大应变热轧过程中AZ31镁合金显微组织及织构的演变
来源期刊:中国有色金属学报(英文版)2015年第1期
论文作者:郭 非 张丁非 杨绪盛 蒋璐瑶 潘复生
文章页码:14 - 21
关键词:镁合金;显微组织;织构演变;剪切带;大应变轧制
Key words:magnesium alloy; microstructure; texture evolution; shear band; large strain rolling
摘 要:在823 K下对工业用AZ31镁合金板材进行约70%压下量的单道次轧制实验。结果表明,细小的再结晶晶粒不仅分布在轧制板材的剪切带中,同时还存在于板材的表面。剪切带中再结晶晶粒尺寸在0.4~1 μm之间。晶粒的显著细化主要来源于流变应力集中过程中所产生的动态再结晶。板材中部的织构为基面织构,织构强度在轧制变形前后未发生明显改变;然而,经过轧制后板材表面织构转变成双峰织构,基面沿板材横向发生倾转。双峰织构的相对强度为26.6,明显高于板材中部织构强度。变形应变的分配差异是板材内部不均匀再结晶及织构差异的主要原因。
Abstract: Commercial AZ31 magnesium alloy sheets were rolled by nearly 70% thickness reduction in one rolling pass at 823 K. The results show that ultrafine grains are distributed in both shear bands and surfaces of the rolled sheets. The grain size of the refined grain in the shear bands is 0.4-1 μm. The outstanding grain refinement is attained by dynamic recrystallization due to flow localization. The texture in middle layer of the sheet is basal texture with little change in intensity throughout the rolling process, while the texture on surface becomes a double-peak texture with basal poles splitting in the transverse direction (TD). The relative intensity of the double-peak texture is 26.6, which is quite higher than that of the texture in the middle layer. The inhomogeneous strain distribution is responsible for the exceptional grain refinement and texture evolution.
Trans. Nonferrous Met. Soc. China 25(2015) 14-21
Fei GUO1, Ding-fei ZHANG1,2, Xu-sheng YANG1, Lu-yao JIANG1, Fu-sheng PAN1,2
1. College of Materials Science and Engineering, Chongqing University, Chongqing 400045, China;
2. National Engineering Research Center for Magnesium Alloys, Chongqing University, Chongqing 400044, China
Received 18 February 2014; accepted 22 August 2014
Abstract: Commercial AZ31 magnesium alloy sheets were rolled by nearly 70% thickness reduction in one rolling pass at 823 K. The results show that ultrafine grains are distributed in both shear bands and surfaces of the rolled sheets. The grain size of the refined grain in the shear bands is 0.4-1 μm. The outstanding grain refinement is attained by dynamic recrystallization due to flow localization. The texture in middle layer of the sheet is basal texture with little change in intensity throughout the rolling process, while the texture on surface becomes a double-peak texture with basal poles splitting in the transverse direction (TD). The relative intensity of the double-peak texture is 26.6, which is quite higher than that of the texture in the middle layer. The inhomogeneous strain distribution is responsible for the exceptional grain refinement and texture evolution.
Key words: magnesium alloy; microstructure; texture evolution; shear band; large strain rolling
1 Introduction
Magnesium alloys attract a large deal of research interests because of their potential applications as lightweight structure components [1,2]. However, low ductility is the major difficulty that inhibits its use in industrial production. Many researchers made their efforts to develop an effective processing way for magnesium alloy [3]. Severe plastic deformation (SPD) was applied as a possible method to attaining refined grains with large deformation [4]. Lots of processing methods were derived from SPD, such as equal channel extrusion (ECAE), accumulative roll bonding (ARB), high pressure torsion (HPT), and large strain hot rolling (LSHR).
LSHR is a potential rolling method for magnesium sheet forming. High rolling temperature improves the formability of magnesium alloys and provides suitable deformation conditions for large strain rolling. Some researchers took their interests in this potential method because of its impressive grain size refinement. For instance, VALLE et al [5] reported that the grain can be significantly refined throughout LSHR in AZ61 sheets, because of continual dynamic recrystallization (CDRX). This dynamic recrystallization was further discussed in AM60 alloy, and it was found that non-basal slip was the dominant deformation mechanism in LSHR [6]. Ultra high-strength of Mg-Gd-Y-Zn-Zr magnesium sheet was attained by LSHR because of the improvement in precipitation [7]. A double-peak texture was developed during LSHR and its intensity was related to the rolling reduction [6,8,9].
