Al-MgПөВБәПҪрі¬ЛЬРФұЎұЪ№ЬІД
БхАиГч1, МХ »Ә1 , РӨУЪөВ2
(1. Очұұ№ӨТөҙуС§ »ъөзС§ФәЈ¬ЙВОч Оч°ІЈ¬710072Ј»
2. ЦРДПҙуС§ ІДБПҝЖС§Ул№ӨіМС§ФәЈ¬әюДП іӨЙіЈ¬410083)
ХӘЎЎТӘЈәІЙУГИЫЦэЎӘҫщФИ»ҜНЛ»рЎӘј·С№№ӨТХСРЦЖAl-5.60Mg-0.30Zr-0.07Cr-0.16Mn(ЦКБҝ·ЦКэЈ¬%)әПҪр№ЬІДЎЈ¶ФёГәПҪр№ЬІДҪшРРОціцНЛ»рҙҰАнәуЈ¬ІЙУГИИРэЎӘНЛ»рЎӘАдРэ№ӨТХЦЖұёұЎұЪРэС№№ЬЎЈІЙУГҪрПаПФОўҫөЎўЙЁГиөзҫөЎўАӯЙмРФДЬІвКФөИКЦ¶ОСРҫҝёГВБәПҪрРэС№№ЬАдұдРОМ¬УлНкИ«ФЩҪбҫ§НЛ»рМ¬өДЧйЦҜУлРФДЬЈ¬ІвКФЖді¬ЛЬРФДЬЈ¬МЦВЫЖді¬ЛЬРФұдРОУл¶ПБСРРОӘЎЈСРҫҝҪб№ыұнГчЈ¬ФЪAl-MgВБәПҪрЦРјУИлОўБҝпҜЎўёхЎўГМЈ¬ҝЙТФҙЩК№КФСйәПҪрЦРөЪ¶юПаҝЕБЈГЦЙў·ЦІјЈ¬јхРЎәуРшјУ№ӨөДұдРОІ»ҫщФИРФЈ»Al-5.6Mg-0.30ZrәПҪрҫӯОціцНЛ»рЎӘРэС№ұдРОәуЈ¬УЪ500 ЎжНЛ»р1 hөДФЩҪбҫ§НЛ»рЧйЦҜҫ§БЈЖҪҫщБЈҫ¶РЎУЪ10 ҰМmЎЈ
№ШјьҙКЈәAl-MgәПҪрЈ»і¬ЛЬРФЈ»ФЩҪбҫ§
ЦРНј·ЦАаәЕЈәTG111.7Ј»TG146.2+1Ј»TG316 ОДПЧұкК¶ВлЈәA ОДХВұаәЕЈә1672-7207(2007)04-0608-04
Superplasticity of Al-Mg aluminum alloys tube
LIU Li-ming1, TAO Hua1, XIAO Yu-de2
(1. College of Mechanical Engineering, Northwestern Polytechnical University, XiЎҜan 710072, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The extruded tube of Al-5.6Mg-0.30Zr-0.07Cr-0.16Mn (mass fraction, %) alloy was prepared in a smelting-casting-homogenizing-extruding process. The tube samples were spun into thin tube via combination of warm-spinning-annealing-cold-spinning process. Microstructures and tensile properties of the cold-spun pipes and their fully recrystallization annealed alloys were characterized by means of optical microscopy, scanning electron microscopy and tensile test. Superplastic tensile test was carried out to study superplastic deforming and fracturing behaviour of the cold-rolled sheets and cold-spun pipes. The results show that precipitating annealing treatment can improve distributing uniformity of the second phase particles in the testing alloy, minish plastically deforming heterogeneity of the sequential cold-rolling or cold-spinning process, and so the ultra-fine equiaxed grain structure with uniform distribution state can be obtained via a combination of warm-deforming-annealing-cold-deforming process, which can meet the microstructural request for high temperature superplastic deformation.
