Trans. Nonferrous Met. Soc. China 30(2020) 595-602
Microstructure and mechanical properties of Al-Si alloy modified with Al-3P
Hao-ping PENG1,2,3, Zhi-wei LI1,2, Jia-qing ZHU1,3, Xu-ping SU1,3, Ya LIU1,3, Chang-jun WU1,3, Jian-hua WANG1,3
1. Jiangsu Key Laboratory of Material Surface Science and Technology, Changzhou University, Changzhou 213164, China;
2. Jiangsu Key Laboratory of Oil & Gas Storage and Transportation Technology, Changzhou University, Changzhou 213164, China;
3. Jiangsu Collaborative Innovation Center of Photovolatic Science and Engineering, Changzhou University, Changzhou 213164, China
Received 28 June 2019; accepted 30 December 2019
Abstract: Al-Si alloy was modified with Al-3P master alloy at 740 °C. The effects of Si content (7, 8, 9, 10 and 11 wt.%) and adding amount of alterant Al-3P (0, 0.1, 0.3, 0.6, 1.0 and 1.5 wt.%) on microstructures and tensile properties of the alloy were investigated with optical microscope (OP), Image Pro Plus 6.0, scanning electron microscope (SEM) and universal testing machine. When the content of Al-3P is 0.6 wt.%, the area fraction of primary α(Al) in the Al-Si alloy increases more compared to the unmodified alloy with an increase in Si content, which could be explained by the movement of non-equilibrium eutectic point. When the Si content is constant (Al-10Si), with the increase of Al-3P content, the increased rate in area fraction of primary α(Al) phase in the Al-10Si alloy increases first and then decreases. And when 0.6 wt.% Al-3P is added, the increase in area fraction of primary α(Al) phase is the largest. Compared to the unmodified Al-10Si alloy, the tensile strength and elongation of Al-10Si alloy increase by 2.3% and 47.0%, respectively, after being modified with 0.6 wt.% Al-3P alloy. The fracture mode of the modified Al-10Si alloy is ductile fracture.
Key words: Al-Si alloy; modification; microstructure; mechanical properties; area fraction
1 Introduction
Hypoeutectic Al-Si alloys have excellent casting performance, fatigue resistance, and corrosion resistance, as well as high specific strength and comprehensive mechanical properties. These properties enable their widespread use in the aviation, aerospace, military and automotive industries [1,2]. The mechanical properties of hypoeutectic Al-Si alloys are dependent on two factors: one is the relative number and size of the α(Al) phase in the alloy, and the other is the morphology, size and distribution of eutectic Si in the alloy [3,4]. Under conventional casting conditions, the eutectic Si in hypoeutectic Al-Si alloys exists in a flaky or acicular form [5]. According to previous studies [6-8], the morphology of eutectic Si can be modified with Na, Sr or Sb in industrial production, accompanied with a decrease in particle size. Rare earth elements, including La, Eu, Yb, Y and Sc [9-14], can also alter the morphology of eutectic Si in Al-Si alloys into a fibrous or fine lamellar structure after modification. Al-P modifiers have been used to improve the effects of heterogenous nucleation of near eutectic and hypereutectic Al-Si alloys [15]. Previous research [16] reported that Cu-P master alloy can refine the primary Si in hypereutectic Al-Si alloys. Additionally, Al-3P and Al-10Sr master alloys can refine primary Si and eutectic Si in Al-30Si alloys [17]. WANG et al [18] reported that the sub-rapidly solidified Al-10Ti master alloy has better grain refinement efficiency on Al-7Si alloy. The area fraction of primary Si in hypereutectic Al-Si alloys modified with Al-3B has significant influence on the comprehensive mechanical properties of the alloy [19].
