
Bi-based superconductors fabricated in high magnetic fields
LU X Y1, A. NAGATA1, K. SUGAWARA1, K. WATANABE2, T. NOJIMA3
1. Faculty of Engineering and Resource Science, Akita University, Akita 010-8502, Japan;
2. Institute for Materials Research, Tohoku University, Sendai 980-8577, Japan;
3. Center for Low Temperature Science, Tohoku University, Sendai 980-8577, Japan
Received 10 April 2006; accepted 25 April 2006
Abstract: The microstructure and superconducting properties of Bi-2223 superconductor fabricated in high magnetic fields were investigated. The results shows that the Bi-2212 grains with their c-axis parallel to the magnetic field were formed after the partial-melting and solidification in 8 T magnetic field, and transformed into the Bi-2223 grains with c-axis alignment during the further sintering process at 840 ℃ without magnetic field. The conversion of Bi-2212 grains to Bi-2223 grains has the heredity in grain alignment. The mixed structures of the Bi-2223 and the Bi-2212 grains with their c-axis parallel to the magnetic field are formed in samples sintered at 850-855 ℃ in 10 T magnetic field. When sintered in 10 T below 845 ℃, a high proportion of Bi-2223 phase is obtained, however no preferred orientation is observed. The Bi-2223 grains with their c-axis parallel to the axial direction of the vertical tube furnace are formed not only on the surface, but also in the center of the sample sintered at 850 ℃ for 120 h in a 15 ℃/cm temperature gradient without magnetic field. Moreover, the samples sintered in the temperature gradient and in a 10 T magnetic field have a stronger c-axis alignment of Bi-2223 phase.
Key words: superconductor; Bi-2223; magnetic fields; texture
1 Introduction
In the Bi-Sr-Ca-Cu-O system, three super- conducting phases are known to exist. Their compositions can be described by the general formula Bi2Sr2Can-1CunOx (n= 1, 2, or 3), where n represents the number of CuO2 planes. They are commonly referred to as Bi-2201 phase for n=1, Bi-2212 phase for n=2 and Bi-2223 phase for n=3, and their corresponding critical transition temperatures (Tc) are about 20, 80 and 110 K, respectively. However, Tc is not the only important factor. For most applications, large critical densities (Jc) of the order of 104 to 106 A/cm2, often in the presence of large magnetic fields, are required. In addition to an increase of the proportion of Bi-2223 phase during processing, a highly aligned Bi-2223 microstructure is essential for a high Jc value because a low Jc value usually results in a grain boundary weak-coupling problem as well as a random growth habit of the superconducting grains. The microstructure of Bi-based oxide superconductors consists of plate-like grains with the a-b plane along the flat surface of the platelets. If the grains are aligned by stacking the platelets like a structure of bricks [1], a high Jc can be achieved in the a-b plane. A possible texturing technique which has been frequently used to now is based on crystal growing in a liquid phase subjected to a magnetic field [2-4] by a procedure known as magnetic melt texturing (MMT).
MIKELSON et al [5] explained alignment of a magnetic material placed in a magnetic field by following mechanism. The orienting force resulting from the effects of a homogeneous magnetic field acting on a crystal whose paramagnetic susceptibility (χ) differs along two mutually perpendicular crystallographic axes by a factor Δχ is proportional to Δχ V sin (2θ) where is the angle between the direction of the applied magnetic field Ha and the crystallographic axis along which |χ| is a maximum, and V is the volume of the crystal. Thus a crystal with an anisotropic paramagnetic susceptibility will align with the axis along which χ has a maximum value parallel to the applied field.
V sin (2θ) where is the angle between the direction of the applied magnetic field Ha and the crystallographic axis along which |χ| is a maximum, and V is the volume of the crystal. Thus a crystal with an anisotropic paramagnetic susceptibility will align with the axis along which χ has a maximum value parallel to the applied field.