Key words: Al-Mg alloy; superplasticity; recrystallization
ҪрКфі¬ЛЬРФПЦПуЧФұ»·ўПЦТФАҙ[1]Ј¬і¬ЛЬРФСРҫҝТСҫӯіЙОӘІДБПҝЖС§өДТ»ёцЦШТӘСРҫҝ·ҪПт[2-5]ЎЈТ»°гИПОӘЈ¬ІДБПФЪТ»¶ЁМхјюПВЈ¬ЖдБчұдУҰБҰөДУҰұдЛЩВКГфёРРФЦёКэmЈҫ0.3Ј¬ПФКҫМШҙуСУЙмВКөДДЬБҰЈ¬ХвЦЦРФДЬіЖОӘі¬ЛЬРФЎЈҪрКфі¬ЛЬРФөДәк№ЫұдРОМШөгКЗҙуСУЙмЎўОЮҫұЛхЎўБчұдУҰБҰөНТФј°ТЧіЙРОЈ¬УлТ»°гөДЛЬРФұдРОПаұИЈ¬ФЪНв№ЫМШХчЎўҪрПаЧйЦҜТФј°ұдРО»ъЦЖөИ·ҪГж¶јУРәЬҙуЗшұрЎЈі¬ЛЬРФұдРОәу№ӨјюұнГжЖҪ»¬Ј¬Г»УРЖрЦеЎў°јПЭЎўОўБСј°»¬ТЖәЫјЈөИПЦПуЈ¬ТтҙЛЈ¬ұ»№г·әУҰУГУЪёҙФУРОЧҙБгјюөДіЙРОЎЈФЪТС·ўПЦөДі¬ЛЬІДБПЦРЈ¬ВБәПҪрә¬БҝёЯУЪ33.3%ЎЈВБәПҪрі¬ЛЬРФөДСРҫҝФЪі¬ЛЬРФСРҫҝБмУтЦРҫЯУРј«ЖдЦШТӘөДөШО»ЎЈВБәПҪрі¬ЛЬРФКфУЪПёҫ§і¬ЛЬРФЈ¬ОӘБЛПё»ҜВБәПҪрҫ§БЈЈ¬Т»°гФЪәПҪрЦРМнјУПЎНБФӘЛШ»тХЯ№э¶ЙЧеФӘЛШИзпҜЈ¬ҝЙТФГчПФПё»ҜЦэФмҫ§БЈЈ¬ТІҝЙТФПё»ҜәуРшјУ№ӨәНИИҙҰАнЧйЦҜ[6-7]ЎЈБнТ»·ҪГжЈ¬ҪбәПәПҪрІДБПЦЖұё№эіМЦРұдРО(ИзФюЦЖЎўј·С№)УлФЩҪбҫ§НЛ»р№ӨТХҝЙТФҪшТ»ІҪПё»ҜІДБПҫ§БЈЈ¬К№ВБәПҪрІДБПҫЯУРБјәГөДПёҫ§і¬ЛЬРФ[8-10]ЎЈAl-MgПөВБәПҪрҫЯУРБјәГөДБҰС§РФДЬЎўҝ№ёҜКҙРФәНәёҪУіЙРОРФЈ¬ФЪәҪМмәҪҝХ№ӨТөБмУтУҰУГ№г·әЎЈФЪҙЛЈ¬ұҫОДЧчХЯФЪAl-MgПөВБәПҪрЦРМнјУОўБҝпҜЎўёхЎўГМөИЈ¬ІўФЪІДБПјУ№Ө№эіМЦРІЙУГј·С№ЎўРэС№ұдРОУлФЩҪбҫ§НЛ»р№ӨТХЈ¬СРЦЖAl-MgПөВБәПҪрұЎұЪ№ЬІДЎЈ
1 КФСй·Ҫ·Ё
ІЙУГҙҝAlЈ¬ҙҝMgЈ¬Al-5ZrЈ¬Al-10CrәНAl-10MnөИЕдЦЖКФСйәПҪрЈ¬әПҪрГыТе»ҜС§іЙ·Ц(ЦКБҝ·ЦКэЈ¬%)ОӘЈәAl-5.60Mg-0.30Zr-0.07Cr-0.16MnЎЈәПҪр¶§ҫӯҫщФИ»ҜНЛ»р((450~490) ЎжЎБ24 h)әуЈ¬ј·С№іЙЦұҫ¶ОӘ200 mmЎўұЪәсОӘ16 mmөД№ЬІДЈ¬ј·С№ұИОӘ5?1Ј¬ЦЖұёБчіМИзНј1ЛщКҫЎЈ