A large number of studies concentrated on the LSHR process; however, few of them discussed the heterogeneity of strain distribution and its impact on the microstructure and texture evolution. Therefore, single rolling pass process with large reduction at high temperature was conducted in present work to investigate the microstructure evolution of AZ31 magnesium alloy. The microstructure especially the grain refinement was discussed. The texture was analyzed on both surface layer and middle layer of the sheets during rolling. Inhomogeneous deformation during LSHR was investigated in details.
2 Experimental
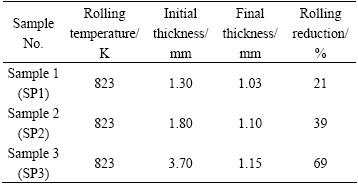
Commercial AZ31 (Mg-3Al-0.9Zn-0.3Mn) hot rolled magnesium sheets were used in this study. The thickness of initial sheets was 9 mm and the sheets were machined to the thickness of 1.2, 1.7 and 3.5 mm, respectively. The sheets were kept in thermal furnace for 10 min to reach rolling temperature and the rollers were heated to 573 K before rolling. All the sheets were rolled to 1 mm by single pass at 823 K. The rolling speed was 50 mm/s. The largest reduction of the rolling was nearly 70%, and the other two rolling reductions were 20% and 40%, respectively. The rolling parameters of three samples are listed in Table 1. After being rolled, the samples were immediately quenched into water to obtain the deformation microstructure.
Table 1 Processing parameters of hot rolling for AZ31 alloy
The microstructures of the as-received and as-rolled samples were examined by optical microscopy (OM). X-ray texture analysis was performed on both surface layer and middle layer of samples. Vickers microhardness of the rolled sheet was obtained at a load of 50 g and a dwell time of 20 s.
3 Results and discussion
Figure 1(a) shows the optical micrograph of the as-received AZ31 alloy. Equiaxed grains with an average grain size of 10 μm were homogeneously distributed on both surface layer and middle layer of the sample. The starting material exhibited typical basal texture of the as-rolled alloy, as can be seen from the (0002) pole figure shown in Fig. 1(b).
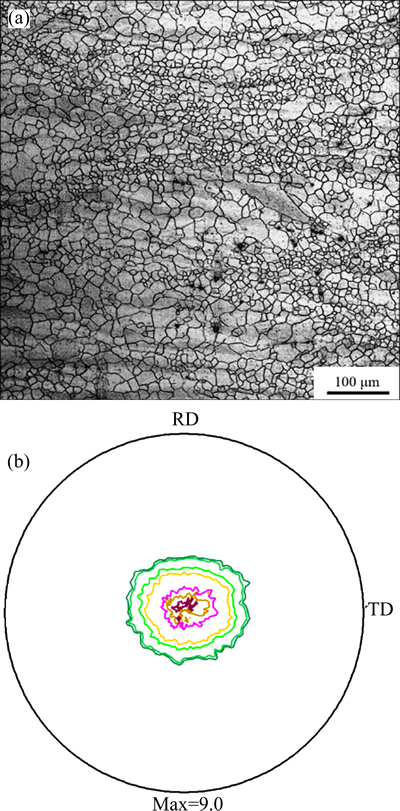
Fig. 1 Optical micrograph for longitudinal section with horizontal RD (a) and (0002) pole figure of initial sheets (b)
Figure 2 shows the microstructures of the samples processed by hot rolling. Large amount of twins formed in the SP1, and twinning was the dominant deformation mechanism at the first stage of rolling. Twin boundaries subdivided grains into pieces and became barriers to dislocation movement. Recrystallization seldom operated under this condition due to low deformation strain. In the SP2, grains were elongated along the RD and the recrystallized grains were observed in twins. Large strain deformation gave rise to drastic dislocation multiplication. Dislocations would pile up along twin boundary, and thus the deformation energy along twins increased. Twins favored the nucleation of recrystallized grains. New grains formed inside the twins and “swallowed” the initial grains by further recrystallization. These refined grains tended to cluster and cover the initial grains, which turned them into grey region shown in Fig. 2(b). VALLE et al [5] believed that the small grains formed by rotational dynamic recrystallization (RDX) and the orientation of new grains was favorable to the basal slip. In the SP3, the fraction of twins and recrystallized region decreased. Shear bands could be clearly observed in 70% reduction sample, which inclined nearly 24° from the RD to the ND, as shown in Fig. 2(c).