In the previous works [6,7], we reported the grain alignment and critical current densities of (Bi,Pb)-2223 phase in the partial-melting and sintering process without magnetic field. However, the grain alignment of the partial-melted samples exists only in their surface layers. Moreover, we [8] reported recently the crystal growth of Bi-2201 phase in high magnetic fields. Thin Bi-2201 crystals (-20 μm) with a size of 5-10 mm2 exist only in the surface layers of samples treated in zero magnetic field. Whereas thick Bi-2201 crystals (-100 μm) exist not only on the surface, but also in the center of the samples treated in 8 T magnetic field. In this paper, we systematically studied the microstructure and superconducting properties of Bi-2223 superconductors fabricated in high magnetic fields.
2 Experimental
High purity Bi2O3, PbO, SrCO3, CaCO3 and CuO powders (99.99% in purity) were weighed and mixed in the mole ratio x(Bi)∶x(Pb)∶x(Sr)∶x(Ca)∶x(Cu)= 1.8∶0.4∶1.9∶2.1∶3.5, which is the optimum composition for preparation of Bi-2223 phase in the partial-melting and sintering process [9]. After being calcined at 800 ℃ for 12 h and pulverized, samples were pressed to pellets of 10 mm in diameter and 10 mm thickness by application of an uniaxial pressure of 1.2 GPa. The pellets were contained in silver crucibles and heat-treated in a vertical tube furnace installed in a solenoid-type superconducting magnet with a room temperature clear bore 50 mm in diameter [10]. A vertical magnetic field (Ha ) can be applied parallel to the long axis of the furnace.
For the samples of Bi-2223 superconductors formed after partial-melting and solidification, the heat treatment employed is shown in Fig.1. Different maximum temperatures (Tmax), from 870 to 880 ℃, and different cooling rates (Cr), from 0.5 to 5 ℃/h, have been investigated. All the partial-melting and solidification treatments were carried out in 0 or 8 T magnetic field in air. After the partial-melting and solidification, the samples were sintered at 840 ℃ for 240 h without magnetic field in air.
For the samples of Bi-2223 superconductors formed in a temperature gradient, the pellets set on a silver holder were sintered at 850 ℃ for 120 h in a vertical
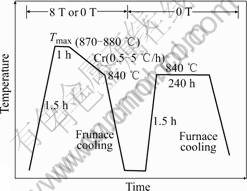
Fig.1 Temperature profile for partial-melting, solidification, and sintering process of Bi-2223 bulk ceramics
tube furnace with a temperature gradient of 15 ℃/cm installed in a solenoid-type superconducting magnet. Fig.2 is the temperature distribution measured along the furnace center-line at a 870 ℃ control temperature. The temperature gradient was about 15 ℃/cm at the position of -7.5 cm (850 ℃) where the center of the sample was fixed.
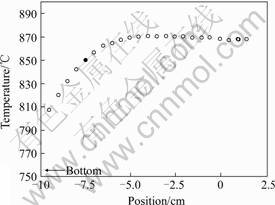
Fig.2 Temperature distribution measured along furnace center-line at 870 ℃ control temperature
The samples were analyzed by XRD. To prevent the surface texture, the samples were cut more than 2 mm in depth from the surface for XRD by a diffractometer (XR-3A) with CuKα radiation. Microstructure observation was performed by SEM on polished cutting surfaces with EDS. Tc was measured by AC susceptibility and magnetic hysteresis cycles from 20 to 77 K in fields up to 1 T were measured by a vibrating sample magnetometer (VSM). The degree of texturing of Bi-2223 grains in this study is quantified by an alignment factor f2223 defined as
f2223=(P-Po)/(1-Po) ( 1)
P=H(0010)/(H(0010)+H(115)) (2)
Where P is a parameter as stated above in the textured sample and Po is an equivalent parameter for random samples; H(0010) and H(115) are the integrals of the (0010) and (115) peaks of Bi-2223 phase, respectively. The volume fraction (φ2223) of Bi-2223 phase is defined as
φ2223=H(0010)/(H(0010)+L(008)) (3)
where H(0010) and H(115) are the integrals of the (0010) and (115) peaks of Bi-2223 phase, respectively, and L(008) is the integral of the (008) peak of Bi-2212 phase.