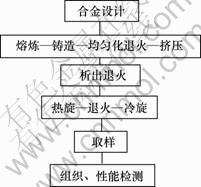
Нј1 КФСйәПҪрСщЖ·ЦЖұё№ӨТХБчіМ
Fig.1 Processing scheme of two specimens of testing alloy
ҙУј·С№№ЬЙПҪШИЎКФСщЈ¬№ЫІмј·С№№ЬІДөДЧйЦҜЈ¬Н¬КұҪ«ј·С№№ЬіөПчјУ№ӨіЙРэС№Г«Еч(ДЪҫ¶ОӘ180 mmЎўәс¶ИОӘ12 mm)Ј¬ҫӯ№эОціцНЛ»р(490 ЎжЎБ24 h№МИЬ+ 300 ЎжЎБ8 h№эКұР§)ҙҰАнәуЈ¬ІЙУГИИРэЎӘЦРјдНЛ»рЎӘАдРэ№ӨТХЈ¬ҫӯ№э¶аөАҙО·ҙРэЦЖіЙДЪҫ¶ОӘ180 mmЎўәс¶ИОӘ2.4 mmАдРэ№ЬЈ¬АдРэұЪәсјхЙЩФј50%ЎЈ
ІЙУГ»ъРөСРДҘЎўЕЧ№вЎўҪюКҙ·ЁЦЖұёҪрПаКФСщЈ¬ҪюКҙјБСЎУГKeller(HFЈ«HClЈ«HNO3Ј«H2O)КФјБЎЈІЙУГөзҪвЕЧ№вЎӘСфј«ёІДӨ·Ҫ·ЁЦЖСщҪшРРҫ§БЈБЈҫ¶Ул·ЦІј·ЦОцЈ¬ЕЧ№вјБОӘCrO3+H2SO4+H3PO4 +H2O»мәПТәЈ¬Сфј«ёІДӨјБОӘH3BO3Ј«HF+H2O»мәПТәЎЈСщЖ·№ЫІмҫщФЪPOLYVAR-METБўКҪПФОўҫөПВҪшРРЎЈ
ҙУАдФю°еәНАдРэ№ЬҪШИЎұкЧјАӯЙміӨКФСщәНі¬ЛЬРФАӯЙм¶МКФСщ(і¬ЛЬРФАӯЙм¶МКФСщіЯҙзјыНј2)Ј¬АӯЙмКФСйФЪЕдУРҫщИИВҜөДCSS-44100өзЧУНтДЬАӯЙм»ъЙПНкіЙЈ¬і¬ЛЬРФАӯЙмКФСйОВ¶ИОӘ500~520 ЎжЈ¬УҰұдЛЩВКОӘ8ЎБ10-4 s-1ЎЈКТОВіЈ№жАӯЙм¶ПҝЪәНі¬ЛЬРФёЯОВАӯЙм¶ПҝЪРОГІҫщФЪKYKY-2800BЙЁГиөзҫөПВ№ЫІмЎЈ
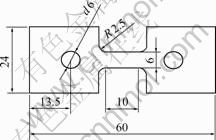
өҘО»Јәmm
Нј2 і¬ЛЬРФАӯЙм¶МКФСщіЯҙз
Fig.2 Dimensions of short specimen for superplastic tensile test
2 КФСйҪб№ыУлМЦВЫ
2.1 ј·С№№ЬІДөДОціцНЛ»рЧйЦҜ
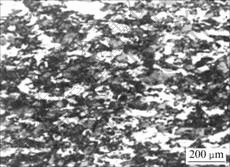
ёЯГҫә¬БҝөДAl-MgәПҪрЦРЦчТӘөДОціцПаКЗAl8Mg5ЖҪәвПаЎЈНЁіЈЈ¬Al8Mg5Па¶а·ЦІјУЪҫ§ҪзЙПЈ¬ЗТТЧіӨҙуОӘҙЦҙуөДІ»№жФтҝЕБЈЎЈј·С№ұдРОҝЙТФЗҝБТЖЖЛйҝйЧҙПаЈ¬ФЩҫӯОціцНЛ»рҙҰАнәуЈ¬Al8Mg5Фт¶аОӘПёРЎБЈЧУГЦЙў·ЦІјФЪәПҪрЦРЈ¬ИзНј3ЛщКҫЎЈ

