DOI: 10.11817/j.issn.1672-7207.2018.01.012
���ǰ�����ЧӦ�Ĺ�ʽ��ֱ���淴������
������1���Ž�1����鲨1����һ��2����ΰ��2������ΰ2
(1. �����Ƽ���ѧ ��е����ѧԺ��������100083��
2. ���ֹɷ��人��������˾������ �人��430083)
ժҪ�����ڵ�������������ԭ������Ľ����ֱ�������ĵ�2������Ϊ�����������ǰ�����ЧӦӰ��̶�(KBa)�Ĺ�ʽ��ֱ����������ѧģ�͡����ø�ģ�ͼ���KBa�Ե�2������ʱM-C��ϵ�ͦ�-C��ϵ������Ӧ����Ӱ�죬֤����ʽ��ֱ�����о�����ε����������Ľ��淴�������ܲ��ϰ�����ЧӦ��Ӱ�죬�������Ų���ǿ��ϵ����������������������Ӱ��Խ��������������ͬ��ֱ�����£�KBa��ͬ�IJ��ϵIJ������ʣ��õ�����KBa���ڲ������ʵ�Ӱ�졣�о����������ǿ��ϵ���ϴ�(�ǣ�0.01)�IJ��Ͻ��н�ֱ����ʱӦ���ǰ�����ЧӦ����ʵ��������ȷ�����ղ���ʱ��Ҫ����ȷ�����ϵ�KBa��
�ؼ��ʣ�������ЧӦ����ʽ��ֱ��ǿ��ϵ�������-���ʣ�����Ӧ��
��ͼ����ţ�TG333.2 ���ױ�־�룺A ���±�ţ�1672-7207(2018)01-0087-08
Reverse bending behavior of section during roller leveling process considering Bauschinger effect
MA Xiaobin1, ZHANG Jie1, LI Hongbo1, ZHOU Yizhong2, HU Weidong2, ZHANG Zhongwei2
(1. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Baosteel Wuhan Iron & Steel Co. Ltd., Wuhan 430083, China)
Abstract: Based on the basic theory of elastic-plastic bending, a mechanical model of complicated bending process of the section under different degrees of Bauschinger effect (KBa) was built by taking the second bend of the plate bears after bited into the leveler as an example. The effect of KBa on the M-C and ��-C relation and residual stress distribution could be gotten through the model calculation, which could prove that the reverse bending behavior of the elastic-plastic bending section, after experiencing several times of deformation during roller leveling process, was affected by the Bauschinger effect of the material. And more pronounced was gotten with the increase of the strength coefficient of the material. Finally, the residual curvatures of materials with different KBa under the same process conditions were calculated and the effect of KBa on it were gotten. The results show that the Bauschinger effect should be considered when roller leveling with the coefficient of the material is big(�ǣ�0.01) and KBa of the material needs to be firstly determined when process parameters in actual production are determined.
Key words: Bauschinger effect; roller leveling; strength coefficient; moment-curvature; residual stress
