DOI: 10.11817/j.ysxb.1004.0609.2020-37530
�軯β���н����ݼ���ȡ���������������γɻ���
��ƽ��1, 2��������1, 2�������1, 2��������1��������1
(1. �����Ƽ���ѧ ��ľ����Դ����ѧԺ, ���� 100083��
2. ������ɽ��Ч�����밲ȫ�������ص�ʵ����, ���� 100083)
ժ Ҫ�����á��Ż�����-�������-��ѡ-������ӡ��Ľ����ݼ���ȡ���ӱ����軯β���н����𣬲���ȡ�����ۣ�ͨ������ת�������չ�������ѧ����Ϳ���Ⱥ�ṹ��������ʾ�������������γɻ���������������軯β������8%������700 ���´Ż�����60 min�������������巨���𣬽�����ʴ�65.87%����������ĥ���ѡ�õ�TFeƷλΪ55.01%�ij��������ۣ�����90 ���10%NaOH��Һ�м��8 h���ɵ�TFeƷλΪ62.22%��������Ϊ69.80%�ĺϸ������ۡ�����ת��������ѧ����������Ż����չ����к���������Si��Ca��Al���ؽ��������ʷ�Ӧ�����������ʯ��������ʯ�����ƻ�ʯ�������࣬���������ܹ����������������У�ϸ��������������ش��žۣ�ʯӢ�����ʻ��е�����ڴ��ž��У�����������������
�ؼ��ʣ������軯β�����ݼ���ȡ���Ż����գ������ۣ����������ת��������ѧ����
���±�ţ�1004-0609(2020)-03-0666-09���� ��ͼ����ţ�X756 ���� ���ױ�־�룺A
�����軯β���ǽ����ữ����-�軯��������Ĺ�������������ϸ����۳ʺ��ɫ��Ϊ��ĩ״���׳ơ����������ҹ�������10������ȫ�����ƽ���������ÿ���ŷŵı����軯β���ѴX����֡����軯�P�顢Ǧ���ؽ������Ѵ��軯β������ռ�ô������أ�����Ⱦ�ر��͵���ˮϵ������̬�����;�����������Σ��[1-2]���軯β���ѱ���ΪΣ�շ���(���軯����������092-003-33)�����ϸ���Σ�շ��ﴦ��Ҫ����й����ʹ��ã���ˣ������Ч�����軯β�����ѳ�Ϊ���ƽ�ұ����ҵؽ���������⡣
�����軯β������Ҫ�м۽���Ϊ������������Ʒλ��Ϊ1~3 g/t������β����Ʒλ�ɴ�7 g/t���ϣ�TFeƷλԼ30%����ҪΪ������������������ͻ�����[2]����ǰ���Ա����軯β���н������õ��о��϶࣬��ȱ�ٶԺ�����Դ��Ч���õ��о�[3-4]�������軯β���Ʊ������ۻ��������ϣ��ɻ�������Դ�����Ͷ���β�����������軯��Σ�����Ż����շ��ɽ�β���г�����ԭ�ɴ�����ѡ��ȡ�����ۣ����̼����ڹ�ҵ�����������в��ٴ��౨��[5-6]�����о����������ڱ����軯β�����д���Si��Ca��Al���ؽ��������ʣ�β���ڴŻ����չ����У����������ת���ͷ�Ӧ����Զ����Ȼ��������ӣ�������TFeƷλ��(Լ52%~58%)�����ʺ����ߣ����Դﵽ������ҵ��[5-7]���������λ�CaO�ĴŻ����գ��ı��軯β����֣������������������ZHANG��[8]����3%̼���ƺ�10%�����ƴŻ����գ�ˮ�����ѡ���ɵ�TFeƷλ59.11%�������ۣ��������[7]����CaOʹβ����n(CaO):n(SiO2)Ϊ1:1���Ż�����-��ѡ��ɵ�TFeƷλ60%�������ۡ��������Ӵ������λ�CaO���дŻ����գ����Ӵ����ɱ������������������������TFeƷλ��߷��Ȳ���Ŀǰ������軯β���Ż����շ��Ƶõ�������TFeƷλ�͡����ʶ�����⣬��ȱ��ϵͳ�Ի����о���
���о����á��Ż�����-�������-��ѡ-������ӡ����ݼ�������ȡ���գ��Ա����軯β��Ϊԭ�ϣ�ͨ���Ż�����-����������ս𣬽�����������ѡ��ȡTFeƷλԼ55%�ij��������ۣ��ټ�����ӣ���ȥ��������Si��Al���ؽ��������ʣ����ջ�ȡTFeƷλ��62%�ĺϸ������ۡ���SEM-EDS��XRD�ͼ������ȷ������������������۵Ŀ���Ⱥ�ṹ��������ɺ��������ԣ�����Ż����չ�������Ҫ����ķ�Ӧ����ѧ����ʾ�Ա����軯β��Ϊԭ�ϣ��Ż�������ȡ���������ʺ����ߵĻ�����
1 ʵ��
1.1 ʵ��ԭ��
ʵ�������軯β�����Ժ���ij�ƽ�ұ�����ŷŵı����軯β�������Ϊ���ɫ���ʷ�ĩ״���軯β���Ļ�ѧ��ɼ���1����TFeƷλΪ27.51%����ƷλΪ3.4 g/t���ǿɻ��յ��м۽�������β����Si��S��As���к����ʺ����ϸߣ��Һ�����Pb��Zn���ؽ�����ͼ1��ʾ���軯β��������ɱ�������Ҫ����Ϊ�������ʯӢ������������ˮʯ��ͺ���ʯ(Gartrellite, Pb(Cu,Fe)2(AsO4,SO4)2(CO3,H2O)0.7, PDF 46-1306)��β�������������ͼ2��ʾ����ƽ������Ϊ7.91 ��m��80%�Ŀ���С��13.14 ��m�����Ϸ��������������軯β����������ϸ����ɸ��ӡ����ʺ����ߵ��ص㣬�м۽��������Ѷȴ�β���Ż����յĽ���ȡ��ɽ���ijǣ���ϸ��������Ϊ��0.074 mm��ռ76.10%(��������)�����۵ĸ������ҵ�����������2����̶�̼������83.82%(��������)�����������ۼ����������NaOHΪ�������������ˮΪȥ����ˮ��
��1 �����軯β���Ļ�ѧ���
Table 1 Chemical composition of roasting cyanide tailings (mass fraction,%)


ͼ1 �����軯β����XRD��
Fig. 1 XRD pattern of roasting cyanide tailings

ͼ2 �����軯β����������ɷ���
Fig. 2 Particle size distribution analysis of roasting cyanide tailings
��2 ���۵ĸ������ҵ�������
Table 2 Drying proximate quality analysis of coke powders (mass fraction,%)

1.2 �Ż���������ʵ��
�����軯β���ĴŻ�������CD-1400X������¯����ɣ���30 g�軯β���뽹�۰�һ���������ȣ���������Ϊ3%~20%(��������ռ�軯β����������)�����������ʯī�����У���¯���¶����ߵ��趨ֵ��ʯī������������¯�дŻ����գ��ﵽԤ������ʱ���ȡ���ȱ�������Ѹ��ˮ����ȴ��������������ˮ��3:1��Һ�̱����ƽ����FeCl3����25 kg/t����������30 kg/t��������pHֵ��1.5����JJ-1�͵綯�������������𣬽����¶�40 �棬����ʱ��10 h����������400 r/min�������������˵õ��������ͺ����Һ���ⶨ�����Һ�н�������������������Ľ����ʡ�����������ˮ���ɿ���CXG-99�ʹ�ѡ�ܽ���һ�δ�ѡ���ų�ǿ��ѡΪ79.6 kA/m������ѡ�����β��ֱ���ˡ���ɡ�����TFeƷλ�������������������ʡ�
1.3 ��ѡ�����Ż�ʵ��
ȷ���Ż�������������������ͼ3��ʾ��ĥ��ʹ�ѡ�����Ż�ѡ���ղ��������軯β�������պ��н����֣�����һ��ĥ��������ѡ������ȡ�����ۡ�ĥ��ϸ��Ϊ��0.038 mm��ռ87.66%��һ�����δ�ѡ�Ĵų�ǿ�ȷֱ�Ϊ218.8 kA/m��198.9 kA/m����ó��������ۡ�

ͼ3 �����軯β���ݼ����ս����Ĺ�������ͼ
Fig. 3 Flowsheet of cascading recovery of gold and iron from roasting cyanide tailings
1.4 ���������ۼ������ʵ��
��15 g���������۷�����ƿ�У�����10%~ 20%(��������)��NaOH��Һ60 mL�����Һ�̱�Ϊ4:1������ƿ�̶���ˮԡ�У���JJ-1�͵綯����������������������400 r/min�����ʱ��8 h�������¶�80~90 �棬�������ˡ���ɵõ��ϸ������ۡ�
1.5 ������
X��������(XRD)�����ձ���ѧRigaku-RA��X���������Dzⶨ��ɨ�跶Χ10�㣼2�ȣ�90�㣬ɨ������6 (��)/min��ɨ��羵-������(SEM-EDS)���õ¹�������˾EVO18��ɨ������������Ŵ���5~50�����ٵ�ѹ200 V~30 kV������ǰ����ĩ��Ʒ�̶��ڵ��罺���ϣ���ճ������Ʒ̨��������̿����ǿ�䵼���ԡ��������ȷ��������ձ���ʽ����������ҵ������LMS-30�ͼ��������ǣ��ⶨ��Χ0.1~1000 ��m��������Ʒ��ɢ����Ϊ��ˮ�Ҵ�������ǰ��Ʒ�ڳ�������ɢ���з�ɢ5 min��X����ӫ�����(XRF)�����ձ�����˾��EDX8000��X����ӫ��������������������䱸��Ư�Ƽ����(SDD)�����Ԫ�غ�����ΧΪ0.0001%~99.99%����Ʒ��TFe�������軯β����AuƷλ�ɻ�ѧ������ã������Һ�н�������TAS-990��ԭ�����շֹ��ȼƲⶨ��
2 ���������
2.1 �Ż�����Ӱ������
2.1.1 �����¶ȵ�Ӱ��
����������10%������ʱ��Ϊ60 minʱ�������¶ȶԱ������Ľ�����ʺ��������ѡָ���Ӱ����ͼ4��ʾ�����¶����ߵ�700~750 ��ʱ���������Ľ�����ʴ�64%���ң�˵���ڴŻ����չ����У����ų�����Ļ�ԭ���侧������Ӧ�����ã��������ڳ������еĽ��Ѳ��ֱ�¶���ܱ�������������������¶����ߵ�800 �����ϣ���������ýṹ���ܣ����ֽ�������ͽ�����ʣ��������ɵ��۵�������й�[9]�����ű����¶����ߣ������TFe������Ҳ���ӣ�����β���г���������ԭ�ɴ�����700 �決�����þ����TFeƷλ��52.36%������������ڴŻ����չ��������⼰�ﰴFe2O3��Fe3O4�� FeO˳��ԭ��FeO�������뻹ԭ������COŨ����أ��¶����������������COŨ�ȣ��ٽ�FeO�����ɣ��ʹ��ߵı����¶Ȼᵼ�´��������ԭ[10-11]����ѡ����������������¶ȳ���750 ��ʱ������TFe�����ʴ�����ͣ�������������FeO�������йء��������¶ȴ�600 ������900 �棬����TFeƷλ���Ͻ��ͣ��������ź������ﱻ��ԭ��β����SiO2��CaO��Al2O3��������־����෴Ӧ�������������࣬���������ܹ���(���ž�)����ѡ�����б������ھ����С�

ͼ4 �����¶ȶԽ�����ʺ;���TFeƷλ������ʵ�Ӱ��
Fig. 4 Effect of roasting temperature on Au extraction rate, TFe grade and recovery of iron concentrates
2.1.2 ����ʱ���Ӱ��
����������10%�������¶�Ϊ700 ��ʱ������ʱ��Ա������Ľ�����ʺ;����ѡָ���Ӱ����ͼ5��ʾ��������ʱ���15 min���ӵ�60 min��������ʴ�28.37%��ߵ�64.75%���ӳ�����ʱ��ٽ�β���н�ı�¶������߽�Ľ����ʡ����ǣ�������ʱ���ӳ���120 minʱ���������ȴ�����½������볤ʱ�䱺����ʹ�����ϵĽṹ��������йء�������ʱ��Ϊ60 minʱ�������TFe��������ߣ�����60 min���տ�ʹβ���г������������ԭ�ɴ�����һ���ӳ�����ʱ�䵼��TFe�������½����뺬������Ĺ���ԭ�йأ���������ԭ��FeO�࣬���ʹ��ԣ����γɵ��۵㻯����[11-12]��

ͼ5 ����ʱ��Խ�����ʺ;����TFeƷλ������ʵ� Ӱ��
Fig. 5 Effect of roasting time on Au extraction rate, TFe grade and recovery of iron concentrates
2.1.3 ����������Ӱ��

ͼ6 ���������Խ�����ʺ;����TFeƷλ�������Ӱ��
Fig. 6 Effect of coke powder dosage on Au extraction rate, TFe grade and recovery of iron concentrates
�������¶�Ϊ700 �桢����ʱ��Ϊ60 minʱ�����������Ա������Ľ�����ʺ;����ѡָ���Ӱ����ͼ6��ʾ�����Ž���������3%���ӵ�8%��������ʴ�54.12%���65.87%��˵��β���г�����ԭ�����Ӱ�����ı�¶�ʣ���߽�����ʡ����ǣ�����������������20%ʱ��������ʴ���½���25.31%��ʵ��۲쵽������δ��Ӧ�Ľ��ۣ������������Ľ𣬵��ºܵ͵Ľ�����ʡ���������������8%~10%ʱ��TFe������������49%���ң�����TFeƷλԼΪ52%����������������10%��TFeƷλ�����½�����ԭ�������ᵼ��������COŨ�ȹ��ߣ�������ᱻ����ԭ����FeO��(��ʽ(1))������TFeƷλ[10-11, 13]���ۺϿ��ǽ�����ʺ;����TFeƷλ�������ʣ�ȷ���Ż���������Ϊ�����¶�700 �桢����ʱ��60 min�ͽ�������8%���������£������������Ľ����ʴ�54.27%��
Fe3O4+CO(g)=3FeO+CO2(g) (1)
2.2 ��ѡ�����Ż��������ۼ������
����ͼ3��ʾ��һ��ĥ���δ�ѡ���̣��Ż�ĥ��ѡ���ղ������ɵ�TFeƷλ55.01%��������72.49%�ij��������ۣ��仯ѧ������3���У��ɼ������������۵�Si��Ca��Al���ؽ��������ʺ����ϸߡ���ѡβ��IJ���Ϊ62.71%�����Ѿ�700 ��Ż����գ�ԭʼβ���в������軯�������ɱ����·ֽ⣬������ԭʼ�軯β����ȣ���ѡβ��Ķ��Խ��ͣ�ͬʱ��ѡβ�������Ҳ�����С��
�����о�����NaOH��Һ����SiO2[14]��Al2O3[14]��������[15]��Ǧп������[16-18]�����ʷ�Ӧ������ת����ˮ������(��ʽ(2)~(6))����ˣ���Գ�����������Si��Al���ؽ��������ʺ����ϸߵ����⣬����NaOH�����ȥ�����������������ʣ����4����ʵ��(����1�������¶�80 ��+10%NaOH������2�������¶�80 ��+ 20%NaOH������3�������¶�90 ��+10%NaOH������4�������¶�90 ��+20%NaOH)����������ͼ7��ʾ����ͼ7�ɼ��������ʹ������TFeƷλ���5%���ϣ��������¶�90 ���NaOHŨ��10%ʱ��������õĺϸ�������TFeƷλ��62.22%���������TFe������Ϊ96.29%�������ȫ����TFe������Ϊ69.80%���ϸ������۵Ļ�ѧ������3���У��������������ȣ�TFeƷλ���7.21%��Si��Al��As��Pb��Zn�����ʺ������Խ��͡�
��3 ���������ۺͺϸ������۵Ļ�ѧ���
Table 3 Chemical compositions of primary and qualified iron concentrates (ICs)


ͼ7 ����������NaOH���������
Fig. 7 Alkaline leaching of primary iron concentrates in NaOH solutions
nSiO2+2NaOH=Na2O��nSiO2+H2O (2)
Al2O3+2NaOH+3H2O=2NaAl(OH)4 (3)
As2O3+2NaOH=2NaAsO2+H2O (4)
ZnO+2NaOH=Na2ZnO2+H2O (5)
PbO+2NaOH=Na2PbO2+H2O (6)
���Ͻ�������������軯β�������Ż�����-�������-��ѡ-������ӡ����ݼ�������ȡ���մ�����������Ľ����ʷֱ��65.87%��54.27%����õĺϸ�������TFeƷλ62.22%���������ʴ�69.80%��ʵ�����軯β������Դ�����ã���ͬ���ﵽΣ�չ̷ϵ������ͼ�������Ŀ�ġ�������Դ�����Ϊ����C60����������������ȣ��Ա����軯β����ȡ�������ۣ���TFeƷλ��SiO2��S��Cu��Pb��Zn��As���к����ʺ�����������C60�������������Ҫ�����������Ƚ�ϸ���������������ſ��ԭ�ϣ�Ϊ�����軯β��������Դ�Ĺ�ģ�������ṩ���� ;����
2.3 �������������γɵĻ�������
2.3.1 ���չ���������ת������
ͼ8��ʾΪ��ͬ�¶��´Ż���������XRD�ס���ͼ1�Աȿɼ����������¶�Ϊ600 ��ʱ�����ֳ������ѱ���ԭ�ɴ��������ű����¶����ߣ�������ԭ���������ӣ��������¶�Ϊ700 ��ʱ���������������ԭ�ɴ�������ϸ�TFe������(��ͼ4)��һ�¡��������¶����ߵ�800 ��ʱ��������XRD����δ����FeO�������壬������TFe������ȴ�½���38.05%(��ͼ4)���������������������в�������ԭ��FeO���γ�Fe3O4+FeO��Fe-Oƽ����ϵ[19]�����¶ȼ������ߵ�900 ��ʱ��������������ǿ���Ѻܵͣ����ִ��������ʯ(Fe2SiO4)����壬˵�����»�ԭʱ�軯β����SiO2�뺬�����ﷴӦ�����������ʯ��ͬʱ��β����CaO��Al2O3��SiO2����FeO�෴Ӧ�������˸�����ʯ(Ca3Al2Si3O12)�����ƻ�ʯ(CaFeSi2O6)���ر������ƻ�ʯ��800 �決��ʱ������������塣�ɼ����ڴŻ����չ����У������軯β�����д���CaO��Al2O3��SiO2�����ʣ�����ԭ��ϵ����FeO������ʱ�������������Ե������ʯ�����ƻ�ʯ���������࣬�����������������ܹ�������ѡ�����б������ھ����У���ɳ���������TFeƷλ�͡����ʺ����ߡ�

ͼ8 ��ͬ�¶��´Ż���������XRD��
Fig. 8 XRD patterns of magnetization roasting samples obtained at different temperatures
2.3.2 ���չ�������Ҫ��Ӧ������ѧ����
�����軯β���г������ں�CO�������б���ԭʱ������ʯӢ��Ӧ����Fe2SiO4(��ʽ(7))���淴Ӧ�¶����ߣ��˷�Ӧ�� ��ֵ�ľ���ֵ��������(��ͼ9)��˵�������¶��ܴٽ������ʯ���ɡ���ҵ�軯���������CaO������pHֵ����β����CaO�����ϸߣ�CaO��Fe2SiO4����CaSiO3(��ʽ(8))���ܽ������ʯ��FeO�û���������ˣ������CaO�����������������ʯ���ɣ��������[7]���ֽ��軯β����m(CaO):m(SiO2 )��ߵ�1:1�������������TFeƷλ������ʣ������о����軯β����Ca����ֻ��1.95%��Զ����Si����(15.14%)�����������������ʯ�����ɡ��軯β����CaO������FeO��SiO2��Al2O3��Ӧ������CaFeSi2O6(��ʽ(9))��Ca3Al2Si3O12(��ʽ(10))���˶��������ѳ����ڱ�������(��ͼ8)[20]�����⣬���չ�����CaO����SiO2����Ca2SiO4(��ʽ(11))��Ca2SiO4����Fe2O3��Ӧ������CaFe2O4(��ʽ(12))���˷�Ӧ���決���¶����߸�ֵ����ֵ��������˵�����»�ԭ����������CaFe2O4�����⣬�����軯β���к���һ����ZnO��CuO��MgO��������������Fe2O3��Ӧ��������Fe3O4�ṹ�ļ⾧ʯ(XFe2O4)����ͼ9�ɼ���ʽ(13)~(15)���ڴŻ������¶ȷ�Χ�ھ���0 kJ/mol��˵�������ɺ�Mg��Zn��Cu�ļ⾧ʯ����ʵ��XFe2O4�⾧ʯ��X��������Fe2+��Mg2+��Zn2+��Cu2+���Ӱ뾶���(����4)�����෴Ӧ�����п�ȡ��Fe3O4��Fe2+���ӣ���������ͬ��ЧӦ�����ɽṹ��Fe3O4���Ƶļ⾧ʯ[21]��ͨ������ѧ������֪�������軯β����Si��Ca��Al���ؽ����������ڱ��չ������������������࣬��Fe3O4���ܹ�������ѡʱ���뾫���ͳ���������������
��ֵ�ľ���ֵ��������(��ͼ9)��˵�������¶��ܴٽ������ʯ���ɡ���ҵ�軯���������CaO������pHֵ����β����CaO�����ϸߣ�CaO��Fe2SiO4����CaSiO3(��ʽ(8))���ܽ������ʯ��FeO�û���������ˣ������CaO�����������������ʯ���ɣ��������[7]���ֽ��軯β����m(CaO):m(SiO2 )��ߵ�1:1�������������TFeƷλ������ʣ������о����軯β����Ca����ֻ��1.95%��Զ����Si����(15.14%)�����������������ʯ�����ɡ��軯β����CaO������FeO��SiO2��Al2O3��Ӧ������CaFeSi2O6(��ʽ(9))��Ca3Al2Si3O12(��ʽ(10))���˶��������ѳ����ڱ�������(��ͼ8)[20]�����⣬���չ�����CaO����SiO2����Ca2SiO4(��ʽ(11))��Ca2SiO4����Fe2O3��Ӧ������CaFe2O4(��ʽ(12))���˷�Ӧ���決���¶����߸�ֵ����ֵ��������˵�����»�ԭ����������CaFe2O4�����⣬�����軯β���к���һ����ZnO��CuO��MgO��������������Fe2O3��Ӧ��������Fe3O4�ṹ�ļ⾧ʯ(XFe2O4)����ͼ9�ɼ���ʽ(13)~(15)���ڴŻ������¶ȷ�Χ�ھ���0 kJ/mol��˵�������ɺ�Mg��Zn��Cu�ļ⾧ʯ����ʵ��XFe2O4�⾧ʯ��X��������Fe2+��Mg2+��Zn2+��Cu2+���Ӱ뾶���(����4)�����෴Ӧ�����п�ȡ��Fe3O4��Fe2+���ӣ���������ͬ��ЧӦ�����ɽṹ��Fe3O4���Ƶļ⾧ʯ[21]��ͨ������ѧ������֪�������軯β����Si��Ca��Al���ؽ����������ڱ��չ������������������࣬��Fe3O4���ܹ�������ѡʱ���뾫���ͳ���������������
Fe2O3+SiO2+CO=Fe2SiO4+CO2 (7)
CaO+Fe2SiO4=CaSiO3+2FeO (8)
CaO+FeO+2SiO2=CaFeSi2O6 (9)
3CaO+Al2O3+3SiO2=Ca3Al2Si3O12 (10)
SiO2+2CaO=Ca2SiO4 (11)
Ca2SiO4+2Fe2O3=2CaFe2O4+SiO2 (12)
ZnO+Fe2O3=ZnFe2O4 (13)
CuO+Fe2O3=CuFe2O4 (14)
MgO+Fe2O3=MgFe2O4 (15)

ͼ9 ʽ(7)~(15)�ı������ܱ仯 ���¶�T�Ĺ�ϵ
���¶�T�Ĺ�ϵ
Fig. 9 Relationship of Gibbs free energy changes with temperature T for equations (7)-(15)
��4 Fe2+��Mg2+��Zn2+��Cu2+�����Ӱ뾶
Table 4 Ionic radius of Fe2+, Mg2+, Zn2+ and Cu2+ ions ( )
)

2.3.3 ���������۵Ŀ���Ⱥ�ṹ����
ͼ10��ʾΪ���������۵�SEM����ͼ10(a)�ɼ������������д����ṹ���ɡ�ֱ����20 ��m���ž��壬���ӷŴ���(��ͼ10(b))���ž�����Ҫ��ֱ��5~10 ��m�Ĵ�����ʹ�����2 ��m��ϸ������ɣ�ϸ���������ڴ�������������ڴ����֮��Ŀ�϶�У��γɽ�Ϊ�ȶ����ž��塣���������۵����������ͼ11��ʾ����ƽ��������23.05 ��m����ͼ10(a) �й۲쵽���ž���ֱ����20 ��m��һ�£���Զ���ڱ����軯β����ƽ������7.91 ��m(��ͼ2)������ϸ������������ڴ�ѡ���̱��Ż������ܿ�����������ã��������صĴ��žۡ����ž۵��γ�������ϸ������������ѡ���յĿ��ܣ���ϸ��ʯӢ�������ʯ�����ƻ�ʯ���������Ի�е���ӵ���ʽ������ž��У��������������ʺ�����ͼ10(c)��������������ͼ10 (b)�г����ڴ���������С����(������)��Ҫ��Si��Ca��O��ɣ�˵����ϸ�����ʿ���ճ���ڴ�����������棬�����ڴ��ž����С�
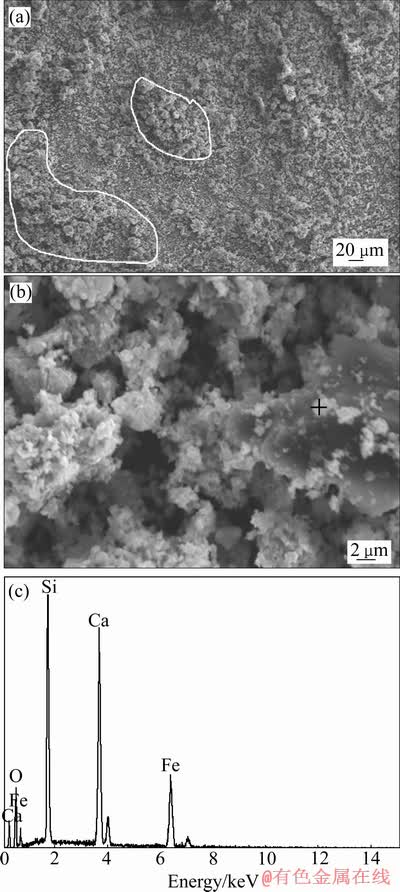
ͼ10 ���������۵�SEM���EDS��
Fig. 10 SEM images((a), (b)) and EDS spectrum(c) of primary iron concentrates

ͼ11 ���������۵�������ɷ���
Fig. 11 Particle size distribution of primary iron concentrates
3 ����
1) ��ϸ�������軯β��Ϊԭ�ϣ����á��Ż�����-�������-��ѡ-������ӡ����ݼ�������ȡ���ս�������ȡ�����ۣ�����8%���ۺ������700 ���´Ż�����60 min�������������巨���𣬽�����Ľ����ʷֱ��65.87%��54.27%����������һ��ĥ��������ѡ���õ�TFeƷλ55.01%��������72.49%�ij��������ۣ�������������NaOH������ӣ��õ�TFeƷλ62.22%��������69.80%�ĺϸ������ۣ�����ܴ��������������Si��Al��As��Pb��Zn�����ʺ�����
2) ����ת������������ѧ��������������軯β����Si��Ca��Al���ؽ����������ڴŻ����չ����������������ʯ��������ʯ�����ƻ�ʯ���������࣬�������������������ܹ�������ѡʱ���뾫���ͳ���������������
3) ��ԭ���ɵĴ������ڴ�ѡʱ�γɴ��žۣ��������ϸ������������ѡ���յĿ����ԣ���ϸ��ʯӢ�����ƻ�ʯ���������Ի�е���ӵ���ʽ������ž��У��������������ʺ�����
REFERENCES
[1] DONATO D B, NICHOLS O, POSSINGHAM H, MOORE M, RICCI P F, NOLLER B N. A critical review of the effects of gold cyanide-bearing tailings solutions on wildlife[J]. Environment International, 2007, 33(7): 974-984.