Нј3 ОціцНЛ»рәуКФСйәПҪрөДҪрПаПФОўЧйЦҜ
Fig.3 Microstructure of testing alloy after precipitation annealing treatment
ҙЛНвЈ¬КФСйәПҪрКЗФЪAl-MgәПҪрЦРјУИлОўБҝZrЈ¬CrәНMnәПҪр»ҜЈ¬ХвР©ОўБҝФӘЛШФЪAl-MgәПҪрЦРҝЙТФРОіЙAl3ZrЈ¬Al7CrәНAl6MnөИДСИЬПаЈ¬НЁ№эј·С№ұдРОәНОціцНЛ»рҙҰАнТІҝЙТФёДұдХвР©ДСИЬПаЈ¬УИЖдКЗAl3ZrҝЕБЈөДРОЧҙЈ¬ІўҙЩК№Жд·ЦІјёьјУҫщФИөШГЦЙўЎЈ
ҫӯј·С№ЎӘОціцНЛ»рҙҰАнәујУС№№ЬөДЧйЦҜҫщФИРФәГЈ¬ХвҝЙМбёЯҙуұдРОБҝАдјУ№ӨәуөДРОұдҫщФИРФЈ¬ТІУРАыУЪМбёЯФЩҪбҫ§РОәЛВКЈ¬МбёЯРОәЛҫщФИРФЎЈ
2.2 РэС№№ЬАдұдРОЧйЦҜУлФЩҪбҫ§НЛ»рЧйЦҜ
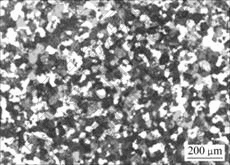
ҫӯ490 ЎжЎБ24 h№МИЬ+300 ЎжЎБ8 h№эКұР§ҙҰАнәуЈ¬ІЙУГ¶аөАҙО·ҙРэ№ӨТХҪ«КФСйәПҪрј·С№№ЬРэС№іЙұЎұЪ№ЬЎЈАдұдРОјхұЎВКҰЕЎЦ50%өДРэС№№ЬҪрПаПФОўЧйЦҜИзНј4ЛщКҫЎЈФЪЗҝБТөДјфЗРұдРОЧчУГПВЈ¬РэС№ұдРОЧйЦҜҙуЦВЖҪРРУЪРэС№ЦчұдРО·ҪПт(ЦбПт)Ј¬іКПЦіцҪПЗҝөД·ҪПтРФЎЈҫ§БЈұ»С№ұвЈ¬ІўСШұдРО·ҪПтСУХ№Ј¬ЖЖЛйұИҪПід·ЦЎЈ
Нј4 АдРэ№ЬөДҪрПаПФОўЧйЦҜ
Fig.4 OM microstructure of cold spun pipe(ҰЕ ЎЦ50%)
ө«КЗЈ¬ФЪЗҝБҰРэС№јхұЎ№эіМЦРЈ¬ұдРОјҜЦРУЪУлРэВЦҪУҙҘөДОўРЎұдРОЗшДЪЈ¬НЁ№эБ¬РшјУФШЎўЦрөгАЫ»э¶шөјЦВҫ¶ПтС№ЛхЎўЦЬПтЗРұдәНЦбПтСУЙмЈ¬¶шКЬөҪј«ПЮјхұЎВКөДПЮЦЖЈ¬КФСйәПҪр№ЬІДАЫ»эјхұЎВКОӘ50%ЎЈХвЦЦјУФШ»бТэЖрЗҝБТөДҫЦІҝјфЗРРОұдЈ¬¶шТЧөјЦВРэС№ұдРОІ»ҫщФИЎЈ
