网络首发时间: 2014-03-25 14:46
稀有金属 2015,39(09),826-830 DOI:10.13373/j.cnki.cjrm.2015.09.010
钠化焙烧水浸法从废催化剂提取钒、钼、铝
邵延海 徐淑安 李明明 蒋丰祥
昆明理工大学国土资源工程学院
摘 要:
废催化剂是一类重要的含镍、钴、钒、钼、铝等有价金属的二次资源,对其进行综合回收利用,不仅可以减少金属的流失,也可以减轻对环境的污染,具有重要的经济和环境意义。通过对废催化剂主要成分及钠化焙烧过程中主要反应和生成物在80℃水中溶解度的分析,确定采用钠化焙烧水浸法提取钒、钼、铝,考察碳酸钠用量、焙烧温度、焙烧时间对提取过程的影响。实验结果表明,废催化剂钠化焙烧的最佳条件为:碳酸钠用量84%、温度1000℃、时间30 min,在上述条件下,钒、钼、铝的浸出率分别达到97.22%,99.68%,95.56%,浸出效果理想。钠化焙烧过程实现了钒、钼、铝向相应的可溶钠盐转化,水浸过程实现了钒、钼、铝与镍、钴等其他元素的分离。与其他工艺相比,钠化焙烧水浸法具有浸出率高、组分简单等优点。镍、钴向氧化物的转化及大量氧化铝的溶出,为进一步采用酸法从水浸渣中回收镍、钴创造了有利条件,符合现代二次资源综合回收利用和避免环境污染的要求。
关键词:
钠化焙烧;水浸;废催化剂;氧化铝;
中图分类号: X705
作者简介:邵延海(1978-),男,新疆霍城人,博士,副教授,研究方向:矿物加工及固体废弃物处理;电话:15208716867;E-mail:csusyh@126.com;
收稿日期:2014-02-28
基金:国家自然科学基金青年基金项目(51204079);云南省科技厅应用基础研究计划项目(2010ZC021)资助;
Extracting V,Mo,Al from Spent Catalyst by Soda Roasting Water Leaching
Shao Yanhai Xu Shuan Li Mingming Jiang Fengxiang
Faculty of Land Resource Engineering,Kunming University of Science and Technology
Abstract:
Spent catalyst is an important secondary resource containing nickel,cobalt,vanadium,molybdenum and aluminum. Comprehensive recovery of spent catalyst has important economic and environmental significance for reducing the loss of valuable metals and environment pollution. Based on the analysis of the main components of spent catalyst,main chemical reactions and the solubility of reaction products at 80 ℃,soda roasting water leaching was adopted to extract vanadium,molybdenum and alumina from spent catalyst,and the effects of soda addition,roasting temperature and roasting time on the extraction of metals were researched. The results showed that the satisfactory leaching rates of vanadium,molybdenum and aluminum reached 97. 22%,99. 68% and 95. 56%,respectively,under the optimum condition of soda addition of 84%,roasting temperature of 1000 ℃ and roasting time of 30 min. Vanadium,molybdenum and aluminum were transformed into corresponding soluble sodium salts in the roasting process and were separated with other elements in the water leaching process. Compared with other methods,fewer components in leaching liquor and high leaching rates of metals were the advantages of soda roasting water leaching method. Moreover,the dissolution of alumina and the transformation of nickel and cobalt to their oxides made a positive meaning,which was very important for the later recovery of nickel and cobalt from leaching residue by acid leaching. The technique met the requirements of modern integrated recycling and environment pollution reducing for secondary resources.
