ϡ�н��� 1999,(06),431-435 DOI:10.13373/j.cnki.cjrm.1999.06.008
���̬�����ӹ����չ��̵�ģ���չ
�� лˮ�� ʯ����
������ɫ�����о���Ժ!����100088,������ɫ�����о���Ժ!����100088,������ɫ�����о���Ժ!����100088
ժ Ҫ��
�����˰��̬�����ӹ������� ���������졢���μ����봥����εȹ��չ�����ֵģ�⼼�����о���չ����״�������˸����չ��̵�ģ��ʵ���� �����̬�����ӹ�����ģ��ķ�չ���������ۡ�
�ؼ��ʣ�
���̬�ӹ� ;�ȴ��� ;�������� ;ģ�� ;
��ͼ����ţ� TG249
����飺 ���, ��, ��ʿ, ������ʦ; ��ϵ��ַ: �����½ֿ�����2 �š�;
�ո����ڣ� 1999-06-16
���� ���ң����� ��������;������Ȼ��ѧ����;
Simulation of Semi solid Metal Forming Processes
Abstract��
Abstract: The research on simulation of semi solid forming processes including rheocasting, partial remelting and thixoforming, was reviewed. The samples of simulation of the corresponding processes are introduced. Research tendencies on the subject are analyzed.
Keyword��
Semi solid metals forming, Heat transfer, Rheocasting, Simulation;
Received�� 1999-06-16
��70�������ʡ����ѧԺ���о���Ա�״�������̬��������
[1 ]
��������, ���̬�����ӹ����� (SSM) �о��õ������ϵ��ձ����ӡ� �ü���ͨ���������̬�������������졢 ���μ��Ⱥʹ�����εȹ��չ��̡� �����������켼������������μ����Ļ����ؼ�, ��ҵ���ձ���õ�Ž��跨 (MHD)
[2 ,3 ]
, ���μ��ȳ����ø�Ӧ���ȷ�ʽ, Ӧ�ý�Ϊ�㷺�Ĵ�����ι�����Ҫ�������̬ѹ���� ����ģ�ͺͼ�ѹ�ȡ�
���̬�����ӹ������ijɹ�Ӧ��ȡ���ڶԶ�����Ž����������졢 ���μ��Ⱥͺ���ѹ���°��̬���ϴ�����εȹ��̵���Ч����
[4 ,5 ]
�� ���ü����ģ�⼼��, �о��������졢 ���μ��Ⱥʹ�����ι���, �Թ��յ��Ż��� ��Ʒ����֯���ܿ�������Ҫ�����á� ���ڰ��̬����������Һ��������������, ���̬�Ͻ����һ���Ĵ�����, ����ο��������������������ͼ��������й�, ����ʱ�������еĹ�ϵ�� ���, Ҫ����ֵ����ȷ�������̬���ϱ��α��ʡ� �Դ˲����о������߽����˴����о���
1 �ӹ�ģ��Ľ�չ
1.1 ���������ģ��
��������ʱ, �Ͻ����������������ܵ�ų���������ǿ�ҽ�������, ����֦�����۶ϺͲ�������, ���̬����ճ�ȡ� �ʵ������� �¶ȳ��仯���볣�������������Ⱦ��������Բ��졣