Нј5ЛщКҫОӘРэС№№ЬІДҫӯ500 ЎжұЈОВ1 hФЩҪбҫ§ЎЎНЛ»рәуөДҪрПаПФОўЧйЦҜЈ¬ФЩҪбҫ§ҫ§БЈЖҪҫщБЈҫ¶РЎЎЎЎЎУЪ10 ҰМmЈ¬¶шЗТұнПЦіцПёРЎЎўҫщФИЗТіКөИЦбЧҙөДМШөгЎЈФЪФЩҪбҫ§әНҫ§БЈіӨҙу№эіМЦРЈ¬ГЦЙўҝЕБЈЗҝБТ¶ӨФъО»ҙнәНҫ§ҪзЈ¬ОИ¶ЁСЗҪб№№Ј¬ЗҝБТЧи°ӯФЩҪбҫ§РОәЛУліӨҙу№эіМЎЈЛдИ»ёЯОВјУИИөјЦВAl8Mg5ИЬҪвЈ¬ө«КЗAl3ZrөИҝЕБЈИФИ»ҙжФЪЈ¬ҝЙЧи°ӯҫ§БЈіӨҙуЎЈ
Нј5 АдРэ№ЬөДФЩҪбҫ§НЛ»рЧйЦҜ
Fig.5 Microstructure of cold spun pipe after recrystallization annealing
2.3 АдРэ№ЬөДАӯЙмРФДЬУлі¬ЛЬРФұдРОРРОӘ
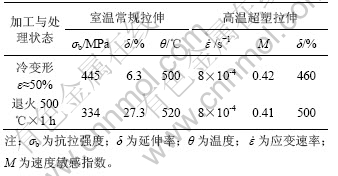
КФСйәПҪрАдРэ№ЬөДАӯЙмБҰС§РФДЬИзұн1ЛщКҫЎЈУЙУЪАдЧчУІ»ҜР§УҰЈ¬РэС№№ЬІДФЪАдұдРОЧҙМ¬ҫЯУРҪПёЯөДЗҝ¶ИәНҪПөНөДЙміӨВКЎЈҫӯНЛ»рҙҰАнәуЈ¬КТОВЗҝ¶ИҪөөНЈ¬ө«КЗЙміӨВКПФЦшМбёЯЈ¬УРАыУЪәуРшјУ№ӨіЙРОЎЈФЪОВ¶ИОӘ500~520 ЎжЈ¬УҰұдЛЩВКОӘ8ЎБ10-4 s-1өДМхјюПВРэС№ұЎұЪ№ЬІДҫЯУРБјәГөДёЯОВі¬ЛЬАӯЙмРФДЬЈ¬ИзНј6ЛщКҫЎЈ
ұн1 АдРэ№ЬөДКТОВАӯЙмРФДЬУлёЯОВі¬ЛЬАӯЙмРФДЬ
Table 1 Room temperature tensile properties and high temperature superplastic tensile properties of cold-spun pipe

(a) ФӯКјКФСщЈ»(b) АдұдРОәуУЪ520 Ўжі¬ЛЬРФАӯЙмЈ»
(c) ИИҙҰАнәуУЪ520 Ўжі¬ЛЬРФАӯЙм
Нј6 КФСйәПҪрі¬ЛЬАӯЙмХХЖ¬
Fig.6 Superplastic tensile photographs of original specimen at 520 Ўж
ФЪЙЁГиөзҫөПВ№ЫІмАдРэ№ЬКФСщКТОВіЈ№жАӯЙмәНёЯОВ(520 Ўж)і¬ЛЬРФАӯЙмөД¶ПҝЪұнГжРОГІЈ¬Ҫб№ыИзНј7ЛщКҫЎЈҝЙТФҝҙөҪЈ¬КТОВіЈ№жАӯЙм¶ПҝЪЙПҙжФЪҙуБҝҙшУРПёРЎөЪ¶юПаҝЕБЈөДИНОСЈ¬іКПЦіцөдРНөДҙ©ҫ§¶ПБСөДЎЎМШөгЈ¬БСОЖ¶аГИЙъУЪөЪ¶юПаҝЕБЈҙҰЈ¬¶шәуТФОўҝЧҫЫјҜЎўіӨҙуЎўБӘҪУөДДЈКҪА©Х№Ј¬ЧоЦХөјЦВИНРФ¶ПБСЈ»¶шФЪёЯОВ(520 Ўж)і¬ЛЬРФАӯЙм¶ПҝЪЙП№ЫІмІ»өҪҙуБҝөДИНОСЈ¬іКПЦіцөдРНөДСШҫ§Ҫз¶ПБСөДМШөгЈ¬ҙжФЪҙуБҝөДЙоҝУЈ¬ЙоҝУДЪҝЙҝҙөҪ¶аёцҫ§БЈөДҫ§ҪзЈ¬ҫ§БЈіКПЦіц°юАлЧҙЎЈ