Keyword:
soda roasting; water leaching; spent catalyst; alumina;
Received: 2014-02-28
钒、钼、铝作为现代工业生产中不可或缺的金属元素,被广泛应用于化工、材料、钢铁、医药、 能源等领域,具有重要的经济价值[1,2]。近年来, 随着我国科技和经济的高速发展,国内钒、钼、铝的需求量剧增,钒、钼早已供不应求。铝基催化剂是一种以钒、钼等金属或其氧化物为活性成分,氧化铝为载体的催化剂,被广泛应用于石化行业的石油精炼脱硫加氢过程,世界上每年产生约50 ~ 70万吨的废催化剂并呈现逐年增加的趋势。催化剂经过长时间的化学作用和热作用而永久性失效后,变成了一种固体废弃物[3~5]。废催化剂是一类重要的含镍、钴、钒、钼、铝等有价金属的二次资源。废催化剂含有许多有毒成分,被掩埋后会浸入水体并释放有毒气体,污染环境。随着人们对环境保护意识的提高,我国环境法规越来越严格,废催化剂的处理成本越来越高。将废催化剂综合回收, 不仅可以回收大量的金属,也可以减轻对环境的污染,具有良好的经济和环境意义。
正基于此,国内外许多研究者对从废催化剂中提取钒、钼进行了研究[6]。回收方法主要分为: 碱法、酸法和生物法。碱法[7,8,9,10,11]基于钒、钼高级氧化物溶于碱这一特性而被广泛采用,钒、钼低级氧化物或硫化物向高级氧化物的转化是影响碱法提取效果的关键。目前,焙烧碱浸法具有转化完全、 回收率高、成本低等 优点,已实现工 业化。酸法[12,13]则利用钒、钼在适当的条件可溶于酸的性质,直接从废催化剂中提取钒、钼、钴、镍、铝等有价金属。酸法可实现废催化剂的综合回收,钒、 钼回收率达85% 以上,但其他元素也被浸出,导致浸出液组分复杂、分离困难、流程冗长,限制了酸法的推广和工业化。生物法是利用微生物具有把钒、钼的固体化合物转化为可提取物的能力,使钒、钼得到回收,生物法的最大缺点是处理时间长。