To improve the microstructure and mechanical properties of hypereutectic Al-Si alloys, initially, phosphorus was used as a modifier to refine the primary Si, but the phosphorus yield was low and it would cause environmental pollution. ZUO et al [20] modified the ZL109 alloy with Al-15Si- 3.5P master alloy, which not only improved the phosphorus yield, but also had better modification effects. When 2 wt.% Al-15Si-3.5P master alloy was added, the size of primary Si phase in Al-Si alloys was refined from 150 to 37 mm. ZENG et al [21] reported that the complex effect of phosphorus and rare earth elements can further improve the morphology of primary and eutectic Si in hypereutectic Al-Si alloys and significantly improve the mechanical properties of the alloy. Phosphorus and yttrium have obvious modification effects on hypereutectic Al-Si alloys [22], and the mechanical properties of hypereutectic Al-Si alloys modified by phosphorus and rare earth minerals have been significantly improved.
Although there are some researches reported, little attention has been paid to the influence of modification on the non-equilibrium eutectic point of Al-Si alloys and the microstructure and mechanical properties of the alloys. In this work, the Al-3P master alloy was used to modify hypoeutectic Al-Si alloys. The changes in the non- equilibrium eutectic point caused by the modification of Al-3P and the variation rule of the area fraction of primary α(Al) in Al-Si alloys were investigated. The results provide important guidance for the industrial production of hypoeutectic Al-Si alloys.
2 Experimental
Hypoeutectic Al-xSi (x=7, 8, 9, 10, 11 wt.%) alloys were prepared using industrial pure aluminium (99.97 wt.%) and Al-50Si master alloy. The pure aluminium and Al-50Si master alloy were first mixed and melted at 800 °C to prepare 3000 g of Al-xSi eutectic alloy. Then, the melt was poured at room temperature into a steel mold with an inner size of 100 mm × 60 mm × 8 mm to obtain Al-Si ingots.
Based on previous work [23], the obtained Al-Si alloys were modified by the Al-3P master alloy at 740 °C. To study the effects of Si content on the modification effect of the alloys, a set of Al-xSi ingots with masses of 200 g were remelted, and 0.6 wt.% Al-3P alloy was added for modification treatment. To investigate the influence of adding amount of Al-3P, another set of 200 g Al-10Si alloys were remelted, and 0, 0.1, 0.3, 0.6, 1.0 and 1.5 wt.% Al-3P alloys were added into the melt. The modified treatment time was 5 min. During the melting process, a coating agent with NaCl:KCl:Na3AlF6 of 30%:45%:25% was used to protect the liquid alloy from oxidation. Subsequent to modification, the melt was constantly stirred for several seconds. 0.1% C2Cl6 was used for degassing the melt before pouring. Lastly, the melt was poured into a 100 °C mild steel mold with an inner size of d12 mm × 100 mm.
Samples for metallographic analysis were cut at a position of 10 mm from the bottom of the casting samples. These samples were polished to a mirror finish using a diamond spraying agent and were etched with 0.5% HF solution. The microstructural characterization was obtained via a Leica DIM 3000 optical microscope (OM). The area fraction of primary α(Al) was calculated using Image-Pro Plus 6.0 software. Tensile tests were carried out on specimens with 6 mm in gauge diameter and 30 mm in gauge length at a stretching speed of 2 mm/min using a WDW-300 universal tensile testing machine. In these tests, three samples were conducted and the average value was determined. The fracture morphologies of the tensile samples were carried out with a JSM-6510 scanning electron microscope (SEM) [24,25].