Al-MgПөәПҪрКЗТФО»ҙнФЛ¶Ҝ»тА©ЙўИдұдРӯөчөДҫ§Ҫ绬ТЖ»ъЦЖАҙКөПЦЖдПёҫ§і¬ЛЬРФұдРОЎЈФЪёЯОВі¬ЛЬРФұдРО№эіМЦРЈ¬ҫ§Ҫ绬¶ҜУЪИэІжҫ§ҪзЎўҫ§ҪзМЁҪЧәНөЪ¶юПаБЈЧУөИҙҰКЬЧиЈ¬ІўІъЙъУҰБҰјҜЦРЈ¬ХвКұЈ¬Жф¶ҜО»ҙн»¬ТЖәНА©ЙўИдұдРӯөч»ъЦЖЈ¬ҫ§БЈ·ўЙъЧӘ¶ҜЈ¬ұдРОөГТФјМРшЎЈИ»¶шЈ¬ЛжЧЕұдРОБҝФцҙуЈ¬ҫ§Ҫ绬ТЖКЬЧиСПЦШЈ¬УЪКЬЧиҙҰГИЙъҝХ¶ҙЈ¬ҫӯАъТ»ёцРОәЛіӨҙуөД№эіМЈ¬ҝХ¶ҙКэБҝФцјУЈ¬іЯҙзФцҙуЈ¬ЧоЦХҫЫјҜЎўА©Х№¶шөјЦВСШҫ§ЖЖ¶ПЎЈПФИ»Ј¬ФЪёЯОВі¬ЛЬРФұдРО№эіМЦРҫ§БЈПёРЎЎўҫщФИЈ¬ЗТіКөИЦбЧҙЈ¬УРАыУЪКөПЦҫ§Ҫ绬ТЖәНҫ§БЈЧӘ¶Ҝ¶ші¬ЛЬРФұдРОЈ¬ТІУРАыУЪЧиЦНҝХ¶ҙРОәЛіӨҙу¶шНЖіЩЖЖБСЎЈ

(a) КТОВіЈ№жАӯЙмЈ»(b) ёЯОВі¬ЛЬРФАӯЙм
Нј7ЎЎАдРэ№ЬКФСщФЪІ»Н¬ОВ¶ИөДАӯЙм¶ПҝЪSEMРОГІ
Fig.7 SEM graphs of tensile samples of cold-spun pipe at different temperatures
3 Ҫб ВЫ
a. ФЪAl-MgәПҪрЦРјУИлОўБҝФӘЛШпҜЈ¬ҝЙТФГчПФПё»Ҝј·С№№ЬЧйЦҜҫ§БЈЈ¬ТІҝЙТФПё»ҜәуРшјУ№ӨәНИИҙҰАнЧйЦҜЎЈТэИлОціцНЛ»рҙҰАнЈ¬ҝЙТФҙЩК№Al-5.6Mg-0.30ZrКФСйәПҪрЦРөЪ¶юПаҝЕБЈҫщФИГЦЙў·ЦІјЈ¬ҙУ¶шјхРЎәуРшјУ№ӨөДұдРОІ»ҫщФИРФЈ¬УРАыУЪ»сөГҫщФИПёРЎөДФЩҪбҫ§ЧйЦҜЎЈ
b. Al-5.60Mg-0.30ZrәПҪрҫӯОціцНЛ»рЎӘРэС№ұдРОәуЈ¬УЪ500 ЎжНЛ»р1 hөДФЩҪбҫ§НЛ»рЧйЦҜөДҫ§БЈЖҪҫщБЈҫ¶РЎУЪ10 ҰМmЈ¬¶аіКөИЦбЧҙЈ¬ЗТ·ЦІјҫщФИЈ¬ҙпөҪІДБПі¬ЛЬРФЛщРиөДЧйЦҜТӘЗуЎЈ
c. Al-5.60Mg-0.30ZrәПҪрРэС№ұЎұЪ№ЬІДұнПЦіцБјәГөДКТОВіЈ№жАӯЙмРФДЬәНёЯОВі¬ЛЬАӯЙмРФДЬЎЈ
ІОҝјОДПЧЈә
[1] ВнНј№юK H. ·ЗМъәПҪрөДҪб№№әНРФДЬ[M]. ¶ЎөАФЖ, Тл. ұұҫ©: ҝЖС§іц°жЙз, 1999: 190-245.