3 Results and discussion
3.1 Formation of Bi-2223 superconductors after partial-melting and solidification
Fig.3 shows the susceptibility versus temperature
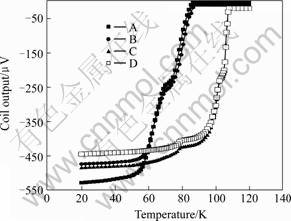
Fig.3 Temperature dependence of AC susceptibility for samples processed at Tmax 875 ℃ and Cr 2 ℃/h. Sample A: processed by partial-melting and solidification in 0 T; Sample B: processed by partial-melting and solidification in 8 T; Sample C: sintered at 840 ℃ for 240 h for Sample A; Sample D: sintered at 840 ℃ for 240 h for Sample B
plots of samples sintered at 840 ℃ for 240 h (Samples C and D) after partial-melting at 875℃ and solidification at a cooling rate 2 ℃/h (samples A and B). An 8 T field was applied to Samples B and D, while no field was applied to Samples A and C. It is seen that the changes in susceptibility occur at about 85 K due to the diamagnetic property of Bi-2212 phase in Samples A and B which were processed by the partial-melting and solidification. On the other hand, for samples sintered at 840 ℃ for 240 h (Samples C and D) after partial-melting and solidification, the changes in susceptibility at 108 K due to Bi-2223 phase are observed. And the application of 8 T field has no influence on Tc and the transition width.
Fig.4 shows the XRD patterns of the face oriented perpendicular to the applied field (Ha). Its Tmax and Cr in the preparation temperature profile (Fig.1) are 875 ℃ and 2 ℃/h, respectively. (00l) peaks are by far the most intense which indicates a strong alignment of the c-axis, along the magnetic field direction. The Bi-2212 grains with their c-axis parallel to the magnetic field are formed after the partial-melting and solidification in 8 T magnetic field, and transform into the Bi-2223 grains with c-axis alignment during the further sintering process at 840 ℃ without magnetic field.
Fig.5 show the XRD patterns for the sample prepared using exactly the same heat treatment as shown in Fig.4, but without magnetic field. Although the Bi-2212 grains are formed after the partial-melting and solidification, and transform into the Bi-2223 grains during the further sintering process at 840 ℃, no preferred orientation is observed.
From Figs.4 and 5, it may be concluded that the
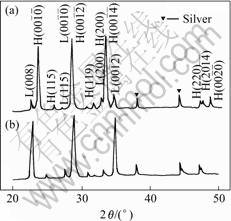
Fig.4 XRD patterns recorded from the horizontal cross-section of sample sintered at 840 ℃ for 240 h after partial-melting and solidification in 8 T (a) and processed by partial-melting and solidification in 8 T (b)

Fig.5 XRD patterns recorded from horizontal cross-section of sample sintered at 840 ℃ for 240 h after partial-melting and solidification in 0 T (a) and prepared by partial-melt-ing and solidification in 0 T (b)
conversion of Bi-2212 grains to Bi-2223 grains has the heredity in grain alignment. The Bi-2223 grains transformed from the Bi-2212 grains with the alignment will still be aligned, which is consistent with our previous report [7]. On the other hand, this confirms that the magnetic field induces the orientation during solidification.
Both the maximum temperatures (Tmax) and cooling rates (Cr) in the temperature profile as shown Fig.1 are found to have obvious influence on the alignment factor f2223. The optimum Tmax, from 870 to 880 ℃, is 875 ℃ and the optimum Cr, from 0.5 to 5.0 ℃/h, is 2.0 ℃/h. In addition, it should be pointed out that in our experiments, even at a very slow cooling rate of 0.5 ℃/h during solidification, the Bi-2223 phase cannot be formed directly from the solidification process.
