DOI��10.19476/j.ysxb.1004.0609.2017.07.22
����������ֽ⼰��������
�� �����ƽ������������������������
(���ϴ�ѧ ұ���뻷��ѧԺ����ɳ 410083)
ժ Ҫ������������������ֽ�ͷֽ������巨�����������о������������������ֽ��¶ȡ���Ӧʱ�䡢Һ�̱ȶ���������Fe��Zn��Ag�����ʵ�Ӱ�죬�Լ����巨�����������������������������������Ϊ������ֵ��1.5�����ֽ��¶�95 �桢ʱ��2.5 h��Һ�̱�2.5:1����������£���������Fe��Zn�����ʷֱ�Ϊ93.85%��92.25%����Ag�Ľ����ʽ�Ϊ1.99%���ֽ�Һ�������������ˮ�ȷ��Ʊ����죬�ֽ�����Ag������1060 g/t����Һ�̱�10:1������Ũ��15 g/L�������¶�90 �桢��Ӧʱ��2.5 h�����������£�Ag��ƽ����������93%���ϣ�ͬʱ������Pb��Ʒλ��1.7%��ߵ�7.5%��
�ؼ��֣���������ʪ����п��Ag�����壻�ֽ�
���±�ţ�1004-0609(2017)-07-1504-09���� ��ͼ����ţ�TF8���� ���ױ�־�룺A
Ŀǰ��80%�Ľ���Zn���á�����-����-�������ʪ���������������и��¸����������пʱ��FeҲͬʱ�������Һ��Ϊ��ʵ����п���룬�Ⱥ��ڹ�ҵ��Ӧ�ó����ķ����лƼ���������ת������������������Ŀǰ����������ûƼ��������϶࣬��֮�������������÷��������֡������Ժã������������٣�������Ҫȱ����������Ҫ���ļ�������ͣ����ȶ��Բ�[1-3]��������һ����ұ�������������Ѵ棬�ⲻ��ռ�ô��������������Դ�������������е��ؽ�������Zn��Cu��Cd��Pb��As��Sb�ȣ�����Ȼ�Ѵ������»���ܳ��Ӷ���Ⱦ����ˮ������[4-6]��Ŀǰ���������Ĵ����������������ͻ����м۽����������档����������������Ҫ�и����սᷨ[7-10]����ԭ����-��ѡ��[11]������ˮ�ⷨ[12-14]���ܼ��������ȣ��������е�����Դ�ֱ��Թ����Ρ������λ�Fe2O3����̬�����������������մɲ��ϡ����ϻĵ�����õ���ֵ���ã����ؽ���Ԫ����õ���Ч���ջ�̻�������������Ӫ�ɱ��ߣ���δ�õ��ƹ����á��������м۽����Ļ��գ��Ӿ���Ч���Ͽ��ǣ���Ҫ�����ڻ������е�ϡɢ����Ln��Ag�ȣ�������ɽұ������������Ausmelt¯�����������е��м۽���������ʵ�ֹ�ҵ�������ù��չ̶�Ͷ�ʺ����гɱ����ϸߣ��Ҹ��»ӷ������л�����ɿ�����Ⱦ[15]����ˣ���ξ�����Ч�ش��������Ӵ��ʪ����п����������Ȼ�ǵ�����ɫұ��ҵ���ٵ���Ҫ�������⡣