Matuha K H. The construction and property of nonferrous alloy[M]. DING Dao-yun, trans. Beijing: Science Press, 1999: 190-245.
[2] »ЖКАГс. ВБәПҪрі¬ЛЬіЙРОөДСРҫҝәНҪшХ№[J]. ВБјУ№ӨјјКх, 1994(4): 1-6.
HUANG Shi-min. The investigation and development of aluminum alloy superplastic forming[J]. Aluminum Processing Technology, 1994(4): 1-6.
[3] »ЖПюРс, Бх Зм, ТҰ Г¶. ОВФюAl-8Mg-0.2ZrәПҪрөДі¬ЛЬРФ[J]. ҪрКфС§ұЁ, 1992, 28(5): 233-234.
HUANG Xiao-xu, LIU Qing, YAO Mei. The superplasticity of Al-8Mg-0.2Zr alloy after warm-rolling[J]. Metal Transaction, 1992, 28(5): 233-234.
[4] Verma R, Ghosh A K, Kim S. Grain refinement and superplasticity in 5083 Al[J]. Materials Science and Engineering, 1995, A191(1): 143-150.
[5] Hsiao I C, Huang J C. Development of low temperature superplasticity in commercial 5083 Al-Mg alloys[J]. Scripta Materialia, 1999, 40(6): 697-703.
[6] ТьЦҫГч, ёЯУөХю. ScәНZr¶ФЦэМ¬Al-MgәПҪрҫ§БЈПё»ҜөДУ°Пм[J]. ЦР№ъУРЙ«ҪрКфС§ұЁ, 1997, 7(4): 75-80.
YING Zhi-ming, GAO Yong-zheng. The influence of Sc and Zr to the grain refinement of casting Al-Mg alloy[J]. The Chinese Journal of Nonferrous Metals, 1997, 7(4): 75-80.
[7] Ocenasek V, Slamova M. Resistance to recrystallization due to Sc and Zr addition to Al-Mg alloys[J]. Materials Characterization, 2001, 47(1): 157-162.
[8] Бх МЪ, Бх ұщ, АЧ Тг. Al-MgәПҪр¶ҜМ¬ФЩҪбҫ§УХ·ўі¬ЛЬРФКұөДҝХ¶ҙРРОӘ[J]. ЦР№ъУРЙ«ҪрКфС§ұЁ, 2000, 10(6): 853-859.
LIU Teng, LIU Bin, LEI Yi. The cavity behavior of Al-Mg alloy while dynamic recrystallization duing superplasticity[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 853-859.
[9] Chen C L, Tan M J. Cavity growth and filament formation of superplastically deformed Al 7475 alloy[J]. Materials Science and Engineering, 2001, A298 (2): 235-244.
[10] Bae D H, Ghosh A K. Cavity growth in a superplastic Al-Mg alloy: ўт An improved plasticity based model [J]. Acta Materalia, 2002, 50(8): 1011-1029.
КХёеИХЖЪЈә2007-03-09
»щҪрПоДҝЈәЎ°К®ОеЎұ№ъ·А»щҙЎҝЖСРПоДҝ(K0400020201)
ЧчХЯјтҪйЈәБхАиГч(1968-)Ј¬ДРЈ¬әюДПОдёФИЛЈ¬І©КҝСРҫҝЙъЈ¬ёЯј¶№ӨіМКҰЈ¬ҙУКВҪрКфІДБПҫ«ГЬЛЬРФіЙРОСРҫҝ
НЁС¶ЧчХЯЈәБхАиГчЈ¬ДРЈ¬І©КҝСРҫҝЙъЈ¬ёЯј¶№ӨіМКҰЈ»өз»°Јә010-68376720; E-mail: liuzhyuru@tom.com