�о�����, һ������������������ȴ�ĺϽ������ճ���� �ͼ�������
�B �� �Ĺ�ϵͨ���ɱ���Ϊ
[6 ]
:
�� = ( 1 - f s f * s ) - m ( �B �� ) �� �� ( f s ) { 1 + [ �B �� ( f s ) �B �� ] a } n / a ? ? ? ( 1 )
ʽ��f * s �� f s �ֱ�Ϊ����ȴ���ʺͼ��������йص��ٽ���������˲ʱ�������,
�� �� ( f s ) = A 1 exp ( B 1 f s ) ? �B �� ( f s ) = A 2 exp ( B 2 f s ) , �������������Ϊ���鳣����
Kattamis��
[7 ]
���о�Al-4.5Cu-1.5Mg�Ͻ���̬���̬�����������ʱ, ���ݽ�������й���֦����α���Ա������:
�� = �� L [ 1 + �� d S v ( �� d 0 S v 0 ) ( 1 f s - 1 f * s ) ] + 2 . 0 3 3 �� 1 0 4 f s ( �B �� ) - 0 . 7 2 7 ? ? ? ( 2 )
ʽ���� L
�� d 0 ? �� d �ֱ�Ϊ���½��迪ʼʱ����̬����ʱ�Ĺ�������ĵ�Чֱ��, S v 0 , S v
���������������������ճ������������ �������ʼ�Ĺ�ϵģ�ͺ�, �ɶ���������ʱ���ȳ��� ����������������Ч��ģ��, ���ǰ��̬�ӹ����ղ����Ż����̿��ƵĹؼ�
[5 ]
��
����Pichiney��˾���������������Ƴ���ʽ��Ž�����, �Ʊ���Al-6Si-3Mg�Ͻ���̬����, ���Ըù��̽�������Ч����ֵģ��, �Ͻ������ڵ���������µ������ٶȳ��͵��������ģ������ͼ1��ʾ
[8 ]
�� ģ��������, ��֦״������֮�����ڵ�Ž���ʱת���Ǿޱ״�����νṹ, ��Ҫ��������Щ��֦���ڵ��������������������ǻ�ĸ�������, ����֦�����������۶����¡�
ͼ1 Al-6SiCu3Mg�Ͻ�����ģ���Ž����ٶȳ��͵�ų�
(a) �ٶȳ�; (b) ��ų�
Dantzig��
[9 ]
�����һ������ģ���Ž��������°��̬��������������������ʱ��ά��ѧģ��, ��������Ԫ��������������ʱ�ĵ�ų��� �������ȴ�����ģ��, ��ά�ٶȳ���������ģ������ͼ2��ʾ�� ͼ�б���, ���徭�ȷ��������ٶȱ����������ٶ�Ҫ��ܶ�; ���ٶȳ��е�ų��ʸ�˹�ֲ�, ���ڶ��ӵ��м����ϴﵽ���ֵ (ͼ2(a))�� �������̿����ĵ�Ч�����켣����������Ľ��ж�����, �����������������פ��ʱ��Ҳ�������Բ��� (ͼ2(b))�� ����, ������ת��ų�������, �����ٶȳ�������Ҳ�������Բ��졣 �������ʵ������������ö��ӽ���ǻ�������������, �������ڻ�ý�Ϊ�ִ�����������֯��
ͼ2 ��Ž���������������������ά�ٶȳ�������ģ��
(a)�ٶȳ�; (b) ����
1.2 ���μ��ȺͲ������۹���ģ��
���̬�����������ǰһ����õ�Ÿ�Ӧ���ȶ��������»�þ���һ����������ʹ������ܵİ��̬��֯�� Hirt��
[10 ]
����������������������Ӧ��ų�, ���ǵ���������ķ���Ͷ���������Ϊ, ��������ַ�����Բ������Ӧ���ȹ����е��¶ȳ���Һ���������, ��������ʵ�������µļ��Ⱥ��ۻ���Ϊ���Ǻϡ�
Gibson��
[11 ,12 ]
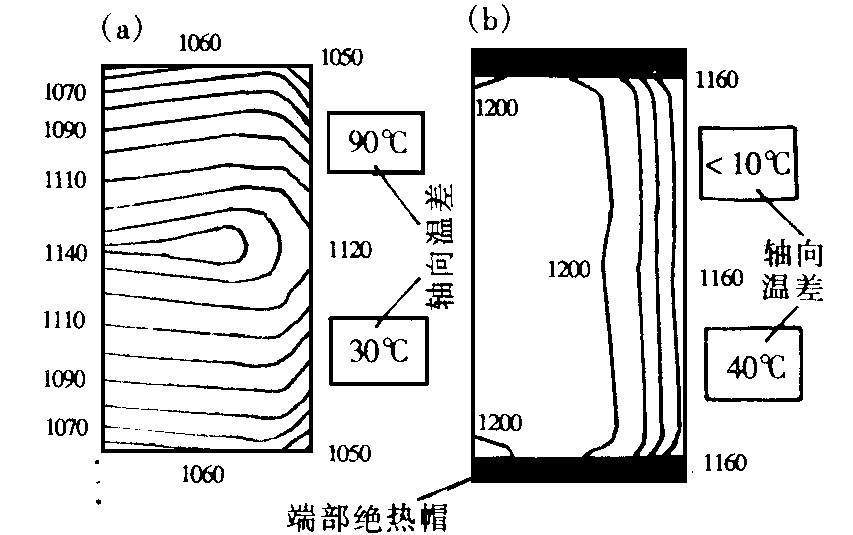
������һ������ģ��������������Ӧ���ȹ��̵Ķ������ ���� SCEDDY, �ɶԸ�Ӧ���μ��ȹ����а��̬�����ڲ��¶ȱ仯���пɿ���ģ��, Ϊ�ƶ����ղ����ṩ�ɿ��ı�֤�� �ر��ǶԸ��۵���Ͻ��и�Ӧ����ʱ, ���ڷ���ɢ�ȼ�ǿ, Բ�������¶��ݶ�����, �ᵼ�¹��������������������������ز�����һϵ�����⡣ ���ͨ�����ͺϽ�������ϵ�����ڼ��ȱ��º����������Ƶ�ʵ����Խ���� ���310����ּ���ʱ, SCEDDYģ��������, �������˲��ӱ�����ʱ, �����²�ߴ�90��, ���ӱ�����ɽ���10������, ģ������ʵ������ȫ����, �μ�ͼ3�� Kapranos��
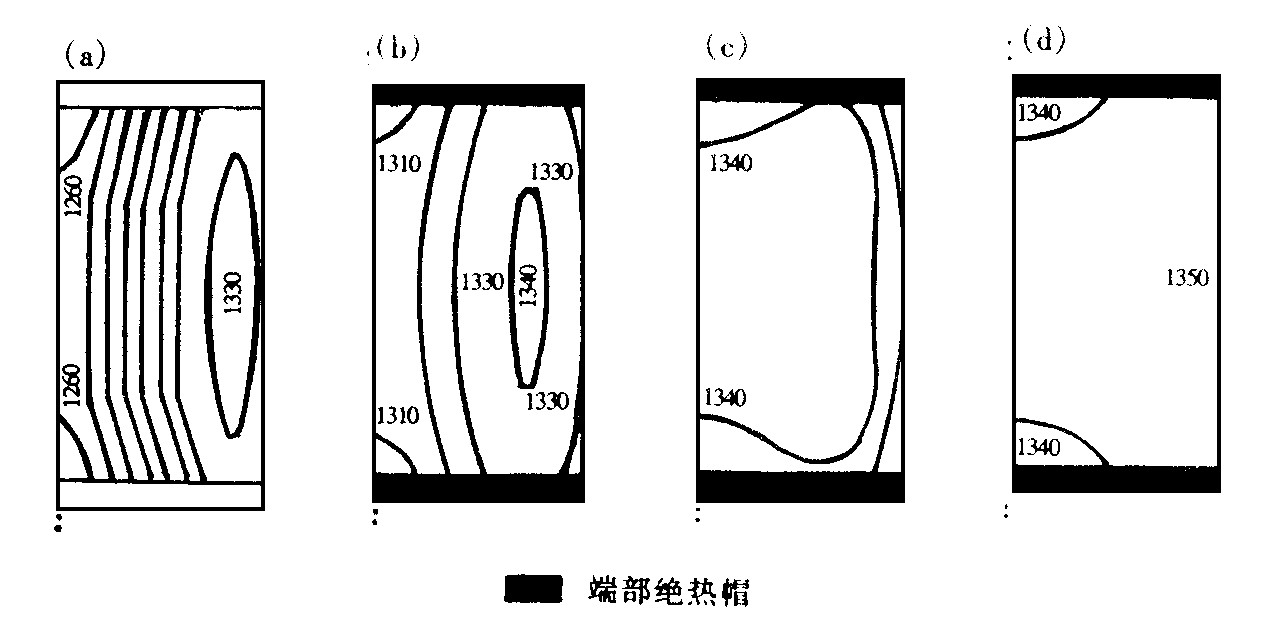
[13 ,14 ]
����SCEDDY�������̬˾�����Ͻ� (Stellite) �Ĵ��������Ϊ�����˺ܺõ�Ԥ��, �䲿��ģ������ͼ4��ʾ��
ͼ3 310����ָ�Ӧ���ȵ�SCEDDYģ����
(a) ����ñ; (b) ���˼Ӿ���ñ
1.3 ������ι���ģ��
���̬������ѹ�������¾������õ������Ժ������, �����ι��̷dz�����, Ŀǰ�Դ�����ι��̵�ģ���о������һЩ��ҵ����Ԫ�����������ƽ̨�Ͻ��С�
Zavaliangos��
[15 ]
��������Ԫ�� (ABAQUS) ���̬���ϵ�������Ϊ������ģ�⡣ �����˰��̬��������ģ��; ���ö�ײ��ϵ�α����ģ��ȷ�������Һ���������Ϊ, ���������Һ��������Է���, ��ģ����Sn-15Pb�Ͻ�ģѹʱ�ı�����Ϊ�Լ����Ͻ�ͬĦ�������ͱ���������ѹ��ʱ��Һ������仯�ȡ�
ͼ4 ��Ӧ����Stellite�Ͻ���̵��¶ȳ�ģ����
(a) ���ټ��Ⱥ�; (b) ��ʼ����; (c) ���½���; (d) ���º���6 kHz�¼���2 s
Wang��
[16 ]
�������İ��̬����ǰ�ص����崦��Ϊ���е��ܶȺͶ���ѧճ�ȵ����˶�ѧճ����Һ����ͬ�ġ�α������, ��������Navier-Stokes���̺��������̲������Ե�ţ�������ģ�Ͷ��̬Sn-15Pb�Ͻ��ڸ��ӱ�����ǻ�е�ѹ����������Ϊ������ģ�⡣ ����ģ���������������Ǻϵ��൱��, �ܺܺõؽ���ѹ�������������γɹ��ɺ�Һ��ƫ����Ϊ��
Kapranos��
[17 ]