���ڵ��о�������������ۺ�����Ҳ�����������о���������пұ���������ι�˾�ľ�ѧ���[16]�ͻ�����[17]���á�ϴ��-���ա����նԸó�������������̽�����飬����ͨ����ϴ��ʹ����Zn������9.20%������1.50%��ϴ�������ӽ��۱��գ��ɵú�Fe 53%��Zn1.3%���������������ù��ձ��յ�Ч��������е�п�������ߣ�Fe�������ͣ����ﵽ������ı����Ͻ��ұ����о�Ժ�����̲���[18]���á����-����-��������մ�����������������������е�Zn��������3.97%������Լ0.085%��������������ɴﵽ66%�����ù������̹����������ҺZn��Fe�����ͣ���������Ч�ʲ��ߡ�Ѧ�����[15]���Ƽ���������650 ���±���1 h��Ȼ����105 �桢Һ�̱�5:1��������6 mol/L��NH4C1����Zn��Pb��Cd����������160 ������23.08%��NaOH��Һ����1 h���������е�Fe��������ߵ�54%���ң����ù��ս����¶ȿ��̣����ܺĽϴ�����Fe����ƫ�ͣ����Դﵽ����ԭ�ϵ�Ҫ��
�ɴˣ��������������H2SO4�ȷֽ�-��������-���������Ʊ����족�ĺ���������ʪ���������ա���������H2SO4��ϵ���ȷֽ���������������Fe��ZnŨ�ȷֱ�Ϊ101.3 g/L��13.7 g/L�ķֽ������Һ�Լ���Ag��������Ag 1240 g/t�ķֽ����У�ǰ�߾��������������¿���ȡ���죬���߲�����������������о�������������ֽ⣬�ֽ������巨���������������������ֽ��¶ȡ���Ӧʱ�䡢Һ����������ȶ�����������Ҫ���������ʵ�Ӱ����ɼ��������������Ź���������
1 ʵ��
1.1 ԭ��
��������������ȡ�����ɹ�ijʪ����п�����仯ѧ�ɷ����ڱ�1��XRD���������ͼ1��ʾ��
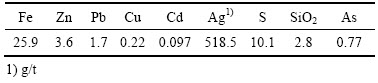
��1 �������Ļ�ѧ�ɷ�
Table 1 Chemical composition of jarosite residue (mass fraction, %)
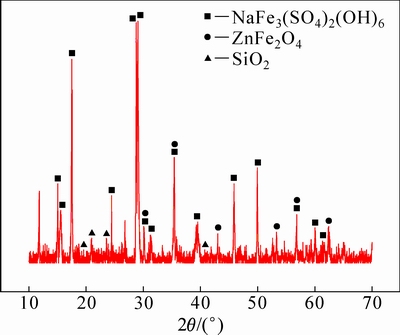
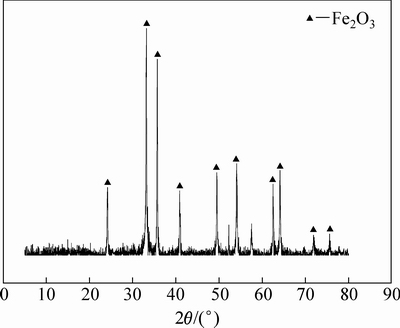
ͼ1 ��������XRD��
Fig. 1 XRD pattern of jarosite resisue
�ɱ�1��֪������������Ҫ��ѧ���ΪFe(25.9%)��S(10.1%)�����ΪZn(3.6%)��SiO2(2.8%)��Pb(1.7%)����ͼ1�ɿ�����ԭ���е�Fe��Ҫ��������NaFe3(SO4)2(OH)6����ʽ���ڣ�Zn��Ҫ������пZnFe2O4����ʽ���ڡ���Ag+��Pb2+��Na+��K+��NH4+һ����������������[AgFe3(SO4)2(OH)6]��Ǧ����[Pb0.5Fe3(SO4)2(OH)6]����ʽ�������������뷰����Cu2+��Cd2+������Zn2+��Ҫȡ�����������е�Fe3+���������У���Sb5+��Sn4+��As5+���ٲ�����SbO43-��SnO32-��AsO43-��̬ȡ�����������Զ�����FeSbO4��FeSnO3��FeASO4�������������[19-21]��
1.2 ����װ�ü�����
