БЅЦЦоЬ»щЗҐБПЗҐєёSiCМХґЙµДЅУН·ЧйЦЇєНЗї¶И
АґФґЖЪїЇЈєПЎУРЅрКф2007ДкµЪ6ЖЪ
ВЫОДЧчХЯЈєіМТ«УА Р»УА»Ы №щНтБЦ Г«ОЁ АоПюєм РЬ»ЄЖЅ
№ШјьґКЈєSiCМХґЙ; ЗҐєё; ЅУН·ЧйЦЇ; ЅУН·Зї¶И;
ХЄ ТЄЈєЙијЖБЛCoNi(Si, B)CrTiєНCoFeNi(Si, B)CrTiБЅЦЦіЙ·ЦµДоЬ»щЗҐБП, ¶ФSiCМХґЙЅшРРБЛЗҐєёКФСй. Ѕб№ы±нГчCoFeNi(Si, B)CrTiЗҐБПїЙУГУЪSiCМХґЙµДЗҐєё. ЗҐБП/SiCЅзГжУЙ¶аІг№и»ЇОпєНTiCМхґшЧйіЙ, ЗҐ·мЦРСлµД»щМеОЄCo-Fe-Ni-Cr-Ti-SiПаєНFe-Co-Cr-NiЅрКфПа, ЖдЙПГЦЙў·ЦІјЧЕРн¶аПёРЎµДTiCїЕБЈ. ФЪ1150 Ўж/10 min, ІЙУГ120 ¦МmєсµДCoFeNi(Si, B)CrTiЗҐБПЗҐєёµДSiCЅУН·КТОВЛДµгНдЗъЗї¶ИЧоёЯ, ОЄ161 MPa, ЗТёГЅУН·ѕЯУРОИ¶ЁµДёЯОВЗї¶И, КТОВЎў 700єН800 ЎжПВЗҐєёЅУН·µДИэµгНдЗъЗї¶И·Ц±рОЄ176, 178єН184 MPa.
ПЎУРЅрКф 2007,(06),766-771 DOI:10.13373/j.cnki.cjrm.2007.06.007
РЬ»ЄЖЅ Р»УА»Ы АоПюєм №щНтБЦ іМТ«УА
±±ѕ©єЅїХІДБПСРѕїФєєёЅУј°¶НС№№¤ТХСРѕїКТ,±±ѕ©єЅїХІДБПСРѕїФєєёЅУј°¶НС№№¤ТХСРѕїКТ,±±ѕ©єЅїХІДБПСРѕїФєєёЅУј°¶НС№№¤ТХСРѕїКТ,±±ѕ©єЅїХІДБПСРѕїФєєёЅУј°¶НС№№¤ТХСРѕїКТ,±±ѕ©єЅїХІДБПСРѕїФєєёЅУј°¶НС№№¤ТХСРѕїКТ,±±ѕ©єЅїХІДБПСРѕїФєєёЅУј°¶НС№№¤ТХСРѕїКТ ±±ѕ©100095,±±ѕ©100095,±±ѕ©100095,±±ѕ©100095,±±ѕ©100095,±±ѕ©100095
ЙијЖБЛCoNi (Si, B) CrTiєНCoFeNi (Si, B) CrTiБЅЦЦіЙ·ЦµДоЬ»щЗҐБП, ¶ФSiCМХґЙЅшРРБЛЗҐєёКФСйЎЈЅб№ы±нГчCoFeNi (Si, B) CrTiЗҐБПїЙУГУЪSiCМХґЙµДЗҐєёЎЈЗҐБП/SiCЅзГжУЙ¶аІг№и»ЇОпєНTiCМхґшЧйіЙ, ЗҐ·мЦРСлµД»щМеОЄCo-Fe-Ni-Cr-Ti-SiПаєНFe-Co-Cr-NiЅрКфПа, ЖдЙПГЦЙў·ЦІјЧЕРн¶аПёРЎµДTiCїЕБЈЎЈФЪ1150Ўж/10 min, ІЙУГ120¦МmєсµДCoFeNi (Si, B) CrTiЗҐБПЗҐєёµДSiCЅУН·КТОВЛДµгНдЗъЗї¶ИЧоёЯ, ОЄ161 MPa, ЗТёГЅУН·ѕЯУРОИ¶ЁµДёЯОВЗї¶И, КТОВЎў700єН800ЎжПВЗҐєёЅУН·µДИэµгНдЗъЗї¶И·Ц±рОЄ176, 178єН184 MPaЎЈ
SiCМХґЙ;ЗҐєё;ЅУН·ЧйЦЇ;ЅУН·Зї¶И;
ЦРНј·ЦАаєЕЈє TG407
КХёеИХЖЪЈє2007-06-26
»щЅрЈє№ъјТЧФИ»їЖС§»щЅрЧКЦъПоДї (59905022, 50475160);
AbstractЈє
SiC ceramics was brazed with two kinds of newly-designed Co-based filler metals, CoNi (Si, B) CrTi and CoFeNi (Si, B) CrTi.The results showed that the CoFeNi (Si, B) CrTi filler metal could be used for the brazing of SiC ceramics.The reaction layer at the interface between SiC and the filler metal was composed of multilayer silicides and TiC band.In the central part of the joint, many small TiC particles distributed scatteringly in the matrix of Co-Fe-Ni-Cr-Ti-Si phase and Fe-Co-Cr-Ni phase.The maximum joint room-temperature four-point bend strength of 161 MPa was achieved under the optimum brazing condition of CoFeNi (Si, B) CrTi filler metal, 120 ¦Мm thickness of the filler metal foils, brazing temperature of 1150 Ўж, brazing time of 10 min.The joint exhibited stable high-temperature strength, and the joints gave the average three-point bend strength of 176, 178 and 184 MPa at room temperature, 700 and 800 Ўж, respectively.
