DOI��10.19476/j.ysxb.1004.0609.2019.02.20
�ѺϽ���ܶ�̬�������Ʒ���ѹ���ε�ģ����ʵ���о�
ʯ ��1, 2���ľŰ�1��Ҧ ��1���ؿ���1������ΰ2���ι�2
(1. ���ϿƼ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 71023��
2. ��������ѧԺ ���Ͽ�ѧ�빤��ѧԺ������ 71023)
ժ Ҫ��ͨ������Ԫ������ʵ���о���̬�������Ʒ���ѹ�ѺϽ���ܼ���ʵ����֤��ܵijߴ羫�Ⱥͼ�ѹ�غɡ��������������������ʵ�Ӱ�졢�ٶȳ����¶ȳ��������������ѹ�غɵķ�ֵ���Ϊ14.51%�������Ĺܲ������������Ϊ3.47%����ģ�߽ṹ�У�����ͨ��������������ʱ��������ʰ뾶�����ͨ������Ч�������������������ڶ��������ĺϽ�ʷǾ�����������ܼ����⻡��������ٲ��Ǽ�����������ԭ�Ͻ��������ͨ��������ʱ���������������ɵ���ͨ������붨�����ĺϽ����ٷ�������ͨ���ڵ����٣��ں���ǻ�ڱ�Ե�����ڽ��������������ڶ����������������ԣ��������Ϊ134 �档
�ؼ��ʣ���ܣ���ѹ����̬�������أ��ѺϽ�
���±�ţ�1004-0609(2019)-02-0380-08���� ��ͼ����ţ�TG376.9���� ���ױ�־�룺A
���������ܼ��Ǻ��պͺ����������Ӧ�õ�һ����Ҫ�ؼ�����������ǶԺ��շ��������ԣ���ܼ�����Ϊ�������ġ�Ѫ�ܡ����ѺϽ��������������ۺ���ѧ���ܱ�����Ӧ���ں��պͺ��������������ѺϽ���ܼ���Ӧ���Ե���Ϊ��Ҫ��Ŀǰ�������ձ���ö��μӹ��ij��η����ӹ���ܼ���Ӧ�����������ַ�����һ��������[1]����һ��������[2]����Ȼ���μӹ����վ���ʵ���ԺͿ����ԣ����Ǵ�ͳ�Ķ��μӹ����վ�������ȱ��;����ԡ�������������ι����У���������ǹ��������ι����е���Ҫȱ��[3]��������������ڲ���ѹ���������������������������ѵ�����һ�����������Ϲ�����������ģ�ߡ�ͬʱ�ܱڵı䱡��ʧ�ȣ�Ӱ�칤����ǿ�ȡ��նȺ�ƣ������[4-5]�����μӹ����յ��µĹ������������ڲ������������������[6]����ߴ羫�Ȳ��״�����ƣ�����ʧ�ȵ�һֱ�����Խ��������[7]������[8-9]�ͻص�[2, 10-15]Ҳ�dz����ֵ�ȱ�ݡ�
�ȼ�ѹ���Ƚ��Ľ�������ѹ���ӹ�����֮һ����ѹ�ӹ��������õ��Ľṹ��������֯����ѧ��������[16-17]��������ѹ�ɻ�ø����ܱ��ڹܲ�[18]����ͨ����ȷ��ģ�߽ṹ��ƺ͵������ղ����Ե�������ǻ��ѹ����ʹ�ú���ʵ��ұ����[19]����ǰ���о����ü����ܲ�������������������������ȱ������Ķ�̬�������Ʒ�(Dynamic flow control extrusion, DFCE)����þ�Ͻ���ܼ�[20]����ͼ1��ʾ����Ч�����˶��μӹ���ܼ�������ȱ�ݡ�Ŀǰ������ѺϽ���ܼ���ѹ���γߴ���غ��������������հס�
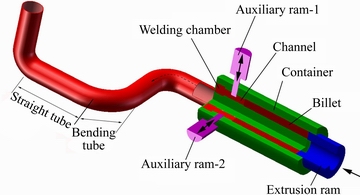
ͼ1 DFCE����ʾ��ͼ(3/4��ѹģ��)
Fig. 1 Sketch of DFCE (3/4 part of die)
��������Ԫ������ʵ���о����ϵķ�����ͨ��������̬�������Ʒ���ѹ����TC1�ѺϽ���ܼ�������Ԫģ�ͣ�������乤���ߴ���״�ͼ�ѹ���̵IJ�����ȷ�Խ���ʵ����֤����������Ԫģ���о�ģ�߽ṹ���ղ����Թ����ߴ�Ⱥ�۱��β�����Ӱ����ɣ���������Ԫ��������ø߾��ȵ���ܼ��ij������ۡ�
1 DFCE������Ԫģ�ͼ�ʵ����֤
1.1 DFCEϵͳ��������Ԫģ�͵ļ�˵��
DFCE��ܼ��ļ�ѹ����ͨ����̬����������ѹģ���и�����ͨ���ڵĽ����������Կ��Ƽ����������ں�������ľ��������������ʵ�ּ����Ĺܼ����пɿ����ʺͿɿ�������λ�ļȶ����������ջ������Ҫ���3D��ܵij������칤�ա��ڸó��ι����У���һ������ѹ�˺Ͷ���������ؼ�ѹ�ˣ������ظ�������ѹ�˻��ഹֱ��ͨ������ѹλ�ƿ���������λ��ͨ���������ؼ�ѹ�˿����������ʺ���������ͨ��������ȷЭͬ���ظ���ѹ�˵�λ�ƣ���ʹ�������ڼ��������о��пɿص����ת�ƣ���Ϻ������¶ȿ��ơ��ٶȿ��ƺͼ�ѹ�ȵĿ��ƣ��ɻ����ܼ�������������Ϊ���������Ԫģ�͵ļ���Ч�ʺ;��ȣ��ڲ�Ӱ���������������ǰ���������¼���[21]��
1) ���ع��̿��Ƶ��Ƿ���ͨ���Ľ���������������Ԫ��ģʱ���ڼ���ģ���н���̬ͨ��������ֱ����Ϊ��ͬ�Ĺ̶�ͨ����������Դ��о����������������ʵ�Ӱ����ɡ�
2) ���Ŀ���DFCE��Ľṹ�У���һ��������ͨ����Ч���������С����ˣ����νṹ����һ���Գ��棬�������Ԫģ���ԶԳ���ȡ����֮һģ�ͽ���ģ����㡣
3) ��ȥģ���е���������˨����ĸ���㲿����
1.2 ����Ԫģ�͵Ľ���
���ĵ��о�������ֱ��45 mm���Ϊ4 mm����ܣ�ģ�߽ṹ�����Ŀ�����Բ�η���ͨ���뾶Ϊ20 mm��4��ͨ���е������ֱ�Ϊ����ͨ����͵���ͨ������ͼ2��ʾ�������ϣ�����ͨ���ĺ�������Խ��������ܼ�Խ�䡣���о�Ϊ����ͨ����Ľ��汣�ֲ��䣬���ı����ͨ����ĺ�������������õ��ص��������Բ�η���ͨ���İ뾶�ֱ�Ϊ0 mm��5 mm��10 mm��15 mm������SolidWorks��������ģ�߽ṹ�����ϵ���ά���νṹͼ�Σ�Ȼ��ת��ΪSTL�ļ���ʽ����DEFORM-3D�����н�������Ԫģ�ͣ���ģʱ��ģ����ѹ�˵ȹ��߲�����Ϊ���壬������Ϊ���Բ��ϡ�ͨ��Gleeble-1500��������о���TC1�Ͻ����¶�����Ϊ650~850 �桢ѹ��Ӧ����������Ϊ0.01~20 s-1��Ӧ��Ӧ���ϵ��Ϊ���ϱ���ģ�͡�Ħ��ģ��ѡΪ����Ħ��ģ�ͣ������ѡ��Newton-Raphson��������������������С�����1/3���پ������ȱ߽����������������Ż��ȹؼ�������������������ͼ2��ʾ������Ԫģ�͡�
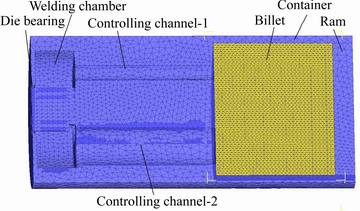
ͼ2 DFCE��ܼ�������Ԫģ��
Fig. 2 FEM model of DFCE bending tube
1.3 ����Ԫģ�͵���֤
��ģ��������еļ�ѹ����ֱ����Ϊ92 mm�İ��ģ�����ǰ�����ӹ��ĹܲĹ��ȷ���伷ѹ��Ϊ12.9��ԭʼ�����¶�Ϊ750 �棬��ѹ�ٶ�Ϊ4 mm/s��ģ��ʱ�����������Ħ������Ϊ0.3��ʵ�ʼ�ѹʵ��ʱ�ں���ǻ�ܱ���������ˢˮ��ʯī��Ϊ�˱�����ɽ���������������������ϻ��ߺ��ϲ��������⣬�ڷ�����ʢ��Ͳ�ڲ�ˢʯīˮ��
�����У�����800 t��ʽ��ѹ����Ϊʵ���豸���ڼ��������У���������¼�˼�ѹ�غɺͼ�ѹ��λ�ƵĹ�ϵ����������¼�˼��������ܼ���λ�������뾶�������������ݽ��жԱȣ���֤����Ԫģ�͵Ŀɿ��ԡ�ͼ3��ʾΪ��ѹ�غ����г̱仯�����ߡ���֪����ѹ���ķ�ֵ���ϴ�Ϊ14.51%��ʵ��ļ�ѹ����ֵ�ϸߣ�������������йأ��������Ĺܲ���״�Ǻ��ԽϺã��ڵ�����һ�µ�����£�������������İ뾶���Ϊ3.47%�������˱���������������Ԫģ�߶ȿɿ���
ͼ4��ʾΪʵ����Ƭ��ģ�⼷����ܼ��Ľ����ģ�⼷������ܼ��������뾶Ϊ110 mm������ʵ�⣬ʵ�鼷������ܼ������뾶Ϊ111 mm������ͬ��ģ�߽ṹ�ͳߴ�����£�ʵ���ģ�⼷����ܼ��������뾶�Ǻ����ã�ʵ�ʼ�����ܼ��Ĺܾ�Ϊ45 mm��ģ�⼷���Ĺܾ�Ϊ44~46 mm�����ڳߴ���������������������ԭ�������뾶����ܹܾ��ĶԱ�֤��������Ԫģ���ǿɿ��ġ�
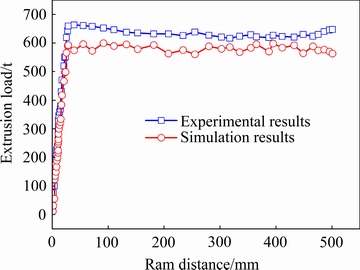
ͼ3 DFCE������Ԫ�����ʵ���еļ�ѹ�غɶԱ�
Fig. 3 Comparison of extrusion load during DFCE from FE simulation and experiment

ͼ4 ��ܼ���״���ߴ�
Fig. 4 Shape and size of bending tube
2 DFCE������Ԫ����������
2.1 �����������ʰ뾶��Ӱ�����
ͼ5��ʾΪ���ֵ�������Ӧ����ܼ����������ʰ뾶������ͼ5(a)��ʾΪ����ͨ����ȫ��������õ�����ܼ������������ʰ뾶Ϊ97.5 mm����ʱ�ĵ�����������ٵ�����������ͨ������Ч������Ϊ314 mm2���õ�����ͼ5(b)��ʾ����ܼ������������ʰ뾶Ϊ110 mm��
���ڲ�ͬ������������Ԫ�������õ������1���еķ���ͨ����Ч����������������ʰ뾶�Ĺ�ϵ���ɡ����ű�����ͨ����Ľ�����������������ʰ뾶��֮�������ڱ����صķ���ͨ���������������ͨ����ͬʱ���������Ϊֱ�ܣ������ʰ뾶Ϊ�����

ͼ5 ���ֵ���������ܼ������ʰ뾶
Fig. 5 Radius of curvature of different controlling level
��1 ����ͨ���������������ʰ뾶֮��Ĺ���
Table 1 Relationship of cross sectional area of controlling channel and radius of curvature

2.2 DFCE��ѹ���������ٶȳ����ݱ����
����Ԫ���漷ѹ���ٶ�4 mm/sʱ�����Ͻ���ģ����������ܼ����ٶȳ���ʸ����ͼ6��ʾ�������ڷ������ڡ�����ǻ���������ͼ�����������ٶȴ��ڽϴ���죬�����������ԭ���������ɸ��ε���ǻ������ͼ�ѹ�ٶȾ����ģ�ͨ�����۷����˸��ε���ǻ����������Ͻ�����ı�ֵ�����ε�ƽ�������ٶ�Ϊ��
 (1)
(1)
ʽ�У�viΪ�����ڵ�i�������ϵ�ƽ�����٣�SΪ���ϵĺ�������vΪ��ѹ���ٶȣ�SiΪ�����ڵ�i�������ϵĺ�������
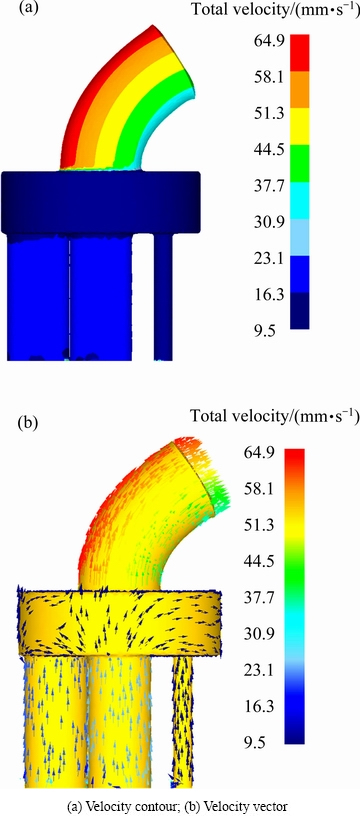
ͼ6 DFCE��ѹ���ι��������ڶ�������ϵ��ٶȳ��ֲ�
Fig. 6 Velocity field distribution on surface during DFCE forming
����ʽ(1)�������뼷����ܺ�����֮��ֵȷ���ļ�ѹ��Ϊ12.9���ڼ�������ܽ����ϣ���Բ�ܷ���ѡȡ48������ڵ㣬�����ٶȵ�ƽ��ֵΪ51.0 mm/s�������ۼ���ֵ51.6 mm/s�Ͻӽ�������Ԫ�������ι��̵��ٶȳ�������۷�������Ǻϡ����ǣ�����Ħ�������ã��ڵ�i��������ϵĸ�ͨ���������Dz����ȵġ����磬������ͨ�����ϸ��������ģ�ߵĽӴ�Ħ�������ͨ������Ƚϴ���˺Ͻ��ڵ���ͨ�����ڵ����ٽ�����Ħ�������������˵��ص�Ч�����Ͻ���뺸��ǻ���ĹɺϽ�ͬʱ�����������ֺϽ�����ǻ�ı�Ե�����γ������������������ٽӽ�0������������ͼ6��ʾΪ���������������ٳ������Կ���������ǻ�������ٶȽϵ͡��Ͻ��ں���ǻ�ں��Ϻ���붨���������ڲ����ȵĺϽ���ʹ���ڶ��������ĺϽ����ٳ����˽ϴ�IJ������ԣ���������ͨ������������ٽ�����Զ�����ͨ������������ٽϿ졣
ͼ7��ʾΪ��ܼ��ڼ����������������ڵ�������ٶȡ��ڿ����⻡��Ļ���������ܼ����ٶ�Ϊ60.6~64.0 mm/s���ڿ����ڻ���Ļ��������ٶ�Ϊ34.4~38.8 mm/s����ˣ��ڶ��������������ڣ��Ͻ�ʷǾ�������״̬�����⻡�����ڻ��棬������ڵ�������ٶȾ��ȵ����Լ������ǻ��Բ�������ܼ���ԭ��������Ϊ���ڵ�����ٶ���ýڵ㵽�����ܼ�Բ�ĵľ����������������ϵ������ܼ��ľ�������ϣ�ͨ��SPSS�����ع������ȷ���˽ڵ��ٶ������ʰ뾶�ı�ֵΪ����εĽ��ٶȣ���Ͻ����ʾ����Դ���99.4%��

ͼ7 ������ܼ����ٶȳ��ֲ���ͼ
Fig. 7 Contours of velocity of extrusion bending tube
������ͬ�����뾶��ܼ�������ڵ�������ٶ�֤ʵ���⻡����ٶȲ�������������뾶����Բ����Ե���Ľڵ�����Բ����Ե���ٶȲ��Բ�������뾶֮��Ĺ�ϵ���2���С����������뾶�������ٶȲ�ʼ�С���ƣ��ڵ�����Ϊ0ʱ����4����������Ч��ͨ�����һ��ʱ������ֱ�ܣ��ܲ�������ٶȲ�Ϊ0��
��2 ����Բ����Ե����ڵ���ٶȲ���Բ�������뾶֮��Ĺ�ϵ
Table 2 Relationship among velocity difference of extrados and intrados and radius of curvature


ͼ8 ����ǻ�ڶԳ����ϵ��ٶȳ��ֲ�
Fig. 8 Velocity field distribution on symmetry plane in region of welding
ͼ8��ʾΪ����ǻ�Ͷ�������������Գ����ϵ����ٳ���ͼ��ʸ��ͼ���ں���ǻ�ڣ����ŵ���ͨ����Ŀ��ٹ����͵���ͨ��������ٹ��������ٳ����ֳ����ԵIJ��Գ��ԡ�����ͨ�����������ͨ���ڵ����ɺϽ��ں���ǻ�ں��Ϻ���Խ��Խ����ٶ��������������ڶ����������ﵽ��������³������Ե��ٶ��ݶȡ�����ͨ�����ڵĺϽ��ٶȽ����������˺���ǻ�ںϽ��IJ������ԣ����ڿ��������������Ͻ�����������ٶȽ����������γ��˶���������ĺϽ���ֲ�������������ͼ8(a)��ͼ8(b)�ĵ���ͨ�����ڵ����ٳ�����ͨ�����IJ������ٸ��ڱ�Ե���٣����ڽ��뺸��ǻ����������ı䣬��������
2.3 ������ͬͨ���Ľ��������ٶ��ݱ�Ĺ���
��ѹ�ٶ��Ǿ�����ѹ�����������������������Ե���Ҫ������Ϊ���о���ѹ�ٶȶ�ͨ����ͬͨ���Ͻ��ٶȵ�Ӱ�죬��ͼ9��ʾ������ģ������3��ͨ�����ֱ��ǵ���ͨ������ͨ�������������ͨ����������������ͨ���ľ��жԳ��ԣ���������һ�����ɡ��ֱ�ȡͨ�������������һ������ڵ㣬��ͼ9�е�A��B��C���۲�Ӳ�ͬ���͵�ͨ����ͨ���ĺϽ���ͨ����ͬ����(ͨ��-����ǻ-������-�������)�������ݱ���ɡ�
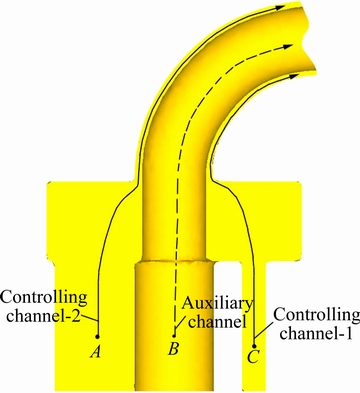
ͼ9 ����ͨ������ͨ���͵���ͨ����λ��ʾ��ͼ
Fig. 9 Schematic diagram of sampling point locations in controlling channel, auxiliary channel and opposite channel
ͼ10��ʾΪ��ѹ���ٶ�Ϊ4 mm/sʱ3����ͬͨ����������ĺϽ������ٶ��ݱ���ɡ��Ͻ��ھ���ͨ��ʱ�����ڵ���ͨ��I���������С��Ħ��������ʹ�ø�ͨ���ڵĺϽ�����������ԼΪ3.15 mm/s��С�ڼ�ѹ���ٶȣ��ԱȽ��������ͬλ�ò�ͬ�ĸ���ͨ���͵���ͨ�����ںϽ������ٶȷ��֣�����ͨ��������������ڸ���ͨ�����ֱ�Ϊ7.20 mm/s��8.10 