3 Results and discussion
3.1 Effect of Si content on microstructure of Al-Si alloys modified with Al-3P
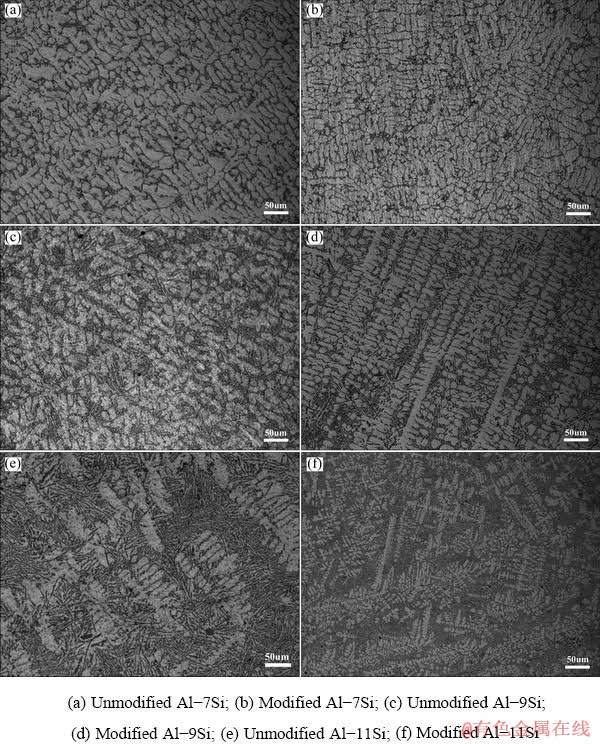
Fig. 1 SEM images showing microstructure of unmodified and modified Al-Si alloy with 0.6 wt.% Al-3P master alloy
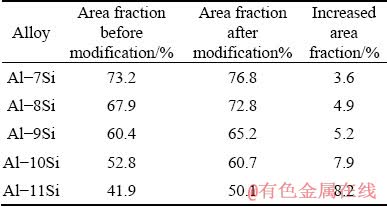
Figure 1 shows the microstructures of the unmodified and modified Al-Si alloys with 0.6 wt.% Al-3P alloy. Figures 1(a, c, e) show microstructures of the unmodified hypoeutectic Al-Si alloy. As the Si content increases, the area fraction of primary α(Al) decreases, while that of the eutectic structure increases. As shown in Figs. 1(b, d, f), after the modification of 0.6 wt.% Al-3P alloy, the amount of primary α(Al) in the hypoeutectic Al-Si alloy increases to different degrees compared to the unmodified alloy and the number of eutectic structures increases. Table 1 gives the results from quantitative analysis of the area fraction of primary α(Al) in unmodified Al-Si alloys and the alloys modified with 0.6 wt.% Al-3P alloy. With the increase of Si content, the area fraction of primary α(Al) in the alloy samples is gradually reduced, but the effect of modifier on the area fraction shows a gradually increasing trend. Previous research [26] demonstrated that the increased area fraction of primary α(Al) in the Al-Si alloy was dependent on two factors; one is the movement of the eutectic point of the Al-Si alloy caused by the modification of Al-3P, and the other is the variation of Si content in the alloy melt.
Table 1 Area fractions of primary α(Al) in hypoeutectic Al-Si alloys and its increased quantity after modification
To further analyze the changes in the area fraction of primary α(Al) in the modified Al-Si alloy, a schematic diagram of the influence of Al-3P addition on the movement of non- equilibrium eutectic point in the Al-Si phase diagram was drawn, as shown in Fig. 2. C represents the equilibrium eutectic point and C′ represents the non-equilibrium eutectic point modified by Al-3P. The Al-Si alloy modified by 0.6 wt.% Al-3P alloy has an undercooling degree lower than that of the hypoeutectic alloy, which causes the non-equilibrium eutectic point of the Al-Si system to move to the left. Combined with Lever’s law, the fraction of primary α(Al) in hypoeutectic Al-Si alloys decreases after the alloy is modified with Al-3P master alloy. There are many fine Al-P particles in the Al-3P alloy, which could act as heterogeneous nucleation cores for eutectic or primary Si to promote the growth of the Si phase. Following the precipitation of Si particles, the Si-poor region forms within the liquid area surrounding the Si particles. This promotes the nucleation and growth of the α(Al) phase, and the area fraction of primary α(Al) in the hypoeutectic Al-Si alloy increases. Figure 3 shows a schematic diagram of the influence of Si content on the total increased area fraction of primary α(Al) in the hypoeutectic Al-Si alloy modified with Al-3P. When the Si content remains constant, the increased area fraction of primary α(Al) caused by the formation of the Si-poor region is larger than the decreased area fraction of the phase caused by the movement of non-equilibrium eutectic point of the Al-Si alloy. As a result, the total area fraction of primary α(Al) increases in the Al-Si alloy.