KeywordЈє
SiC ceramic;brazing;joint microstructure;joint strength;
ReceivedЈє 2007-06-26
SiCМХґЙУЙУЪЖдБјєГµДї№Сх»ЇРФєНУЕТмµДёЯОВБ¦С§РФДЬ, КЗТ»ЦЦѕЯУР№гА«У¦УГЗ°ѕ°µДёЯОВЅб№№ІДБПЎЈ ККУГSiCМХґЙµДБ¬ЅУјјКхµДСР·ўКЗЖд»сµГКµјКУ¦УГµД№ШјьјјКх»щґЎЦ®Т»
ФЪМХґЙБ¬ЅУ·Ѕ·ЁЦР, ЗҐєёУЙУЪЖ乤ТХјтµҐЎў іЙ±ѕµНј°ККУГУЪЕъЙъІъµИУЕµг¶шіЙОЄСРѕїХЯЧо№ШЧўµД·Ѕ·ЁЦ®Т»ЎЈ УР№ШМХґЙЗҐєёµДСРѕї, ¶аІЙУГґ«НіµДЗҐБП, ЦчТЄКЗН»щєПЅрєНAg-CuєПЅрЦРјУИлTi»тZrµИ»оРФФЄЛШ
McDermidµИ
±ѕОДІЙУГБЅЦЦЧФРРЙијЖµДоЬ»щЗҐБП
1 Кµ Сй
КФСйУГМХґЙОЄИИС№ЙХЅбSiC (МнјУјБОЄY2O3єНLa2O3) , јУ№¤іЙ3 mmЎБ4 mmЎБ20 mmµДКФСщЎЈ ЗҐєёУГЗҐБПУРБЅЦЦ: Y15, іЙ·ЦОЄCoFeNi (Si, B) - (8Ў«15) Cr- (14Ў«21) Ti, ТєПаПЯОВ¶ИОЄ1111 Ўж; Y56, іЙ·ЦОЄCoNi (Si, B) - (8Ў«15) Cr- (14Ў«21) Ti, ТєПаПЯОВ¶ИОЄ1120 ЎжЎЈ БЅЦЦЗҐБПµДК№УГРОКЅѕщОЄїмґгјјКхЦЖіЙµДІґш, Ждєс¶ИОЄ40 ¦Мm, їн¶ИФј6 mmЎЈ ЅУН·РОКЅОЄ¶ФЅУ, јґФЪБЅёцМХґЙКФСщ¶ЛГж (3 mmЎБ4 mmГж) Ц®јдјРТ»ІгЎў ¶юІг»тИэІгЗҐБПІґш (¶ФУ¦ЗҐБПєс¶И·Ц±рОЄ40, 80єН120 ¦Мm) ЎЈ ЗҐєёФЪХжїХВЇЦРЅшРР, ЗҐєё№эіМЦРИИМ¬ХжїХ¶ИУЕУЪ5ЎБ10-3 PaЎЈ ІвКФБЛ¶ФЅУЅУН·µДКТОВЛДµгНдЗъЗї¶И, ¶ФЧојС№¤ТХМхјюПВµДЅУН·»№ІвКФБЛКТОВЎў 700 ЎжєН800 ЎжПВµДИэµгНдЗъЗї¶И, ГїёцКэѕЭ¶јКЗ3ёцІвКФЦµµДЖЅѕщ; ІўІЙУГЙЁГиµзѕµєНДЬЖЧТЗ¶ФЗҐєёЅУН·ЧйЦЇєНЅзГжІгЅб№№ЅшРРБЛ·ЦОцЎЈ
2 Ѕб№ыУлМЦВЫ
2.1 ЗҐєёЅУН·µДЧйЦЇ№№іЙј°ЗҐБП/SiCМХґЙЅзГжІгЅб№№
ІЙУГБЅЦЦЗҐБП¶ФSiCМХґЙЅшРРЗҐєё, Нј1ОЄCoNi (Si, B) CrTiЗҐБПY56ЗҐєёSiCМХґЙЅУН·µД±іЙўЙдµзЧУПс, ґУЦРїЙТФїґіц, ФЪЗҐБПУлSiCМХґЙЦ®јдµДЅзГжЦР, ЅфБЪSiC»щМе, РОіЙБЛУЙБЅЦЦ»ЇєПОп (Нј1ЦРµДЎ°1Ў±єНЎ°2Ў±) ЧйіЙµД·ґУ¦Іг, Ждєс¶ИФј22 ¦МmЎЈ
ФЪёЯОВПВ, ЅрКф (Me) УлSiCЦ®јдїЙДЬ·ўЙъТФПВБЅЦЦАаРНµД·ґУ¦