����������ֽ�����װ����ͼ2��ʾ������������ֽ�ʵ����1L�ܱյ��ձ��н��У��¶��ɺ���ˮԡ�����ơ���ȡһ�����Ĺ�ҵŨ��������ձ��У���Ԥ��Һ�̱ȼ���һ�����������ˮ������������ˮԡ���У�����Һ�¶Ⱥ㶨��Ԥ��ֵ��ȡ40 g���������������ձ��У�����������ȣ�����ʼ��ʱ������Ԥ��ʱ���ֹͣ��Ӧ�����й��ˣ��˱�������ˮ��ϴ3�Σ�ϴˮ����Һ�ϲ�����ȡ�����ICP-AES����ȡ��������������Զ����������ɺ�ȡ��������ȡ�������������Ľ�������R���б��������㹫ʽ��ʽ(1)��ʾ��
 (1)
(1)
ʽ�У�RΪ�����Ľ����ʣ�%����Ϊ������Ũ�ȣ�g/L��VΪ��Һ�����L��mΪ����������g��wΪ��������������ռ����������%��
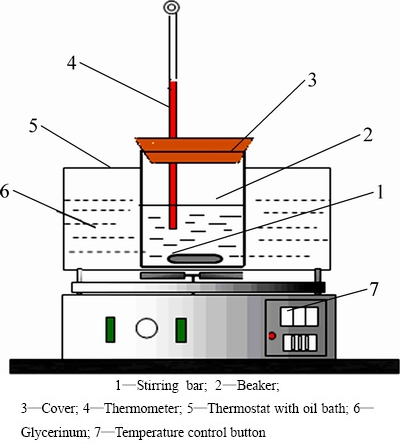
ͼ2 ����������ֽ�����װ��ͼ
Fig. 2 Schematic diagram of experimental set-up for sodium jarosite residue decomposition
2 �������̼�ԭ��
2.1 ��������
����������ֽ⼰����������ԭ��������ͼ3��ʾ��
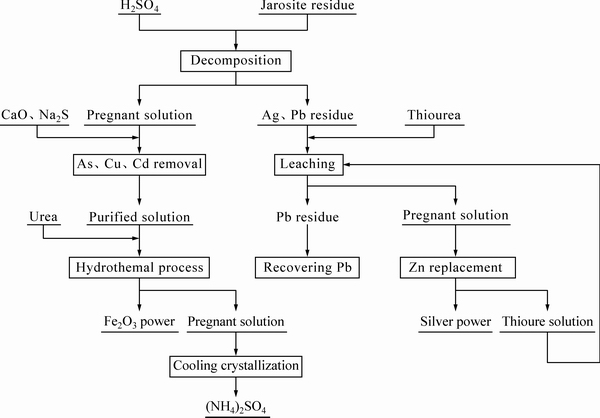
ͼ3 ����������ֽ⼰����������ԭ������ͼ
Fig. 3 Principle flow sheet of decomposition of jarosite residue in sulfuric acid medium and recovery of silver with thiourea solution
2.2 ʵ��ԭ��
2.2.1 ����������ֽ�ԭ��
��ǰ�����������������Ľ�����Fe��Zn��Ag��Cu��Cd��Pb��As��Sb�ȣ���Ҫ�������ΪNaFe3(SO4)2(OH)6��ZnO��Fe2O3����ˣ�����������ֽ����Ҫ��Ӧ��ʽ(2)��(3)��ʾ�����ŻƼ�����������ƻ������������е�Zn2+��Ag+��Cu2+��Cd2+��Pb2+��As3+��Sb3+���������Ӿ��������������е��������ڸ���ʱҲ�ᱻ�ֽ���As5+����ʽ������Һ����Ӧ��ʽ(4)��ʾ��

 (2)
(2)
 (3)
(3)
 (4)
(4)
2.2.2 ��������ԭ��
�����ֳ�������أ������ʽΪSC(NH2)2��������ˮ��25 ����ˮ���ܽ��Ϊ14%��ˮ��Һ�����ԡ����������Խ����о��л�ԭ�ԣ����������£����������Խ����г�ʱ����ÿ����������ɶ������(SCN2H3)2�������ܽ�Ag��ԭ��Ϊ�����������ڵ������£�Ag��Ag[(SC(NH2)2)]3+��ʽ���������������Һ�У���Fe3+Ϊ����������Fe3+��Fe2+��ԭ���̣��������̷������·�Ӧ��

 (5)
(5)

 (6)
(6)

 (7)
(7)
���ܷ�ӦΪ
 (8)
(8)
25 ����Ag-SC(NH2)2-H2Oϵ��λ-pHͼ��ͼ4����ͼ4��֪��Ag�ܽ�����Ag[(SC(NH2)2)]3+����Fe2+������Fe3+�ߵ����棬��Ag�ܽ�����H2O�����ȶ�����˵��������ѧ������������Fe3+���������ǿ��еģ����������ɶ������(SCN2H3)2�������ܽ������ཻ����ӦpHΪ6.17��˵�����ܽ������pHֵ��С��6.17���������Խ����У���ʱ��������Fe2+������Fe3+�ߵ����棬˵����������Һ���ܽ�O2���������ܹ������ܽ��������ܹ�����Fe2+ʹFe3+������

