稀有金属 2009,33(06),898-902
湿法冶炼中电沉积钴用钛阳极研究
武志红 鞠鹤 蔡天晓 方媛 蔡继东
西北有色金属研究院泰金公司
西安建筑科技大学材料科学与工程学院
摘 要:
钴的冶炼基本采用湿法冶炼技术, 电沉积钴是湿法冶炼提取钴的重要部分。研究了电沉积钴用不溶性阳极, 说明了阳极的制备方法, 测试并分析了阳极的强化寿命, 表面形貌及析氧析氯极化曲线, 同时対电极的失效机制进行了分析。结果表明:添加含铱中间层既保证了钛阳极催化活性, 降低了能耗, 提高了电流效率, 又延长了钛阳极使用寿命。槽压由以前的3.1 V降到2.5 V, 电流密度由250 A.m-2提高到350 A.m-2, 在实际应用中钛阳极使用寿命达到两年。
关键词:
湿法冶炼 ;电沉积钴 ;钛阳极 ;
中图分类号: TF816
收稿日期: 2009-02-23
基金: 国家科技部科技人员服务企业项目 (2009GJG00044) 资助;
Titanium Anode for Cobalt Electrodeposition in Hydrometallurgy
Abstract:
Hydrometallurgical technology was widely used in cobalt refinement.Electrodeposition of cobalt was an important part of hydrometallurgical extraction of cobalt.Insoluble anode used in electrodeposition was studied.Anode preparation method was described.Accelerated life, SEM image and polarization curves for oxygen and chlorine evolution of titanium anode were tested and analyzed, and deactivation of electrode was also analyzed.The results showed that the middle layer containing iridium ensured the catalytic activity of titanium anodes, reduced power consumption, enhanced current efficiency, and extended the service life of titanium anodes.The cell voltage dropped from 3.1 V to 2.5 V.Current density load was improved to 350 A·m-2, which was 100 A·m-2 higher than previous current density of 250 A·m-2.Service life of industrial application achieved two years.
