���±�ţ�1004-0609(2015)-01-0030-06
Si��Zn����/�����ֽ�����ǥ����ͷ������֯��Ӱ��
ʯ �]���� �ܣ��ƽ���������ң��� ��
(����������ѧ ʡ��������ɫ�����Ƚ��ӹ��������ù����ص�ʵ���ң����� 730050)
ժ Ҫ������������·��ϵ绡MIG��ǥ��������ER4043���Ͻ�˿��5052���Ͻ�/��п�����ֽ������д�Ӻ���ͨ��ɨ��羵�������ǡ�X���������Ƕ�����õ���/�����ӽ�������˷������о���������������ӽ�ͷ��ֺ����һ��Zn�ĸ�������ͨ���Ը�������֯���з������֣���ֺ���������ɿ����ֲ��Fe2Al5Zn0.4�ͺ����е�Al-Zn��������ɡ������е�SiԪ�ز����˽��洦�������ķ�Ӧ����������Al8Fe2Si��Ԫ�����仯�������Ԫ�����仯�������ź��������仯����FeAl3�ı�Ե�ֲ�����һ����ɨ�跢�֣�SiԪ�����������淴Ӧ���������Ը��������⣬�ڲ��Խ���Ļ����϶�Fe-Al-Si��Ԫ�����仯������������̽���̽�֡�
�ؼ��ʣ���/����ǥ������ɢ�������仯�����ͷ����
��ͼ����ţ�TG401���� ���ױ�־�룺A
Effects of Si and Zn on interface microstructures of aluminum/steel welding-brazing joint
SHI Yu, LI Jie, HUANG Jian-kang, GU Yu-fen, FAN Ding
(State Key Laboratory of Advanced Processing and Recycling of Nonferrous Metals,
Lanzhou University of Technology, Lanzhou 730050, China)
Abstract: The dissimilar metals of 5052 aluminum alloy/galvanized steel were joined with lap joint by pulsed double electrode gas metal arc welding-brazing with ER4043 filler metal. The interfacial microstructures of the joints were analyzed by scanning electron microscopy, energy dispersive spectroscopy and X-ray diffractometry. The results show that a zinc-rich zone locates at the weld toe��which is mainly composed of Al-Zn solid solution at the weld seam side and Fe2Al5Zn0.4 at the galvanized steel side. Si element in weld seam involves in metallurgy reaction of intermetallic compound formation and the Al8Fe2Si ternary phase is found, the phase Al8Fe2Si forms along FeAl3 side. The results of linear scanning indicate that Si atom obviously aggregates in the intermetallic compound layers. Further, the formation process of Fe-Al-Si ternary intermetallic compound was discussed on the basis of the test results.