无论是用碱法还是酸法处理废催化剂,都是以回收钒、钼为目的,铝则作为杂质来处理。废催化剂中氧化铝的含量( 60% ~ 70% ) 远高于铝土矿生产氧化铝的工业边界品位( 40% ) 。制造催化剂消耗了大量的氧化铝,处理废催化剂过程中氧化铝得不到有效的利用,不仅浪费资源,还会造成新的污染,使后续处理更加困难。废催化剂中载体氧化铝未能得到有效回收利用的原因主要是: ( 1) 废催化剂碱法提取钒、钼一般在500 ~ 700 ℃下焙烧, 而在此温度下,铝与钠盐的反应不完全; ( 2) 钠盐的添加是以钒、钼来计量的,致使铝的提取效率不高。综合前人研究成果,并借鉴氧化铝工业生产的经验,本文采用钠化焙烧水浸法从废铝基催化剂中提取钒、钼、铝,并对钠化焙烧过程中碳酸钠添加量、焙烧温度、焙烧时间等因素对金属提取效果的影响进行了研究,期望能对废催化剂的综合回收有所裨益。
1实验
1.1材料
本实验试样来源于国内石化行业石油精炼脱硫加氢过程中产生的废催化剂,试样为蓝色粉末状固体。将试样晒干、研细、混匀,然后进行试样性质分析和钠化焙烧水浸试验研究。试样的主要化学组成见表1。
由表1可见,废催化剂中有用组分较多,其中载体氧化铝( 67. 45% ) 为主要成分,其他有价成分为钒 ( 1. 73% ) 、钼 ( 1. 79% ) 、镍 ( 4. 61% ) 、钴 ( 0. 55% ) ,均具有较高的工业价值。本论文的目的是采用钠化焙烧水浸法提取废催化剂中的钒、钼、 铝,镍、钴在浸渣中得到富集需进一步处理。回收过程中主要杂质为铁和二氧化硅,含量均不高( 铁0. 76% 、二氧化硅1. 01% ) 。
1.2原理
钠化焙烧发生的主要反应及生成物在80 ℃ 水中溶解度[14,15]列于表2。
表1 试样的主要化学组成 Table 1Main chemical compositions of material ( %, mass fraction) 下载原图
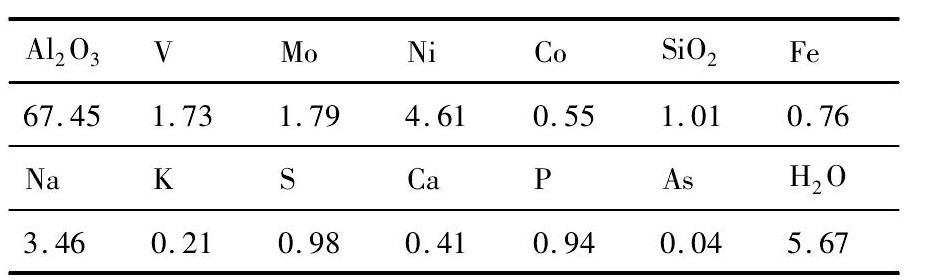
表1 试样的主要化学组成 Table 1Main chemical compositions of material ( %, mass fraction)
表2 钠化焙烧主要化学反应及考察生成物 80 ℃的溶解度 Table 2 Main chemical reactions of soda roasting and solubility of products 下载原图