Keyword:
hydrometallurgy;electrodeposition of cobalt;titanium anode;
Received: 2009-02-23
钴自从1735年瑞典化学家布兰特发现以来, 由于其具有耐腐蚀、 熔点高、 强磁性等优点, 已成为一种重要的战略物资, 广泛应用于各种合金、 磁性材料、 锂离子电池、 催化剂等行业中。 钴的主要生产国为非洲、 加拿大、 澳大利亚、 俄罗斯、 古巴和美国。 目前钴的生产基本上都是以钴土矿、 钴硫精矿、 硫化铜镍矿渣、 砷钴矿等为原料, 大部分钴都是采用湿法冶金生产的
[1 ,2 ,3 ]
。 钴的湿法冶金工艺一般采用浸出-萃取-电沉积法生产, 不溶性阳极在钴电沉积中占有重要的地位, 过去一般采用铅基合金阳极、 石墨阳极或惰性钴合金阳极, 但这几类阳极存在过电位高、 易腐蚀且污染阴极产品等缺点, 高性能不溶性阳极的研究一直是科研工作者关心的重点
[4 ,5 ]
。
本文研制的湿法冶金中电沉积钴用钛基混合金属氧化物阳极和铅基合金阳极、 石墨阳极及惰性钴合金阳极相比, 具有以下优点: 阳极过电位低, 能耗低; 阴极产品纯度高; 阳极耐腐蚀, 质量轻, 易加工成各种形状且钛基体可以重复使用。
1 实 验
1.1 钛基体表面处理
在自然状态下钛表面会形成一层氧化膜, 如果在其上直接热分解贵金属氧化物涂层, 很容易造成涂层掉灰脱落。 为了得到和基体结合良好的涂层, 必须对钛基表面进行活化处理。 对钛表面进行活化处理, 即去掉其表面的氧化皮。 钛表面用丙酮除油, 水洗, 然后在10%的草酸溶液中刻蚀60~120 min, 钛表面便形成均匀的灰色麻面, 钛表面的氧化皮被去除, 均匀的灰色麻面一方面增大了钛基的比表面积, 一方面也可以增强涂层和钛基体的结合力。 钛基材经草酸刻蚀后, 用去离子水冲洗干净备用
[6 ]
。
1.2 电极制备
电沉积钴的电解液一般都是氯化物体系, 含钌涂层体系的钛阳极析氯电位较低, 本实验活性涂层采用含钌涂层, 同时实验中加入中间层, 中间层采用含铱涂层。 把氯铱酸和钽醇盐按一定比例溶解在正丁醇和异丙醇的溶液中, 配成涂刷液, 用毛刷涂刷于处理好的钛基体上, 然后在红外灯下150~200 ℃烘干, 在400~500 ℃烧结10 min, 重复涂刷-烘干-烧结过程3~5遍, 直至所配溶液刷完为止, 制成中间层。 把三氯化钌和氯铱酸等金属盐按一定比例溶解在正丁醇和异丙醇的溶液中, 配成涂刷液, 用毛刷涂刷于处理好的钛基体中间层上, 然后在红外灯下, 150~200 ℃烘干, 在400~500 ℃烧结10 min, 重复涂刷-烘干-烧结过程18~20遍, 直至所配溶液刷完为止, 最后一遍在400~500 ℃保温30 min, 制成活性层。 经过上述过程, 制电沉积钴用钛电极
[7 ,8 ]
。
1.3 电极性能测试