Key Words: aluminum/steel welding-brazing; diffusion; intermetallic compounds; interface microstructure
�����������ȹ�ҵ��չ��Ҫ��ʹ�õ��ܶȺ߱�ǿ�ȵ����Ͻ�õ��˹㷺Ӧ�á����ܽ�������������������ṹ����Ҫ�����/�ָ��Ͻṹ�����ǹ㷺��ע��Ŀǰ��������ѧ�߶���/�����ֽ����ĺ��ӿ�չ�˴������о�[1-5]���ر��ǺϽ�Ԫ�ض���/�ֽ����Ӱ�����ѧ�����о����ȵ㡣
��п�ְ�����Ҫ�����������ø֣��������п�ְ����ֽ������ӵĹ����г�����4043��Al-Si��˿�����д����о��ѱ�������п���Al-Si��˿�ϵ͵��۵�һ���̶��Ͼ�������Һ̬���ڸֱ���Ľ�������չ�����ǹ��ںϽ�Ԫ��Si��Zn����/�����ֽ������淴Ӧ������仯������ɼ���̬Ӱ����о���Ŀǰ��δ�γ�ͳһ�Ķ��ۡ�һ����ѧ����ΪSi�ڽ����仯�����û�в��뷴Ӧ��ֻ���Եڶ������ʽ���ڡ������[6]��������/��п�ָ�����Դ��ǥ����ͷ��Al-Fe�����仯��������ṹ����ΪSiԪ���Եڶ������ʽ��Al-Fe�������ܱ�������������δ������Al-Fe-Si��Ԫ��������ڡ���һ����ѧ�������Si���������������˷�Ӧ��������Al-Fe-Si��Ԫ�����仯�������[7]�о�����/�ֹ��˼�������ĩ��ǥ����ͷ�Ľ�����֯������ĩΪAlSi12���о����ֽ��淴Ӧ����������Al2Fe3Si3�Ľ����仯���SONG��[8]�о���Si����/����ǥ�������仯������Ӱ�죬��ʹ��Al-Si��˿ʱ���������ɵĽ����仯����ΪAl7.2Fe1.8Si���ֲ����Fe(Al,Si)3�Ľ����仯���HADDADI��[9]�о����ֲ��ò�ͬ��п��ְ������/�ֺ���ʱ�����ͷ�Ľ����Լ���ѧ���������ԵIJ��졣����/��п�����ֽ�����ǥ�����ӹ�����Zn���˿�����Һ̬���ڸֱ���Ľ�������չ�⣬���ɸı�绡�ļ�����Ϊ�����ͺ��ӹ����е�������[10]���ɴ˿ɼ����Ͻ�Ԫ��Si��Zn����/�ֺ��ӽ�ͷ�Ľ�����֯����ѧ������������Ӱ�죬��ˣ��б�Ҫ��һ���о�Si��Zn����/�ֺ��ӽ�ͷ������֯��Ӱ�졣
�������������/��п�ְ庸���кϽ�Ԫ��Si��Zn�Խ����仯������ɡ���̬Ӱ������⣬����������·��ϵ绡MIG��ǥ������(Pulsed DE-GMAW welding-brazing)��ER4043���Ͻ�˿��������/�ִ�Ӻ����顣����ɨ��羵(SEM)��X��������ɫɢ����(EDS)�����ֶζ���ǥ����ͷ�������Ļ����������˷�����ͨ�����������X��������(XRD)�������ֽ��洦����Fe-Al-Si��Fe2Al5Zn0.4����Ԫ�����仯������������Ƿ�������SiԪ�������������仯������и����������������������Fe-Al-Si��Ԫ�����仯������������̡�
1 ʵ��
�������������·��ϵ绡MIG��ǥ���ķ�����������/��п�ְ����ֽ����Ĵ�Ӻ����ú��ӷ�������ʵ����/�����ֽ���������[11-12]���������������Ϊ����������·�������Ϊ20 L/min����·�������Ϊ5 L/min��������·ƽ������35 A����·ƽ������27 A����·����·����ͬ�����壬����Ƶ��80 Hz�������ٶ�0.8 m/min�����������ֱ��1.2 mm��4043(Al-Si)���Ͻ�˿�����˶�п�ְ�(����ΪQ235��̼��)��5052���Ͻ�Ĵ�Ӻ�����˿��ѧ�ɷ����1���У���Ĺ���Ϊ200 mm��80 mm��1 mm�����������Ӳ����º��ӵõ��ĺ�����ò��ͼ1��ʾ��
��1 ER4043���Ͻ�˿�Ļ�ѧ�ɷ�
Table 1 Chemical composition of ER4043 (mass fraction, %)


ͼ1 ��/��п�ְ���ǥ��������ò
Fig. 1 Weld seam morphology of aluminum/galvanized steel welding-brazing
2 ��������
2.1 ��/����ǥ����ͷ
����ɨ��羵����/����ǥ����������ò�����˹۲죬�������ֵ��۵����ܴ��ں��ӹ��������ۻ�����п�ְ�δ�ۻ����γ�����/�����ֽ�������ǥ�����ӣ���ͼ2��ʾ���������ӽ�ͷ�����ۺ��������졢��п�������淴Ӧ����ɡ�

ͼ2 ��/��������·��ϵ绡MIG��ǥ����������ò
Fig. 2 Macrostructure of cross-section of aluminum/steel by pulsed DE-GMAW welding-brazing
���������������и������ȡ��/��п����ǥ����ӽ�ͷ����,��Ҫ���Ƴɽ�����������5%����+95%�ƾ�(�������)��ʴ��п�ֵ�һ�࣬��5%(�������)������ḯʴ����һ�ࡣ���ý���������SEM ��EDS�����Ͷ�п����ǥ����ͷ������֯���й۲�ͷ���������XRD�Ժ���������ϵĻ�������з�����
2.2 ��ǥ�����ӽ�ͷ����֯���������
Ϊ�����������/����ǥ�����ӽ�ͷ������֯������SEM�Ժ��ӽ�ͷ��ͬ�������֯�����˹۲죬��ͼ3��ʾ��ͼ3(a)Ϊ���ε�����ͼ3(b)Ϊ��ɢ���������ͼ3���Է��֣�����/����ǥ�����洦�����˺��Լ10 ��m�Ľ����仯������һ������������㣬������һ������֦��״��������������������п�ְ�һ��Ļ������Բ�״���п�ְ���������ɱ�ɢ���������Կ����������仯�����������3��������ɣ�������п�ֲ��״�Ļ�����Ϊһ�����࣬������Al���֦��״�Ļ����������ֲ�ͬ��������ɡ�Ϊ�˷������������仯������������ɣ���EDS��ͼ3(b)��A��B��C����������˵���������ݱ�2��EDS�����ʾA�����е�Fe��Al��Ħ����ԼΪ2:5��B�����е�Fe��Al��Ħ����ԼΪ1:3��C������Fe��Al��Si��Ħ����ԼΪ2:8:1��������е��о�[11, 13-14]ȷ��A�����е�������Fe2Al5��B�����е���FeAl3��C�����е�������Al8Fe2Si(��5)�������仯�����5�����������Ҫ�Ը���Fe2Al5 ���Fe(Al,Si)3�����������[8]�����ԣ������仯����Al8Fe2Si��һ���̶��϶���ߺ��ӽ�ͷ����ѧ�����������ġ�
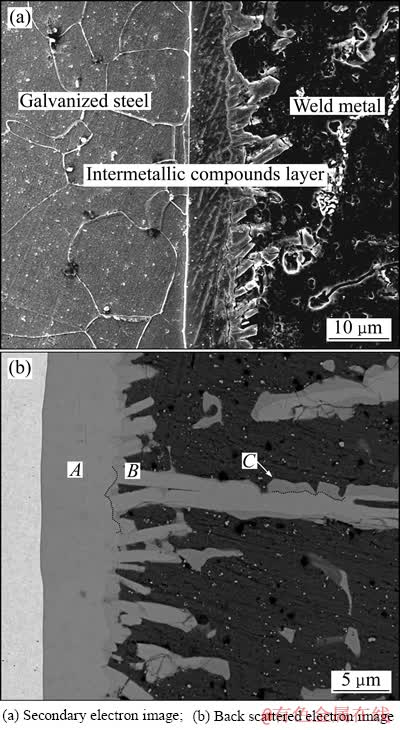
ͼ3 ��/����ǥ����������֯
Fig. 3 Interfacial microstructures of cross-section by aluminum/steel welding-brazing
��2 ͼ3�н��洦��ͬ����ijɷ�
Table 2 Compositions of different areas of interface in Fig. 3
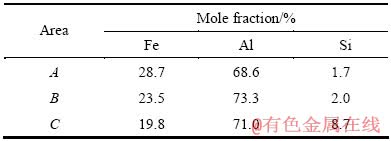
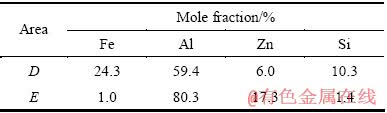