��ʽ��ֱ��������ĵ�������Ťת���Σ���֤�伸�ξ��ȵ���Ҫ�ֶ�[1]��������ֱ������һ�����͵Ķ�����������ĸ��ӵ������������̡����������-�����������ι����л��ܵ�������ЧӦ��Ӱ�죬�����ĺ������Ӧ�����ϸı䣬��������������Ӧ���ֲ������仯[2]��Ӱ�췴������������ij���������ص�����������������֮��Ĺ�ϵ(M-C��ϵ)����Թ�ʽ��ֱ���̣�����֮ǰ����ֱ��Ķ�Ϊ�����Ե���ͨ���֣�����ƽ̨�ҽ�ֱʱ������Ա����ʽ�С(5��s���ң����У� Ϊ����Ӧ��)������ʱ�ɲ�����Ӧ��ǿ������Ҳ���迼�ǰ�����ЧӦ�Բ��Ϻ������Ӧ����Ӱ�죬��ˣ���������о����������뵯���Բ��Ͻ�����ֱ����ģ��[3-7]������ǿ�ȸְ��������С���Բ���������ƽ̨������ǿ���������ԣ�֮ǰ�������뵯���Բ��ϵķ�������ȷ�������ֱ���̡����ǿ�����ϣ�Ŀǰ��ѧ����û�п��ǰ�����ЧӦ������·���ǿ�����Ͻ����ڸ������������е���������[8]��Ҳ��ѧ��ֻ���Dz���ijһ��������µİ�����ЧӦ�������涯ǿ��ģ�ͣ�������һ�齻��������ѹ�����Ӷ����ߵ���Ϸ��̣�ȷ���������������е���������[9-10]�����ڰ�����ЧӦ�Բ��ϵ�Ӱ��̶ȸ�����ͬ[11-12]��δ���ǰ�����ЧӦ��ֻ���ǵ�һӰ��̶��µİ�����ЧӦ������ȷ���������ͬƷ�ְָ�Ľ�ֱ���̣�����ͨ������õ���ͬƷ��ǿ�����ϰ�Ľ�ֱʱ�������ȷ���ղ���������Ŀǰǿ�����ϲ�Ʒ�Ľ�ֱ�ϸ��ʽϵ͡������������н�ֱ�豸��Ҫ�����ĸ�ǿ��Ʒ�ֶ�������Ʒ�����ܵİ�����ЧӦӰ��̶�Ҳ����ͬ��Ϊ�˸���ȷ�ط�����ͬƷ�ָ�ǿ�ֵĹ�ʽ��ֱ���̣���߽�ֱ����ģ�͵ľ��ȣ����ڵ����Ի���ԭ������Ľ����ֱ�������ĵ�2������Ϊ�о����������߽������ǰ�����ЧӦӰ��̶�(KBa)�Ĺ�ʽ��ֱ����������ѧģ�ͣ��ص������ֱ�����и��ӵ��������������н���Ӧ���ݱ估M-C��ϵ�����ݷ�������õ�������ЧӦӰ��̶Ȳ�ͬ������ǿ�������������Եĸı䣬����������������ʷ�Լ�����ǿ��ϵ��������ЧӦ��Ӱ�졣���������ֱ���̿��Լ�Ϊ�������ͨ������������Ԫ���Ը�ģ��Ϊ����������KBa��ͬ�İ�ľ������ղ�����ͬ�Ľ�ֱ�����յij��ڲ������ʣ��õ����յĽ�ֱ���������
Ϊ����Ӧ��)������ʱ�ɲ�����Ӧ��ǿ������Ҳ���迼�ǰ�����ЧӦ�Բ��Ϻ������Ӧ����Ӱ�죬��ˣ���������о����������뵯���Բ��Ͻ�����ֱ����ģ��[3-7]������ǿ�ȸְ��������С���Բ���������ƽ̨������ǿ���������ԣ�֮ǰ�������뵯���Բ��ϵķ�������ȷ�������ֱ���̡����ǿ�����ϣ�Ŀǰ��ѧ����û�п��ǰ�����ЧӦ������·���ǿ�����Ͻ����ڸ������������е���������[8]��Ҳ��ѧ��ֻ���Dz���ijһ��������µİ�����ЧӦ�������涯ǿ��ģ�ͣ�������һ�齻��������ѹ�����Ӷ����ߵ���Ϸ��̣�ȷ���������������е���������[9-10]�����ڰ�����ЧӦ�Բ��ϵ�Ӱ��̶ȸ�����ͬ[11-12]��δ���ǰ�����ЧӦ��ֻ���ǵ�һӰ��̶��µİ�����ЧӦ������ȷ���������ͬƷ�ְָ�Ľ�ֱ���̣�����ͨ������õ���ͬƷ��ǿ�����ϰ�Ľ�ֱʱ�������ȷ���ղ���������Ŀǰǿ�����ϲ�Ʒ�Ľ�ֱ�ϸ��ʽϵ͡������������н�ֱ�豸��Ҫ�����ĸ�ǿ��Ʒ�ֶ�������Ʒ�����ܵİ�����ЧӦӰ��̶�Ҳ����ͬ��Ϊ�˸���ȷ�ط�����ͬƷ�ָ�ǿ�ֵĹ�ʽ��ֱ���̣���߽�ֱ����ģ�͵ľ��ȣ����ڵ����Ի���ԭ������Ľ����ֱ�������ĵ�2������Ϊ�о����������߽������ǰ�����ЧӦӰ��̶�(KBa)�Ĺ�ʽ��ֱ����������ѧģ�ͣ��ص������ֱ�����и��ӵ��������������н���Ӧ���ݱ估M-C��ϵ�����ݷ�������õ�������ЧӦӰ��̶Ȳ�ͬ������ǿ�������������Եĸı䣬����������������ʷ�Լ�����ǿ��ϵ��������ЧӦ��Ӱ�졣���������ֱ���̿��Լ�Ϊ�������ͨ������������Ԫ���Ը�ģ��Ϊ����������KBa��ͬ�İ�ľ������ղ�����ͬ�Ľ�ֱ�����յij��ڲ������ʣ��õ����յĽ�ֱ���������
1 ��������������趨
1.1 ������ЧӦ����ǿ��ģ��
��ǿ������������ص�һ���̶ȵ�����Ӧ���ʱ��Ӧ����Ϊ����������Ӧ�������Dz���ж�ز������������ʱ�µ�����Ӧ����������ж�ز�������ʩ���غɺ��䷴��������Ӧ���ľ���ֵҪ����������Ӧ���½������������Ϊ������ЧӦ���������������Լ��ء�ж�ء��ټ��ع����е�Ӧ��Ӧ���ϵ��ǿ��ģ����Ҫ��Ϊ3�ࣺ����ͬ��ǿ�����涯ǿ���ͻ��ǿ������ǿ�����ϵ�Ӧ��Ӧ���ϵ������ʽ(1)��ʾ��˫����ǿ��ģ��������3��ǿ��ģ���������IJ��ϵ���ѭ����ѹʱ�ĵ���Ӧ��Ӧ���ϵ���ڽϴ�����ͼ1��ʾ��
ʽ�У� ΪӦ����EΪ���ϵĵ���ģ����
ΪӦ����EΪ���ϵĵ���ģ���� ΪӦ�䣻Ϊ����Ӧ�䣻
ΪӦ�䣻Ϊ����Ӧ�䣻 Ϊ�ؾ�Ӧ��������
Ϊ�ؾ�Ӧ�������� ����Ϊ���ϵ�ǿ��ϵ����
����Ϊ���ϵ�ǿ��ϵ���� �������Զ�ֱ��б�ʡ�
�������Զ�ֱ��б�ʡ�
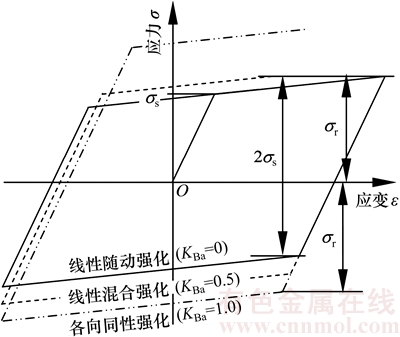
ͼ1 3��ǿ��ģ�͵�Ӧ��-Ӧ���ϵ
Fig. 1 Stress-strain relationship of three material hardening rule
��ͼ1���Կ���������ͬ��ǿ���������ְ�����ЧӦ���涯ǿ��ģ��ֻ������һ�ְ�����ЧӦӰ��̶ȣ���һ������ڸ��Ӽ���·���²���������Ϊ����ͬ��ǿ�����涯ǿ�������ǽ���2��ǿ��ģ��֮�䣬�����ߵĽ�ϣ���Ϊ���ǿ��ģ�͡�
���Ի��ǿ��ģ�ͽ���˸���ͬ��ǿ���������涯ǿ��ģ��[13]���ṹ�����ܿ��Dz�ͬӰ��̶ȵİ�����ЧӦ��ǿ�����ϵ��������������к������Ӧ����Ӱ�죬�����ڿ��Ǽ�����ʷ��ǿ�����ϵĵ����������о�����ģ�ͽ�����Ӧ������ ��Ϊ2���֣�
��Ϊ2���֣�
ʽ�У� Ϊ�����ͬ��ǿ�������������Ӧ����������������������йأ�
Ϊ�����ͬ��ǿ�������������Ӧ����������������������йأ� ��
�� �������涯ǿ�������������Ӧ�����������������ƽ���йأ�
�������涯ǿ�������������Ӧ�����������������ƽ���йأ� ��KBaΪ���ϲ���������������ЧӦӰ��̶ȣ���Ϊ������ЧӦϵ����ȡֵ��ΧΪ[0��1]��
��KBaΪ���ϲ���������������ЧӦӰ��̶ȣ���Ϊ������ЧӦϵ����ȡֵ��ΧΪ[0��1]��
�ɴ˿��Եõ�������غ���������Ӧ��Ϊ

ʽ�У� Ϊ���ط���仯ʱ��Ӧ����
Ϊ���ط���仯ʱ��Ӧ���� Ϊ��ʼ����Ӧ����
Ϊ��ʼ����Ӧ���� Ϊ�������Ӧ��������������ʵ�����ȷ����
Ϊ�������Ӧ��������������ʵ�����ȷ����
1.2 ���������趨
���õ�������������[14]�Թ�ʽ��ֱ���̽��з�����Ϊ�˼������̣���������������ز�����������һ��������ν���߶�ΪH�����Լ������ΪMt�����Լ������ʽ�ΪAt������ʱ�����浯�����߶�ΪHt���������ΪM���������ʽ�ΪA������Щ����Ϊ�������������¶��壺
1) ��ر�Ϊ =M/Mt����ӳ������أ�
=M/Mt����ӳ������أ�
2) ������Ϊ��=Ht/H����ӳ�������Ա��γ̶ȣ�
3) ���ʱ�ΪC=A/At=1/�Σ������������и������ʽǶԵ��Լ������ʽǵı�ֵ����ӳ���������̶ȣ�
4) ��Ը߶�Ϊz=h/H��ȡֵ��Χ��[-1��1]����ӳ�о�������λ�á�
���κ�C�ǽ��治ͬ����������䵯�Լ���״̬�ı�ֵ������Ը߶�z����������һ�����ν����Ƶ����ĸ��ֹ�ϵ�������κξ��ν����ǿ���������ϡ�
2 ���ǰ�����ЧӦ�ķ�����������
����������ڹ�ʽ��ֱ�����о�����������ε������������Է�Ϊ�������������ӵ���������������ȫ������(����)��������IJ���Ӧ��ʱ����Ϊ�����������������ʽ��ֱ�ĵ�1���������̣��ڼ��������������ϣ��پ���1�λ��ε�������������Ϊ���ӵ�������������ʽ��ֱ��2�μ�֮������������ڴ��С����ܰ�����ЧӦӰ���ǿ�����ϵĹ�ʽ��ֱ������ǰ2������Ϊ����������2�����������еĽ���Ӧ���ֲ����������ء�ж�غ��Ӧ���ֲ��ͺ������Ӧ���ֲ��Ȳ�����ȷ��2������°�����ЧӦ�Խ����������Ե�Ӱ�졣
2.1 ǿ�����ϵļ���������
����[1, 8]�о���ǿ�����ϼ��������������е�Ӧ���ݻ����̡����������Ӧ��Ϊ��s��ǿ��ϵ��Ϊ�ǣ������������ʱ�ΪC���������������ظ߶�z�������Ӧ���ֲ�����Ϊ
��������ʱȵĹ�ϵ(��M-C��ϵ)Ϊ
ж�غ�������Ӧ���ֲ�����Ϊ

ǿ�������ڼ��������������н���Ӧ���ݱ������ͼ2(a)��2(b)��ʾ����ͼ2��֪������Ӧ���ֲ��ĶԳƹ�ϵ����ˣ�ʽ(4)��ʽ(6)��ֻ�г���[0��1]�����Ӧ���ֲ���[-1��0]�����Ӧ���ֲ����ɶԳƹ�ϵ��ã��ĺ��оٵĹ�ʽ���մ˷�����
ǿ�����Ͻ����ڼ��������������н�����㲿�ֽ������������̣����ϵİ�����ЧӦ���°�Ľ���������������ع����к������Ӧ���ı䡣��Ľ�����ط���ĺ������Ӧ�����������ص����Ӧ��ȷ����������ĺ������Ӧ������KBa��ͬ���䶯����ͼ2(c)��ʾ��ͼ2(c)����Ӱ����Ϊ��KBa�����ķ�����������Ӧ����Χ��
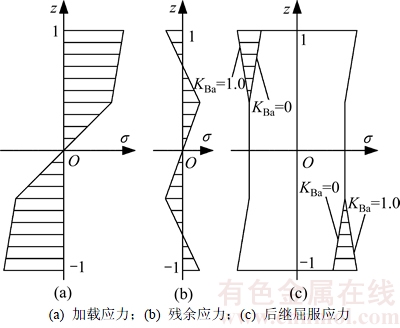
ͼ2 ����Ӧ���ݱ���������Ӧ��
Fig. 2 Evolution of section stress and subsequent yield stress
��Ľ���������Ӧ���ĸı䣬����ǿ�����Ͻ����ں����������ع����У����治ͬ�߶ȴ��Ľ������������Ӧ�������ı䣬�Ӷ�Ӱ���һ�����������е�M-C��ϵ��
2.2 ǿ�����ϵĵ�2�ε���������
ǿ�����ϵ�2�ε����������Ǹ��ӵ�������������ѧģ�����һ�֣�ͨ���Ե�2�ε������������Ƶ������Եõ��������ߴθ��ӵ����������Ľ����������ԵĻ���ԭ���뷽����������1���������������ʱ�ΪC1����2�η����������ʱ�ΪC2������ǿ�����ϵĵ�2�ε������������̡�
2.2.1 Ӧ���ֲ������
ǿ�����ϰ���ڵ�2����������ʱ����ǰ����������Ӧ���ͺ������Ӧ����Ӱ�죬����Ӧ���ֲ���ʽ�ȼ���������ʱ��Ϊ���ӣ��Ҳ���ͨ����Ӧ�����ӻ�á����1�������������Ӧ��Ϊ ������ƽ������裬��2������ʱ���߶ȴ�����Ӧ��
������ƽ������裬��2������ʱ���߶ȴ�����Ӧ�� Ϊ
Ϊ
ʽ�У� Ϊ�ϴ������IJ���Ӧ�䣻
Ϊ�ϴ������IJ���Ӧ�䣻 Ϊ���μ���ʱ����Ӧ�䣬���ڵ�2���������ʱȰ����ϳ�ʼ״̬�IJ��ϲ������㣬��˼���ʱ���ó�ʼ����Ӧ����
Ϊ���μ���ʱ����Ӧ�䣬���ڵ�2���������ʱȰ����ϳ�ʼ״̬�IJ��ϲ������㣬��˼���ʱ���ó�ʼ����Ӧ����
��ϵ�1������ж�غ���治ͬ�߶ȵĺ������Ӧ�� ���жϸø߶ȴ��Ƿ���������������������ļ���Ӧ����ȷ����2���������غ�ļ���Ӧ���ֲ�
���жϸø߶ȴ��Ƿ���������������������ļ���Ӧ����ȷ����2���������غ�ļ���Ӧ���ֲ�  Ϊ
Ϊ

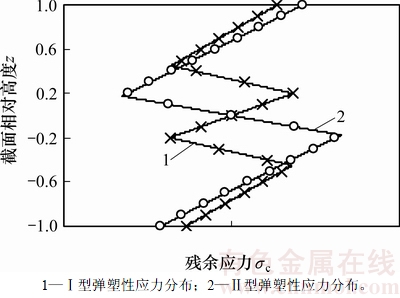
���ʽ(7)��ʽ(8)��֪����2���������ص�Ӧ���ֲ����Ը���C2�Ĵ�С�ֳ�3�ֲ�ͬ����ʽ����ͼ3��ʾ��
ͼ3 ��2����������ǰ���Ӧ���ֲ�
Fig. 3 Distribution of section stress before and after loading step of the second bending process
3�ֲ�ͬ��Ӧ���ֲ����̼���������������ص���ط������¡�
1) ����Ӧ���ֲ�����ʱ���ΰ�Ľ�����߶ȴ���δ�������Ա��νΣ���ʽ(6)��ʽ(7)����ʽ(8)�ɵø�����µļ���Ӧ���ֲ�����Ϊ

��ʱ����ر� Ϊ
Ϊ

2) ���͵�����Ӧ���ֲ�����������ڹ�ʽ��ֱ�к�һ����ѹ����С�������̶ȵͣ���һ����������ʱ����Ӧ��������ȫ����ǰһ�������������µIJ���Ӧ����Ӱ�졣�����Ӧ����ǰ��2�������ĵ����� ��
�� �ָ�Ϊ5�Ρ�
�ָ�Ϊ5�Ρ�

������Ӧ���Խ�������ȡ�أ��õ�����Ӧ���ֲ�ʱ����رȣ�



ʽ�У� ��
��
3) ���͵�����Ӧ���ֲ�����������ڹ�ʽ��ֱ�к�һ����ѹ�����������̶ȸߣ���һ���������ص�����Ӧ�䷶Χ����ǰһ�������������Ӧ���ֲ����������ָ�Ϊ5�Σ����� ��
�� 2����������ǰһ������ʱ���ڵ��Է�Χ�ڣ�������Ӧ����ȻΪ��ʼ����Ӧ����
2����������ǰһ������ʱ���ڵ��Է�Χ�ڣ�������Ӧ����ȻΪ��ʼ����Ӧ����
��ʱ����ر�Ϊ


ʽ�У� ��
��
2.2.2 Ӧ���ֲ��߽�
��ǰ����Ƶ����Կ�������2���������غ��Ӧ���ֲ���ʽ�Լ���Ӧ����رȡ������ȵȾ����1������ʱ��ͬ��������2���������غ�3��Ӧ���ֲ��ı߽磬ȷ����2����������ʱ��M-C��ϵ���Ƿ���������ЧӦ�Ե�2����������Ӱ���ǰ�ᡣ
1) ���Լ��ޱ߽硣��ͼ3��֪�������������Լ���״̬ʱ���������Ӧ�������ĺ������Ӧ����ȣ��� ������ʽ(3)��ʽ(4)���ɵ�z=1ʱ�ı���������Ӧ��Ϊ
������ʽ(3)��ʽ(4)���ɵ�z=1ʱ�ı���������Ӧ��Ϊ

����ʽ(9)��ʽ(15)�������ɵõ��Լ��ޱ߽緽��Ϊ

2) ���������Ӧ���ֲ��߽硣��ͼ3��֪�������������������Ӧ���ֲ��ֽ�ʱ���������صĵ�������ȣ��� ����
���� ������1������ʱ����Ӧ��ǡ�õ�������˸õ�ĺ������Ӧ������������ʽ(11)�ɵâ��������Ӧ���ֲ��߽緽��Ϊ
������1������ʱ����Ӧ��ǡ�õ�������˸õ�ĺ������Ӧ������������ʽ(11)�ɵâ��������Ӧ���ֲ��߽緽��Ϊ

ʽ(16)��ʽ(17)�������ı߽罫�ռ�ָ�Ϊ3�����ֱ��ǵ���������������Ӧ���ֲ��������Ӧ���ֲ��������߽���ͼ4��ʾ��
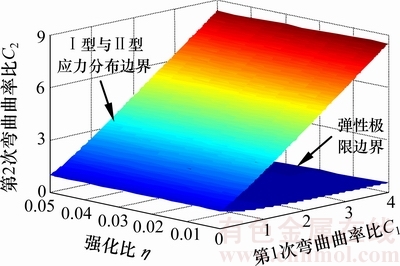
ͼ4 ��2������ʱ��Ӧ���ֲ��߽�
Fig. 4 Boundary of section stress distribution during the second bending process
2.2.3 ����Ӧ����������Ӧ��
���ݵ����������ĵ��Իظ����ۣ�����ж�ص�����������������ȣ������෴�������յIJ���Ӧ���ֲ�Ϊ
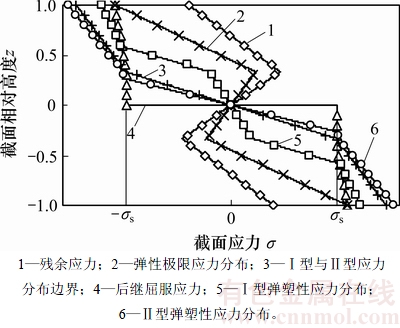
���ڵ��Լ��ؽεļ���Ӧ���뵯��Ӧ����ȣ���ˣ���2�ε��Լ��صIJ���Ӧ���ֲ���δ����ǰ��Ӧ���ֲ���ͬ�����ڢ�������ͼ��أ����ʽ(11)~(14)��ʽ(18)���Ϳ��Լ����2������µIJ���Ӧ���ֲ��������õ�����Ӧ���ֲ����ߣ���ͼ5��ʾ����2������ж�غ�Ľ���������Ӧ�����ɼ���Ӧ���ֲ���ʽ(3)��ͬȷ����
ͼ5 ��2������ж�غ�IJ���Ӧ��
Fig. 5 Distribution of section residual stress after unloading step of the second bending process
3 ������ЧӦ��2��������Ӱ��
ͨ��֮ǰ���Ƶ����õ��˵�2�������ļ���Ӧ���ֲ���ʽ��ж�غ����Ӧ���ͺ������Ӧ���Լ������������ء���ͨ���������̷�����2������ʱKBa�Խ����������Ե�Ӱ�죬�Լ��ǣ�C1��C2�Ȳ����ı仯����KBa�ĸı䡣
3.1 ���ع���
��������ʱ���浯�������������ʱȵĹ�ϵ(��-C��ϵ)����رȷ���(M-C��ϵ)��ӳ�˸ý�����������ԡ��ڽ�ֱ��������У���-C��ϵ��M-C��ϵ�Ƿ�ȷ�������˼�����Ľ�ֱ��ѹ�²�����ʵ������Ӧ���е�Ч��������ǰ��Ե�2���������̷�������ʽ(12)��ʽ(16)�õ�KBa�Ե����Ⱥ͵��Լ������ʵ�Ӱ�죬��ͼ6��ʾ��
��ͼ6(a)���Կ�������ͬ�����£�KBa��ͬʱ������Ҳ����ͬ�������ڸ�ǿ��ϵ�������������ʱȵ�����£�KBa��ͬ����ĵ����Ȳ�������C2=1��ǿ��ϵ���ϴ�(��=0.05)ʱ��2���17.03%����ǿ��ϵ����С(��=0.01)ʱ�����2.87%��ͬ����ͼ6(b)Ҳ���Կ�����ǿ��ϵ��Խ�ߣ�KBa����ĵ��Լ������ʱȲ�ֵԽ�������������ӵ�0.05ʱ����ͬKBa�µĵ��Լ������ʱȲ�ֵ�ɴ�43.08%����ʹ��=0.01����ֵҲ��16.50%�������Ϸ������Կ��������ϵİ�����ЧӦӰ��̶Ȳ�ͬ����2������ʱ��-C��ϵ�͵��Լ�������Ҳ����֮�ı䣬������ǿ��ϵ���ϸ��ҵ�2���������ʱȽ�Сʱ��KBa�Ԧ�-C��ϵ�͵��Լ������ʵ�Ӱ��Խ��
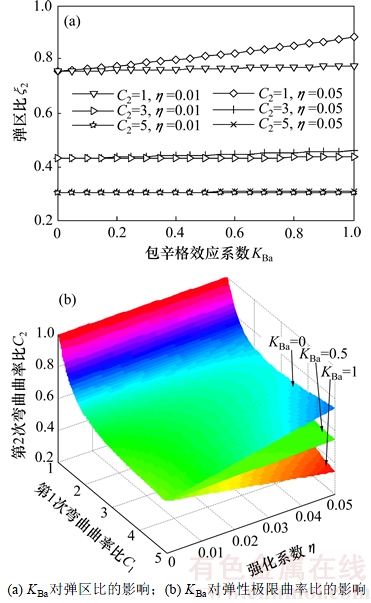
ͼ6 KBa�Ե����Ⱥ͵��Լ������ʱȵ�Ӱ��
Fig. 6 Effect of KBa on elastic region ratio and elastic limit curvature ratio
��ʽ(12)��ʽ(14)���Եõ���ͬ�����KBa�Ե�2������������M-C��ϵ��Ӱ�죬��ͼ7��ʾ��
��ͼ7��֪��C1�ͦ�Խ��KBa�ı仯����ĵ�2������������M-C��ϵ�ı仯Խ��������C1=5����=0.05ʱ��C2��(1��5)�����ڵĵ�2��������ر�ƽ����ֵ�ﵽ24.92%������ֵ�ﵽ26.52%��
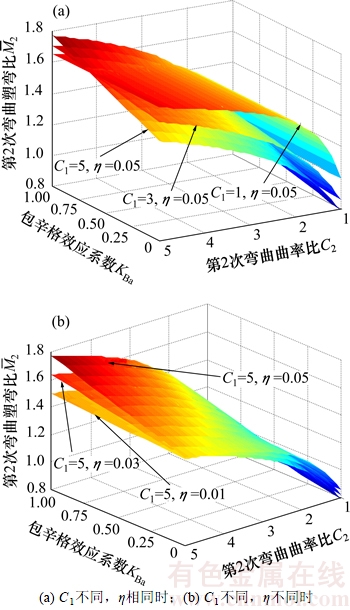
ͼ7 KBa�Ե�2������M-C��ϵ��Ӱ��
Fig. 7 Effect of KBa on M-C relationship during the second bending process
�����Ϸ������Կ������ڲ������Ժ���������ȷ��������£���2�������Ľ�������ڽ������Ա��Σ��ڴ�ǿ��ϵ����С�������ʱȵ�����£�KBa�仯�����2�ı仯���������ڽ�ֱ�����ڶν�ֱ��ѹ����С�����ʩ�ӵ��������ʱ�С��KBa��ͬ�IJ��Ͼ�����ֱ��IJ���Ӧ���ֲ��ᷢ�������ı䡣��2������ʱ��ͬ�����ʱ�����Ҫ�������Լ�����ʱ��С������ζ�ŵ�2�������ĵ���Ӧ����С����ˣ���ʵ�ʹ�ʽ��ֱ�����У�����ֻ���ݾ����ֱ�����趨��ֱ������Ҫ��ֿ���2�μ����ߴ�����ʱM-C��ϵ�ĸı��Լ���Ե�����������ʵ�Ӱ�죬��Ҫ�ﵽͬ���IJ�������Ҫ������ھ�������Ӧ��С��أ�����ʵ���������ʵ���Сѹ������
3.2 ж�ع���
����ж��ʱ��Ҫ��ע������ʣ��IJ���Ӧ���ķֲ���������С������2.2.3�������ĵ�2������ж�ز���Ӧ�����㷽�������s=500 MPa����=0.05��C1=3��C2��KBa�ֱ�ȡ��ͬ��ֵ�������2�������IJ���Ӧ����
ͼ8��ʾΪ���������2��Ӧ���ֲ��������ж�غ�IJ���Ӧ������ͼ8��֪������ͬ�����£�KBa�仯����IJ���Ӧ���ֲ���ʽ�ͷ�ֵ�ı仯��С������ֵӦ�����Ϊ12.33%(C2=3ʱ)����������Ӧ���������C2=1ʱ����Բ�ֵΪ158.02%������C2��СʱKBa��Ӱ�������C2�����ӵĹ����У�����Ӧ����ֵ��һ���ȼ�С�����ӵĹ��̣���Ҫ���ڹ�ʽ��������Ҫ���ʵ�ѹ������ʵ�ֽ�С�IJ���Ӧ����
����������������ͬ����=0.01�IJ��ϵ�2�������IJ���Ӧ����ֵ����KBa�ı仯���Ӳ����У�����ֵӦ�����Ϊ2.12%(C2=3ʱ)����������Ӧ����Ϊ21.66%(C2=1ʱ)��
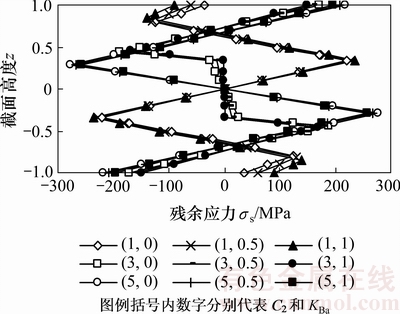
ͼ8 KBa�Ե�2����������Ӧ����Ӱ��
Fig. 8 Effect of KBa on distribution of section residual stress after unloading step of the second bending process
4 ������ЧӦ�Ըߴ�������Ӱ��
��ʵ�ʵĹ�ʽ��ֱ�����У�������ĸ���������Ҫ����3�����ϵĵ����������������̡��ο����϶�2�η���ĵ����Խ�����֪�����Ž������������������ӣ�����Ӧ���ֲ����̺ͺ������Ӧ�����Ӹ��ӡ����ý����ķ�������Ϊ���ѣ�����������2�η�����̵ķ������̣����ú�������ֵ���㷽�����Ը��Ӽ���ݵؽ�����⡣
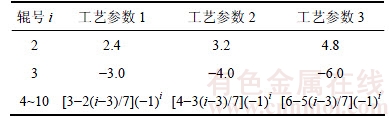
��ĵĽ��淴�������ھ�������������֮�����ڰ�����ЧӦ��Ӱ��������ı䣬Ϊ�˷������淴�����Եĸı��Ľ�ֱ���̵�Ӱ�죬�ܽͬKBa�İ�ľ�����ͬ��������ʷ��IJ������ʣ���ij11����ֱ��Ϊ��������ǰ�������������������̣�����ֵ����ķ������з���������ν�������������ʼ����C0max=��3.0(ʹ�ְ尼���µ�����Ϊ��)���������ʼ�����ڸð������������ֲ�����0.2=724.09 MPa��E=194.7 GPa����=0.013 4���趨3����ڴ�Ӧ��ԭ���������бѹ���������ղ���Cw���1��ʾ����ֱ����ںͳ��ڴ��ĵ�1���͵�11�������������ʾ�Ϊ0��
��1 ��i�������趨��������Cwi
Table 1 Bending curvature of set value (Cwi) on the ith roller
ж�غ�Ľ������Ӧ�����������ʺͺ������Ӧ����Ϊ��ʼ״̬����ϸô���������Cwi�Ϳ��Լ���ô�������Ľ���Ӧ���ֲ����Ӷ��õ��������أ�����������������ʡ�����Ӧ���ͺ������Ӧ���Ȳ��������ո����̣�����μ��㣬���ɵõ�����KBa���ڽ�ֱ���ڲ������ʵ�Ӱ�죬��ͼ9��ʾ��
ͼ9��ʾΪ�ڲ�ͬ��ѹ�·����У�����KBa��ͬʱ�����ֱ���ڲ���Ӧ����Ӱ�졣��ͼ9��֪�����ӽ�ֱ�����е�Cw������Ч���Ͱ�ĵij��ڲ������ʣ����ǣ�����Cw��������Cw�����ij��ڲ������ʼ�С��Ч�����½�����KBa��0���ӵ�1�Ĺ����У����ڲ���������һ���ȼ�С����ƽ������С�Ĺ��̣�KBa����[0,0.2]��[0.9,1]��2������ʱ����ĵij��ڲ��������ܵ�KBa�ĺܴ�Ӱ�죬��ˣ��ڽ�ֱ�����У���Ҫ����ȷ������ܵ��İ�����ЧӦ�����ݴ��趨�����Ľ�ֱ���ղ������Ի�ð��������ϸ�İ�ġ�
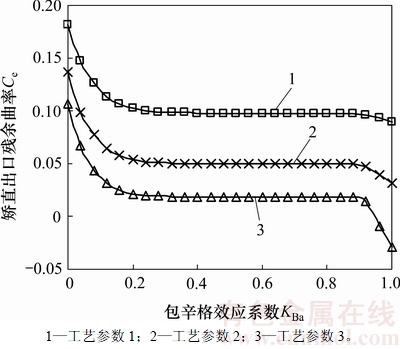
ͼ9 KBa�Խ�ֱ���ڲ������ʵ�Ӱ��
Fig. 9 Effect of KBa on residual curvature at leveling exit
5 ����
1) ���Dz��ϵİ�����ЧӦ���ص������ǿ�����ϰ���ڽ�ֱ�����еĵ�2���������̣��õ������������н������Ӧ���ֲ�������Ӧ���ֲ����������Ӧ���ֲ���M-C��ϵ�ͦ�-C��ϵ�ȹ���KBa�ķ��̡�
2) KBa��ͬ��ǿ�����������������еĦ�-C��ϵ��M-C��ϵҲ����ͬ�����ϵ�ǿ��ϵ���Լ�����������ʷ����ı�KBa�仯��������Ӱ�졣
3) ��2�����������IJ���Ӧ���ķ�ֵ��KBaӰ���С���������Ӧ���ڵ�2���������ʱȽ�Сʱ��KBa�ı��Ӱ��ϴϴ��ǿ��ϵ������ǿKBa�ı�ʱ�Բ���Ӧ����Ӱ�졣
4) ǿ��ϵ���ϴ�(�ǣ�0.01)��ǿ�����ϲ��ù�ʽ��ֱ��ʽ��ֱʱ�����ϵ�KBa��ͬ�������ս�ֱ���ڲ������ʲ�ͬ����ˣ��Զ����������Ĺ�ʽ��ֱ���̽��з������ʱ��Ҫ���Dz��ϵİ�����ЧӦ����������Ӧ��KBa���м��㡣
�ο����ף�
[1] ��. ��ֱԭ�����ֱ��е[M]. ����: ұ��ҵ������, 2005: 1-60.
