文章编号:1004-0609(2010)S1-s0726-04
Ti-1023钛合金改锻工艺优化
黄利军,齐立春,黄 旭
(北京航空材料研究院,北京 100095)
摘 要:Ti-1023钛合金通过适当的变形,可达到组织性能的良好匹配。设计了3种改锻工艺方案,试样经过改锻后测试其宏观/微观组织、拉伸性能和断裂韧性。结果表明:第1、2种工艺方案由于原始β晶粒尺寸偏大、晶界破碎不充分塑性很低;综合前2种方案的第3种方案获得的钛合金的显微组织和力学性能都比较理想,而且该工艺重复性较好,可作为实际生产工艺。
关键词:Ti-1023钛合金;锻造;力学性能
中图分类号:TG 146.23 文献标志码:A
Deformation process optimization of Ti-1023 titanium alloy
HUANG Li-jun, QI Li-chun, HUANG Xu
(Beijing Institute of Aeronautic Materials, Beijing 100095, China)
Abstract: The excellent combined properties could be achieved by means of proper deforming process for Ti-1023 titanium alloy. Three deforming schemes were designed, named schemes 1, 2 and 3, respectively. The micro/macro-structures were checked and mechanical properties were tested. It is shown that Ti-1023 titanium alloy deformed by schemes 1 and 2 have poor ductility for large original β grain sizes and insufficient breakage of grain boundary. Ti-1023 titanium alloy deformed by schemes 3 shows better micro/macro-structures and mechanical properties, and the process is of good repeatability. So, the process using case 3 can act as factory process.
Key words: Ti-1023 titanium alloy; forging; mechanical properties
Ti-1023钛合金是一种高强、高韧、损伤容限型钛合金,具有优良的综合性能[1-2],与Ti-6Al-4V的锻造流变应力比较,在使用相同的锻造设备和模具时,Ti-1023合金更易于成形[3]。但是,如果采用的工艺不适当,例如开坯、改锻温度控制不当,变形量不足或太大等,则导致强度―塑性―韧性不能很好地匹配,要么强度偏高、塑性偏低,要么强度、塑性很好,韧性达不到使用要求等。
目前,对Ti-1023合金变形工艺的研究主要集中在加工图、有限元模拟及等温锻造等方面[4-8]。这些工作忽略了一个重要问题,即用于最终加工锻件或最终变形前的材料有复杂的加工历史,不是简单的一步变形就能保证组织性能合格。研究工作表明,改锻对保证组织性能是非常重要的[9]。本文作者对Ti-1023钛合金开坯后的改锻火次、改锻温度及变形程度与组织性能关系进行了详细研究,给出了优化后的改锻工艺,并进行了工艺验证。
1 实验
1.1 原材料
试验用原材料为北京航空材料研究院VAR电弧炉熔炼的d 380 mm铸锭。为了破碎粗大的铸造枝晶
组织、焊合内部疏松和气孔,铸锭经过1 200 ℃开坯后进行改锻试验。其化学成分如表1所示,头部相变点为808℃。
表1 Ti-1023钛合金的化学成分
Table 1 Chemical composition of Ti-1023 titanium alloy (mass fraction, %)

1.2 改锻试验
改锻的目的是通过控制变形温度和变形量,结合热处理细化晶粒、消除或减少网状晶界α、控制晶粒内部初生α相的形态和比例,达到改善材料综合性能的目的[9]。对于Ti-1023钛合金,通过充分的改锻来达到强度-塑性-韧性的良好匹配尤为重要。而改锻火次太多、加热温度变化频繁会使生产成本的大幅度增加,因此需要通过改锻工艺试验确定最佳工艺。
在铸锭开坯的基础上制定3种变形方案,分别为方案1、方案2和方案3(见图1)。每种方案变形结束后在试料一端切取试片,经过固溶时效热处理后取样分析宏观/微观组织,组织分析在莱卡数码金相显微镜
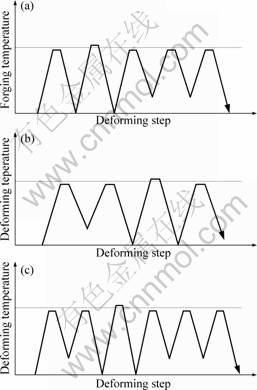
图1 变形工艺方案
Fig.1 Deformation process schemes: (a) Scheme 1; (b) Scheme 2; (c) Scheme 3
上进行。之后切取料坯加工试样,在MTS实验机上测试拉伸性能和断裂韧度。
2 实验结果
试片1~3的宏观/微观组织如图2~4所示。其中,高倍组织取自各试片上拉伸试样的螺纹部分。拉伸性能见表2。
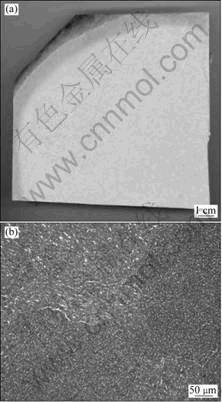
图2 方案1改锻的Ti-1023钛合金的宏观/微观组织
Fig.2 Macro/micro-structures of Ti-1023 titanium alloy deformed by scheme 1: (a) Macro- structure; (b) Micro- structure
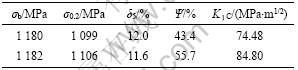
表2 各方案改锻的Ti-1023钛合金的力学性能测试结果
Table 2 Tensile properties and broken toughness of Ti-1023 titanium alloy deformed by three schemes