ͨ������ǥ�����ӽ�ͷ��ֺ����ͬ������з������֣���������һ��п�ĸ���������ֺ��������ò��ͼ4��ʾ����EDS��ͼ��D��E�������е��������3�з����������D�����е�Fe��Al��ZnĦ����ԼΪ2:5:0.4��E����Fe�ĺ������١��ɴ˿����ƶϣ���ֺ���������ɿ����ֲ��Fe2Al5Zn0.4�ͺ����е�Al-Zn��������ɡ�Fe2Al5Zn0.4�ǷǴ��Խ����仯�� ��[15]��һ���̶��������ڸ��ƽ�ͷ����ѧ���ܡ�Ϊ�˷���Al-Zn������Ժ��ӽ�ͷ��ѧ���ܵ�Ӱ�죬�Ժ���ͬ�������Ӳ�Ƚ����˲��ԣ�������ͼ5��ʾ���Ӳ��Խ�����Կ�������ֺ��Al-Zn���������Ӳ��Ҫ���������������Ӳ�ȡ����⣬Խ�ӽ���ֺ������������Ӳ��Խ�ߣ����������ڽӽ���ֺ����λ�ã����и����п���������У�Al-Zn���������ǿ����Ч����Ϊ�������¡�
��һ����Al�ۺ���������֯�����˷����������ۺ���������֯�ֲ�������(��ͼ6)����EDS�����Al-Si�Ͻ���ͼȷ���������֯��Ҫ�ɰ�ɫ��Al-Si������ͦ�(Al)��ɣ���Al-Si��������֯�ؾ���ֲ���

ͼ4 ��/�ֺ��ӽ�ͷ��п����֯
Fig. 4 Microstructures of zinc-rich region by aluminum/steel welded joint
��3 ���洦��ͬ����ijɷ�
Table 3 Compositions of different areas of zinc-rich region in Fig. 4
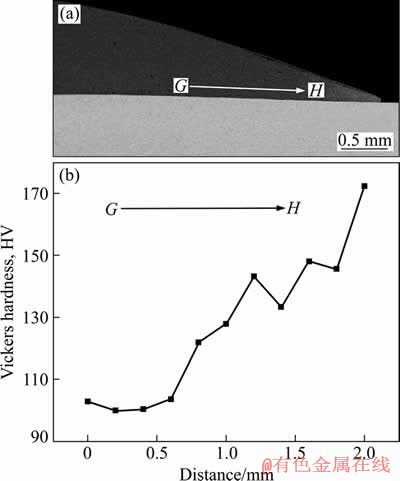
ͼ5 �������Ӳ�ȷֲ�
Fig. 5 Distribution of vickers hardness at weld metal side
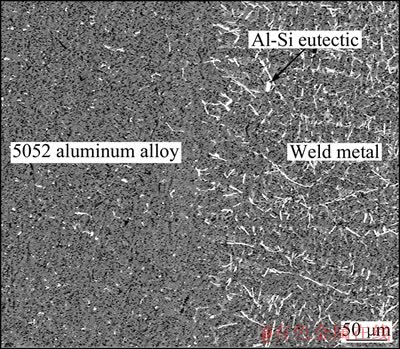
ͼ6 ��/�ֺ��ӽ�ͷAl�ۺ�������֯
Fig. 6 Microstructure of aluminum fusion area by aluminum/steel welded joint
Ϊ�˽�һ��ȷ�����淴Ӧ�㻯�����������ɣ�����/����ǥ����������˻�е���벢�Է�����������XRD������������ͼ7��ʾ��XRD�������������/�ֽ��洦��FeAl3��Al8Fe2Si��Fe2Al5Zn0.4�����仯�������ɡ�������������/��п����ǥ�����淴Ӧ�㿿���ֲ��״�����仯����ΪFe2Al5������Al������仯����ΪFeAl3������FeAl3��Ե��Al8Fe2Si��ɣ����ӽ�ͷ��ֺ�����淴Ӧ��Ľ����仯����ΪFe2Al5Zn0.4��
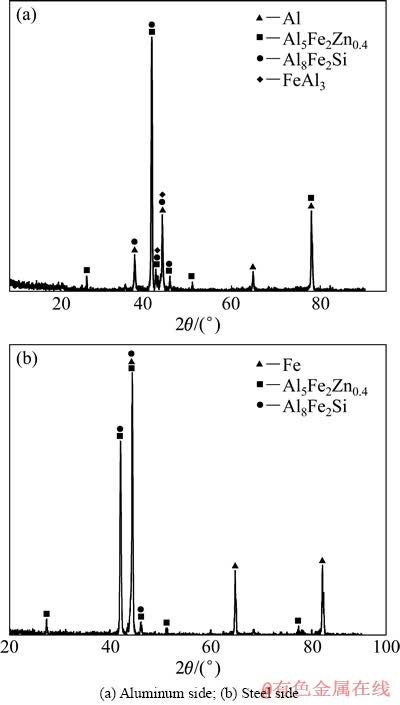
ͼ7 ��/����ǥ������XRD��
Fig. 7 XRD patterns of interface by aluminum/steel welding- brazing
2.3 ��ǥ�����ӽ�ͷԪ����ɢ
Ϊ���о���/�ֽ��淴Ӧ����Ԫ����ɢ����EDS�����������ɨ�裬������ͼ8��ʾ��ͨ����ɨ����Կ�����Alԭ���ڽ��淴Ӧ�����������Ե�ƽ̨�����ǽ����仯����Fe2Al5��FeAl3�㡣����ɨ�貢��ϱ�2�� SiԪ�ص�EDS������֣�SiԪ�����п�ֲ����û�з�����ɢ���������������仯����������Ը�������������[16]��֪��Fe2Al5���C�᷽������Ŵ����Ŀ�λ���ں��ӹ����кϽ�Ԫ��Si����Fe2Al5��ռ���˴�����Ѩ���Ӷ�������Alԭ����������ɢ���ٶȣ����յ���Fe2Al5�Բ�״����̬���������������Al��Feԭ�ӷ�Ӧ����Fe2Al5ʱ����ᷢ�����Ե����ͣ�������ȴ�����У��ڻ���������仯�����������ϴ����Ӧ����Ӱ����ǥ�������ѧ�� ��[17-18]��Si�ļ�����Լ�СFe2Al5��ĺ�ȴӶ��������/��ǥ�������ѧ������ʮ�������ġ�����������Si�ڽ����仯������зֲ����������������Ե����������Ϊ�ڲ���FeAl3��Ե������Fe-Al-Si����Ԫ�����仯����ڵ绡�ȵ������£�λ�ڵ绡�·�һ�������п�ֱ����Zn�����˴����ӷ�����ˣ��ڽ��淴Ӧ���м���û�м�Zn�Ĵ��ڣ�ֻ���ں�ֺ�����ڽ϶��Zn��

ͼ8 ��/����ǥ��������ɨ�����ͼ
Fig. 8 Linear scanning image of cross-section by aluminum/steel welding-brazing
3 Al-Fe-Si�����仯������������
�Ӳ��Խ����֪�����淴Ӧ����������Ľ����仯������FeAl3�Ϳ���FeAl3��Ե��Al8Fe2Si��ɡ�ͼ9��ʾΪAl������仯�����γɹ��̵�ʾ��ͼ��ͼ9(a)��ʾΪFeԭ����Һ̬Al�е��ܽ�Σ���Һ̬Al�е�Si������0%��5%���ӵ�10%(��������)ʱ��Fe��Һ̬���е��ܽ�Ƚ���5.30%��8.7%���ӵ�12%(��������)[19]����ˣ�����Al-Si�Ͻ�˿��Ϊ������ʱ������Fe��Һ̬���е��ܽ�Ⱥ��ܽ����ʡ������¶ȵĽ��ͣ�Fe��Һ̬Al�е��ܽ�Ƚ��ͣ������FeAl3������Al��Fe�������κˣ���������Һ̬AlҺ���κ���ͼ9(b)��ʾ��ͼ9(c)��ʾΪ�����仯����FeAl3�ij���Σ����� FeAl3��Сƽ���࣬��������ȡ���ر�ǿ����ͨ�����������£�FeAl3�ཫ��(100)��(001)����������[010]��������[20]����ˣ������г����FeAl3���֦��״����֦��״FeAl3�γɵ�ͬʱ�ƻ��˾ֲ�����Al-Si��ϵ��ƽ�⣬ FeAl3�γɵĹ����н��ж����Siԭ����FeAl3�ܱ������������ͻ������ΧҺ̬Al�е�Si������ͼ9(d)��ʾΪAl-Fe-Si�����仯������γɽΣ����Al-Fe-Si�Ͻ���ͼ����Լ��650 ��ʱ������Ũ��������Һ̬Al����FeAl3����������Ӧ�������仯����Al8Fe2Si������FeAl3��Ե���ɡ�
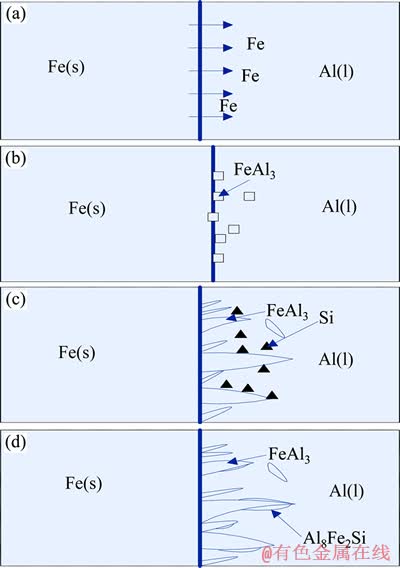
ͼ9 Al-Fe-Si�����仯�����γɹ���ʾ��ͼ
Fig. 9 Schematic diagram of formation process of Al-Fe-Si interfacial compound
4 ����
1) �����е�SiԪ�ز����˽��淴Ӧ�������仯�����ķ�Ӧ��������Al8Fe2Si����Ԫ�����仯��������仯����Al8Fe2Si���ź��������仯����FeAl3�ı�Ե�ֲ���
2) SiԪ�����������淴Ӧ���������Ը��������Ҹ�����Fe2Al5�е�SiԪ�ؿ����ƽ����仯����Fe2Al5���������Ը��ƽ�ͷ����ѧ�����������ġ�
3) ��ֺ�����淴Ӧ���Ľ����仯����ΪFe2Al5Zn0.4����������֯ΪAl-Zn��������Խ������ֺ����������֯��Ӳ��Խ�ߡ�
REFERENCES
[1] MATHIEU A, SHABADI R, DESCHAMPS A, SUERY M, MATTEI S, GREVEY D, CICALA E. Dissimilar material joining using laser (aluminum to steel using zinc-based filler wire)[J]. Optics and Laser Technology, 2007, 39(3): 652-661.