Fig. 2 Schematic diagram showing variation of non- equilibrium eutectic point of Al-Si alloy after modification with Al-3P

Fig. 3 Schematic diagram showing area fraction change of primary α(Al) in hypoeutectic Al-Si alloy modified with Al-3P as function of Si content
3.2 Effect of adding amount of Al-3P on micro- structure of Al-10Si alloy
The amount of primary α(Al) in Al-10Si alloys modified with 0.6 wt.% Al-3P alloy increases more than that in Al-7Si, Al-8Si and Al-9Si alloys. When the Si content is 11 wt.%, a little primary Si appears in the alloy. This is because when smelting Al-11Si, more Al-50Si needs to be added to the alloy melt. Al-50Si is a hypereutectic alloy with coarse Si phase. The melting point of Al-11Si is very close to the eutectic point, which will cause the insufficient dissolution of primary Si, and there will be fluctuations in the Si concentration in the alloy melt. Therefore, a small amount of primary Si is still present in the Al-11Si alloy.
The Al-10Si alloy is used as the focus in this study. Figure 4 shows the microstructures of the unmodified Al-10Si and the alloys modified with different amounts of Al-3P. The unmodified Al-10Si alloy consists of coarse primary Si, a small amount of coarse α(Al) phase, and a large amount of eutectic structures. Due to the precipitation and growth of primary Si, a Si-poor region appears in the surrounding liquid phase, which results in nucleation and growth of the α(Al) phase. The primary Si and α(Al) phases in the Al-10Si alloy are refined after modification, and the number of eutectic structures increases, (Figs. 4(b-f)). The morphology of the primary α(Al) is slightly altered after the modification with Al-3P, while the area fraction of primary α(Al) changes.
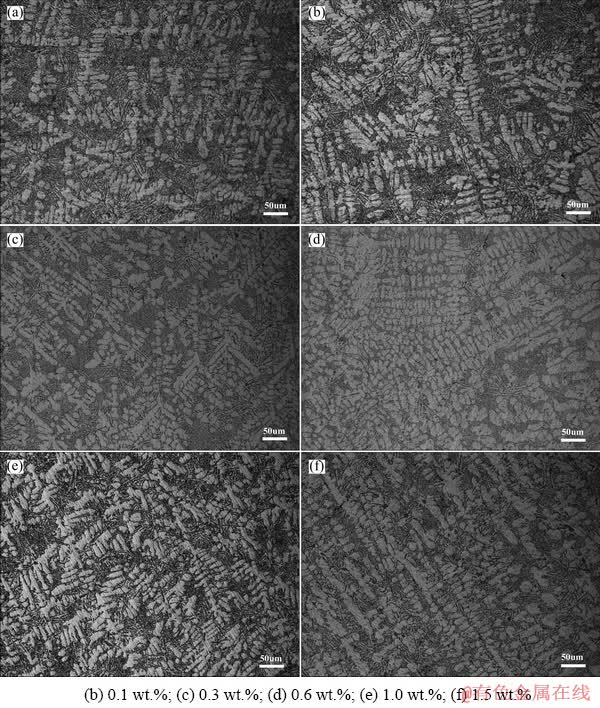
Fig. 4 SEM images showing microstructure of unmodified Al-10Si alloy (a) and alloy modified with different amounts of Al-3P
The area fraction of primary α(Al) in the unmodified Al-10Si alloy and the alloy modified with different amounts of Al-3P were quantitatively calculated with Image-Pro Plus software. The results are given in Table 2. The area fraction of primary α(Al) in the unmodified Al-10Si alloy is 52.7%. The area fraction of primary α(Al) in the modified Al-10Si alloy initially increases and then decreases when additional amount of Al-3P is added.