In order to correlate the texture to the magnetic anisotropy, magnetic hysteresis cycles were measured with measuring magnetic fields parallel or perpendicular to the direction of Ha. For the samples prepared without magnetic field, the vertical direction is treated as the direction of Ha. Figs.6 and 7 show the measuring results obtained at 20 K for two samples prepared by partial-melting and solidification in 0 and 8 T magnetic fields, respectively. The magnetic hysteresis is almost the same for the sample prepared without magnetic field in two measuring directions. Whereas for the sample processed in 8 T, the hysteresis in the magnetization is greater for a measuring field applied parallel to the direction of Ha, that is  , indicating that for this sample an obvious anisotropy exists and the Bi-2212 grains align with their c axes parallel to Ha. These results are in agreement with the observation made by other group [11].
, indicating that for this sample an obvious anisotropy exists and the Bi-2212 grains align with their c axes parallel to Ha. These results are in agreement with the observation made by other group [11].
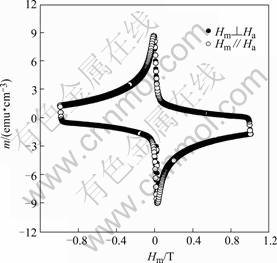
Fig.6 Magnetic hysteresis loops at 20 K for sample prepared by partial-melting at 875 ℃ and solidification at cooling rate of 2 ℃/h without magnetic field
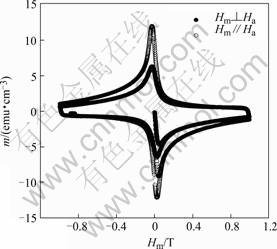
Fig.7 Magnetic hysteresis loops at 20 K for sample prepared by partial-melting at 875 ℃ and solidification at cooling rate of 2 ℃/h in 8 T magnetic field
Fig.8 shows the magnetic hysteresis results obtained at 77 K for the sample sintered at 840 ℃ for 240 h after partial-melting at 875 ℃ and solidification with the application of an 8 T magnetic field. An obvious anisotropy exists and the Bi-2223 grains align with their c axes parallel to Ha. The anisotropy observed in the hysteresis measurement is obviously the result of texture development by the application of an 8 T magnetic field during solidification.
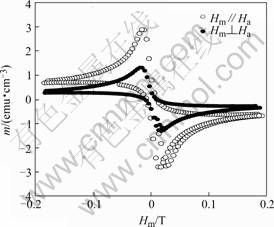
Fig.8 Magnetic hysteresis loops at 77 K for sample sintered at 840 ℃ for 240 h after partial-mellting at 875 ℃ and solidification at a cooling rate of 2℃/h in 8 T
The samples’ microscopic structure was observed by SEM on polished cutting faces oriented parallel to the applied field (Ha). For samples processed without magnetic field, the faces were cut parallel to the direction of axis of the furnace. Fig.9 shows SEM micrographs of the samples sintered at 840℃ for 240 h after partial-melting and solidification in 0 T and 8 T magnetic fields, respectively. Its Tmax and Cr in the temperature profile ( Fig.1 ) are 875 ℃ and 2 ℃/h, respectively. No preferred orientation is observed in the sample processed without magnetic field (Fig.9(a)). In contrast, the Bi-2223 platelets are preferentially oriented perpendicular to the processing magnetic field direction in the sample processed in 8 T magnetic field (Fig.9(b)). This is in agreement with the results of X-ray analysis and magnetic hysteresis measurement.