[2] TORKAMANY M J, TAHAMTAN S, SABBAGHZADEH J. Dissimilar welding of carbon steel to 5754 aluminum alloy by Nd:YAG pulsed laser[J]. Materials and Design, 2010, 31(1): 458-465.
[3] ZHANG H T, FENG J C, HE P. Interfacial phenomena of cold metal transfer(CMT) welding of zinc coated steel and wrought aluminium[J]. Materials Science and Technology, 2008, 24(11): 1346-1349.
[4] LIN Jian, MA Nin-shu, LEI Yong-ping, MURAKAWA Hidekazu. Shear strength of CMT brazed lap joints between aluminum and zinc-coated steel[J]. Journal of Materials Processing Technology, 2013, 213(8): 1303-1310.
[5] �ܵ���, �� ƽ, �� ��, �� ��, �¸���. ��Zn��-6016���Ͻ����ֽ����ļ�����ǥ������ֵģ��[J]. �й���ɫ����ѧ��, 2012, 22(6): 1738-1746.
ZHOU Dian-wu, WU Ping, PENG Li, ZHANG Yi, CHEN Gen-yu. Laser welding-brazing and numerical simulation of zinc-coated steel and 6016 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(6): 1738-1746.
[6] �� ��, ������, ��ΰ��, ������. ��/��п�ָ�����Դ��-ǥ��ͷ�е�Al-Fe�����仯��������[J]. ����ѧ��, 2007, 28(11): 65-68.
LEI Zhen, WANG Xu-you, WANG Wei-bo, LIN Shang-yang. Analysis for Al-Fe intermetallic compounds layer of fusion-brazed joints between aluminium and zinc-coated steel by hybrid welding[J]. Transactions of the China Welding Institution, 2007, 28(11): 65-68.
[7] ����, Ф��ʫ. ��/�ֹ��˼�������ĩ��ǥ����ͷ����֯����ѧ����[J]. ����ѧ��, 2013, 34(5): 41-44.
ZHAO Xu-dong, XIAO Rong-shi. Microstructure and mechanical properties of aluminum alloy and galvanized steel joints by fiber laser fusion welding brazing using a rectangular spot with filler powder[J]. Transactions of the China Welding Institution, 2013, 34(5): 41-44.
[8] SONG J L, LIN S B, YANG C L, FAN C L. Effects of Si additions on intermetallic compound layer of aluminum-steel TIG welding-brazing joint[J]. Journal of Alloys and Compounds, 2009, 488(1): 217-222.