mm/s���������������ԭ����ͨ�����˵�ѹ���ͬ�����ڸ���ͨ���ļ���λ�������ͨ�������ڣ����ɵ���ͨ�������뺸��ǻ�ĺϽ���٣���˺���ǻ�ڿ�������ͨ����һ�˵ĺϽ�ѹ����С�������˸���ͨ�����˵�ѹ����Ͻ���뺸��ǻ��������ǻ����Ч��������������3��ͨ���������½�����3��ͨ�������ĺϽ��ٶ��Ա����ţ�����ͨ������ͨ������ͨ����Ȼ��ֵ��ע����ǣ���ͨ��������ʱ����������ڵ��Ӧ�ĺϽ��ھ������κ������ϴ���ȼ��٣��ٶȵ�˳��Ҳ�����˱仯��Ϊ������ͨ������ͨ��������ͨ���������ֱ仯�������ɸ���ͨ�����뺸��ǻʱ�������˷���ķ�����һ���ֺϽ��˵���ͨ���������IJ��㣬���ձ���Ϊ�����ٶ�˳�ӵ���ͨ��������ĺϽ��ٶ�ʵ���˷�����ͨ���������Ժ��������������3��ͨ�������ĺϽ��ڸýε��ٶȷֱ�Ϊ��37.58 mm/s��50.65 mm/s��64.52 mm/s��
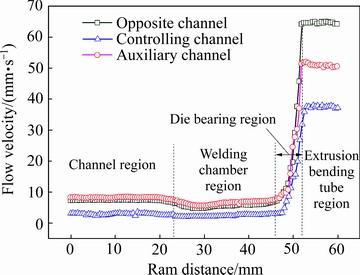
ͼ10 ��ͬͨ���������ٶ��ݱ����
Fig.10 Distribution of flow velocities in various channels
������ܼ����¶ȳ��ֲ���ͼ11��ʾ�����ϵij�ʼ�¶�Ϊ750 �棬�����Ͻ�����������ڷ����˾������Σ�����������ЧӦ���������ڵĺϽ��¶�ԼΪ845~852 �档�ڳ��������������ߣ��ֲ�������¶ȴ�884 �棬��������134 �档��ܼ������������������ڿ����еķ���ʹ���ɢ�ȣ��¶����͡��������������뾶����ܼ��¶ȳ��ֲ��������뾶����������Խ�С�����������뾶�ı仯�����������Ա仯��
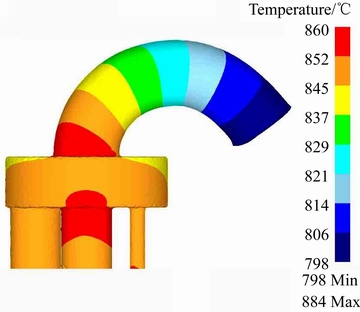
ͼ11 ������ܼ����¶ȳ��ֲ�
Fig. 11 Contours of temperature distribution of extrusion bending tube
3 ����
1) DFCE������Ч�ӹ��ѺϽ���ܼ�����ͨ����̬�������ؿ��Ծ�ȷ������ܼ������ʰ뾶������ͨ��I�Ľ����������ܵ����ʰ뾶�����ȹ�ϵ��
2) �ڶ��������Ͻ�ʷǾ�����������ܼ����⻡��������ٲ��Ǽ�����������ԭ�����⻡���ϵ����ٲ�ֵ�Ĵ�С�����ʰ뾶�ʷ��ȣ��ں���ǻ���н�������������
3) ��ͨ���ں�����ϵ������Dz����ȡ���ͨ�����IJ������ٸ��ڱ�Ե���٣������صķ���ͨ���ڵ����ٽ�����Ħ�������������˵��ص�Ч�����Ͻ���뺸��ǻ���ĹɺϽ�ͬʱ�����������ֺϽ�����ǻ�ı�Ե�����γ������������Ͻ��ں���ǻ-�������������˽ϴ�IJ������ԣ����ڵ��ص����ã��γ��˲���������
4) ��ͨ���ںͺ���ǻ����ĺϽ����ٴ�С˳��Ϊ������ͨ������ͨ������ͨ����ͨ��3�ֲ�ͬ����ͨ���ĺϽ�������ͨ��������ʱ�����˷����������ɵ���ͨ������붨�����ĺϽ����ٷ����˸���ͨ���ڵ����٣�����˳��Ϊ������ͨ������ͨ��������ͨ����
5) DFCE���µ��������ԣ������״���ԭʼ��������Լ100 �棬�ڶ����������������Ϊ134 �档
REFERENCES
[1] ��ѵ��, �� ��, ������, ���, �����, �� ��. TA1-Al˫�������Ϲ�������ģ�⼰����[J]. �й���ɫ����ѧ��, 2012, 22(4): 1053-1062.