Figure 5 shows the effects of adding amount of Al-3P on the area fraction of primary α(Al) in Al-10Si alloy. When the Si content is constant and the amount of Al-3P increases, the Si concentration fluctuates more, and the formation of Si-poor regions leads to the increase of primary α(Al). However, when the adding amount of Al-3P is greater than 0.6 wt.%, many Al-P particles fill the entire melt region. The Si-poor regions forming around the Si phase decrease, which results in the decrease of primary α(Al). The result of the combined effects of the two is that with the increase in Al-3P content, the area fraction of primary α(Al) in the Al-Si alloy first increases and then decreases. When the amount of added Al-3P is 0.6 wt.%, the area fraction of primary α(Al) reaches the maximum.
Table 2 Area fraction and increased area fraction of primary α(Al) in Al-10Si alloy modified with different amounts of Al-3P
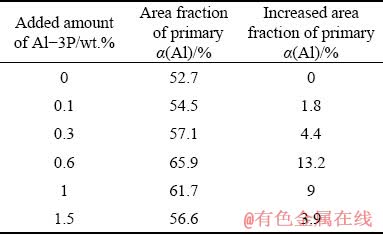

Fig. 5 Schematic diagram showing effects of added Al-3P on area fraction of primary α(Al) in Al-10Si alloy
3.3 Effect of Al-3P master alloy on mechanical properties of Al-10Si
Table 3 gives the tensile strength and elongation of Al-10Si alloys before and after modification with 0.6 wt.% Al-3P alloy. The tensile strength and elongation of the unmodified Al-10Si alloy are 175 MPa and 4.9%, respectively. The mechanical properties of the alloy are improved after modification. The tensile strength and elongation of the alloy increase by 2.3% and 47.0% to 179 MPa and 7.2%, respectively.
Figure 6 shows the SEM images of tensile fracture morphology of the Al-10Si alloy before and after modification. It can be seen from Fig. 6(a) that the dimples in the tensile fracture of unmodified Al-10Si alloy are large, and primary Si particles can be observed in the dimples. There are fewer large tearing edges on the fracture surface, and the fracture surface shows obvious brittle fracture characteristics. Figure 6(b) shows that, after modification, there are many small dimples in the tensile fracture of the Al-10Si alloy, and the sample shows many small tearing edges. In some larger dimples, there are traces of fracture of fine primary Si particles. Compared with the unmodified alloy, the tensile fracture of the alloy shows obvious ductile fracture characteristics.
Table 3 Mechanical properties of Al-10Si alloy before and after modification

Fig. 6 SEM images of tensile fracture surface of Al-10Si alloy
4 Conclusions
(1) After modification with 0.6 wt.% Al-3P alloy, the area fraction of primary α(Al) in the hypoeutectic Al-Si alloy increases. As the Si content increases, the area fraction of primary α(Al) phase gradually increases more compared with the unmodified alloy.
(2) As the amount of added Al-3P increases, the area fraction of primary α(Al) in the Al-10Si alloy increases first and then decreases. When 0.6 wt.% Al-3P alloy is added, the area fraction of primary α(Al) reaches the maximum.
(3) After modification with 0.6 wt.% Al-3P alloy, the tensile strength and elongation of the Al-10Si alloy increase by 2.3% and 47.0%, respectively. The fracture morphology of the modified Al-10Si alloy shows ductile fracture characteristics.
References
[1] SEBAIE O E, SAMUEL A M, SAMUEL F H, DOTY H W. The effects of mischmetal, cooling rate and heat treatment on the eutectic Si particle characteristics of A319.1, A356.2 and A413.1 Al-Si casting alloys [J]. Materials Science and Engineering A, 2008, 480(1-2): 342-355.
[2] LASA L, RODRIGUEZ-IBABE J M. Characterization of the dissolution of the Al2Cu phase in two Al-Si-Cu-Mg casting alloys using calorimetry [J]. Materials Characterization, 2002, 48(5): 371-378.
[3] FATAHALLA N, HAFIZ M, ABDULKHALEK M. Effect of microstructure on the mechanical properties and fracture of commercial hypoeutectic Al-Si alloy modified with Na, Sb and Sr [J]. Journal of Materials Science, 1999, 34(14): 3555-3564.