Me+SiCЎъ№и»ЇОп+C (КЇД«) (1)
Me+SiCЎъ№и»ЇОп+Мј»ЇОп+ (MexSiyCz) (2)
ФЄЛШNi, Co, FeУлSiCЦ®јд°ґКЅ (1) ·ўЙъ·ґУ¦, ·ґУ¦ІъОп·Ц±рОЄNi2SiєН (»т) Ni5Si2
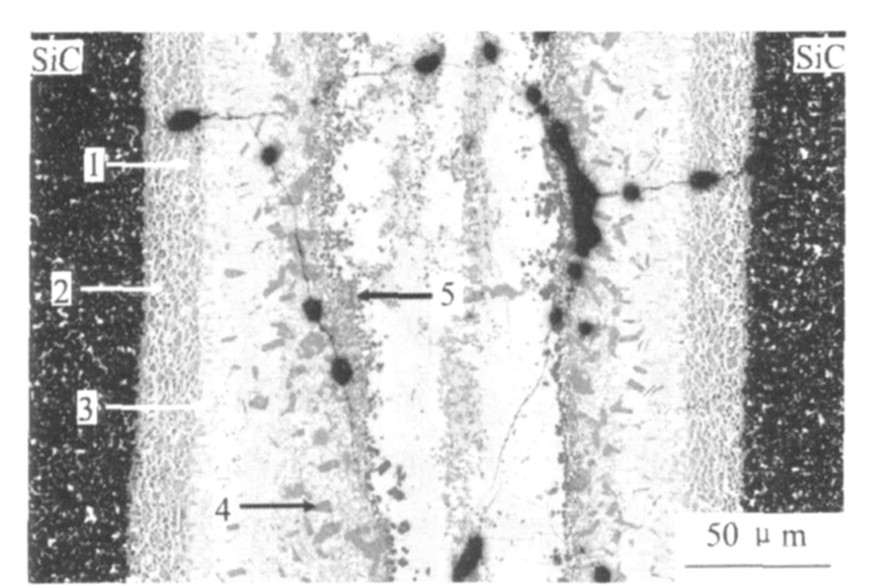
Нј1 Y56ЗҐБПЗҐєёSiCМХґЙЅУН·µД±іЙўЙдµзЧУПс (1180 Ўж/10 min; ЗҐБПєс¶И: 120 ¦Мm)
Fig.1 Backscattered electron images of SiC/ SiC joint brazed with Y56 alloy foils (1180 Ўж/10 min; thickness of brazing foils: 120 ¦Мm) (1Ў«5: Micro-zones analysed by EDS)
µ±¶аёцФЄЛШН¬К±УлSiC·ўЙъ·ґУ¦К±, Ѕ«ЙъіЙёґФУµД¶аФЄ№и»ЇОпПаЎЈ АэИз, ФЪSiCУлДш»щЗҐБП»тFe-Ni-CrєПЅрЦ®јдµДЅзГж, їЙЙъіЙNi-Cr-SiєН (Ni, Fe) -SiИэФЄ№и»ЇОп, ЙхЦБ (Ni, Co) -Cr-SiєНCr-Ni-Si-CЛДФЄ»ЇєПОпПа
ѕаSiC»щМеЙФФ¶Т»Р©µДЅзГжІг (Нј1ЦРµДЎ°3Ў±) , ЖдЦчТЄіЙ·ЦОЄCєНCr (±н1) , ТтґЛёГЅзГжІгЧйіЙОЄCr-C»ЇєПОп»т (Cr-C) +CЎЈ
УЙЙПїЙјы, ФЪY56ЗҐБП/SiCЅзГж, ЗҐБПЦРµДФЄЛШCoєНNiУлSiC·ґУ¦, ЙъіЙ (Co, Ni) -Si№и»ЇОп, ЛжєуSiC·ЦЅвКН·ЕµДC[јы·ґУ¦КЅ (1) ]УлЗҐБПЦРµДФЄЛШ·ґУ¦, ЙъіЙCrµДМј»ЇОп, ¶шЗҐБПЦРµДФЄЛШTiОґІОУлЅзГж·ґУ¦ЎЈ
ФЪЗҐ·мЦРРДµДЅрКф»щМеЙП, ГЦЙў·ЦІјЧЕТ»Р©TiCїЕБЈ (Нј1ЦРµДЎ°5Ў±) єНTiC+ (Cr-C) »мєПОпПа (Нј1ЦРµДЎ°4Ў±) ЎЈ ґЛНв, ґУНј1»№їЙїґіц, ФЪЗҐ·мЦРґжФЪТ»Р©БСОЖЎЈ ПФИ», БСОЖµДґжФЪ¶ФЅУН·РФДЬІ»АыЎЈ
CoFeNi (Si, B) CrTiЗҐБП (Y15) ЗҐєёЅУН·µДЧйЦЇУлЙПКцY56ЗҐБПЗҐєёЅУН·µДЧйЦЇУРєЬґуІо±рЎЈ Y15ЗҐБПЗҐєёЅУН·µДЅзГж·ґУ¦ІгЅб№№ (јыНј2) ёьјУёґФУ, ЅбєПОўЗшіЙ·ЦДЬЖЧ·ЦОцЅб№ы (±н2) їЙјы, ґУSiCМХґЙ»щМеµЅЗҐ·мЦРРД, ·ґУ¦ІъОпТАґОїЙ·ЦОЄ5ёцІгґО:
(1) ЅфБЪSiC»щМеИФИ»КЗТ»Іг№и»ЇОпІг (Нј2ЦРµДЎ°1Ў±, Ў°2Ў±єНЎ°3Ў±) , µ«Ждєс¶ИЅцУР8 ¦Мm, ±н2µДіЙ·Ц·ЦОцЅб№ы±нГч, ёГ»ЇєПОпІгОЄ (Co, Fe, Ni) -Si»ЇєПОпЎЈ