[2] ������, ��ƽ��, ������. �����軯β���н��������Ļ��������о���չ[J]. �����, 2017, 38(3): 88-92.
BIAN Zhen-zhong, FU Ping-feng, LI Zhen-yu. Research progress of recycling gold, silver and iron from roasted cyanide tailings[J]. Precious Metals, 2017, 38(3): 88-92.
[3] ֣�Ž�, �� ��, ������. �軯β����ԭ��������������軯�����¹���[J]. �й���ɫ����ѧ��, 2014, 24(9): 2426-2433.
ZHENG Ya-jie, GONG Chang, SUN Zhao-ming. New technology of iron extraction and gold recovery from cyanide tailings by cyanide process after reduction roasting and acid leaching[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(9): 2426-2433.
[4] FU Ping-feng, LI Zhen-yu, FENG Jie, BIAN Zhen-zheng. Recovery of gold and iron from cyanide tailings with a combined direct reduction roasting and leaching process[J]. Metals, 2018, 8(7): 561.
[5] л����, �ų��, �� ��, ��˼ΰ, �� ��. ij�����軯β���ۺ����������о�[J]. ������ɽ, 2011(1): 150-152.
XIE Jian-hong, ZHANG Chong-hui, LI Hui, LIU Si-wei, WANG Su. Experimental researches on comprehensive utilization of roasting cyanided tailings[J]. Metal Mine, 2011(1): 150-152.
[6] �е���, �·���, �����, �� ��. ��ԭ����-��ѡ�����軯β�������������о�[J]. ��ұ����, 2011, 31(5): 35-38.
SHANG De-xing, CHEN Fang-fang, ZHANG Yi-fei, ZENG Ming. Recovery of iron from gold-cyanide residue by reduction roasting and magnetic separation[J]. Mining and Metallurgical Engineering, 2011, 31(5): 35-38.
[7] ������, ���Ƚ�, ��С��, ������, ��¸�. �軯���Ż����չ������������ﷴӦ��Ϊ������ѧ����[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2011, 42(12): 3623-3629.
ZHANG Ya-li, YU Xian-jin, LI Xiao-bin, ZHANG Li-peng, LI De-gang. Thermodynamics analysis of ferric compound during roasting-preparing process of cyanide tailings[J]. Journal of Central South University (Science and Technology), 2011, 42(12): 3623-3629.
[8] ZHANG Y L, LI H M, YU X J. Recovery of iron from cyanide tailings with reduction roasting-water leaching followed by magnetic separation[J]. Journal of Hazardous Materials, 2012, 213/214: 167-174.
[9] LIU B L, ZHANG Z H, LI L B, WANG Y J. Recovery of gold and iron from the cyanide tailings by magnetic roasting[J]. Rare Metal Materials and Engineering, 2013, 42(9): 1805-1809.
[10] GUO X, SASAKI Y, KASHIWAYA Y, ISHII K. Microreaction mechanism in reduction of magnetite to wustite[J]. Metallurgical and Materials Transactions B, 2004, 35(3): 517-522.
[11] LEI C, YAN B, CHEN T, XIAO X M. Recovery of metals from the roasted lead-zinc tailings by magnetizing roasting followed by magnetic separation[J]. Journal of Cleaner Production, 2017, 158: 73-80.
[12] PENG T F, GAO X C, LI Q B, XU L J, LUO L Q, XU L H. Phase transformation during roasting process and magnetic beneficiation of oolitic-iron ores[J]. Vacuum, 2017, 146: 63-73.
[13] �� ��, �����, ��۷�, ������, ������. ���Ӽ��Ժ����Ѵ�����ֱ�ӻ�ԭ��ѡ���������Ӱ��[J]. �й���ɫ����ѧ��, 2017, 27(8): 1720-1728.
GENG Chao, SUN Ti-chang, YANG Hui-feng, MA You-wen, HU Tian-yang. Effect of additives on titanium and iron separation from beach titanomagnetite by direct reduction followed by magnetic separation[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(8): 1720-1728.
[14] WANG R C, ZHAI Y C, NING Z Q, MA P H. Kinetics of SiO2 leaching from Al2O3 extracted slag of fly ash with sodium hydroxide solution[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(6): 1928-1936.
[15] ������, ��־��, ��ʿ��. ��ͭ�̻Ҽ�����������ѧ������ѧ[J]. ��ɫ����(ұ������), 2013(4): 3-7.