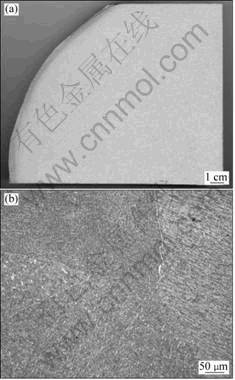
图3 方案2改锻的Ti-1023钛合金的宏观/微观组织
Fig.3 Macro/micro-structures of Ti-1023 titanium alloy deformed by scheme 2: (a) Macro-structure; (b) Micro-structure
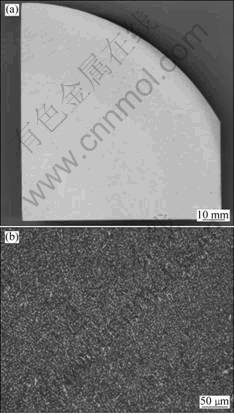
图4 方案3改锻的Ti-1023钛合金的宏观/微观组织
Fig.4 Macro/micro-structures of Ti-1023 titanium alloy deformed by scheme 3: (a) Macro-structure; (b) Micro-structure
3 分析与讨论
从宏观/微观组织(图2~4)可以看出:经过方案1的改锻后,虽然晶界基本破碎,宏观组织较模糊,由于总变形量不足,粗大的原始β晶粒痕迹没有消除,显微组织不均匀,强度和断裂韧性较高,塑性很差。方案2与方案1相比,在相变点以上变形火次之前增加了一个两相区变形。目的是通过增加两相区的变形来保证后续单项区加热变形时,更容易发生再结晶,从而使单项区变形后组织更均匀,因此,减少了单项区变形之后的变形火次。结果表明:宏观组织与方案1比较无明显差别,显微组织反而晶界更明显,力学性能也没有明显改善。
方案3是前2种方案的综合,组织分析结果表明:宏观组织为毛玻璃状模糊晶,微观组织为大量球状初生α加少量棒状初生α相分布在β转变基体上的组织。拉伸强度及塑性匹配非常好。受试样尺寸限制, KⅠC试样不满足平面应变判据,给出的为KQ值。
为了验证方案3的稳定性,重新下料按方案3进行变形试验,切片分析宏观/微观组织(见图5)并测试性能(见表3)。结果表明:宏观/微观组织及拉伸性能
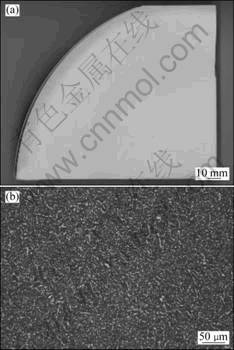
图5 重复方案3改锻的Ti-1023钛合金的宏观/微观组织
Fig.5 Macro/micro-structures of Ti-1023 titanium alloy deformed by repeated scheme 3: (a) Macro-structure; (b) Micro-structure
表3 方案3重复改锻后Ti-1023钛合金的力学性能
Table 3 Mechanical properties of Ti-1023 titanium alloy deformed by repeated scheme 3
与方案1试验结果相当,工艺重复性较好。
4 结论
1) 改锻对Ti-1023钛合金综合性能具有较大影响。当原始β晶粒较大、变形不能充分破碎晶界α时,合金的强度偏高且塑性很差。
2) 适当的变形和热处理细化晶粒使大部分初生α球化后可达到强度、塑性、韧性的良好匹配。工艺3的2次试验结果表明:该工艺是较理想的改锻工艺。
REFERENCES
[1] BOYER R R, KUHLMAN G W. Metallurgical transaction A, 1987, 18: 2095-2103.
[2] 吕逸帆, 孟祥军, 李士凯. TB6钛合金β斑研究概述[J]. 稀有金属材料与工程, 2008, 37(s3): 544-548.
[3] KUHLMAN G W, PISHKO R, KAHRS J R, NELSON J W. Beta titanium alloys in the 1980’[M]. New York: AIME, 1984: 255-280.
[4] WEISS I, SEMIATIN S L. Thermomechanical processing of beta titanium alloys: An overview[J]. Materials Science and Engineering A, 1998, 243: 46-65.
[5] WAND J, DU Z, YANG H. Relationship between mechanical properties, microstructure and processing parameters in Ti-10V-2Fe-3Al alloy isothermal forging conditions[C]// Titanium 1995: Science and Technology. Birmingham: Institute of Materials Press, 1996, 11: 1272-1279.
[6] RYDSTAD H, DUERIG T W, BOER C R. Hot die forging of Ti-10V-2Fe-3Al[J]. Titanium-Science and Technology, 1985, 1: 641-646.
[7] KUHLMAN G W, PISHKO R. Isothermal forging of beta and near beta titanium alloy[C]//Beta Titanium Alloys in 1980’s. Warrendale: TMS, 1984: 19.
[8] MAEDA T, OKADA M. Improvement of strength and fracture toughness in isothermally forged Ti-10V-2Fe-3Al[C]//Titanium 1995: Science and Technology. Birmingham: Institute of Materials Press, 1996, 11: 948-955.
[9] 黄利军, 鲍如强, 黄 旭, 郭 灵. Ti-1023钛合金细晶化和组织控制工艺研究[J]. 稀有金属, 2004, 28(1): 54-57.
(编辑 陈卫萍)
基金项目:国家重点基础研究发展计划资助项目(2007CB613803)
通信作者:黄利军;电话:010-62496630;E-mail:lijun.huang@biam.ac.cn