ͼ4 Ag-SC(NH2)2-H2Oϵ��λ-pHͼ
Fig. 4 Potential-pH diagram of Ag-SC(NH2)2-H2O system
3 ��������
3.1 ����������Ӱ��
��Һ�����������3:1������ʱ��2.0 h����Ӧ�¶�Ϊ95 ��������£��ı�H2SO4�ļ������Կ�������������ֽ���̵�Ӱ�죬�����ͼ5��ʾ��
��ͼ5��֪��Fe��Zn��Ag�����ʶ����������������Ӷ����ӣ�����������Ϊ�����ۺ�����1.5��ʱ�����ߵĽ����ʷֱ�ﵽ89.21%��82.01%�Լ�50.1%���˺�����������������Fe��Zn��Ag�Ľ����ʻ������ֲ��䡣
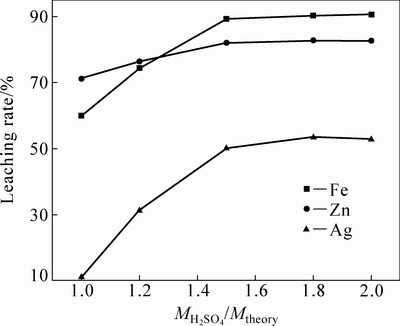
ͼ5 ����������Fe��Zn��Ag�����ʵ�Ӱ��
Fig. 5 Effect of H2SO4 addition on leaching rate of Fe, Zn and Ag
3.2 �ֽ��¶ȵ�Ӱ��
��Һ�����������3:1����������Ϊ������ֵ��1.5������Ӧʱ��2.0 h�������¡��ı�ֽ��¶��Կ�������������ֽ���̵�Ӱ�죬�����ͼ6��ʾ��
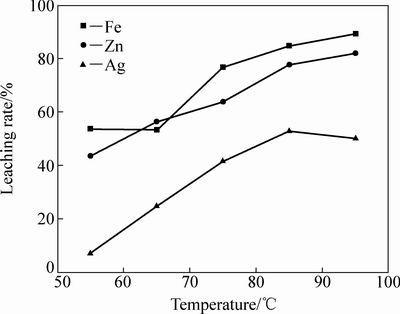
ͼ6 ��Ӧ�¶ȶ�Fe��Zn��Ag�����ʵ�Ӱ��
Fig. 6 Effect of temperature on leaching rate of Fe, Zn and Ag
��ͼ6��֪���¶ȶԷֽ����Ӱ��ϴ������¶������ڽ��������ʵ�����������Fe��Zn�����¶���55 �������95 ��ӽ�ˮ�ķе�ʱ��Fe��Zn�����ʷֱ���53.53%��43.53%����������89.21%��82.01%������Ҫ����������������п�����������ܳ�����ѹ��ֻ���ڽϸߵ��¶Ⱥ���ļ��������£��Ż�ֽ��������һ���棬Ag�Ľ�����Ҳ���Ž����¶ȵ����������ӣ����¶���55 �������95 ��ʱ��Ag�Ľ�������֮��6.9%������52.84%������Ҫ�����ڷ����е�Ag�������������ʽ���ڣ��ڽ��������У����������ƻ���������������¶������Ag��H2SO4��Ӧ����Ag2SO4��������Ag2SO4�ܽ�Ⱥ�С�������ڽ������У���������Ag2SO4�ܽ���������ԡ�
3.3 ��Ӧʱ���Ӱ��
��Һ�����������3:1����������Ϊ������ֵ��1.5������Ӧ�¶�95 ��������£��ı䷴Ӧʱ���Կ�������������ֽ���̵�Ӱ�죬������ͼ7��ʾ��
��ͼ7��֪����Ӧʱ���ӳ������ڽ���Fe��Zn�����ʵ���ߡ�������ʱ����0.5 h�ӳ���2.5 hʱ��Fe��Zn�Ľ����ʷֱ���80.74%��70.92%������88.94%��85.43%��Ag�Ľ����ʱ仯�����������ӳ�����ʱ�䣬Fe�Ľ����ʱ仯����Zn�Ľ������ڻ������ӣ�Ag�Ľ������½���36.2%����ѽ���ʱ��Ϊ2.5~3 h��
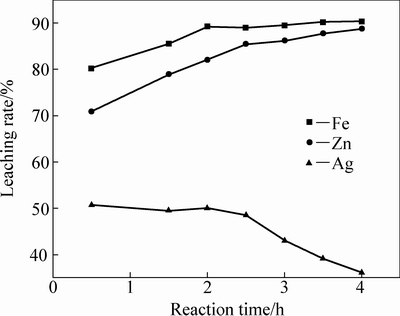