GUO Xun-zhong, TAO Jie, TANG Qiao-sheng, LI Hua-guan, BIAN Jia-min, LI Ming. Cold push-bending simulation and experiment on TA1-Al bimetallic clad tube[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(4): 1053-1062.
[2] XUE X, LIAO J, VINCZE G, GRACIO J J. Modelling of mandrel rotary draw bending for accurate twist springback prediction of an asymmetric thin-walled tube[J]. Journal of Materials Processing Technology, 2015, 216: 405-417.
[3] ������, ������, Է����. ��ѹ�Ա��ڹܳ�Һѹ��ʱ��Ӱ��[J]. ���Թ���ѧ��, 2009, 16(4): 35-38.
LIU Ze-yu, TENG Bu-gang, YUAN Shi-jian. Effect of internal pressure on thin-walled tubes bending with internal pressure[J]. Journal of Plasticity Engineering, 2009, 16(4): 35-38.
[4] YANG H��LI H��ZHANG Z Y, ZHAN M, LIU J, LI G J. Advances and trends on tube bending forming technologies[J]. Chinese Journal of Aeronautics, 2012, 25: 1-12.
[5] �� ��, ��־��, �� ��, ������. �ܳ��μ�����չ���������о�[J]. ���Թ���ѧ��, 2001, 8: 83-85.
YANG He, SUN Zhi-chao, LIN Yan, LI Ming-qi. Advanced plastic processing technology and research progress on tube forming[J]. Journal of Plasticity Engineering, 2001, 8: 83-85.
[6] �ž���, ������, ������, �� ��. �����ٶȶ���ܱں�仯��Ӱ��[J]. ���ܳ��ι���, 2012, 4(1): 5-8.
ZHANG Jing-wen, E Da-xin, LI Yan-min, TIAN Xin. Effects of bending velocity on the changer of wall thickness in tube bending[J]. Journal of Netshape Forming Engineering, 2012, 4(1): 5-8.
[7] ZHAO G Y, LIU Y L, YANG H, LU C H. Cross-sectional distortion behaviors of thin-walled rectangular tube in rotary-draw bending process[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(3): 484-489.
[8] LI H, YANG H, ZHANG Z Y, WANG Z K. ��Size effect��related bending formability of thin-walled aluminum alloy tube[J]. Chinese Journal of Aeronautics, 2013, 26(1): 230-241.
[9] TIAN S, LIU Y L, YANG H. Effects of geometrical parameters on wrinkling of thin-walled rectangular aluminum alloy wave-guide tubes in rotary-draw bending[J]. Chinese Journal of Aeronautics, 2013, 26(1): 242-248.
[10] LIAO J, XUE X, LEE M G, BARLAT F, GRACIO J. On twist springback prediction of asymmetric tube in rotary draw bending with different constitutive models[J]. International Journal of Mechanical Sciences, 2014, 89: 311-322.
[11] LIAO J, XUE X, BARLAT F, GRACIO J. Material modelling and springback analysis for multi-stage rotary draw bending of thin-walled tube using homogeneous anisotropic hardening model[J]. Procedia Engineering, 2014, 81: 1228-1233.
[12] TAO Z J, YANG H, LI H, ZHANG Z Y, CHEN Z M. Coupled thermo-mechanical FE simulation of unloading cooling springback in NC heating bending of large diameter thin-walled commercial pure titanium tube[J]. Procedia Engineering, 2014, 81: 2273-2279.
[13] ZHU Y X, LIU Y L, YANG H, LI H P. Improvement of the accuracy and the computational efficiency of the springback prediction model for the rotary-draw bending of rectangular H96 tube[J]. International Journal of Mechanical Sciences, 2013, 66: 224-232.
[14] E D X, LIU Y F. Springback and time-dependent springback of 1Cr18Ni9Ti stainless steel tubes under bending[J]. Materials and Design, 2010, 31: 1256-1261.
[15] YANG Y L, ZHAN L H, LI J. Constitutive modeling and springback simulation for 2524 aluminum alloy in creep age forming[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(9): 3048-3055.