3.2 Formation of Bi-2223 superconductors during
sintering
Fig.10 shows the temperature dependence of the susceptibility for samples sintered directly at the temperatures of 840, 850, 855 and 860℃ for 120 h in a 10 T magnetic field, respectively. It can be seen that the susceptibility changes at 82 K due to the Bi-2212 phase for the sample sintered at 860 ℃ in one step. On the other hand, for the samples sintered at the temperatures

Fig.9 SEM micrographs taken from vertical cross-section of samples sintered at 840℃ for 240 h after partial-melting at 875℃ and solidification at cooling rate of 2℃/h without magnetic field (a), and with application of 8 T magnetic field (b)
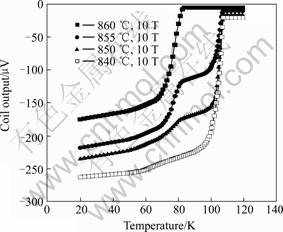
Fig.10 Temperature dependence of susceptibility for samples sintered at temperatures of 840-860 ℃ for 120 h in 10 T magnetic field
below 860 ℃, the changes in susceptibility occur in two steps. One change at 82 K is due to the diamagnetic property of the Bi-2212 phase and the other change at 108 K is due to the diamagnetic property of the Bi-2223 phase. However, the diamagnetic strength of the Bi-2223 phase is very sensitive to the sintering temperature and the highest diamagnetic strength of the Bi-2223 phase exists in the sample sintered at 840 ℃.
Fig.11 shows X-ray diffraction patterns recorded from the horizontal cross-section of samples sintered at the temperatures of 840, 850 and 860℃ for 120 h in a 10 T magnetic field, respectively. For the sample sintered at 860 ℃, almost all peaks can be identified as Bi-2212 peaks and (00l) peaks are by far the most intense which indicates a strong alignment of the c-axis, along the magnetic field direction. This indicates the Bi-2212 phase with c-axis parallel to the magnetic field are formed in the 860 ℃ sintering process in 10 T magnetic field. For the sample sintered at 850 ℃, the mixed structures of the Bi-2223 and the Bi-2212 grains with their c-axis parallel to the magnetic field are formed. In the 840 ℃ sintering, a high proportion of the Bi-2223 phase is obtained, however no preferred orientation is observed.
Fig.12 shows the sintering temperature dependence of the volume fraction and alignment factor of the Bi-2223 phase during sintering in a 10 T magnetic field.
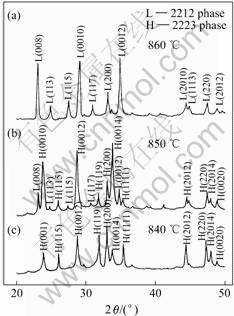
Fig.11 XRD patterns recorded from horizontal cross-section of samples sintered at temperatures of 840℃ (a), 850℃ (b) and 860℃ (c) for 120 h in 10 T magnetic field
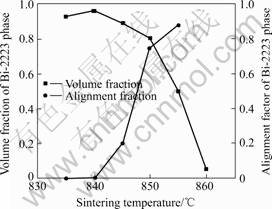
Fig.12 Sintering temperature dependence of volume fraction and alignment factor of Bi-2223 phase during sintering in 10 T magnetic field
It can be seen that the volume fraction and alignment factor of the Bi-2223 phase are very sensitive to the sintering temperature. With increasing the sintering temperature from 840 ℃ to 855 ℃, the alignment factor of the Bi-2223 phase increases, however, the volume fraction of the Bi-2223 phase decreases. In the 850-855 ℃ sintering, the Bi-2223 phase with c-axis alignment is formed. Below 845 ℃ sintering, a high proportion of Bi-2223 phase with a zero alignment factor is obtained. It is suggested that a liquid phase is important for the formation of the textured structure in magnetic fields.
Fig.13 shows SEM micrographs of the samples sintered at the temperatures of 840, 850, 855 ℃ and 860 ℃ for 120 h in a 10 T magnetic field, respectively. According to the analyses by XRD and EDS, the microstructures in these samples mainly consist of Bi-2212, Bi-2223 and Bi-free phase (including (Sr,Ca)2CuO3 and (Sr,Ca)CuO2). No preferred orientation is observed in the sample sintered at 840 ℃ (Fig.13(a)). In contrast, the Bi-2223 and Bi-2212 platelets are preferentially oriented perpendicular to the processing magnetic field direction in samples sintered at 850 ℃(Fig.13(b)), 855 ℃ (Fig.13(c)) and 860 ℃ (Fig.13(d)).