ͼ7 ����ʱ���Fe��Zn��Ag�����ʵ�Ӱ��
Fig. 7 Effect of reaction time on leaching rate of Fe, Zn and Ag
3.4 Һ�̱ȵ�Ӱ��
����������Ϊ������ֵ��1.5��������ʱ��2.0 h����Ӧ�¶�95 ��������£��ı�Һ�̱��Կ�������������ֽ���̵�Ӱ�죬�����ͼ8��ʾ��
��ͼ8��֪������Һ�̱ȵ�����Fe��Zn�Ľ����ʶ��ʼ�С�����ƣ���Ag�Ľ�������Һ�̱�Ϊ3:1ʱ���������Һ�̱ȵ��������Խ��ͣ�����Ҫ������Һ�̱ȵ����ӵ������������Ũ�ȴ�����͡�Һ�̱ȹ�����Һ��Fe��Zn��Ag������֮���ͣ����յ�������Ч�ʵĽ��͡���ˣ�ѡ�����ŵ�Һ�����������Ϊ2.5:1��
3.5 �ۺ���������
���ݵ�����������������ȷ������ֽ����Ž�������Ϊ����������Ϊ������ֵ��1.5�����¶�95 �棬��Ӧʱ��2.5 h��Һ�����������2.5:1��ͬʱ����NaCl����Ag�Ľ������ڴ������½���3���ظ����飬ÿ�ν���400 g���������÷ֽ�������539.37 g��ƽ������Ϊ55.05%���仯ѧ������ڱ�2������������ֽ�
�����У���Ҫ����Ԫ�ص�ƽ�����3��ʾ��������Һ����2.89 L���ϲ����仯ѧ������ڱ�4��
�ɱ�2��3��֪������������ֽ������Fe��Zn�ֱ�Ϊ9.57%��1.73%���������ֽ������Ag��Pb�����������У�Ag��ƽ������Ϊ1240 g/t�����ƽ�����Ϊ8.02%��Ag�ڽ��������п�ͨ������NaCl����������������Һ����ʧ������ֽ���XRD����ͼ9��ʾ����Ȼ�����е�Fe������������ʽ���ڣ�Pb��Ca��Ҫ�������ε���ʽ���ڣ�Ag�Զ������������̬���ڡ�
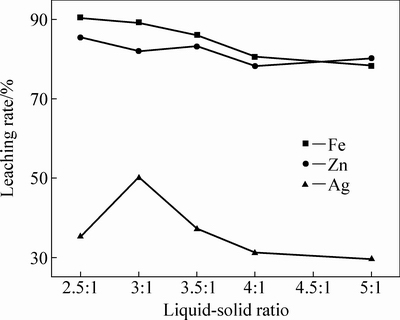
ͼ8 Һ�̱ȶ�Fe��Zn��Ag�����ʵ�Ӱ��
Fig. 8 Effect of liquid-solid ratio on leaching rate of Fe, Zn and Ag
��2 ��������Ϻ�Ļ�ѧ���/%
Table 2 Chemical composition of decomposition residue (mass fraction, %)

��3 ����������ֽ��������Ҫ����Ԫ��ƽ��
Table 3 Metal balance during sulfuric acid decomposition of jarosite residue
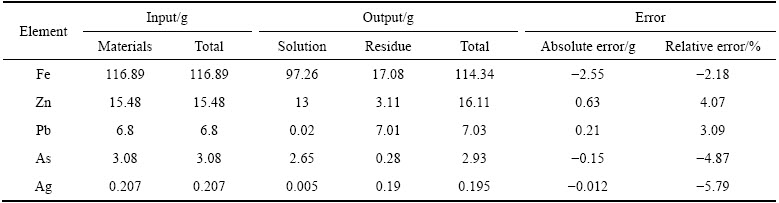
���4���У��ֽ�Һ��Fe��Zn��ƽ��Ũ�ȷֱ�Ϊ101.3 g/L��13.7 g/L��Һ��ƽ�������ʷֱ�Ϊ93.91%��90.31%��Ag��Һ��ƽ��������Ϊ1.99%�����ʽ���As�Ľ�����Ϊ86.04%�����ڷֽ�Һ�е�Ũ�ȸߴ�2.75 g/L����һ����������Ⱦ�������Һ�����ӳ�������1.5�����غ����ڸ�ѹ����ת��240 r/min����Ӧ�¶�150~200 �桢��Ӧʱ��1 h�����½�
��ˮ�ȷ����飬�õ��Ĺ���XRD����ͼ10��ʾ����ͼ10��֪�����������ΪFe2O3���죬�����������ʷ塣
