
Paint-bake response of AZ80 and AZ31 Mg alloys
SHA Ming-hong(沙明红), SHI Guo-dong(史国栋), WANG Yu(王 瑜), QIAO Jun(乔 军)
School of Materials Science and Engineering, University of Science and Technology Liaoning, Anshan 114051, China
Received 23 September 2009; accepted 30 January 2010
Abstract: Aging behaviors of extruded and rolled AZ80 and AZ31 Mg alloys were investigated under conditions similar to the paint-bake cycle currently used in automotive industry. Artificial aging at 170 ?C from 0.5 to 12 h was conducted on solution-treated specimens to study the effects of aging on mechanical properties. SEM observations and EDS data show that β-phase of Al12Mg17 precipitates continuously or discontinuously from α-Mg matrix and distributes along grain boundaries of the AZ80 alloy during artificial aging. Data of tensile tests and Vickers hardness tests show that an optimum mechanical property is achieved after baking at 170 ?C for 6-8 h when Vickers hardness, tensile strength, and elongation are increased by 6.35%, 15.30%, and 7.88%, respectively, while the AZ31 alloy does not exhibit significant hardening behavior over the aging period.
Key words: AZ80 Mg alloy; AZ31 Mg alloy; tensile strength; precipitation; age hardening
1 Introduction
Magnesium and its alloys are named as green metallic materials for the 21st century because of their low density and energy-saving capacity, high specific strength, and excellent electro-magnetic interference shielding performance.
One important factor that prevents further utilization of Mg alloys is their low formability of HCP crystal structure. The processes used to enhance formability often bring the typical controversy that strength of Mg alloy usually drops with an increase of formability. Therefore, it is important to develop hardening mechanisms and techniques to improve the strength of Mg alloys after plastic forming. Researchers have devoted to study aging performances and mechanisms of Al-Mg alloys[1-6]. In recent years, more attention was paid to Mg alloys. XU et al[7] studied the effects of pre-aging on the microstructure and mechanical properties of Mg-9Al-1Zn alloy, and ZHENG et al[8] studied the effects of pre-deformation on aging and mechanical behaviors of Mg-RE alloy. It is agreed that no matter before deformation, during deformation, or after deformation, precipitates generated from artificial aging or natural aging play an important role in hardness and strength level of the Mg alloys with high Al or rare earth content. For the solution-treated Mg alloys with relatively high Al content, β-phase of Al12Mg17 generally precipitates from the oversaturated-Mg solid solution during aging, offering significant influence on the performance of the material[9].
Paint-bake cycle is an integral part of automobile production used to harden paint on the automobile body-in-white, and the typical bake cycle is at 170 ?C for 30 min[10]. The paint-bake responses of Mg alloy have not received significant attention in the literature. In this work, artificial aging at 170 ?C as a simulation to paint- bake cycle on an extruded and rolled AZ80 alloy was performed, followed by Vickers hardness measurement, tensile test, and metallographic observation. Data of an AZ31 alloy experienced similar experimental procedure were included, and aging behaviors and mechanisms of two alloys were compared and discussed.
2 Experimental
2.1 Materials
The investigated materials were extruded and hot-rolled AZ31 and AZ80 Mg alloys. Casting bars of d165 mm were extruded to 12 mm-thick plates at temperature from 330 to 370 ?C. The thicknesses of the AZ31 and AZ80 plates were reduced to 5.5 and 3.5 mm respectively after three-pass hot or warm rolling. The compositions are listed in Table 1.
Table 1 Compositions of AZ31 and AZ80 Mg alloys (mass fraction, %)

Solution treatments and aging treatments were conducted on the AZ31 and AZ80 alloys, followed by Vickers hardness measurement, tensile test, and metallographic observation. Specimens with proper geometries were prepared for each of these tests. Sample thickness corresponded to the rolled plate thickness, approximately 3.5 mm for AZ31 alloy and 5.5 mm for AZ80 alloy.