强化寿命测试采用WYK3050型直流电源, 以0.5 mol·L-1 硫酸为电解液, 电流密度为20000 A·m-2 。
用JSM-6460扫描电镜观察电极涂层表面形貌及分析涂层表面成分。
通过三电极体系, 用PAR273A电化学测试仪测试电极电化学性能。
2 结果与讨论
2.1 电极涂层元素组成与形貌分析
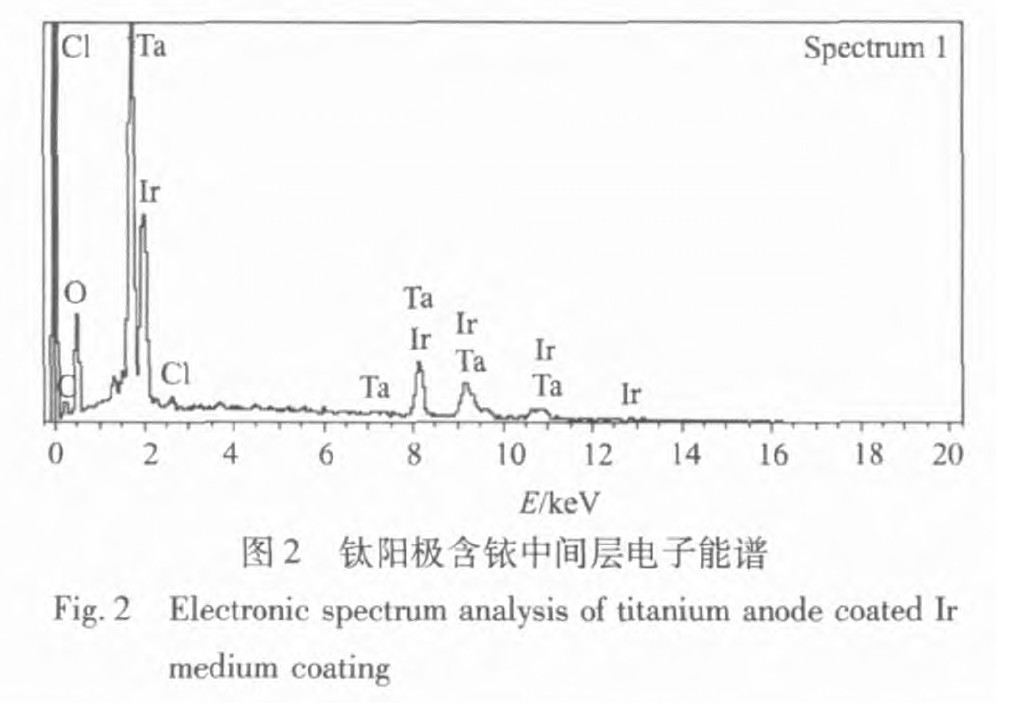
通过扫描电镜分析了电极中间层和活性涂层的元素组成及表面形貌, 图1为活性层的电子能谱分析, 图2为中间层的电子能谱分析, 图3为活性涂层的SEM照片, 图4为中间层的SEM照片。
从图1和图2可以看出, 活性层主要含有钌, 为钌系涂层。 中间层主要含有铱, 为铱系涂层。
从图3可以看出, 含RuO2 涂层表面的裂缝较多, 一方面, 裂缝越宽越多, 电极的真实表面积越大, 电极的催化活性越好; 另一方面, 裂缝越宽越多, 溶液和氧气就越易于透过涂层到达基体表面, 从而使基体钝化, 电极失效。
从图4可以看出, 本论文研究的以IrO2 为主, 添加其他金属元素的中间层致密, 无龟裂纹, 可以阻挡氧气和溶液对钛基体的侵蚀, 防止基体钝化。 同时IrO2 析氧的可逆性好, 氧气在其上的析出容易, 在铱电极上放氧化学吸附的阳极过程和阴极过程几乎在相等的电位下, 在0.8~1.4 V之间阳极和阴极电流大致相同, 说明铱电极对氧原子吸附是可逆的
[9 ]
。 含钌涂层的析氯电位低, 对阳极析氯反应的催化活性好, 是氯化物体系中的首选涂层体系, 但RuO2 涂层在实际使用中耐久性较差, 使用寿命不长, 为了弥补RuO2 涂层的缺点, 同时又发挥其优点, 作者在RuO2 活性层和钛基体之间添加了含铱中间层, 中间层以IrO2 为主。
2.2 电极极化曲线分析
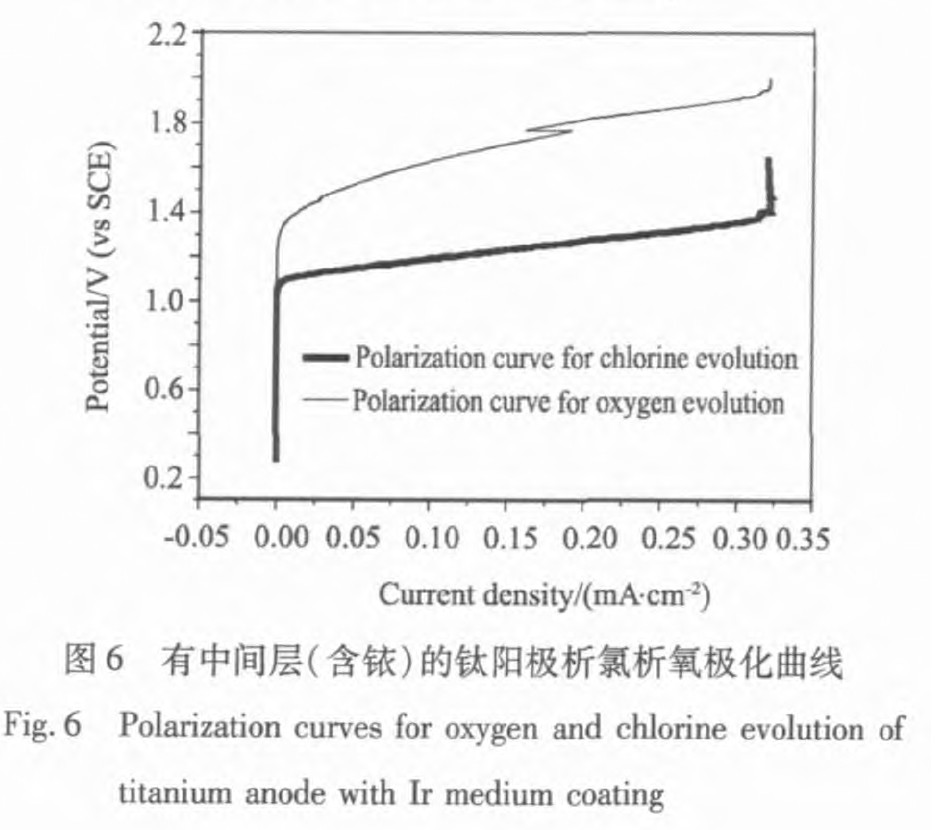
测试采用三电极体系进行测定。 饱和甘汞电极为参比电极, 铂片作为辅助电极, 研究电极为本文制备的钛阳极, 温度为30 ℃, 析氧极化曲线测试电解质采用1 mol·L-1 H2 SO4 , 析氯极化曲线测试电解质采用1 mol·L-1 NaCl。 极化曲线见图5和6。 图5为无中间层的钛阳极析氯析氧极化曲线, 图6为有中间层 (含铱) 的钛阳极析氯析氧极化曲线。
从图中可以看出, 无中间层的钛阳极其析氯析氧电位相差不大, 在实际使用中, 在析氯的同时容易析氧, 一方面降低了电流效率, 增加了能耗, 又一方面, 生成的氧气容易使RuO2 氧化成RuO4 , 造成活性涂层的溶解, 同时生成的氧气也容易侵蚀钛基体, 造成基体的钝化。 从图5和6也可看出, 有中间层的钛阳极析氧析氯电位相差比较大, 氧气的析出电位较高。 铱从铱 (Ⅳ) 氧化成铱 (Ⅵ) 电位为2.06 V (vs.SHE) , 添加铱后, 可提高阳极氧的氧化电位, 从而提高氧的析出电位
[8 ]
, 在实际使用中, 氧气不容易析出, 可以提高电流效率, 降低能耗, 减缓了活性涂层的溶蚀及钛基体的钝化, 延长了电极寿命。