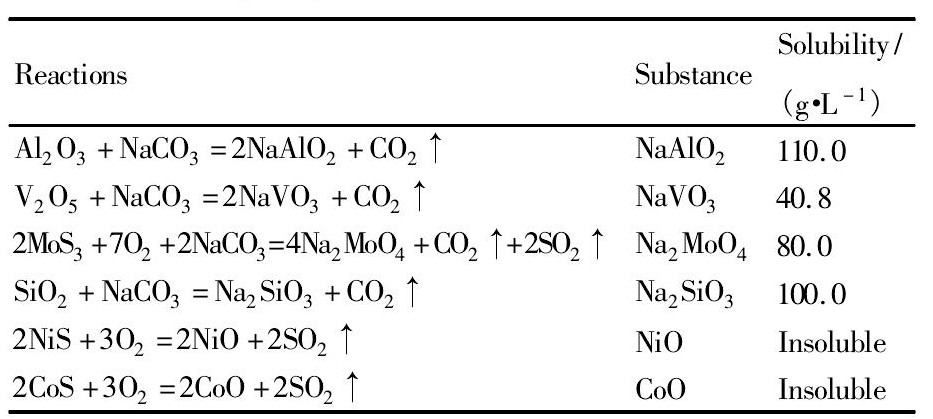
表2 钠化焙烧主要化学反应及考察生成物 80 ℃的溶解度 Table 2 Main chemical reactions of soda roasting and solubility of products
由钠化焙烧发生的主要化学反应可知,钒、 钼、铝、硅的氧化物或硫化物与碳酸钠反应转化为相应的钠盐。镍、钴主要由硫化物向氧化物转化, 且镍、钴的氧化物并不与碱发生反应。
由80 ℃ 物质溶解度可知,Na Al O2,Na VO3, Na2Mo O4,Na2Si O3均可溶,可由固相转入液相,而Ni O,Co O是不溶物质,富集于水浸渣中。水浸可以实现钒、钼、铝、硅与镍、钴等其他元素的分离。 这为钠化焙烧水浸法从废催化剂中选择性提取钒、 钼、铝提供了理论依据。
1.3方法
将废催化剂晒干、研细、混匀后,每次试验取50 g废催化剂与一定量的碳酸钠( 分析纯) 充分混匀,放入已达到预定温度的马弗炉内,焙烧反应一定时间后取出焙烧产物,在空气中自然冷却。用蒸馏水浸取焙烧产物,水浸条件固定为: 时间1 h, 液固比8∶ 1( 液固单位是ml和g,下同) ,搅拌速度450 r・min- 1。化验浸出液中钒、钼、铝的浓度,分别计算钒、钼、铝的浸出率。
2结果与讨论
添加碳酸钠对废催化剂进行焙烧,铝、钒、钼与碳酸钠发生反应,转化为各自的可溶性钠盐。通过水浸,可使铝、钒、钼由固相转入液相。由于钒、 钼、铝的钠盐在80 ℃ 水中溶解度较大,水浸过程相对简单,故根据经验将水浸的条件固定为: 时间1 h,温度80 ℃ ,液固比8 ∶ 1,搅拌速度450 r・min- 1。影响钒、钼、铝浸出率的主要因素是: 碳酸钠用量、焙烧温度、焙烧时间。
2.1碳酸钠用量
碳酸钠用量以碳酸钠质量与废催化剂质量比值的百分数来表示。固定焙烧温度1000 ℃,焙烧时间30 min,碳酸钠用量与钒、铝、钼浸出率的关系如图1所示。