2.2 Aging treatments
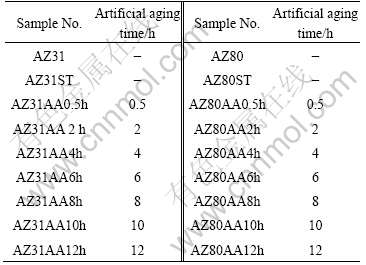
Solution treatments and aging treatments were conducted on samples in a resistance furnace where the temperature was controlled to be ± 3 ?C and monitored by a type-K thermo-couple adjacent to the sample. The solution treatment was at 400 ?C for 3 h, followed by water quench. Solution-treated samples were respectively aged for 0.5, 2, 4, 6, 8, 10, and 12 h at 170 ?C, followed by air cooling. The samples designated for the artificial aging procedure are listed in Table 2 (ST: solution treat, AA: artificial aging).
Table 2 Sample designations for artificial aging
2.3 Metallographic observation
The standard procedure and techniques for metallographic specimen preparation were followed to a final polishing with 1.5 μm diamond compound. Then, the specimens were etched in a solution of 5 g picric acid, 25 mL acetic acid, 10 mL water, and 100 mL ethanol for 5-20 s. The microstructures were examined in a JVC TK-350EG optical microscope.
2.4 Hardness tests and tensile tests
Vickers hardness was measured by a MHV-100 Vickers hardness tester with a loading force of 9.8 N and a loading time of 10 s. Three to five hardness measurements were conducted for each specimen after solutionizing or aging treatments.
Tensile specimens were prepared with the geometry shown in Fig.1. The thickness of each sample corresponded to the plate thickness, and the tensile axis was machined to be parallel to the rolling direction. Tensile specimens were tested at room temperature and a constant displacement rate of 0.05 mm/s on a screw- driven WDW3100 testing machine. All specimens were pulled to failure.
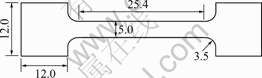
Fig.1 Geometry of tensile specimen (Unit: mm)
3 Results and discussion
3.1 Metallographic observation
Optical metallographs illustrating the micro- structures of the AZ31 alloy in as-received condition and aged conditions are shown in Fig.2. The solution-treated texture is oversaturated by α-Mg solid solution. No obvious β precipitates are observed over the applied aging time in this investigation, which is reasonable due to the low Al content of the AZ31 alloy.
Micrographs of the AZ80 alloy after aging are shown in Fig.3. It is evident that the amount of β phase increases significantly with the increase of the aging time. β particles initially precipitate along grain boundaries in granular shape, as shown in Fig.3(c), and then gradually develop into massive shape on grain boundaries, as shown in Fig.3(d). When the aging time is over 6 h, β particles near triangle grain boundaries grow into the grains in a manner shown in Figs.3(e) and (f). Similar results were reported by ZHANG et al[11], ?LEZ-MART?NEZ et al[12] and DULY et al[13] in the study on Mg-Al-Zn series Mg alloy.