[4] JUNG H K, SEO P K, HANG C G. Microstructural characteristics and mechanical properties of hypo-eutectic and hyper-eutectic Al-Si alloys in the semi-solid forming process [J]. Journal of Materials Processing Technology, 2001, 113(1): 568-573.
[5] MAKHLOUF M M, GUTHY H V. The aluminum-silicon eutectic reaction: Mechanisms and crystallography [J]. Journal of Light Metals, 2001, 1(4): 199-218.
[6] GAMMER K, OGRIS E, UGGOWITZER P J, HUTTER H. SIMS investigations on the distribution of trace elements in modified aluminium-silicon-magnesium alloys [J]. Microchimica Acta, 2003, 141(1-2): 23-27.
[7] STALEY J T, TIRYAKIO-LU M, CAMPBELL J. The effect of increased HIP temperatures on bifilms and tensile properties of A206-T71 aluminum castings [J]. Microstructure and Processing, 2007, 460-461: 324-334.
[8] RAO A K P, DAS K, MURTY B S, CHAKRABORTY M. Microstructural features of as-cast A356 alloy inoculated with Sr, Sb modifiers and Al-Ti-C grain refiner simultaneously [J]. Materials Letters, 2008, 62(2): 273-275.
[9] NOGITA K, YASUDA H, YOSHIYA M, MCDONALD S D, UESUGI K, TAKEUCHI A. The role of trace element segregation in the eutectic modification of hypoeutectic Al-Si alloys [J]. Journal of Alloys and Compounds, 2010, 489(2): 415-420.
[10] KNUUTINEN A, NOGITA K, MCDONALD S D. Modification of Al-Si alloys with Ba, Ca, Y and Yb [J]. Journal of Light Metals, 2001, 1(4): 229-240.
[11] WARNG P S, LIAUH Y J, LEE S L, LIN J C. Effects of Be addition on microstructures and mechanical properties of B319.0 alloys [J]. Materials Chemistry and Physics, 1998, 53(3): 195-202.
[12] CHENG Y C, LIN C K, TAN A H, HSU S Y, LEE S L. Effect of the spinning deformation processing on mechanical properties of Al-7Si-0.3Mg alloys [J]. Journal of Materials Engineering and Performance, 2012, 21(9): 1873-1878.
[13] LI J H, WANG X D, LUDWIG T H, TSUNEKAWA Y, ARNBERG L, JIANG J Z. Modification of eutectic Si in Al-Si alloys with Eu addition [J]. Acta Materialia, 2015, 84: 153-163.
[14] ZHANG Wen-da, LIU Yun, YANG Jing. Effects of Sc content on the microstructure of as-cast Al-7wt.%Si alloys [J]. Materials Characterization, 2012, 66: 104-110.
[15] HO C R, CANTOR B. Heterogeneous nucleation of solidification of Si in Al-Si [J]. Materials Science and Engineering A, 1993, 173(1-2): 37-40.
[16] ZHANG H. Microstructure and mechanical properties of hypereutectic Al-Si alloy modified with Cu-P [J]. Rare Metals, 2008, 27(1): 59-63.
[17] ZUO Min, ZHAO De-Gang, TENG Xin-Ying. Effect of P and Sr complex modification on Si phase in hypereutectic Al-30Si alloys [J]. Materials and Design, 2013, 47: 857-864.
[18] WANG Jian-hua, LI Tao, SU Xu-ping, TU Hao, WU Chang-jun, LI Jie-lin. Microstructural evolution and grain refining efficiency of Al-10Ti master alloy improved by copper mold die casting [J]. Journal of Materials Engineering and Performance, 2013, 22(7): 2012-2018.
[19] GONG Chun-jie, TU Hao, WU Chang-jun, WANG Jian-hua, SU Xu-ping. Study on microstructure and mechanical properties of hypereutectic Al-18Si alloy modified with Al-3B [J]. Materials, 2018, 11(3): 465. DOI: 10.3390/ma11030456.