(2) µЪ¶юІгОЄєЬ±ЎµДCr-Si»ЇєПОп (Нј2ЦРµДЎ°4Ў±) , ёГё»ёхІгєс¶ИЦ»УР1.5Ў«2.0 ¦Мm, іЙ·Ц·ЦОцЅб№ы±нГчЖдПаЧйіЙОЄCr3SiєН (»т) Cr7Si3ЎЈ
±н1 Нј1ЦРТ»Р©ОўЗшіЙ·ЦДЬЖЧ·ЦОцЅб№ы
Table 1 Composition of some microzones at interface in Fig.1 by XEDS
Microzone |
Composition/ (%, atom fraction) |
Deduced phases | |||||||
C |
Si | Cr | Ni | Co | Ti | Au | Total | ||
| 1 | / | 19.14 | 1.61 | 36.04 | 43.21 | / | / | 100.00 | (Co, Ni) -Si |
2 |
/ | 17.56 | 1.67 | 35.20 | 42.27 | / | 3.32 | 100.00 | (Co, Ni) -Si |
3 |
34.86 | 1.49 | 53.61 | 3.36 | 4.97 | / | 1.71 | 100.00 | (Cr-C) or (Cr-C) +C |
4 |
46.19 | / | 29.89 | 0.91 | 1.69 | 21.25 | / | 99.93 | TiC+ (Cr-C) |
5 |
25.03 | / | 6.15 | 2.26 | 3.86 | 62.52 | / | 99.82 | TiC |

Нј2 Y15ЗҐБПЗҐєёSiCМХґЙЅУН·µД±іЙўЙдµзЧУПс (1150 Ўж/10 min; ЗҐБПєс¶И: 120 ¦Мm)
Fig.2 Backscattered electron images of SiC/SiC joint brazed with Y15 alloy foils (1150 Ўж/10 min; thickness of brazing foils: 120 ¦Мm) (1Ў«11: Micro-zones analysed by EDS)
(3) µЪИэёц·ґУ¦ІгОЄТ»ёцРВµД№и»ЇОпІг (Нј2ЦРµДЎ°5Ў±єНЎ°6Ў±) , ОЄ (Co, Fe, Cr, Ni) -Si»ЇєПОпЎЈ
(4) µЪЛДІгОЄ4 ¦МmєсµДєЪЙ«Мхґш (Нј2ЦРµДЎ°7Ў±) , ёГєЪЙ«МхґшЦРё»Ti, ЦчТЄОпПаУ¦ОЄTiCЎЈ TiCФЪёЯОВПВѕЯУРёЯЗї¶И, ¶ФМбёЯЅУН·ёЯОВБ¦С§РФДЬУРАы
(5) ФЪTiCМхґшУлЗҐ·мЦРСлЧйЦЇЦ®јдµДЅзГж, УЦіцПЦТ»Іг№и»ЇОпІг (Нј2ЦРµДЎ°8Ў±) , ОЄ (Co, Fe, Ni) -Si№и»ЇОп, ёГ·ґУ¦Ігєс¶ИФј13¦МmЎЈ
ЧЫЙПЛщКц, Y15ЗҐБП/SiCµДЅзГж·ґУ¦ЅПY56ЗҐБП/SiCёьОЄёґФУЎЈ ¶ФУЪY15ЗҐБП/SiCМеПµ, Жд·ґУ¦ЛіРтїЙГиКцИзПВ: ФЄЛШCo, FeєНNiУЕПИУлSiC·ўЙъ·ґУ¦, ЙъіЙ (Co, Fe, Ni) -Si»ЇєПОп; ЖдґО, ФЄЛШCrІОУлЅзГж·ґУ¦, ЙъіЙCr-Si»ЇєПОпІг; µЪИэ, ФЄЛШCo, Fe, NiєНCrН¬К±УлSiC·ґУ¦ЙъіЙ (Co, Fe, Cr, Ni) -Si; µЪЛД, ФЄЛШTiУлSiC·ЦЅвКН·ЕµД (јы·ґУ¦КЅ (1) ) CФЧУ·ўЙъ·ґУ¦ЙъіЙTiCМхґш; ЧоЦХ, ФЪTiCМхґшУлЗҐ·мЦРСлµДЧйЦЇЦ®јдЙъіЙБнТ»ёц (Co, Fe, Ni) -Si№и»ЇОпІгЎЈ