2.3 电极失效分析
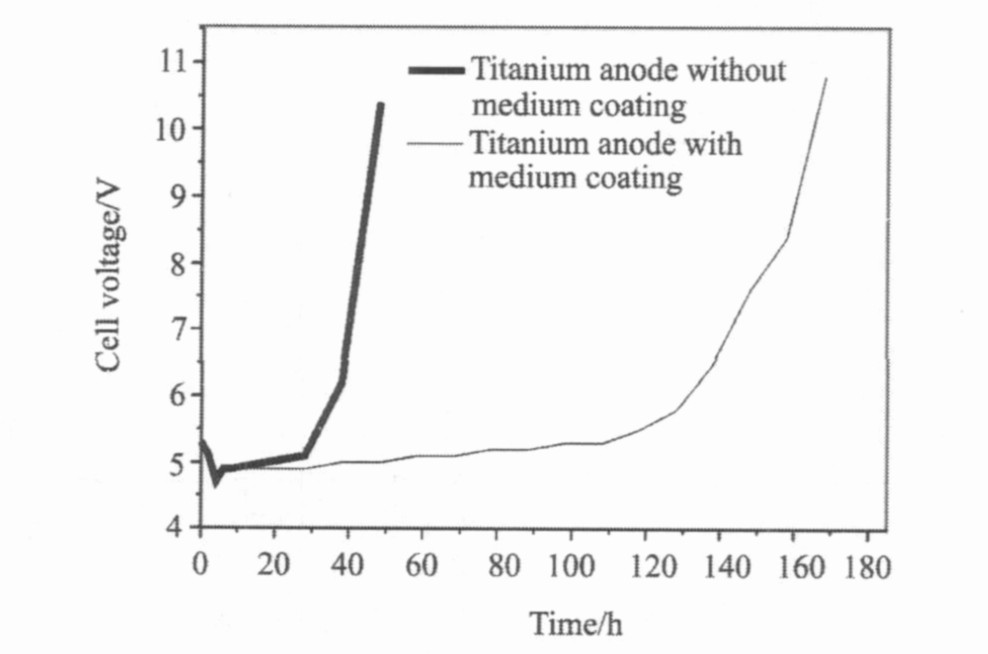
一种好的电极, 不仅要有好的电催化活性, 而且耐久性要好, 即电极性能稳定, 使用寿命长。 强化寿命测试采用WYK3050型直流电源, 以0.5 mol·L-1 硫酸为电解液, 电流密度为20000 A·m-2 , 槽压比初始槽压升高5 V判为电极失效。 强化寿命测试结果: 有中间层的钛电极强化寿命3360 kA·h, 无中间层的电极强化寿命960 kA·h。
从图7可以看出有中间层的钛阳极槽压随时间上升的较慢, 电极稳定性好于无中间层的钛阳极。 槽压随时间的变化规律: 电解初期槽压由高降低, 几小时后, 槽压处于稳定, 稳定时间较长, 长时间稳定之后, 槽压又迅速升高, 导致电极失效。 从电极的槽压变化可以看出电极失效过程分为3个阶段: 活化, 稳定, 钝化 (失效) 。 活化阶段槽压有所下降, 主要表现为电极的活性层裂缝中充满电解液, 在气体的冲刷下, 活性涂层的贵金属有所溶蚀。 稳定阶段主要是涂层贵金属的电化学溶解, 最后电压突然升高, 电极很快失效, 这是由于基体在酸和氧的侵蚀下钝化, 在钛基表面形成具有n型半导体特性的钝化TiOx
[10 ]
。 有中间层的钛阳极稳定性大于无中间层的钛阳极, 主要是因为中间层含铱, 不含钌, 铱对氧气的吸附是可逆的, 在酸性介质中具有极高的电化学稳定性, IrO2 产生电化学溶解的可能性较小, 中间层致密, 也可以阻挡电解液对钛基体的侵蚀, 这就延缓了钛基体的钝化, 从而提高了电极的稳定性
[11 ]
。
图7 电解时间和槽压的关系
Fig.7 Correlation between electrolysis time and cell voltage
2.4 实际应用分析
本文研制的电极在某公司电沉积钴车间已经应用。 该车间的工况条件如下: 电解质: CoCl2 溶液, 成分: (g·L-1 ) Co≥60, Cl:60~150, Cu≤0.002, Fe≤0.01, Ni≤0.07, pH: 0~2; 温度: 50~80 ℃; 电流密度: ≤500 A·m-2 。
氯化物电沉积钴时, 阳极上主要发生下列反应:
2Cl- =Cl2 +2e
2H2 O=O2 +4H+ +4e
阳极上主要是析氯反应, 副反应为析氧反应, 为了降低能耗, 同时延长钛阳极使用寿命, 必须防止氧气的析出, 本文研制的钛阳极添加了含铱中间层, 电极既有良好的析氯催化活性, 析氯析氧电位差又比较大 (电流密度0.15 mA·cm-2 , 析氯电位低, 为1.1 V, 析氧电位高, 为1.5 V) , 防止了氧气的析出。
本文研制的钛阳极在该厂应用中, 取得了良好的使用效果, 槽压由以前的3.1 V降到2.5 V, 能耗降低了10%以上, 电流密度由250 A·m-2 提高到350 A·m-2 , 提高了生产效率, 而且生产的钴化学成分均符合GB6517-86A-1#电钴标准。 研制的钛阳极现场使用寿命达到2年以上。
3 结 论