��4 ������Һ��Ϻ�Ļ�ѧ���
Table 4 Chemical composition of pregnant solution (g/L)
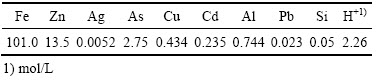
ͼ9 ����ֽ�����XRD��
Fig. 9 XRD pattern of decomposition residue
3.6 �ֽ�����������
�����ٲ���[22]�Ժ���п����������������������о�Ϊ�ο�������������������Ҫ���ص������о���������ͼ11��ʾ��
ͼ10 ���������XRD��
Fig. 10 XRD pattern of iron oxide red
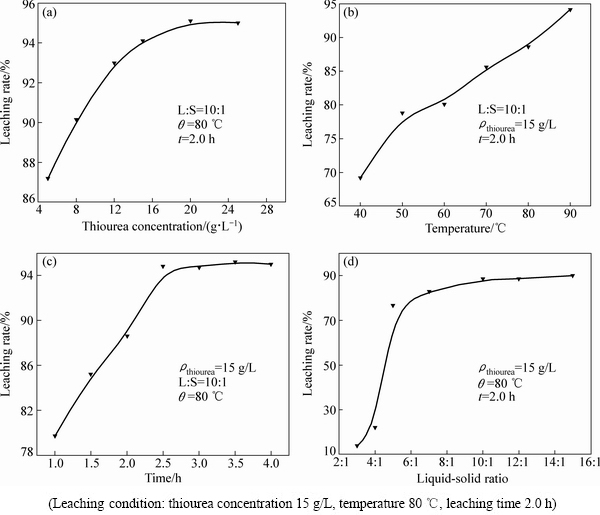
ͼ11 ����Ũ�ȡ��¶ȡ�ʱ���Һ�̱ȶ�Ag�����ʵ�Ӱ��
Fig. 11 Effects of thiourea concentration (a), temperature (b), time (c) and liquid-solid ratio (d) on leaching rate of Ag
��5 �Ż�������
Table 5 Optimization experiment results
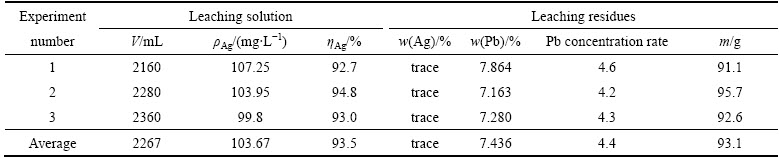
��ͼ11ȷ�����巨�����������������£�����Ũ��15 g/L���¶�90 �棬ʱ��2.5 h��Һ�̱�10:1���ڴ������£�����3���Ż����飬�����ģΪ200 g���������/�Σ��Ż�����������5���������������6���ɱ�5��֪��Ag�Ľ�������߿ɴ�94.8%��ƽ��������Ϊ93.5%����Һ��Ag��Ũ����߿ɴ�107.25 mg/L��ƽ��Ũ��Ϊ103.67 mg/L������Һ��һ����п���û����ɵ����ۣ��û���Һ��ѭ��������ȡAg����������Ag�Ļ�ѧ�ɷֺ���������Pb�Ļ�ѧ�ɷ���ߴ�7.8%��ƽ��Ϊ7.4%��ƽ��������4.4��������Ǧ��ϵͳ���ɱ�6��ͼ9����ֽ�����XRD���ۺϷ�����֪�������������Ҫ����ΪCaSO4��PbSO4��SiO2�ȡ�
��6 ����������Ļ�ѧ���
Table 6 Chemical composition of thioure leaching residue (mass fraction, %)

4 ����
1) �����������ֽ��¶ȡ���Ӧʱ����������ķֽ��������������������Ϊ������ֵ��1.5�����ֽ��¶�95 �棬��Ӧʱ��2.5 h��Һ�����������2.5:1����������£���������Fe��Zn�����ʷֱ�Ϊ93.85%��92.25%������Һ��Fe��Zn��Ũ�ȷֱ�ߴ�101.3 g/L��13.7 g/L��������������ˮ�ȷ��Ʊ����졣
2) ���������ֽ�����У����ʽ���Ag��Pb�Ȼ������ڷֽ����У�Ag��ƽ�������ʽ�Ϊ1.99%���ֽ�����Ag������1240 g/t����Һ�̱�10:1������Ũ��15 g/L�������¶�90 �桢��Ӧʱ��2.5 h�����������£����巨�����Ľ�������93%���ϣ�п���û���ɵõ����ۣ��û���Һ��ѭ��������ȡAg����������Pb�õ�������Ʒλ��1.7%��ߵ�7.5%������Pb����ϵͳ��
REFERENCES
[1] ÷���. ʪ����пѧ[M]. ��ɳ: ���ϴ�ѧ������, 2001.