ЗҐєёЅУН·ЦРСлЧйЦЇµД»щМеОЄ: ±ЛґЛёфїЄ·ЦІјµДCo-Fe-Ni-Cr-TiПа (ЖдЦРИЬЅвУР11%µДSi, Нј2ЦРµДЎ°9Ў±) єНБ¬РшНшЧґ·ЦІјµДFe-Co-Cr-NiЅрКфПа (ЖдЦРИЬЅвУР3%µДSi, Нј2ЦРµДЎ°10Ў±) , ФЪХвБЅЦЦПаЧйіЙµД»щМеЙПГЦЙў·ЦІјЧЕTiCїЕБЈ (Нј2ЦРµДЎ°11Ў±) ЎЈ ЗҐ·мЦРСліКНшЧґ·ЦІјµДFe-Co-Cr-NiЅрКфПаЦРЅцє¬УР3%µДSi, ТтґЛФЪёЯОВПВ, ёГЅрКфПаЅПИн, ФЪSiCМХґЙЗҐєёЅУН·ЦРїЙЖрµЅУ¦Б¦»єКНІгµДЧчУГ, јґНЁ№эЛЬРФ±дРОКН·ЕУЙУЪМХґЙЎў ЅрКфИИЕтХНПµКэІ»ЖҐЕд¶шФЪЅУН·ЦРРОіЙµДІРУаИИУ¦Б¦ЎЈ
2.2 SiCМХґЙЗҐєёЅУН·µДЛДµгНдЗъЗї¶Иј°ЗҐєё№¤ТХ№ж·¶ІОКэµДУ°Пм
±н3БРіцБЛБЅЦЦЗҐБПЗҐєёSiCМХґЙЅУН·µДКТОВЛДµгНдЗъЗї¶ИІвКФЅб№ыЎЈ їЙјы, Y56ЗҐБПЗҐєёЅУН·µДЗї¶ИФ¶µНУЪY15ЗҐБПЗҐєёЅУН·, ХвУлБЅЦЦЗҐБПЗҐєёЅУН·µДЧйЦЇєНЅзГжЅб№№УР№ШЎЈ ИзНј1ЛщКѕ, Y56ЗҐБПЗҐєёЅУН·ЦР, SiCМХґЙ/ЗҐБПЅзГжІгУЙ№и»ЇОпєНёх-Мј»ЇОпЧйіЙ, ЖдЦРЅфБЪSiCМХґЙµД№и»ЇОпІгЅПєс, Фј22 ¦Мm, ФЪЗҐ·мЦРСл»№ґжФЪТ»Р©БСОЖ, ТтґЛ¶ФУ¦µДЅУН·Зї¶ИєЬµН (ЅцОЄ12 MPa, јы±н3) ; ¶шY15ЗҐБПЗҐєёЅУН·µДЅзГжУЙ¶аІгЅП±ЎµД№и»ЇОпєНTiCМхґшЧйіЙ, ЗҐ·мЦРСлЅПИнµДFe-Co-Cr-NiЅрКфПаіКНшЧґ·ЦІј (Нј2) , ХвСщµДЅУН·ЧйЦЇј°ЅзГжЅб№№УРАыУЪЅУН·ЦРІРУаУ¦Б¦µДКН·Е, Тт¶шѕЯУРЅПёЯµДЗї¶ИЎЈ
±н2 Нј2ЦРТ»Р©ОўЗшіЙ·ЦДЬЖЧ·ЦОцЅб№ы
Table 2 Composition of some microzones at interface in Fig.2 by XEDS
Microzone |
Composition/ (%, atom fraction) |
Deduced phases | |||||||||
Fe |
Co | Ni | Cr | Ti | Si | C | La | Au | Total | ||
| 1 | 23.11 | 27.09 | 10.14 | 4.46 | / | 30.59 | * | / | 4.61 | 100.00 | (Co, Fe, Ni) -Si and graphite |