Figs.14 and 15 show the measurement results obtained at 77 K for two samples sintered at 850 ℃ in 0 T and 10 T magnetic fields, respectively. The magnetic hysteresis loops in the two measuring directions are almost the same for the sample prepared without magnetic field. Whereas for the sample sintered in 10 T, the hysteresis in the magnetization is greater for a measuring field applied parallel to the direction of Ha, that is  >
> , indicating that for this sample an obvious anisotropy exists and the Bi-2223 grains align with their c-axes parallel to Ha. This is consistent with the results of X-ray analysis and SEM observations.
, indicating that for this sample an obvious anisotropy exists and the Bi-2223 grains align with their c-axes parallel to Ha. This is consistent with the results of X-ray analysis and SEM observations.
3.3 Formation of Bi-2223 superconductors in temper-
ature gradient
Fig.16 shows X-ray diffraction patterns recorded from the horizontal cross-section at different positions (the upper, center and lower) of the sample sintered at 850 ℃ for 120 h in 15 ℃/cm temperature gradient without magnetic field. For the upper horizontal cross-section (Fig.16(a)), Bi-2212 phase is a major phase and (00l) peaks of Bi-2212 phase are by far the most intense which indicates a strong alignment of the c-axis, along the vertical direction. For the center horizontal cross-section (Fig.16(b)), the Bi-2223 phase with c-axis alignment as a major phase coexists with minority Bi-2212 phase. For the lower horizontal cross-section (Fig.16(c)), almost all peaks can be identified as Bi-2223 peaks, however, no preferred orientation is observed.
X-ray diffraction patterns recorded from the horizontal cross-section of the center of samples sintered at 850 ℃ for 120 h under different conditions are shown in Fig.17. Fig.17(a) shows XRD pattern on the sintering condition without temperature gradient and magnetic field, which indicates random microstructure. However, XRD patterns (Figs.17(b) and (c)) on the sintering condition with the temperature gradient of15 ℃/cm show a strong c-axis alignment of Bi-2223 phase. Moreover, samples sintered in the temperature gradient and in a 10 T magnetic field have a stronger c-axis alignment of Bi-2223 phase than that sintered in the temperature gradient but without magnetic field. It is suggested that both the temperature gradient and magnetic field during sintering are favorable for the
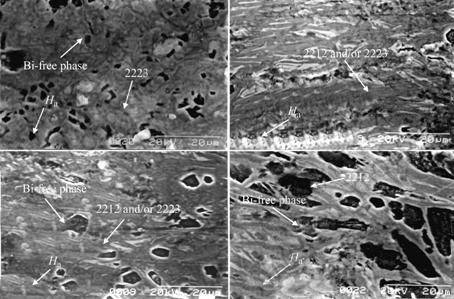
Fig.13 SEM micrographs of samples sintered at temperatures of 840 ℃(a), 850 ℃ (b), 855 ℃ (c) and 860 ℃ (d) for 120 h in 10 T magnetic field
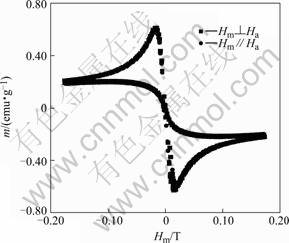
Fig.14 Magnetic hysteresis loops at 77 K for sample sintered at 850 ℃ in 0 T magnetic field
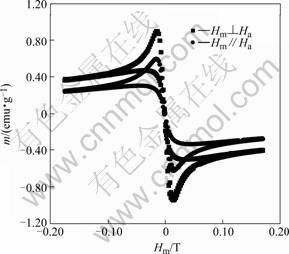
Fig.15 Magnetic hysteresis loops at 77 K for sample sintered at 850℃ in 10 T magnetic field
c-axis alignment of Bi-2223 phase.
Figs.18 and 19 show the measurement results obtained at 77 K for two samples sintered at 850 ℃ with the temperature gradient and without temperature gradient in 0 T magnetic field, respectively. The magnetic hysteresis loops in the two measuring directions are almost the same for the sample prepared without temperature gradient. Whereas for the sample sintered in 15 ℃/cm temperature gradient, the hysteresis in the magnetization is greater for a measuring field applied parallel to Ha direction, that is >, indicating that for this sample an obvious anisotropy exists and the Bi-2223 grains align with their c-axes parallel to Ha direction.