[20] ZUO Min, LIU Xian-fa, DAI Hong-shang, LIU Xiang-jun. Al-Si-P master alloy and its modification and refinement performance on Al-Si alloys [J]. Rare Metals, 2009, 28(4): 412-417.
[21] ZENG Guang, XUE Song-bai, ZHANG Liang, GAO Li-li, LAI Zhong-min, LUO Jia-dong. Properties and microstructure of Sn-0.7Cu-0.05Ni solder bearing rare earth element Pr [J]. Journal of Materials Science: Materials in Electronics, 2010, 22(8): 1101-1108.
[22] ZUO Min, ZHAO De-gang, WANG Zhen-qing, GENG Hao-ran. Complex modification of hypereutectic Al-Si alloy by a new Al-Y-P master alloy [J]. Metals and Materials International, 2015, 21(4): 646-651.
[23] LIU Ya-ling, WU Chang-jun, TU Hao, WANG Jian-hua, SU Xu-ping. Microstructure and mechanical properties of Al-10Si alloy modified with Al-5Ti [J]. China Foundry, 2018, 15(6): 405-410.
[24] WANG Shuo, FU Min, LI Xia-zhang, WANG Jian-hua, SU Xu-ping. Microstructure and mechanical properties of Al-Si eutectic alloy modified with Al-3P master alloy [J]. Journal of Materials Processing Technology, 2018, 255: 105-109.
[25] HU Zhi, YAN Hong, RAO Yuan-sheng. Effects of samarium addition on microstructure and mechanical properties of as-cast Al-Si-Cu alloy. Transactions of Nonferrous Metals Society of China, 2013, 23(11): 3228-3234.
[26] ZHANG Wei-wen, ZHAO Yu-liang, ZHANG Da-tong. The effect of Si addition on the microstructure and tensile properties of casting Al-5.0Cu-0.6Mn-1.2Fe alloys [J]. Transactions of Nonferrous Metals Society of China, 2018, 28(6): 1061-1072.
Al-3P变质Al-Si合金的组织与力学性能
彭浩平1,2,3, 李智伟1,2, 朱家庆1,3, 苏旭平1,3, 刘 亚1,3, 吴长军1,3,王建华1,3
1. 常州大学 江苏省材料表面科学技术重点实验室,常州 213164;
2. 常州大学 江苏省油气储运技术重点实验室,常州 213164;
3. 常州大学 江苏省光伏科技合作创新中心,常州 213164
摘 要:在740 °C下采用Al-3P作为变质剂对Al-Si合金进行变质处理。利用光学显微镜、Image Pro Plus 6.0软件、扫描电镜和万能电子试验机研究硅含量(7、8、9、10和11,质量分数,%)及变质剂Al-3P加入量(0、0.1、0.3、0.6、1.0和1.5,质量分数,%)对合金显微组织与拉伸性能的影响。结果表明,当变质剂加入量为0.6%时,随着硅含量的增加,变质Al-Si合金中初晶α(Al)相的面积分数增加较多,这一结果可以通过Al-3P的变质引起非平衡共晶点的变化来解释。当合金中硅含量一定(Al-10Si)时,随着变质剂加入量的增加,Al-10Si合金中初晶α(Al)相面积分数先增加后减少。当添加0.6% Al-3P中间合金时,初晶α(Al)相的面积分数达到最大值。与未变 质的Al-10Si合金相比,当加入0.6% Al-3P中间合金进行变质处理后,合金的抗拉强度和伸长率分别提高了2.3%和47.0%,拉伸断口呈现出明显的韧性断裂特征。
关键词:铝硅合金;改性;显微组织;力学性能;面积分数
(Edited by Bing YANG)
Foundation item: Projects (51571039, 51671037) supported by the National Natural Science Foundation of China; Project (KYCX18- 0820) supported by Postgraduate Research and Practice Innovation Program of Jiangsu Province, China; Project supported by Qing Lan Program of Education Department of Jiangsu Province, China
Corresponding author: Jian-hua WANG; Tel: +86-15961165336; E-mail: wangjh@cczu.edu.cn
DOI: 10.1016/S1003-6326(20)65238-4