2 |
23.32 | 27.79 | 10.76 | 4.17 | 0.34 | 32.86 | * | 0.77 | / | 100.00 | (Co, Fe, Ni) -Si and graphite |
3 |
22.22 | 26.30 | 10.07 | 3.97 | 0.49 | 35.80 | / | 1.16 | / | 100.00 | (Co, Fe, Ni) -Si |
4 |
8.62 | 12.64 | 1.56 | 42.61 | 2.12 | 32.45 | / | / | / | 100.00 | Cr-Si compound with dissolved Co and Fe |
5 |
21.71 | 23.51 | 8.81 | 16.00 | / | 26.85 | / | / | 3.12 | 100.00 | (Co, Fe, Cr, Ni) -Si |
6 |
21.29 | 22.39 | 8.32 | 17.86 | 2.27 | 27.34 | / | 0.53 | / | 100.00 | (Co, Fe, Cr, Ni) -Si |
7 |
1.67 | 1.83 | 0.55 | 2.14 | 58.62 | 1.62 | 31.78 | / | 1.77 | 100.00 | TiC |
8 |
21.47 | 31.40 | 12.20 | 5.41 | / | 25.95 | / | / | 3.58 | 100.00 | (Co, Fe, Ni) -Si |
9 |
20.10 | 26.63 | 8.54 | 7.72 | 23.11 | 11.02 | / | / | 2.88 | 100.00 | Co-Fe-Ni-Cr-Ti phase with dissolved 11% Si |
10 |
38.33 | 26.78 | 9.90 | 18.59 | / | 3.08 | / | / | 3.32 | 100.00 | Fe-Co-Cr-Ni phase with dissolved 3% Si |
11 |
4.37 | 4.34 | 1.43 | 3.75 | 17.54 | 1.11 | 66.34 | / | 1.12 | 100.00 | TiC |
* XEDS pattern indicated the presence of carbon, but it was difficult to give its quantitative valve due to its low content and precision limit of the used XEDS
»щУЪЙПКцКФСйЅб№ы, ФЪєуРшКФСйЦР, ЦчТЄ¶ФY15ЗҐБПЗҐєёЅУН·µДРФДЬЅшРРБЛСРѕїЎЈ Нј3ёшіцБЛЗҐєёОВ¶ИєНЗҐБПєс¶И¶ФSiCМХґЙЗҐєёЅУН·КТОВЛДµгНдЗъЗї¶ИµДУ°ПмЎЈ ґУЦРїЙјы, ЧојСЗҐєё№ж·¶ОЄ: ЗҐБПєс¶И120 ¦Мm (3ІгЗҐБПІ) Ўў ЗҐєёОВ¶И1150 ЎжЎў ±ЈОВК±јд10 min, ¶ФУ¦µДЅУН·КТОВЖЅѕщЛДµгНдЗъЗї·ИОЄ161 MPaЎЈ јхРЎЗҐБПєс¶И»тМбёЯЗҐєёОВ¶ИК№ЗҐєёЅУН·ЦРБЪЅьSiCМХґЙ»щМеµД№и»ЇОпІгФцєс, Н¬К±ёД±дЗҐ·мЦРСл»щМеµДЧйЦЇЧйіЙ, К№ЅУН·Зї¶ИЅµµНЎЈИзЗҐБПєс¶ИОЄ40 ¦Мm (1ІгЗҐБПІ) К±, ЅфБЪSiCМХґЙµД№и»ЇОпІгФцєсЦБФј20 ¦Мm (Нј4 (a) ) , 40 ¦МmєсµДЗҐБПИ«ІїІОУлБЛЅзГж·ґУ¦ЎЈ ¶шМбёЯЗҐєёОВ¶ИЦБ1220 ЎжК±, К№БЪЅьSiCМХґЙ№и»ЇОпІгєНCr-SiІгѕщФцєс, ·Ц±рФјОЄ16єН5 ¦Мm, Н¬К±ЗҐ·мЦРСлµД»щМеОЄCo-Fe-Ni-Cr-Ti (ЖдSiє¬БїёЯґп30.07%) , јґХыёцЅУН·ЦРµДЗҐБПѕщУлSiC·ўЙъ·ґУ¦, ·ґУ¦ІъОпОЄ№и»ЇОпєНTiC (»тTiC+КЇД«) , ¶шЗТЗҐ·мЦРСлІ»ґжФЪИнµДFe-Co-Cr-NiЅрКфПа (Нј4 (b) ) ЎЈ ·ЦОцИПОЄ, ХэКЗУЙУЪ№э¶ИµДЅзГж·ґУ¦єНЗҐ·мЦРСлИ±·¦ИнµДFe-Co-Cr-NiЅрКфПаµјЦВБЛЅУН·Зї¶ИГчПФЅµµНЎЈ
±н3БЅЦЦЗҐБПЗҐєёSiCЅУН·µДКТОВЗї¶И (ЗҐБПєс¶И: 120 ¦Мm)
Table 3Room-temperature strength of SiC joint brazed with two kinds of brazing foils (thickness of brazing foils: 120 ¦Мm)
Brazing alloys |
Brazing condition |
Average four-point bend strength/MPa |
Y15 |
1180 Ўж/10 min | 128 |
| 1220 Ўж/10 min | 97.9 | |
Y56 |
1180 Ўж/10 min | 12.0 |
| 1220 Ўж/10 min | 10.0 |
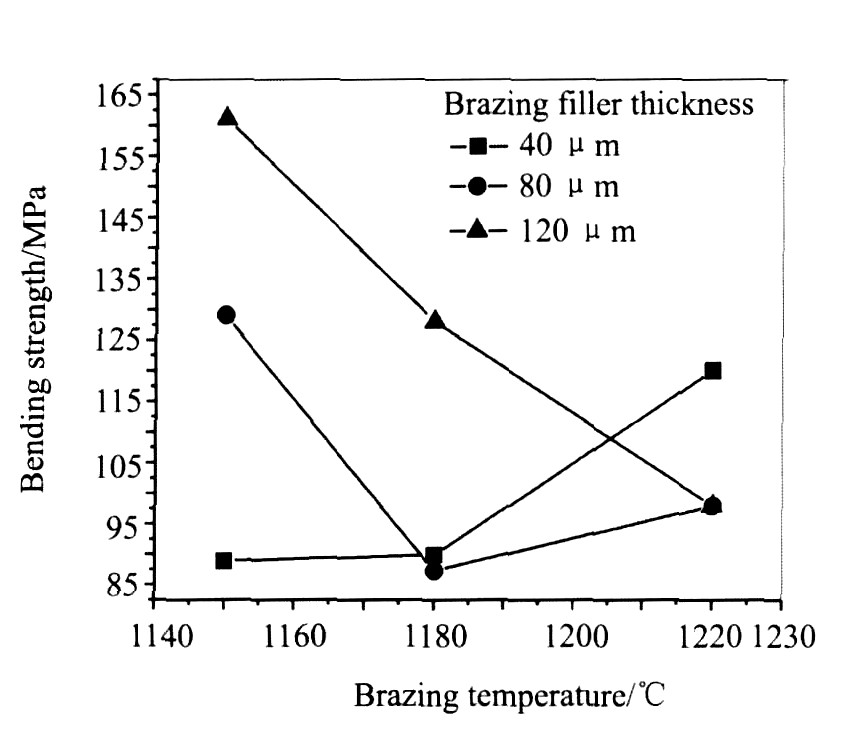
Нј3 ЗҐєёОВ¶Иј°ЗҐБПєс¶И¶ФY15ЗҐБПЗҐєёSiCМХґЙЅУН·ЛДµгНдЗъЗї¶ИµДУ°Пм (±ЈОВК±јд10 min)
Fig.3 Effects of brazing temperature and brazing foil thicknesses on four-point bend strength of brazed SiC joints using Y15 brazing foils (brazing time: 10 min)
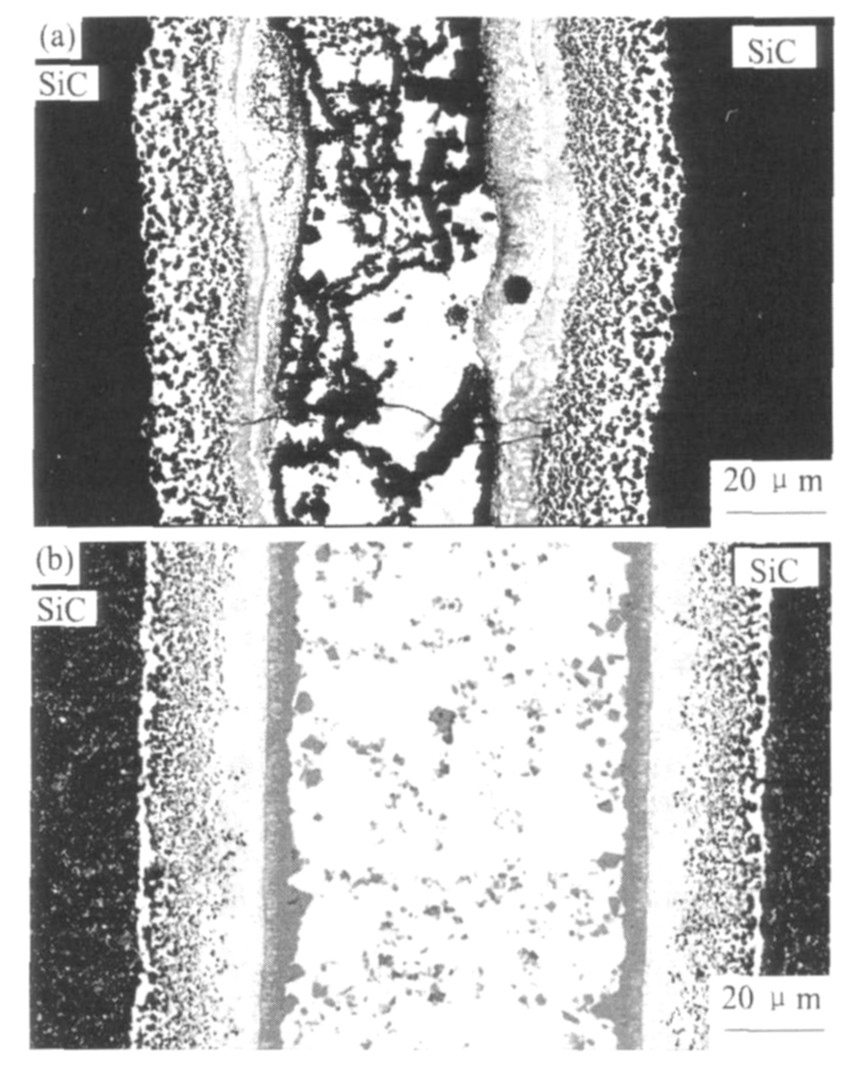
Нј4 І»Н¬єс¶ИY15ЗҐБПФЪІ»Н¬№ж·¶ПВЗҐєёSiC МХґЙЅУН·µД±іЙўЙдµзЧУПс
Fig.4 Backscattered electron images of brazed SiC joint using Y15 brazing foils with different thicknesses under different brazing conditions (a) 40 ¦Мm, 1150 Ўж/10 min; (b) 120 ¦Мm, 1220 Ўж/10 min