[9] HADDADI F, STRONG D, PRANGNELL P B. Effect of zinc coatings on joint properties and interfacial reactions in aluminum to steel ultrasonic spot welding[J]. Journal of the Minerals, Metals and Materials Society, 2012, 64(3): 407-413.
[10] �ź���, �뼪��, �� ��, �Ժ���. ��п�����/��п�ְ�CMT ��-ǥ���绡������Ϊ��Ӱ��[J]. ����ѧ��, 2009, 30(8): 37-40.
ZHANG Hong-tao, FENG Ji-cai, HE Peng, ZHAO Hong-yun. Effect of zinc coating on arc heating behavior for joining Al and zinc coated steel by welding-brazing process[J]. Transactions of the China Welding Institution, 2009, 30(8): 37-40.
[11] ʯ �], �¿�ϼ, �ƽ���, ¬����, �� ��, ��ԣ��. ������·��ϵ绡������MIG��ǥ���о�[J]. ��е����ѧ��, 2011, 47(16): 25-29.
SHI Yu, WEN Jun-xia, HUANG Jian-kang, LU Li-hui, FAN Ding, ZHANG Yu-ming. Study on DE-GMAW MIG-brazing method for bonding steel with aluminum[J]. Journal of Mechanical Engineering, 2011, 47(16): 25-29.
[12] ʯ �], �� ��, �ƽ���, ¬����, �� ��. ��/��п�ְ�������·��ϵ绡 MIG ��ǥ�����ռ���ͷ��֯����[J]. ����ѧ��, 2013, 34(5): 1-4.
SHI Yu, WANG Zhao, HUANG Jian-kang, LU Li-hui, FAN Ding. Study on microstructure of fusing-brazing joint of aluminum to galvanized steel by pulsed DE-MIG welding[J]. Transactions of the China Welding Institution, 2013, 34(5): 1-4.
[13] ZHANG M J, CHEN G Y, ZHANG Y, WU K R. Research on microstructure and mechanical properties of laser keyhole Welding-brazing of automotive galvanized steel to aluminum alloy[J]. Materials and Design, 2013, 45: 24-30.
[14] CHENG W J, WANG C J. High-temperature oxidation behavior of hot-dipped aluminide mild steel with various silicon contents[J]. Applied Surface Science, 2013, 274: 258-265.
[15] ʯ �], �� ��, �ƽ���, �����. �����п�ְ���ǥ��������Fe2Al5Zn0.4�������γ�[J]. ϡ�н���ѧ��, 2013, 42(2): 432-435.
SHI Yu��SHAO Ling��HUANG Jian-kang��GU Yu-fen. Performance of Fe2Al5Zn0.4 at interface of aluminum and galvanized steel welding-brazing and its formation[J]. Rare Metal Materials and Engineering, 2013, 42(2): 432-435.
[16] YIN Fu-cheng, ZHAO Man-xiu, LIU Yong-xiong, HAN Wei, LI Zhi. Effect of Si on growth kinetics of intermetallic compounds during reaction between solid iron and molten aluminum[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(2): 556-561.
[17] CHEN Z W, GREGORY J T, SHARP R M. Intermetallic phases formed during hot dipping of [J]. Metallurgical and Materials Transactions A, 1992, 23(9): 1073-5623.
[18] WANG Qian, LENG Xue-song, YANG Tian-hao, YAN Jiu-chun. Effects of Fe-Al intermetallic compounds on interfacial bonding of clad materials[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(1): 279-284.
[19] CHANG Y Y, CHENG W J, WANG C J. Growth and surface morphology of hot-dip Al-Si on 9Cr-1Mo steel[J]. Materials Characterization, 2009, 60(2): 144-149.
[20] MCLEOD A J, HOGAN L M, ADAM C M. Growth Mode of the aluminum phase in Al-Si and Al-Al3Fe eutectics[J]. Journal of Crystal Growth, 1973, 19: 301-309.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51165023)������������ѧ�����ܳ��˲������ƻ���Ŀ(J201201)
�ո����ڣ�2014-05-07�������ڣ�2014-07-20
ͨ�����ߣ�ʯ �]�����ڣ���ʿ���绰��0931-2972765��E-mail��shiyu73@gmail.com