由图1可知,碳酸钠用量在52% ~ 68% 之间, 随着碳酸钠用量的增加,钒、钼、铝的浸出率均随之增大; 碳酸钠用量在68%~ 84% 之间,钒、铝的浸出率增大,钼的浸出率变化不大; 碳酸钠用量在84% 以上,钒、钼、铝的浸出率变化不大。根据表2中的焙烧反应和表1试样中钒、钼、铝的含量分析,碳酸钠理论用量应为76% ,但是由于少量二氧化硅的存在及副反应的发生,一部分碳酸钠会被消耗,当碳酸钠用量为76% 时,钒、铝的浸出效果不理想。为了使钒、铝反应完全,碳酸钠用量应比理论用量多一点。综合考虑,碳酸钠用量为84% 。
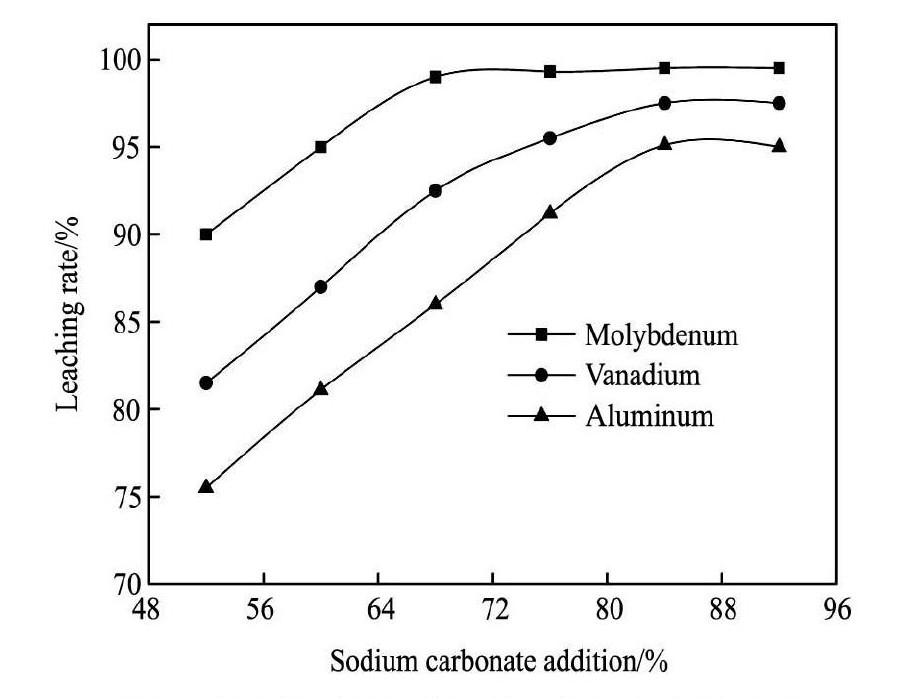
图1 碳酸钠用量与铝、钒、钼浸出率的关系 Fig.1 Effect of soda amount on leaching rates of V,Mo,Al
2.2焙烧温度
固定碳酸钠用量为84% ,焙烧时间30 min,焙烧温度与钒、钼、铝的浸出率关系如图2所示。
由图2可知,焙烧温度在600 ~ 1000 ℃ 时,随着温度的升高,钒、钼、铝的浸出率发生不同程度增加。焙烧过程的热力学分析表明,三氧化二铝与碳酸钠反应要在700 ℃ 以上时才能自发进行,而钒、钼的钠化反应在此温度范围内均可自发进行。 因此,铝的浸出率随温度升高而大幅度提高,钒、 钼浸出率的提高幅度则相对较小。焙烧温度对氧化铝的转化至关重要。焙烧温度在1000 ~ 1200 ℃时,钒、钼、铝的浸出率不再增加甚至有下降的趋势,这可能是由于高温下出现液相,在冷却过程中形成玻璃体,一部分铝、钒、钼被包裹而导致浸出率下降[16]。综合考虑,焙烧温度为1000 ℃。
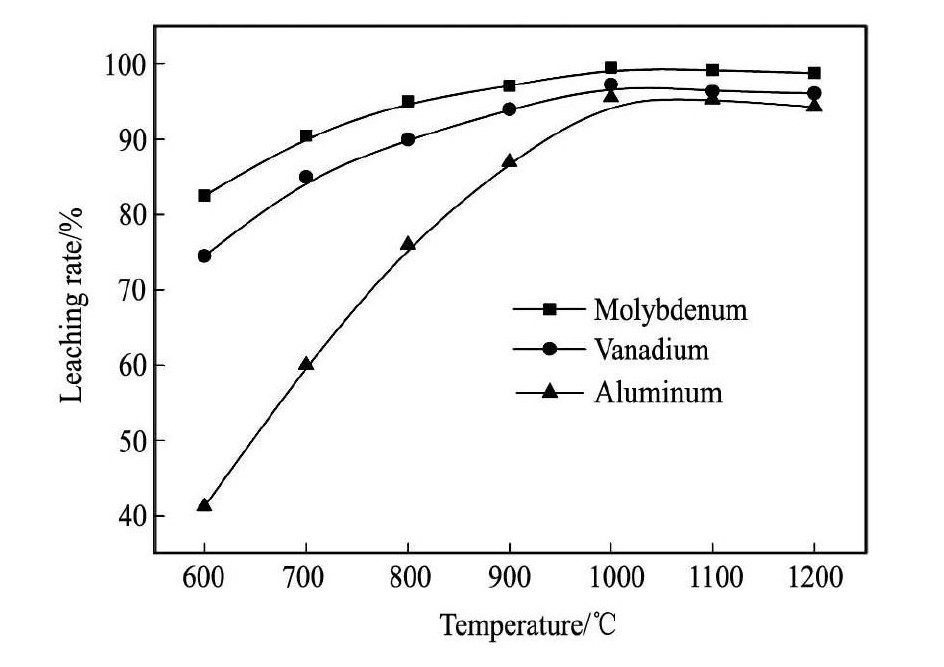
图2 焙烧温度与铝、钒、钼浸出率的关系 Fig.2Effect of roasting temperature on leaching rates of V, Mo,Al
2.3焙烧时间
固定碳酸钠用量为84% ,焙烧温度1000 ℃, 焙烧时间与钒、钼、铝浸出率关系如图3所示。