[16] ��Ԩε, ������, ������. ��ѹ�ȶ�Al-Cu-Mg-Ag-Er�Ͻ��߲���֯������Ӱ��[J]. �����ȴ���ѧ��, 2015, 36(2): 49-54.
HU Yuan-wei, JI Ze-sheng, XU Yu-peng. Effects of extrusion ratio on microstructure and properties of Al-Cu-Mg-Ag-Er alloy wire[J]. Transactions of Materials and Heat Treatment, 2015, 36(2): 49-54.
[17] WU Y P, ZHANG X M, DENG Y L, TANG C P, ZHONG Y Y. Effect of secondary extrusion on the microstructure and mechanical properties of a Mg�CRE alloy[J]. Materials Science and Engineering A, 2014, 616: 148-154.
[18] TANG D, FANG W L, FAN X H, LI D Y, PENG Y H. Effect of die design in microchannel tube extrusion[J]. Procedia Engineering, 2014, 81:628-633.
[19] TANG D, ZHANG Q Q, LI D Y, PENG Y H. A physical simulation of longitudinal seam welding in micro channel tube extrusion[J]. Journal of Materials Processing Technology, 2014, 214: 2777-2783.
[20] ʯ ��, �����, �� ��, ������, ����, ������. ��̬�������Ʒ�����þ�Ͻ���ά�����ܼ�[J]. ���Ͽ�ѧ�빤��, 2016, 24(6): 9-14.
SHI Lei, XU Guo-hui, REN Chang, JIN Wen-zhong, WANG Yu-jiang, WANG Li-jiang. Three dimensional magnesium alloy bent pipe produced by dynamic flow control extrusion[J]. Materials Science & Technology, 2016, 24(6): 8-13.
[21] WU C, YANG H, LI H W. Simulated and experimental investigation on discontinuous dynamic recrystallization of a near-�� TA 15 titanium alloy during isothermal hot compression in �� single-phase field[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(6): 1819-1829.
Numerical simulation and experimental study of titanium alloy bending tube extruded by dynamic flow control technique
SHI Lei1, 2, WEN Jiu-ba1, YAO Huai1, HE Jun-guang1, WU Wu-wei2, LIAO Gui-hua2
(1. School of Material Science and Engineering, Henan University of Science and Technology, Luoyang 471023, China;
2. School of Material Science & Engineering, Luoyang Institute of Science and Technology, Luoyang 471023, China)
Abstract: The dynamic flow control extrusion (DFCE) of titanium alloy bending tubes was examined in the present study using both the finite element analysis and the experimental approach. The finite element analysis was first validated qualitatively and quantitatively by the experimental data obtained from the DFCE process. The effects of the area of channel cross section on the radius of curvature were studied by the finite element analysis. The fields of velocity and temperature of workpiece were studied. The results show that the relative errors of extrusion load and radius of curvature are 14.51% and 3.47%, respectively. The finite element analysis reveals that radius of curvature increases with the increase of cross-sectional area of controlling channel-��. The different cross-sectional area of controlling channel-��and �� is found to be one major reason for the extrusion of bending tube. The velocity of workpiece is inhomogeneous in circumferential of bearing zone. The velocity of alloy flowing through die bearing from controlling channel-�� increases rapidly than that from auxiliary channel. The temperature rise is obviously and the maximum value is 134��.
Key words: bending tube; extrusion; dynamic flow control extrusion; titanium alloy
Foundation item: Project(2016M602238) supported by Chinese Postdoctoral Science Foundation, China; Project (17A430025) supported by Key Scientific Research Foundation of Higher Education Institutions of Henan Province, China; Project(172102210403) supported by Key Science and Technology Program of Henan Province, China
Received date: 2017-11-28; Accepted date: 2018-04-10
Corresponding author: WEN Jiu-ba; Tel: +86-13838829072; E-mail: wenjiuba12@163.com
(�༭ �� ��)
������Ŀ���й���ʿ�����ϻ���������Ŀ(2016M602238)������ʡ�ߵ�ѧУ�ص���л���������Ŀ(17A430025)������ʡ�Ƽ�������Ŀ(172102210403)
�ո����ڣ�2017-11-28�������ڣ�2018-04-10
ͨ�����ߣ��ľŰͣ����ڣ���ʿ���绰��13838829072��E-mail��wenjiuba12@163.com

