]. Nevertheless, due to the active chemical behavior, magnesium alloys are easy to be oxidized and burnt and the conventional processes are restricted. With the discovery of thixotropic properties of metal alloys, it is found that the excellent characteristic of nondendrite organization can be obtained in semi-solid state. The semi-solid molding(SSM) well solves the problem and is rapidly applied to magnesium alloys[5]. Recently it has been widely used to produce such components with good properties as automobile, aviation, communication, electron and sport equipments[6].
Thixoforming, which relies on the thixotropic behavior of alloys with a spheroidal rather than dendritic microstructure in the semi-solid state, is one important branch of semi-solid processing of magnesium alloys. Components of magnesium alloy can be manufactured with near-net-shape quality in a thixotropic state, with low porosity and excellent mechanical properties[7-8]. The most important step is to prepare semi-solid billets. Compared with other methods, strain induced melt activation(SIMA) is a good method for preparing magne-
sium alloy semi-solid billets without melting. JI et al[9] investigated the lathe process of AZ91D magnesium alloys chips used in semi-solid thixotropic injection molding process and produced ideal chips with size between 3 and 5 mm by a certain method. The results show that the residual stress caused by deformation of cutting has important influence on the later semi-solid microstructure. JIANG et al[10] introduced a new SIMA method for preparing AZ91D magnesium alloy semi-solid billets. By applying equal channel angular extrusion into strain induced step in SIMA method, fine spheroidal grains with an average size of 18 μm can be obtained.
However, because of the limited slip system in a close-packed hexagonal crystal structure of magnesium alloy, it is difficult to obtain severe deformation in strain induced step in SIMA. In this work, AZ91D magnesium alloy chips produced by a certain lathe process were adopted to prepare semi-solid billets. The effects of reheating temperature and holding time on semi-solid microstructures were studied. Furthermore, the evolution mechanism of semi-solid microstructure forming was discussed.
2 Experimental
2.1 Materials and procedure
Commercial cast AZ91D magnesium alloy was employed as experimental material, and the composition is listed in Table 1. Then the AZ91D ingot was cut into chips by a certain lathe process. Fig.1(a) shows the AZ91D chips with average size of 5 mm×3 mm×0.4 mm. Magnesium alloy crystallizes in the hexagonal closest packed structure and is therefore not amenable to cold forming. In order to acquire compact semi-solid billets, the chips were compressed into sample with the size of d10 mm×15 mm (Fig.1(b)) under the stress of 400 MPa on a hydraulic machine at 523 K for 20 min.
Table 1 Composition of AZ91D magnesium alloy(mass fraction,%)
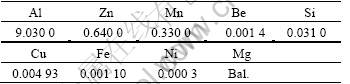

Fig.1 Chip (a) and sample (b) of AZ91D magnesium alloy
2.2 Reheating experiment
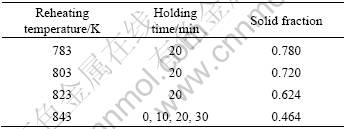
After being compressed, the sample was semi-solid isothermally treated (SSIT) in the furnace with a heating rate of 5 K/min under a protective atmosphere of flowing argon gas to prevent oxidation. Temperature of sample could be accurately controlled and examined through the thermocouple mounted at the center of a sample. The technological parameters of semi-solid isothermal treatment are listed in Table 2. Then, the heated sample was taken out immediately for water quenching to keep the semi-solid microstructure. The microstructure observations were performed by optical microscopy.
Table 2 Technological parameters of semi-solid isothermal treatment
3 Results and discussion
3.1 Microstructures of AZ91D magnesium alloy in three states before SSIT
Fig.2 shows the microstructures of AZ91D magnesium alloy in three states before semi-solid isothermal treatment. The as-cast microstructure is composed of the coarse dendrite structure of a-Mg and the eutectic b-Mg17Al12, which mainly discontinuously distribute at the grain boundaries. The microstructures of AZ91D chip from length-width direction are shown in Figs.2(b) and (c). The chip looks like sawtooth with one end crack. Compared with Fig.2(a), the grains are distorted and the grain size decreases a little because of the longitudinal extrusion during cutting. Especially, a lot of grains at the margin of chip are crashed, which is shown clearly in Fig.2(c). The reticulate b-Mg17Al12 still exists along the grain boundaries that are similar to the as-cast microstructure. In contrast, as shown in Fig.2(d) the arrangement of the dendrites changes significantly. Due to severe plastic deformation, all the dendrites in the predeformed samples orient themselves in the same way and the morphology of some eutectic b-Mg17Al12 changes into piece-like surrounded by second dendrite arms. Moreover, there are a large number of recrystallizaion grains inside the dendrite arms and lots of the distorted dendrite arms are elongated and broken into fragments.
By this token, the severe plastic deformation occurring in cutting and compressing processes leads to the grain refinement of material, which will help to prepare semi-solid billet with fine spheroidal microstructures in the following semi-solid isothermal treatment. JI et al[11] indicated that the regions with distorted structures would melt firstly during reheating.