Similar to the pattern presented by CELOTTO[14], the continuously or discontinuously precipitated β phases along grain boundary in the AZ80AA6h sample are clearly shown in the SEM photograph in Fig.4. Another SEM micrograph and the corresponding EDS results for the AZ80AA4h sample are shown in Fig.5. It is shown that the precipitated particle has an Al content of 43.52% (mole fraction) and a Mg content of 56.48% (mole
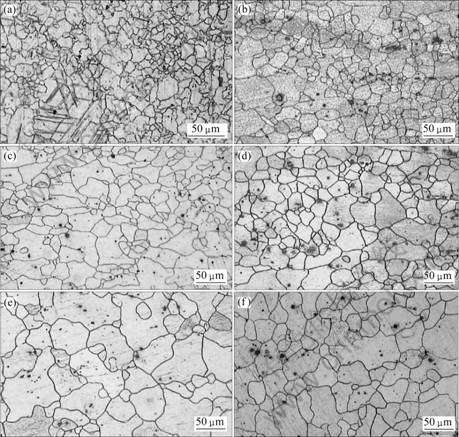
Fig.2 Optical micrographs of AZ31 Mg alloy under different conditions: (a) As-received; (b) Solution-treated; (c) Artificially aged for 0.5 h; (d) Artificially aged for 2 h; (e) Artificially aged for 6 h; (f) Artificially aged for 10 h

Fig.3 Optical micrographs of AZ80 Mg alloy under different conditions: (a) As-received; (b) Solution-treated for 3 h; (c) Artificially aged for 0.5 h; (d) Artificially aged for 2 h; (e) Artificially aged for 6 h; (f) Artificially aged for 12 h

Fig.4 β-phase distribution in AZ80AA6h sample

Fig.5 SEM micrograph(a) and EDS results(b) of AZ80AA4h sample
fraction), which gives a similar Mg?Al ratio to that of Al12Mg17, indicating that the precipitated particles are Al12Mg17. Similar results were presented by LIU et al[15] in a study on die-cast AZ63 Mg alloy.
3.2 Hardness tests
Hardness test data are plotted in Fig.6 as Vickers hardness against aging time. As expected, the hardness of the AZ80 alloy is overall higher than that of the AZ31 alloy because of its higher Al content and stronger solid-solution strengthening effect. The hardness of the AZ80 alloy increases from HV 56 to HV 61 during aging time from 0.5 h to 4 h, which indicates that the hardness of the precipitated fine Al12Mg17 particles along grain boundaries increases by 7.0% during the first 4 h aging and by 6.35% in 8 h aging. However, extra aging time does not give a further hardness enhancement. For the AZ31 alloy, as expected, the hardness does not change significantly over the applied aging time.
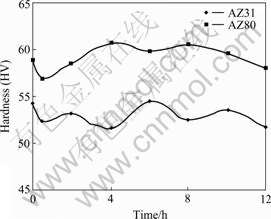
Fig.6 Vickers hardness for AZ31 and AZ80 Mg alloys
3.3 Tensile tests
Tensile test data are given in Fig.7(a) as tensile strength versus aging time, and in Fig.7(b) as elongation

Fig.7 Effects of aging time on properties of AZ31 and AZ80 alloys: (a) Tensile strength; (b) Elongation
versus aging time. Agreed with the hardness data, the tensile strength of the AZ80 alloy is overall higher than that of the AZ31 alloy, as shown in Fig.7(a), and it increases with increasing aging time in 0.5-6 h, then decreases to a strength of 250 MPa at the aging time of 12 h. The tensile strength of the AZ31 alloy does not change significantly over the aging period. In Fig.7(b), both of the materials exhibit the maximum elongation at the aging time of 8 h. Agreed with the results in Ref.[12], the best comprehensive mechanical property is obtained during 6 to 8 h artificial aging for the AZ80 alloy. In this condition, tensile strength is increased by 15.30% and elongation is increased by 7.88%, and the most possible reason is the fine β-phase precipitates along grain boundaries.
4 Conclusions
1) Artificial aging treatment as a simulation to the paint-bake cycle currently used in automotive industry is conducted on the AZ80 and AZ31 alloys.
2) Optimum mechanical property is achieved for the AZ80 alloy experienced baking at 170 ?C for 6-8 h. In this condition, Vickers hardness, tensile strength, and elongation are increased by 6.35%, 15.30%, and 7.88%, respectively.
3) During artificial aging, the fine β-Al12Mg17 phases precipitate continuously or discontinuously from the α-Mg matrix and distribute along grain boundaries in the AZ80 alloy. The interaction between β precipitates and grain boundary causes an increase in Vickers hardness and tensile strength.
4) Because of the relatively low Al content, AZ31 alloy does not exhibit significant hardening behavior over the applied aging time in this investigation.