2.3 SiCМХґЙЗҐєёЅУН·µДёЯОВЗї¶И
ОЄБЛїјІмY56ЗҐБПЗҐєёSiCМХґЙЅУН·µДёЯОВОИ¶ЁРФ, ІвКФБЛЧојС№ж·¶ПВЗҐєёЅУН·ФЪКТОВЎў 700єН800 ЎжµДИэµгНдЗъЗї¶И, ІвКФКэѕЭµДЖЅѕщЦµ·Ц±рОЄ176, 178єН184 MPaЎЈ їЙјы, Y56ЗҐБПЗҐєёSiCМХґЙЅУН·ѕЯУРОИ¶ЁµДёЯОВЗї¶И, КВКµЙП, ЗҐєёЅУН·ФЪ700єН800 ЎжµДИэµгНдЗъЗї¶И»№ВФёЯУЪКТОВПВµДЗї¶ИЦµЎЈ ХвЦчТЄµГТжУЪЗҐєёЅУН·єПАнµДЅзГжЅб№№єНЧйЦЇЧґМ¬ЎЈ Y56ЗҐБПФЪЧојС№ж·¶ПВЗҐєёSiCЅУН·µДЅзГжУЙ¶аІг№и»ЇОпєНTiCМхґшЧйіЙ, ФЪЗҐ·мЦРСлРОіЙCo-Fe-Ni-Cr-TiПаєНFe-Co-Cr-NiµДЅрКф»щМеПа, УРАыУЪЅУН·ІРУаИИУ¦Б¦µДКН·Е, ЅрКф»щМеЙПУЦГЦЙў·ЦІјЧЕРн¶аПёРЎµДTiCїЕБЈ, Зї»ЇБЛЅУН·, ІўК№ЅУН·ѕЯУРОИ¶ЁµДёЯОВРФДЬЎЈ
3 Ѕб ВЫ
1. БЅЦЦіЙ·ЦµДоЬ»щЗҐБПЗҐєёSiCМХґЙЅУН·µДЧйЦЇєНРФДЬУРєЬґуІо±р, є¬FeµДCoFeNi (Si, B) CrTiККУЪSiCМХґЙµДЗҐєёЎЈ
2. CoFeNi (Si, B) CrTiЗҐБПЗҐєёSiCМХґЙЅУН·µДЅзГжУЙ¶аІг№и»ЇОпєНTiCМхґшЧйіЙ, ґУSiCµЅЗҐ·мЦРСлµДЅзГжТАґО·ЦТФПВ5ёцІгґО: (Co, Fe, Ni) -Si№и»ЇОп, Cr-Si»ЇєПОп (Cr3Si, Cr7Si3) , (Co, Fe, Cr, Ni) -Si№и»ЇОпЎў TiCєН (Co, Fe, Ni) -Si№и»ЇОп; ЗҐ·мЦРСлµД»щМеОЄCo-Fe-Ni-Cr-Ti-SiПаєНFe-Co-Cr-NiЅрКфПа, ЖдЙПГЦЙў·ЦІјЧЕПёРЎµДTiCїЕБЈЎЈ
3. ІЙУГCoFeNi (Si, B) CrTiЗҐБПЗҐєёSiCМХґЙµДЧојС№ж·¶ОЄ: ЗҐБПєс¶И120 ¦Мm, ЗҐєёОВ¶И1150 Ўж, ±ЈОВК±јд10 min, ¶ФУ¦ЅУН·КТОВЛДµгНдЗъЗї¶ИОЄ161 MPa, ФЪЧојС№ж·¶ПВЗҐєёµДSiCМХґЙЅУН·ѕЯУРОИ¶ЁµДёЯОВЗї¶И, ФЪКТОВЎў 700єН800 ЎжПВµДЖЅѕщИэµгНдЗъЗї¶И·Ц±рОЄ176, 178єН184 MPaЎЈ ЅУН·ЦРЙъіЙµДTiCЅзГж·ґУ¦ґшТФј°ФЪЅУН·ЦРСлЅрКф»щМеЙПГЦЙў·ЦІјµДTiCїЕБЈ¶ФЅУН·ѕЯ±ёОИ¶ЁµДёЯОВРФДЬУРЧЕЦШТЄµД№±ПЧЎЈ
ІОїјОДПЧ
[1] Loehman R E, Tomsia AP.Joining of ceramics[J].Am.Cer-am.Soc.Bull., 1988, 67 (2) :375.