1. 本文研制的电沉积钴用钛阳极在活性层和钛基体之间添加了含铱中间层, 该中间层致密, 无龟裂纹, 可以阻挡氧气和溶液对钛基体的侵蚀, 防止基体钝化。 同时IrO2 析氧的可逆性好, 氧气在其上的析出容易, 也可以防止钛基体的钝化。
2. 本文研制的电沉积钴用钛阳极析氯电位低, 电流密度0.15 mA·cm-2 , 为1.1 V, 析氧电位高, 电流密度0.15 mA·cm-2 , 为1.5 V, 析氯析氧电位相差大, 既保证了阳极的催化活性, 又防止了氧气的析出。
3. 在0.5 mol·L-1 硫酸为电解液, 电流密度为20000 A·m-2 下, 测试强化寿命为3360 kA·h。
4. 本文研制的钛阳极在某厂电沉积车间应用中, 取得了良好的使用效果, 槽压由以前的3.1V降到2.5 V, 能耗降低了10%以上, 电流密度由250 A·m-2 提高到350 A·m-2 , 提高了生产效率, 而且生产的钴化学成分均符合GB6517-86A-1#电钴标准。 研制的钛阳极现场使用寿命达到2年以上。
参考文献
[1] 王永利, 徐国栋.钴资源的开发和利用[J].河北北方学院学报 (自然科学版) , 2005, 21 (3) :18.
[2] 张贵忠.从含铜钴磁铁矿中综合回收钴金属的探讨[J].金属矿山, 2008, (9) :152.
[3] 朱虹, 杨志民, 杜军.超细铁钴合金粉末微结构及磁性研究[J].稀有金属, 2008, 32 (3) :289.
[4] 刘维平, 邱定蕃, 卢惠民.湿法冶金新技术进展[J].矿业工程, 2003, 23 (5) :39.
[5] 马荣骏.湿法冶金新发展[J].湿法冶金, 2007, 26 (1) :1.
[6] 余存烨.钛设备及部件制作过程的清洗技术[J].清洗世界, 2003, 19 (10) :25.
[7] Kamegaya Y, Sasaki K, Oguri M.Improved durability of iridi-um oxide coated titanium with interlayers for oxygen evolution athigh current densities[J].Electrochemica Acta, 1995, 40 (7) :889.
[8] 王玲利, 彭乔.钌系涂层钛阳极的优化研究进展[J].辽宁化工, 2006, 35 (8) :485.
[9] 陈康宁.金属阳极[M].上海:华东师范大学出版社, 1989.7.
[10] 颜琦.钛阳极强化腐蚀失效测试及其机理[J].热处理技术, 2006, 27 (6) :36.
[11] Krysa J, kule L, Mraz R, Rousar.Effect of coating thicknessand surface treatment of titanium on the properties of IrO2-Ta2O5anodes[J].J.Appl.Electrochem, 1996, 26:999.