由图3可知,焙烧时间在10 ~ 30 min内,钒、 钼、铝的浸出率随时间延长而提高; 焙烧时间在30 ~ 60 min内,钒、钼、铝的浸出率随时间的延长基本不再变化。焙烧时间对钒、钼、铝的浸出率有一定的影响: 焙烧时间短,反应不完全,浸出率低; 焙烧时间长,浸出率提高不明显,能耗增加。 综合考虑,焙烧时间为30 min。
通过上述一系列的焙烧试验,确定钠化焙烧的最佳条件,即: 碳酸钠用量为84% ,温度为1000 ℃, 时间为30 min。在此条件下,钒、钼、铝的浸出率分别达到97. 22% ,99. 68% ,95. 56% 。经过水浸过程, 钒、钼和大部分氧化铝由固相进入液相,而镍、钴以固体氧化物的形式在水浸渣中得到 富集 ( 镍由4. 61% 提到到18. 43% , 钴由0. 55% 提高到2. 23% ) ,这为酸法从水浸渣中提取镍、钴创造了有利条件。水浸渣的主要化学组成如表2所示。
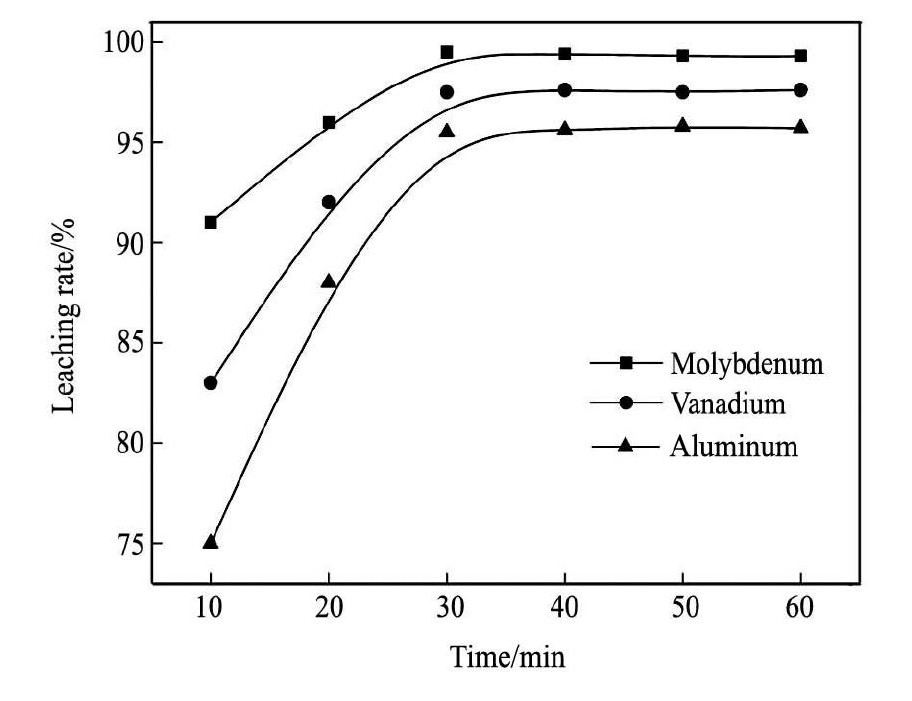
图3 焙烧时间与钒、钼、铝浸出率的关系 Fig.3 Effect of roasting time on leaching rates of V,Mo,Al
表2 水浸渣的主要化学组成 Table 2Main chemical components of leaching residue ( %,mass fraction) 下载原图

表2 水浸渣的主要化学组成 Table 2Main chemical components of leaching residue ( %,mass fraction)
3结论
1. 钠化焙烧水浸法从废催化剂中提取钒、钼、 铝的最佳焙烧工艺条件为: 碳酸钠用量84% 、温度1000 ℃ 、时间30 min。在此条件下,钒、钼、铝的浸出率分别达到97. 22% ,99. 68% 和95. 56% 。
2. 与其他工艺相比,钠化焙烧水浸法在浸出钒、钼指标较高的基础上,实现了对载体氧化铝的提取,其浸出率在95% 以上。此外,钒、钼和大量铝的溶出使镍、钴以氧化物的形式在水浸渣中得到富集,这为进一步采用酸法提取镍、钴创造了有利条件,符合现代对固体废弃物综合回收和减少环境污染的要求。