���ô���ģ�͡� ��ճ��ģ�ͺͷ�ţ������ģ��, ��FLOW 3D����ƽ̨�϶�A357���Ͻ�Ŀ���ѹ������ѹ���仯������ģ��, ����ʵ��ѹ��-ʱ�����߽��бȽϡ� ��Ϊ�������ʱ���̬���Ͻ��ճ����Ӧ�����ʺ�ʱ���������, ���ô���ģ�ͺͳ�ճ��ģ�ͼ���ʱ, Ӧ����ʱ��仯������ʵ���������Ǻ�, ��ѹ����С��ʵ��ֵҪ��3��4��; ѡ��ճ����ʱ���صķ�ţ������ģ��ʱ, Ӧ��ֵ��ʵ��ֵ�����Զ, ���ҹ����������ԽС, ���ֲ��Խ��; ��������������������С�� ��˵����ţ������ģ�Ͳ��ܽϺõ��������̬�����Ĵ�����Ϊ�� ʵ��ѹ��ֵ�ȼ���ֵƫС����Ҫԭ�������Ӧ���°��̬�����й�����֯���ŵ������йء� ��ʱ�������롰����Ӧ�����ĸ������ճ�ȵ������仯�������������γ��ڵĸ����½�����
[17 ]
��
Barkhudarov��
[18 ]
�������������̬���ϴ����Եı�����ϵ��ѧģ��:
d �� d �B �� = d d �B �� ( �� �B �� ) = �� + �B �� d �� d �B �� = �� + �B �� �� d �B �� d t ( �� 0 - �� ) ? ? ? ( 3 )
��ģ�Ϳ����˽��ϱ���ʱճ�ȡ� �������ʼ�����ʱ��Լ���Ӧ����Ӱ�졣 ����FLOW 3D������Sn-15Pb�Ͻ�Ĵ��伷ѹ������Ϊ������ģ��, ���ּ���Ӧ���ͳ���ʱ���������, �����ڼ������ʵ���100 s-1 ʱ�仯���Ⱥܴ� ��������
�B �� �ͼ��ٶ�
( d �B �� / d t ) Խ��, Ӧ���ͻ��������Խ��; �������ڼ�ǰ��ͣ��ʱ��t r
Tims��
[19 ]
��ANSYSTM ƽ̨��ģ�������Ͻ���μ��ȡ� �����гֺ�ѹ������, �о���ѹ�������������¹�Һ��ƫ��ʱ��������仯���ɡ� ��������S-WOLF�����ɶ��̬����ѹ�������е�Ӧ���� Ӧ�䡢 ��Һ��ƫ�����¶Ƚ���ģ����㡣 ��һ������ANSYSTM ƽ̨�ϵĽӿ������ɶԲ�ͬѹ���� �¶ȼ�����������״�����µİ��̬���ϳ��ι��ս����Ż���ơ�
Kang��
[20 ]
����ȴ�������������, �����˶�ά����̬����ѹ��Navier-Stokes���̡� �Ծ���30%���������A356�Ͻ��ѹ��ʱ��ͬע�뷽ʽ�ͳ�ʼ�¶��µ������Ϊ���¶ȷֲ��������������ֵģ��, ����ģ����ʾ��ͼ6�� �������, �����ٶ�ֱ��Ӱ����䷽ʽ�� ���ڽ����������õ�Ӱ��, ����ѹ��ʱ�ӽ�ģ�ڴ����ȱ����, ����ʱ��ײ��ͱ߽Dz�λ�ȱ����, ѹ���ٶȶ��¶ȷֲ�Ӱ���С�� ���ڲ��ô�̨��С��ע�����ѹ��ʱ, ѹ�������¶ȷֲ��ȴ��ֱͨ��ѹ��ʱ������, ��С�˹����ڵ�����ȱ��, �Ӷ������ڸ���ѹ��������ѧ���ܡ�
ͼ5 Sn-15wt%Pb�Ͻ����Ӧ���ͱ���ճ��ģ�������
����ʱ���� =0.5 s, t r �� 1. t r t r t r t r �� 1. t r t r t r t r
ͼ6 A356�Ͻ���������¶ȱ仯
�������: 30%; ѹͷ�ٶ�: 60 mm/s; ģ���¶�: 350�� (a) t =0.4 s; (b) t =0.81 s; (c) t =1.34 s
Gebelin��
[21 ]