References
[1] DUSTIN C B, JENNIFER A H, EMMA L, CRISTINA T M, QIAO J, ERIC M T. The paint-bake response of three Al-Mg-Zn alloys [J]. Mater Sci Eng A, 2003, 339: 194-204.
[2] JI Y L, GUO F A, PAN Y F. Microstructural characteristics and paint-bake response of Al-Mg-Si-Cu alloy [J]. Trans Nonferrous Met Soc China, 2008, 18(1): 126-131.
[3] SHERCLIFF H R, ASHBY M F. A process model for age hardening of aluminium alloys―Ⅰ. The model [J]. Acta Metall Mater, 1990, 38(10): 1789-1802.
[4] DESCHAMPS A, BRECHET Y. In?uence of predeformation on ageing of an Al-Zn-Mg alloy―Ⅱ. Modeling of precipitation kinetics and yield stress [J]. Acta Mater, 1998, 47(1): 293-305.
[5] BER L B. Accelerated arti?cial ageing regimes of commercial aluminium alloys―Ⅱ. Al-Cu, Al-Zn-Mg-(Cu), Al-Mg-Si-(Cu) alloys [J]. Mater Sci Eng A, 2000, 280: 91-96.
[6] LIU H, CHEN Y, ZHAO G, LIU C M, ZUO L. Effect of pre-aging on precipitation behavior of Al-1.29Mg-1.22Si-0.68Cu-0.69Mn-0.3Fe- 0.2Zn-0.1Ti alloy [J]. Trans Nonferrous Met Soc China, 2006, 16(4): 917-921.
[7] XU S W, MATSUMOTO N, KAMADO S, HONMA T, KOJIMA Y. Effect of pre-aging treatment on microstructure and mechanical properties of hot compressed Mg-9Al-1Zn alloy [J]. Mater Sci Eng A, 2009, 517: 354-360.
[8] ZHENG K Y, DONG J, ZENG X Q, DING W J. Effect of pre-deformation on aging characteristics and mechanical properties of Mg-Gd-Nd-Zr alloy [J]. Trans Nonferrous Met Soc China, 2007, 17(6): 1164-1168.
[9] ZHOU J P, ZHAO D S, WANG R H, SUN Z F, WANG J B, GUI J N, ZHENG O. In situ observation of ageing process and new morphologies of continuous precipitates in AZ91 magnesium alloy [J]. Materials Letters, 2007, 61(25): 4707-4710.
[10] MA M T. Advanced Automotive steel [M]. Beijing: Chemical Industry Press, 2008: 40-48. (in Chinese)
[11] ZHANG M X, KELLY P M. Crystallography of Mg17Al12 precipitates in AZ91D alloy [J]. Scripta Mater, 2003, 48(5): 647-652.
[12] ?LEZ-MART?NEZ R G, G?KEN J, LETZIG D, STEINHOFF K, KAINER K U. In?uence of aging on damping of the magnesium-aluminium-zinc series [J]. Journal of Alloys and Compounds, 2007, 437: 127-132.
[13] DULY D, CHEYNET M C, BRECHET Y. Morphology and chemical nanoanalysis of discontinuous precipitation in Mg-Al alloys: Regular growth [J]. Acta Metall Mater, 1994, 42(1): 3843-3854.
[14] CELOTTO S. TEM study of continuous precipitation in Mg-9%Al-1%Zn alloy [J]. Acta Mater, 2000, 48(8): 1775-1787.
[15] LIU C L, XIN Y C, TANG G Y, PAUL K C. In?uence of heat treatment on degradation behavior of bio-degradable die-cast AZ63 magnesium alloy in simulated body ?uid [J]. Mater Sci Eng A, 2007, 456: 350-357.
(Edited by CHEN Wei-ping)
Foundation item: Project(50801034) supported by the National Natural Science Foundation of China; Project(20060425) supported by the Scientific and Technological Research Key Laboratory Foundation of Liaoning Education Department, China
Corresponding author: QIAO Jun; Tel: +86-412-5929532; E-mail: qiaoj@ustl.edu.cn