3.2 Influence of reheating temperature on microstruc-
ture of semi-solid billets
Reheating temperature plays an important role in the formation of semi-solid microstructure. Microstructures of semi-solid billets prepared from chips at various reheating temperatures held for 20 min are shown in Fig.3. As shown in Fig.3(a), at 783 K the grain boundaries begin to melt and liquid phase inside the grain occurs. Because of the low temperature and short holding time, the diffusion of solute atom is not sufficient and solid volume fraction is very high. Upon heating at 803 K for 20 min, due to the acceleration of solute diffusion, with the increase of liquid phase, the edges of solid particles continually melt and globular grains gradually emerge. Meanwhile, the intragranular liquid phases increase rapidly. When being heated at 823 K for 20 min, intercrystalline liquid phases increase further, liquid phases inside the grain become merging and the grains become smaller and more homogeneous and globular. Furthermore, solid particles with the hexagonal shape disappear. With the further increase of reheating temperature, the liquid phases inside grains grow up to a considerable size. Thus, the grains containing smooth and round solid particles separate from each other.
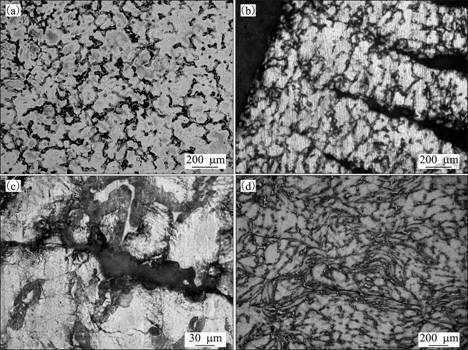
Fig.2 Microstructures of AZ91D magnesium alloy in three states: (a) As-cast; (b) Chips; (c) Chips further magnified; (d) Sample
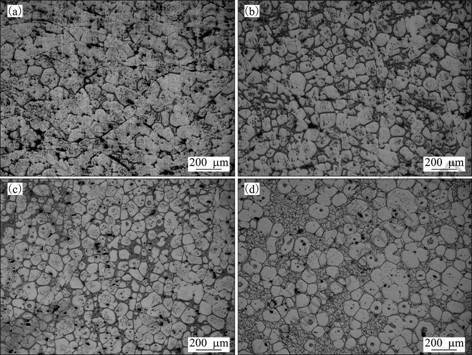
Fig.3 Microstructures of semi-solid billets at various reheating temperatures held for 20 min: (a) 783 K; (b) 803 K; (c) 823 K; (d) 843 K
The microstructures above indicate that at a lower temperature solute diffusion is not sufficient to form globular grains, while appropriately increasing the reheating temperature can accelerate the spheroidization process and ultimately homogeneous equiaxed grains can be obtained with relatively low solid volume fraction.
3.3 Influence of holding time on microstructure of semi-solid billets
On heating at 943 K, microstructures of semi-solid billets prepared from chips for various holding time are shown in Fig.4. At 943 K, β-Mg17Al12 phase dissolves completely and dendrite skeleton vanishes. Liquid phases both inside the grain and along the grain boundary exist. Moreover, a-Mg grains with an irregular polygonal shape inhomogeneously distribute. When being held for 10 min, the amount of liquid phase slightly changes. Due to inadequate time for diffusion of the atom, the agglomeration of a-Mg grains is obvious. Meanwhile, some grains gradually spheroidize. When being held for 20 min, because of the increasingly melting of a-Mg boundaries and penetration of intercrystalline liquid phases, obvious spherioidization phenomenon takes place in grains. In addition, intragranular liquid phases emerge and grow, especially some of which flow outside through the grain boundaries. When being held for 30 min, along with the melting of the a-Mg boundaries, the edges of the a-Mg fade away and the grains separate from each other into independent small grains. Some of intragranular liquid phases merge. Due to the effects of surface tension and interface curvature, the convex edges of the dendrites dissolve and the solid particles spheroidize, which can decrease the interface area of the dendrites and lower free energy and interfacial energy. With further increase of holding time, spherioidization course is completed and grains begin to merge and grow according to Oswald ripening mechanism.
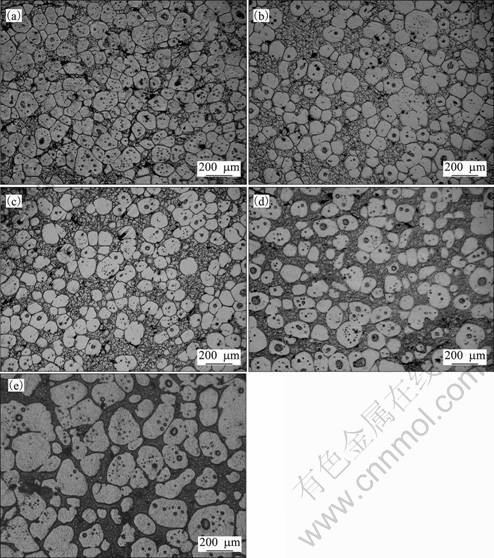
Fig.4 Microstructures of semi-solid billets at 943 K for various holding time: (a) 0 min; (b) 10 min; (c) 20 min; (d) 30 min; (e) 40 min
These results show that with the increase of holding time, solid volume fraction rarely changes. The eutectic β-Mg17Al12 between a-Mg grains firstly melts and then the edges of a-Mg grains gradually melt. Due to the distortion energy, intragranular liquid phase begins to form. More liquid precipitates and aggregates at the grain boundaries, leading to gradual separation of dendrite and isolated grains with coarse polygonal morphology. Grains gradually become more homogeneous and globular. With further increase holding time, there is a growing trend.