����FLUX EXPERT����Ԫ�����о��˰��̬Sn-Pb�Ͻ�ѹ���� Al-Si�Ͻ���������µ�������Ϊ, ���й������ճ����ģ��, Һ����������Darcy�������������� �о�����Ħ�����̬��������Ӱ��dz���, ����Һ��ֲ��IJ����������²����ڱ���ʱ�������صĹ�Һƫ������, ��Գ��β���þ�����֯���ܵ���Ʒ�Dz����ġ� Paredies��
[22 ]
������ָ̬������ģ�Ͳ���ProCastTM ������A356���Ͻ���̬ѹ�������˷���, ��Ϊ���̬������ģǻ��Ϊ�����߽�ʱ, ģ�������ܽ���ѹ���仯��Ϊ�ʹ�������, �����ǻ�����ģ�����۲�ֵ�����
��־ǿ��
[23 ]
���þֲ�����ϸ����Lagrange�������̬ZA12�Ͻ�Ĵ���������̽�����ֵģ�⡣ �÷������Ծ�ȷ�ش������ɱ���, ��Ч�ظ����������ű�����ʷ, �����ʵ�������Ż�, �õ��ֲ���ȷ������ͼ��, ���ܴ����ϴ��������Ρ� ����ֵ���������ǺϽϺá�
2 ������
��ֵģ�⼼��Ӧ���ڷ������̬�������ι��չ���, �����˽�ͷ����ӹ����չ���, ���ƺ��Ż����ղ���, Ϊ�������졢 ���μ��Ⱥ��㲿���Ľ���������ο�����Ч��ָ�����á� Ŀǰ���̬���϶��μ��ȺͰ��ۻ����̵�ģ���Ѿ���һά��չ����ά, �Ѿ�������SCEDDY�����ϳ������ҵ����, ���Խϳɹ��ط�����Ⱥ��ۻ����̡� �Դ�����λ�ע����ε�Ӧ����ģ�������Ԥ��, ���ܴ�������ҵ����Ԫ���������������ģ�����, ������һ���̶��Ͽ����������̬�����ڼ���Ӧ�������µ�������Ϊ, �����ڰ��̬�Ͻ�Ĵ������ܵ�������, ijЩ�о�����в�����ȫ���ͱ��ι����е�һЩ����, ��ʱ���ճ�ȵ�Ӱ��ȡ� ���ķ�չ�����ǿ���ճ����ʱ��ı仯��ϵ�� ģ���ڵ��Ƚ��������̹��̵ȸ�������ȡ�
�����
[1] ��Spencer D B, Mehrabian R, Flemings M C. Metall.Trans.,1973 ,3(7):1925
[2] ��Flemings MC.Metall.Trans.B,1991,22b(6) :269
[3] ��Taha M A,El��Mahallawy N A,Assar A M.J. Mater.Sci.,1988,23:1379
[4] ��Vives C.Metall.Trans.B,1992 ,23B(4) :189
[5] ��лˮ��, ��, ʯ����- ����ѧ��,1999,35(2):163
[6] ��Turng LS, Wang KK.J.Mater.Sci.,1991,26:2173
[7] ��Kattamis TZ,PicconeT.J.Mater.Sci.Eng.A,1991,A131:265
[8] ��Garat M,Blais,Loue W Ret al.Proc.5th.Int.Conf.on Semi��solid Processing of Alloys and Composites. Denver CO,USA,1998.199
[9] ��Dantzig JAand Roplekar.Proc.5th.Int.Conf.on Se��mi��solid Processing of alloys and composites. Denver CO, USA,1998.241