The microstructures of samples were observed by SEM on polished faces parallel to the vertical direction. Fig.20 shows the SEM micrographs of the center of the vertical section of samples sintered at 850 ℃ for 120 h

Fig.16 XRD patterns recorded from horizontal cross-section of sample sintered at 850 ℃ for 120 h with 15 ℃/cm temperature gradient in 0 T magnetic field: (a) Upper sample; (b) Center of the sample; (c) Lower sample
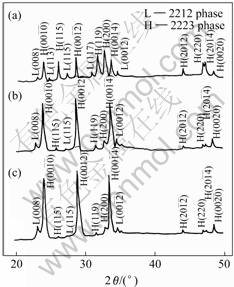
Fig.17 XRD patterns recorded from horizontal cross-section of center of sample sintered at 850 ℃ for 120 h: (a) Without temperature gradient in 0 T; (b) With 15 ℃/cm temperature gradient in 0 T; (c) With 15 ℃/cm temperature gradient in10 T
under different conditions. According to the analyses by XRD and EDS, the microstructures in these samples mainly consist of Bi-2212, Bi-2223 and Bi-free phases (including (Sr,Ca)2CuO3 and (Sr,Ca)CuO2). No preferred orientation is observed in the sample sintered without temperature gradient and magnetic field (Fig.20(a)). In contrast, the Bi-2223 and/or Bi-2212 (grey matrix phase) are preferentially oriented perpendicular to Ha direction in samples sintered in 15 ℃/cm temperature gradient or in 10 T magnetic field (Figs.20(b), 20(c) and 20(d)).
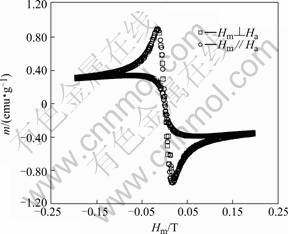
Fig.18 Magnetic hysteresis loops at 77 K for the sample sintered at 850℃ for 120 h without temperature gradient in 0 T
4 Conclusions
The microstructure and superconducting properties of Bi-2223 superconductor fabricated in high magnetic fields were systematically investigated. The results shows that the Bi-2212 grains with their c-axis parallel to the magnetic field were formed after the partial-melting and solidification in 8 T magnetic field, and transformed into the Bi-2223 grains with c-axis alignment during the further sintering process at 840 ℃ without magnetic field. The conversion of Bi-2212 grains to Bi-2223 grains has the heredity in grain alignment. The mixed structures of the Bi-2223 and the Bi-2212 grains with
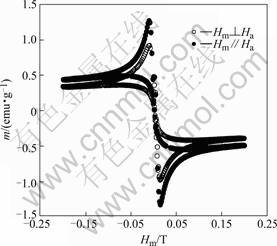
Fig.19 Magnetic hysteresis loops at 77 K for the sample sintered at 850 ℃ for 120 h with 15 ℃/cm temperature gradient in 0 T
their c-axis parallel to the magnetic field are formed in samples sintered at 850-855 ℃ in 10 T magnetic field. Below 845 ℃ sintering in 10 T, a high proportion of Bi-2223 phase is obtained, however no preferred orientation is observed. It is suggested that a liquid phase is important for the formation of the textured structure in magnetic fields. The Bi-2223 grains with their c-axis parallel to the axial direction of the vertical tube furnace are formed not only on the surface, but also in the center of the sample sintered at 850 ℃ for 120 h in a 15 ℃/cm temperature gradient without magnetic field.