MEI Guang-gui. Hydrometallurgy of zinc[M]. Changsha: Central South University Press, 2001.
[2] �¼���. ʪ��ұ�������ķ���������[M]. ����: ұ��ҵ������, 1991.
CHEN Jia-yong. Separation and utilization of iron in hydrometallurgy[M]. Beijing: Metallurgical Industry Press, 1991.
[3] ������, ������, ������, �� ��, �Ƴ���, ���. NaOH�ֽ⺬���������¹���[J]. �й���ɫ����ѧ��, 2009, 19(7): 1322-1331.
CHEN Yong-ming, TANG Mo-tang, YANG Sheng-hai HE jing, TANG chao-bo, YANG jian-guang. Novel technique of decomposition of ammonium jarosite bearing indium in NaOH medium[J]. The Chinese Journal of Nonferrous Metals Society, 2009, 19(7): 1322-1331.
[4] �챱ƽ, ��־��, �� ��, κ ��. �����������п������ȡп�����о�[J]. ��ұ, 2016, 25(3): 45-49.
ZHU bei-ping, DENG zhi-gan, ZHANG fan, WEI chang. Study on recovery of indium and zinc from hot-acid leaching residues[J]. Mining and Metallurgical Engineering, 2016, 25(3): 45-49.
[5] ���Ʒ�, ��־ǿ. ʪ����п��������������ʵ��[J]. �й���ɫұ��, 2015, 44(3): 25-28.
MA fei-fei, LI zhi-qiang, Processing reform practice on jarosite from zinc hydrometallurgical process[J]. Chinese Nonferrous Metallurgy, 2015, 44(3): 25-28.
[6] �� ��, ���ٻ�, ������, �����, ��������. �������ữ����-ˮ���¹��մ��������л����м۽���[J]. ʪ��ұ��, 2016, 35(1): 36-39.
LIU chao, JU shao-hua, ZHANG li-bo, PENG jin-hui, LISHI Qiong-chun. Using new technology of microwave sulphation roasting-water recovery of valuable metals from jarosite[J]. Hydrometallurgy, 2016, 35(1): 36-39.
[7] ASOKAN P, SAXENA M, ASOLEKER S R. Hazardous jarosite use in developing non-hazardous product for engineering application[J]. Journal of Hazardous Materials, 2006, 137(3): 1589-1599.
[8] MOUTANARO L, BIANCHINI N, MA R J, ROMERO M. Sintering behavior of pressed red mud wastes from zinc hydrometallurgy[J]. Ceramics International, 2001, 27(1): 29-37.
[9] SEYER S, CHEN T T, DUTRIZAC J E. Jarofix: Addressing iron disposal in the zinc industry[J]. JOM, 2001, 53(12): 32-35.
[10] ASOKAN P, MOHINI S, SHYAM A. Jarosite characteristics and its utilization potentials[J]. Science of the Total Environment, 2006, 359(2): 232-243.
[11] ZHANG J, SUN Y, LIU X L. Recovery of metals from stainless steel pickling sludge by reduction and magnetic separation[J]. Guocheng Gongcheng Xuebao/the Chinese Journal of Process Engineering, 2014, 14(5): 782-786.
[12] HAGE J L T, SCHUILING R D, VRIEND S P. Production of magnetite from sodiumjarosite under reducing hydrothermal conditions. the reduction of feto fewith cellulose[J]. Canadian Metallurgical Quarterly, 2013, 38(4): 267-276.
[13] SINICA M, SEZEMANAS G, MIKULSKIS D, et al. Investigation of sorption properties in crushed autoclaved aerated concrete waste[J]. Journal of Environmental Engineering & Landscape Management, 2012, 20(1): 67-75.
[14] HU S, FU Y. Resource recovery of copper�\contaminated sludge with jarosite process and selective precipitation[J]. Environmental Progress & Sustainable Energy, 2012, 31(3): 379-385.
[15] Ѧ����, ���ٻ�, �����. ����-�����Ƽ��������ж����м۽���[J]. ���̹���ѧ��, 2011, 11(1): 56-60.