[10] ��Hirt G, Cremer R, Winkelmann et al.Proc 3rd Int.Conf.on Processing of Semi��solid Alloys and Composites,Tokyo,Japan1994
[11] ��Gibson RC, Kirkwood D Hand Kapranos P(eds.).Proceedings ofthe4thInt.Conf.onSemi��solid ProcessingofAlloysand Composites.The University ofSheffield,1996 .136
[12] ��Kirkwood DH.Proc.5th.Int.Conf.on Semi��solidPro��cessingof Alloys and Composites.Denver CO,USA,1998
[13] ��Kapranos P,Gibson RC,Kirkwood DH etal. Mater.Sci.Technol.,1996,12:274
[14] ��Kapranos P,Gibson RC,Kirkwood DHetal.Proceed��ingsofthe 4th Int.Conf.on Semi��solid Processing of Alloys andComposites.The University ofSheffield,1996 .148
[15] ��Zavaliangos A, Lawley A.J. Mater. Eng.Perform .,1995,4(1) :40
[16] ��Wang K K, Wang SP. WO95/34869, PCT/US95/07515,1995
[17] ��Kapranos P, Kirkwood D H, Barkhudarov.Proc.5th.Int.Conf.on Semi��solid ProcessingofAlloysand Composites.Den��ver CO,USA,1998.11
[18] ��Barkhudarov MR,Bronisz CL,Hirt C W.Proceedingsofthe4thInt.Conf.on Semi��solid Processing of Alloys and Com��posites.The University ofSheffield,1996:10
[19] ��Tims ML,Xu J,Dax FRetal.Proceedingsofthe4thInt.Conf.on Semi��solid Processing of Alloysand Composites.TheUniversityof Sheffield,1996.120
[20] ��Kang CG,Kang DW.Proceedingsofthe4thInt.Conf.on Semi��solid Processing of Alloys and Composites.The UniversityofSheffield,1996.142
[21] ��Gebelin JC,Favier D,Suery et al.Proceedings ofthe4th Int.Conf.on Semi��solid Processing of Alloys and Composites.The University ofSheffield,1996 .126
[22] ��ParediesCJ,Rappaz M,Imwinkelried Tetal.Proceed��ingsofthe 4th Int.Conf.on Semi��solid Processing of Alloys andComposites.The University ofSheffield,1996 .115
[23] ����־ǿ, ���ƻ�, �ջ���- �������켰��ɫ����,1997,6 :8