3.4 Evolution mechanism
WANG et al[12] indicated that with increasing heat-treatment temperature, the dissolution of eutectic β-Mg17Al12 first took place, resulting in the primary dendrite grains coarsening into interconnected non-dendrite grains. Using AZ91D chips to prepare semi-solid billets, large and uniform induced strains are obtained. After predeformation, there are some deformation energy stored in the alloy, which increases the density of vacancies and dislocations. When the samples are reheated at high temperature, in order to decrease the free energy, the occurrence of reflex and recrystallization leads to fine grains with the increase of time. Moreover, due to the increase of solubility of Al in a-Mg, solute begins to diffuse along the grain boundaries firstly. Furthermore, because the diffusion of the solute along the grain boundary is faster than that inside the grains, the solute concentrates in the region of the boundaries of primary a-Mg and recrystallized grains. When being heated up to semi-solid temperature, these boundaries and subboundaries begin to melt and liquid phases occur. With increasing temperature and holding time, the amount of liquid increases and the grains separate from each other. Besides, due to the effect of liquid-solid interface tension, in order to decrease the interface energy and free energy the convex edges dissolve and the grains spheroidize gradually with further increase heat treatment temperature or with prolonging holding time. Finally, the globular microstructures form in semi-solid state.
4 Conclusions
1) AZ91D magnesium alloy semi-solid billets with highly spheroidal and homogeneous grains are prepared from chips by SIMA method.
2) After chips are compressed into sample at 523 K, large and uniform induced strains are obtained and the dendrites become oriented in the same way.
3) With the increase of reheating temperature, liquid phases increase and a-Mg grains become more homogeneous and globular. Appropriately increasing the reheating temperature can accelerate the spheroidization process. With the increase of holding time, α-Mg grains become more homogeneous and globular, while liquid phases slightly change.
4) The whole microstructure evolution process includes three stages: the re-crystallization and the growth of grain stage; the semi-solid microstructure forming stage controlled by the diffusion of solute; the spheroidization of solid particle stage controlled by the liquid-solid interface tension.
References
[1] KAINER K U. Magnesium alloys and technology[M]. Weinheim: WILEY-VCH Verlag Gambrl & Co.Kga A, 2003: 1-2.
[2] DIEM W. Magnesium in different application[J]. Auto Technology, 2001, 1: 40-41.
[3] KAMADO S, KOIKE J, KONDOH K, KAWAMURA Y. Magnesium research trend in Japan[J]. Materials Science Forum, 2003, 419/422: 21-34.
[4] HAGEN F, HORT N, DIERINGA H, KAINER K U. Influence of processing route on the properties of magnesium alloys[C]// Proceedings of the 10th International Conference on Semi-Solid Processing of Alloys and Composites. Achen, 2008: 43-48.
[5] FLEMINGS M C. Behavior of metal alloys in the semi-solid state[J]. Metallurgical and Materials Transactions A, 1991, 22(5): 957-981.
[6] KAPRANOS P. Semi-solid metal processing: A process looking for a market[C]//Proceedings of the 10th International Conference on Semi-Solid Processing of Alloys and Composites. Achen, 2008: 1-8.
[7] PAES M, ZOQUI E J. Semi-solid behavior of new Al-Si-Mg alloys for thixoforming[J]. Mater Sci Eng A, 2005, 406(1/2): 63-73.
[8] HAGA T, KAPRANOS P. Thixoforming of laminate made from semisolid cast strips[J]. Journal of Materials Processing Technology, 2004, 157: 508-512.
[9] JI Ze-sheng, HONG Yan, ZHAO Mi. Lathe process of AZ91D magnesium alloy chips used in semi-solid thixomolding[J]. Trans Nonferrous Met Soc China, 2005, 15(s3): s236-s240.
[10] JIANG Ju-fu, LUO Shou-jing, ZOU Jing-xiang. Preparation of AZ91D magnesium alloy semi-solid billet by new strain induced melt activated method[J]. Trans Nonferrous Met Soc China, 2006, 16(5): 1080-1085.
[11] JI Ze-sheng, LI Qing-fen, LIU Zhao-jing. Structure shape and forming mechanism of semi-solid materials of AZ91D magnesium alloy by SIMA process[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(5): 1156-1160. (In Chinese)
[12] WANG J G, LU P, WANG H Y, LIU J F, JIANG Q C. Semisolid microstructure evolution of the predeformed AZ91D alloy during heat treatment[J]. Journal of Alloys and Compounds, 2005, 395(1/2): 108-112.
(Edited by CHEN Wei-ping)
Corresponding author: JI Ze-sheng; Tel: +86-13804517924; E-mail: qinghejin@yahoo.com.cn