XUE Pei-yi, JU Shao-hua, ZHANG Yi-fei. Recovery of valuable metals by leaching of roasted jarosite residue[J]. The Chinese Journal of Process Engineering, 2011, 11(1): 56-60.
[16] ��ѧ��, ������, ʷ����, ������. ʪ����п����������ۺ������о�[J]. ��ɫ����(ұ������), 2001(2): 18-20.
JU Xue-zhen, MA Yong-tao, SHI Jun-ling, LIU Chang-dong. The comprehensive utilization of ammonium jarosite residue from zinc hydrometallurgical process[J]. Non-ferrous Metallurgy (Metallurgical Part), 2001(2): 18-20.
[17] ������. ���ͽ�������п������ʵ��[J]. ��ɫұ��, 2002(3): 40-42.
HUANG Shan-yun. Practice in reducing zinc in leaching residue[J]. Nonferrous Metallurgy, 2002(3): 40-42.
[18] ���̲�, ����Ӣ, ������. �������ۺ����ü����о�[J]. ����ۺ�����, 2013, 12(6): 54-58.
LAN Bi-bo, LIU Xiao-ying, LIU Li-hua. Research on comprehensive utilization technology of jarosite residue[J]. Multipurpose Utilization of Mineral Resources, 2013, 12(6): 54-58.
[19] LIU H C, XIA J L, NIE Z Y. Relatedness of Cu and Fe speciation to chalcopyrite bioleaching by Acidithiobacillus ferrooxidans[J]. Hydrometallurgy, 2015, 156: 40-46.
[20] DUTRIZAC J E, JAMBOR J L. The behaviour of arsenic during jarosite precipitation: arsenic precipitation at 97 �� from sulphate or chloride media[J]. Canadian Metallurgical Quarterly, 2013, 26(2): 91-101.
[21] DUTRIZAC J E, CHEN T T. Behaviour of the alkaline earth elements (beryllium to radium) during the precipitation of jarosite-type compounds[J]. Canadian Metallurgical Quarterly, 2013, 47(4): 387-401.
[22] ���ٲ�, �� ��, ��ǿ��. ʪ����п����ѡ���ú�Ǧ��������������о�[J]. ��ұ, 2014, 23(2): 70-72.
ZHANG Shao-bo, CHEN Wen, SHEN Qiang-hua. A test study on silver-leaching from zinc-hydrometallurgical residue and from flotation concentrate out of the residue[J]. Ming Metallurgy, 2014, 23(2): 70-72.
Decomposition of jarosite residue in sulfuric acid medium and recovery of silver with thiourea solution
HE Jing, YANG Jian-ping, YANG Sheng-hai, CHEN Yong-ming, WANG Xia-yang
(School of Metallurgy and Environment, Central South University, Changsha 410083, China)
Abstract: The decomposition of sodium jarosite in H2SO4 medium and recovery of silver from silver bearing decomposition residue were studied. The effects of H2SO4 additions, decomposition temperature, time and liquid-solid ratio on leaching rate of Fe, Zn and Ag were investigated. The results show that, under the following optimum conditions of H2SO4 additions 1.5 times of its experimental value, temperature of 95 ��, reaction time of 2.5 h and liquid-solid ratio of 2.5:1, the leaching rates of Fe and Zn can reach 93.85% and 92.25%, the mean leaching rate of Ag is only 1.99%. After being purified, the decomposition solution is used to explore the preparation of iron oxide red by hydrothemal method and silver in decomposition residue can be enriched to 1060 g/t. And then, the optimal conditions of recovery of silver with thiourea solution is determined as follow: thiourea concentration of 15 g/L, liquid-solid ratio of 10:1, temperature of 90 ��, time of 2.5 h. The results show that the leaching rate of Ag can reach 93%, and then, the lead contents are also improved from 1.7% to 7.5%.
Key words: jarosite residue; zinc hydrometallurgy; silver; thiourea; decomposition
Foundation item: Project (51174240) supported by the National Natural Science Foundation of China
Received date: 2016-05-17; Accepted date: 2016-11-02
Corresponding author: HE Jing; Tel: +86-731-88830470; E-mail: he6213@163.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51174240)
�ո����ڣ�2016-05-17�������ڣ�2016-11-02
ͨ�����ߣ��� �������ڣ��绰��0731-88830470��E-mail��he6213@163.com