WU Yu-lin, XU Zhi-feng, HAO Shi-tao. Thermodynamics and kinetics of alkaline leaching of arsenic in copper smelting slags[J]. Nonferrous Metals (Extractive Metallurgy), 2013(4): 3-7.
[16] ORHAN G. Leaching and cementation of heavy metals from electric arc furnace dust in alkaline medium[J]. Hydrometallurgy, 2005, 78: 236-245.
[17] �ǽ���, �� ˫, ������, �� ��, �¾���, �绪��, �°���. ���������������������[J]. �й���ɫ����ѧ��, 2018, 28(11): 2358-2365.
QIAO Jin-xi, LONG Shuang, MA Ya-lin, QIU Yang, CHEN Jing-yang, MIAO Hua-lei, CHEN Ai-liang. Alkali leaching of cobalt/nickel residue containing arsenic using air[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(11): 2358-2365.
[18] ��ѧ��, ������, ������, �� �D, ���ӿ�. �ݼ����ֲܷ���ȡ������·�����м۽���[J]. �й���ɫ����ѧ��, 2017, 27(2): 406-413.
GUO Xue-yi, JIANG Xiao-jian, LIU Jing-xin, LIU Yang, LIU Zi-kang. Recovery of metal values from waste printed circuit boards using a cascading alkali leaching process[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(2): 406-413.
[19] LI J, LI B, HAN J, GAO Z, WANG J. A comparative study on the reduction mechanism of Fe2O3 under different heating methods[J]. JOM, 2014, 66(8): 1529-1536.
[20] �����, �� ��, ������. ����CaO-FeOx-SiO2 ��Ԫ��ϵ���������������ѧ����[J]. ������ѧѧ��, 2008, 24(9): 1540-1546.
ZHANG Lin-nan, ZHANG Li, WANG Ming-yu. Thermodynamics of phase transformations in oxidation process of CaO-FeOx-SiO2 system with high iron content[J]. Acta Physico-Chimica Sinica, 2008, 24(9): 1540-1546.
[21] COSTA R, LELIS M, OLIVEIRA L, FABRIS J, ARDISSON J, RIOS R, SILVA C. Novel active heterogeneous Fenton system based on Fe3-xMxO4(Fe, Co, Mn, Ni): The role of M2+ species on the reactivity towards H2O2 reactions[J]. Journal of Hazardous Materials, 2006, 129(1/3): 171-178.
Cascading recovery of gold and iron from cyanide tailing and formation mechanisms of impurities in iron concentrates
FU Ping-feng1, 2, WANG Hua-jun1, 2, HU Wen-tao1, 2, BIAN Zhen-zhong1, LI Zhen-yu1
(1. School of Civil and Resources Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. State Key Laboratory of High-Efficient Mining and Safety of Metal Mines, Ministry of Education, Beijing 100083, China)
Abstract: A cascading process, namely, magnetization roasting-thiourea leaching-magnetic separation-alkaline leaching, was developed to extract gold and prepare iron concentrates (ICs) from roasting cyanide tailing (RCT). The formation mechanisms of impurities in ICs were revealed by phase transformation, thermodynamics calculation and structure analysis. The results show that, after magnetization roasting of RCT by adding 8% coke powders at 700 �� for 60 min, Au extraction rate of 65.87% is achieved by thiourea leaching. Rough ICs with TFe grade of 55.01% are obtained by grinding and magnetic separation of leaching residue. By further leached in 10% NaOH solution, qualified ICs with TFe grade of 62.22% and recovery of 69.80% are prepared. The phase transformation and thermodynamics calculation reveal that fayalite, grossular and hedenbergite, tightly combing with magnetite, are generated by reacting iron oxides with Si, Al, Ca and heavy metals. Structural analysis exhibits that the impurity minerals are mechanically mixed into formed magnetic agglomerates, resulting in low quality of ICs.
Key words: roasting cyanide tailing; cascading recovery; magnetization roasting; iron concentrates; alkaline leaching; phase transformation; thermodynamics calculations
Foundation item: Project(2018YFC1900604) supported by National Key Research and Development Program of China; Projects(51674017, 51874017) supported by National Natural Science Foundation of China
Received date: 2019-03-18; Accepted date: 2019-06-24
Corresponding author: FU Ping-feng; Tel: +86-13520202167; E-mail: pffu@ces.ustb.edu.cn
(�༭ ����)
������Ŀ�������ص��о���չ�ƻ�������Ŀ(2018YFC1900604)��������Ȼ��ѧ����������Ŀ(51674017��51874017)
�ո����ڣ�2019-03-18�������ڣ�2019-06-24
ͨ�����ߣ���ƽ�ᣬ�����ڣ���ʿ���绰��13520202167��E-mail��pffu@ces.ustb.edu.cn