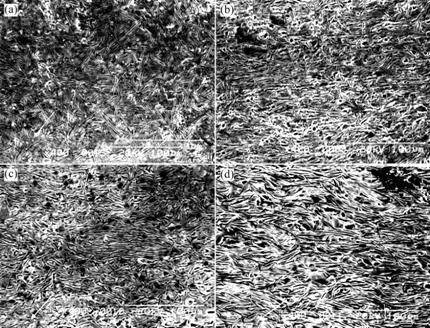
Fig.20 SEM micrographs taken from center of the vertical section of the samples sintered at 850 ℃ for 120 h: (a) Without temperature gradient in 0 T; (b) Without temperature gradient in 10 T; (c) With temperature gradient of 15 ℃/cm in 0 T; (d) With temperature gradient of 15 ℃/cm in 10 T
Moreover, the samples sintered in the temperature gradient and in a 10 T magnetic field have a stronger c-axis alignment of Bi-2223 phase. It is suggested that both the temperature gradient and magnetic field during sintering are favorable for the c-axis alignment of Bi-2223 phase.
Acknowledgements
This work was supported Grand-in-Aid for Scientific Research from Japan Society for the Promotion of Science. The authors also wish to thank the Akita Prefectural Industrial Technology Center for the performance of the SEM/EDS measurement.
REFERENCES
[1] MARTIN S, FIORY A T, FLEMING R M, ESPINOSA G P, COOPER A S. Anisotropic critical current density in superconducting Bi2Sr2CaCu2O8 crystals [J]. Appl Phys Lett, 1989, 54: 72-74.
[2] RANGO P, LEES M, LEJAY P, SULPICE A, TOURNIER R, INGOLD M, GERMI P, PERNET M. Texturing of magnetic materials at high temperature by solidification in a magnetic field [J]. Nature, 1991, 349: 770-772.
[3] NOUGEM J G, BEILLE J, BOURGAULT D, CHATEIGNER D, TOURNIER R. Bulk textured Bi-Pb-Sr-Ca-Cu-O (2223) ceramics by solidification in a magnetic field [J]. Physica C, 1996, 264: 352-330.
[4] PAVARD S, VILLARD C, BOURGAULT D, R. TOURNIER R. Effect of adding MgO to bulk Bi2212 melt textured in a high magnetic field[J]. Supercond Sci Technol, 1998, 11: 1359-1366.
[5] MIKELSON A E, KARKLIN Y K. Control of crystallization prosesses by means of magnetic fields [J]. J Cryst Growth, 1981, 52: 524-529.
[6] LU X Y, NAGATA A, SUGAWARA K, KAMAD S. Grain alignment and critical current densities of (Bi,Pb)-2223 phase in the partial-melting and sintering process[J]. Supercond Sci Technol, 1999, 12: 1098-1101.
[7] LU X Y, NAGATA A, SUGAWARA K, KAMADA S. Effect of MgO and Ag2O on the microstructure and superconducting properties of the (Bi,Pb)-2223 phase in the partial-melting and sintering process[J]. Physica C, 2000, 335: 51-55.
[8] LU X Y, NAGATA A, WATANABE K, NOJIMA T, SUGAWARA K, KAMADA S. Crystal growth of Bi-2201 phase in high magnetic fields[J]. Physica C, 2002, 382: 27-32.
[9] LU X Y, NAGATA A, YASUDA M, SUGAWARA K, KAMADA S. Effect of constituent contents on the formation and microstructure of (Bi,Pb)-2223 phase in parial- melting and sintering process[J]. J Japan Inst Metals, 1997, 61(9): 892-899.
[10] WATANABE K, AWAJI S, KIMURA K. Development of high field heat-treatment equipment and relevant application[J]. Jpn J Appl Phys, 1997, 36: L673-l675.
[11] CHEN W P, MAEDA H, KAKIMOTO K, ZHANG P X, WATANABE K, MOTOKAWA M, KUMAKURA H, ITOH K. Textured crystal growth of Bi(Pb)2212 bulk ceramics in high magnetic field[J]. J Crystal Growth, 1999, 204. 69-77.
(Edited by YANG Hua)
Corresponding author: LU X Y; Tel: +81-18-889-2415; Fax: +81-18-837-0403; E-mail: xiaoyelu@ipc.akita-u.ac.jp