CUI Fu. Straightening and straightening machine[M]. Beijing��Metallurgical Industry Press, 2005: 1-60.
[2] HAN K, TYNE C J V, LEVY B S. Effect of strain and strain rate on the Bauschinger effect response of three different steels[J]. Metallurgical and Materials Transactions A, 2005, 36(9): 2379-2384.
[3] CHEN Min, JIANG Xiaomin, ZHAO Zuxin. Innovation in the computing system of straightening force[J]. Chinese Journal of Mechanical Engineering, 2010, 23(1): 115-121.
[4] SCHLEINZER G, FISCHER F D. Residual stress formation during the roller straightening of railway rails[J]. International Journal of Mechanical Science, 2001, 43(10): 2281-2295.
[5] CHEN Weihua, LIU Juan, Cui Zhenshan, et al. A 2.5-dimensional analytical model of cold leveling for plates with transverse wave defects[J]. Journal of Iron and Steel Research, International, 2015, 22(8): 664-671.
[6] LIU Zhifang, LUO Yuanxin, YAN Xingchun, et al. Boundary determination of leveling capacity for plate roller leveler based on curvature integration method[J]. Journal of Central South University, 2015, 22(12): 4608-4615.
[7] �ܱ�, ���, ������, ��. ��ֱ���̽��渴�ӷ����Ӧ���ֲ��뷴�����Խ���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(5): 1739-1745.
GUAN Ben, ZANG Yong, PANG Xiaonan, et al. Stress distribution and reverse bending behavior of section during roller leveling process [J]. Journal of Central South University(Science and Technology), 2012, 43(5): 1739-1745.
[8] ����ұ, �ΰ���, ������, ��. ����ǿ�����Ͻ�ֱ���������о�[J]. ��е����ѧ��, 2015, 51(8): 76-83.
LIU Dongye, HE Anrui, WANG Haibin, et al. Reverse bending research of leveling on plastic hardening material[J]. Journal of Mechanical Engineering, 2015, 51(8): 76-83.
[9] SEO J H, TYNE C J V, MOON Y H. Effect of roll configuration on the leveling effectiveness of tail-up bent plate using finite-element analysis[J]. Journal of Manufacturing Science and Engineering, 2016, 138(7): 071004.1-071004.7.
[10] ���, ���Ҳ�, ����ƽ. �ع��ֱ����Ӧ��Ӧ��ģ�͵�ȷ�������[J]. �����Ƽ���ѧѧ��, 1997, 19(����): 104-108.
YANG Haibo, WANG Jiacai, WANG Werping. Determination of relationship between stress and strain and analysis of mechanical property in rail straightening[J]. Journal of University of Science and Technology Beijing, 1997, 19(Suppl): 104-108.
[11] SILVESTRE E, MENDIGUREN J, GALDOS L, et al. Comparison of the hardening behavior of different steel families: from mild and stainless steel to advanced high strength steels[J]. International Journal of Mechanical Science, 2015, 101/102(4): 10-20.
[12] ׯ����, ���ϻ�, ���ҫ. ���ڰ�����ЧӦ�Ļص��������[J]. ��е����ѧ��, 2013, 49(22): 84-90.
ZHUANG Jingbiao, LIU Dihui, LI Guangyao. Analysis of springback simulation based on Bauschinger effect[J]. Journal of Mechanical Engineering, 2013, 49(22): 84-90.
[13] HODGE P G. Discussion of the Prager hardening law[J]. ASME J. Appl. Mech., 1957, 24: 482-484.
[14] �Ծ�, ��Z, ����, ��. С����ƽ��������������[J]. �й���ѧ��������ѧ, 2011, 41(10): 1342-1352.
ZHAO Jun, YIN Jing, MA Rui, et al. Springback equation of small curvature plane bending[J]. Science China Technological Sciences, 2011, 41(10): 1342-1352.
(�༭ ����ƽ)
�ո����ڣ�2016-12-27�������ڣ�2017-02-29
������Ŀ(Foundation item)�����ҡ�ʮ���塱�Ƽ�֧�żƻ���Ŀ(2015BAF30B01) (Project(2015BAF30B01) supported by the National Key Technology R&D Program of the 12th Five-Year Plan of China)
ͨ�����ߣ��Žܣ���ʿ�����ڣ����°�����Ƽ�����װ���о���E-mail: zhangjie@ustb.edu.cn