Fig. 2 Optical micrographs of middle layer in rolled samples
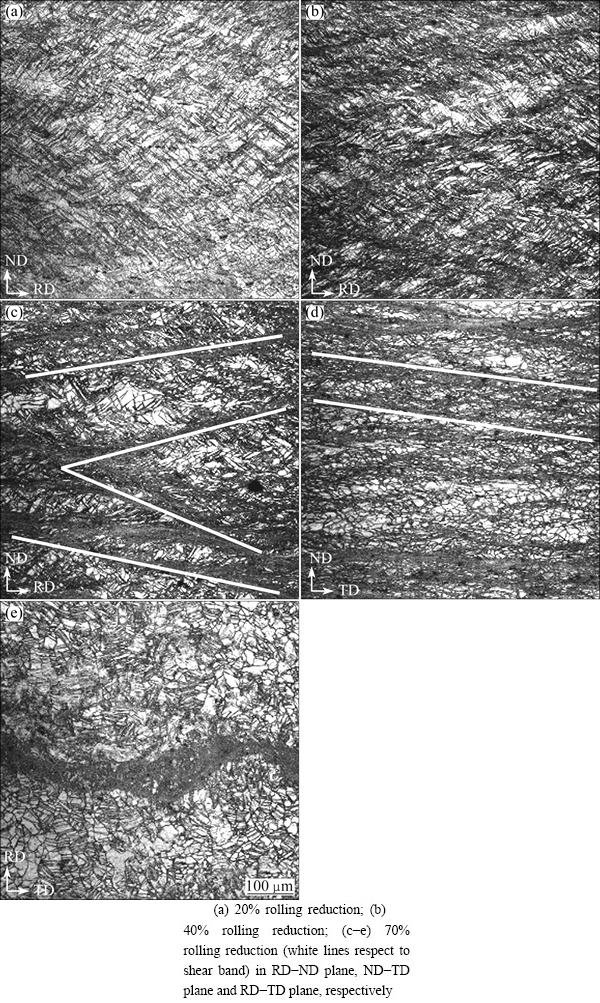
Fig. 3 Optical micrographs of as-rolled samples
Shear bands commonly occurred during severe plastic deformation [10,11]. Compared with SP1 and SP2, the shear bands only formed during large strain rolling, as displayed in Fig. 3. The formation of shear bands can be regarded as the results of flow localization during rolling. The directions of the rolling force between the sheet and rollers are shown in Fig. 4. Both surfaces of the sheet received the frictional force and compressed force from contacted rollers. The direction of resultant force inclined from the RD to the ND. The resultant force led to large flow localization along its direction, which provided suitable condition for the formation of the shear bands. The formation process of shear bands could be divided three steps. In the first step, dislocation slipping and twinning were the mainly plastic deformation mechanism. BARNETT et al [12,13] examined that  twin and -
twin and - secondary twin were settled along shear bands. In step 2, lots of dislocations piled up along the grain boundary and twin boundary. With high density of dislocation inside grains, subgrain and dynamic recrystallization appeared. In step 3, new grains formed along the band until the shear bands were covered by the grains formed by DRX. The orientation of new grains was favored for basal slip [14], turned shear bands into a “ductile zone” [13]. Dynamic recrystallization would continually proceed in new grains until deformation ended. The grain sizes of the refined grains were 0.4-1 μm in the shear bands due to dynamic recrystallization. The occurrence of dynamic recrystallization referred to a drastic process of deformation.
secondary twin were settled along shear bands. In step 2, lots of dislocations piled up along the grain boundary and twin boundary. With high density of dislocation inside grains, subgrain and dynamic recrystallization appeared. In step 3, new grains formed along the band until the shear bands were covered by the grains formed by DRX. The orientation of new grains was favored for basal slip [14], turned shear bands into a “ductile zone” [13]. Dynamic recrystallization would continually proceed in new grains until deformation ended. The grain sizes of the refined grains were 0.4-1 μm in the shear bands due to dynamic recrystallization. The occurrence of dynamic recrystallization referred to a drastic process of deformation.
However, the grains outside the shear bands were much larger and contained few twins. It meant that these large grains underwent less deformation than the grains inside the bands. Large grains can be regard as “hard region” in deformation. It is interesting to find that large grain zone may undergo less deformation during large reduction rolling. It is assumed that the distribution of strain is inhomogeneous in LSHR. Shear bands can be regard as “soft region”, where an instable deformation proceeded. High flow stress concentrated along the shear bands, which gave rise to drastic dislocation movement. With high deformation energy, dynamic recrystallization could continually nucleate along the shear bands. The recrystallized grains were favorable for basal slip, because of their orientations. Hence, most of the deformation took place in shear bands, and large grain zone barely deformed.
The morphologies of shear bands are different in the ND-TD (NT) and RD-TD (RT) planes, as shown in Figs. 3(d) and (e). In the NT plane, small grains settled in straight lines that were paralleled to the TD. The shear bands in the RT plane also contained many refined grains, and they were wider than those in the NT plane. Based on the above observation, the schematic diagram of shear bands in 3D is displayed in Fig. 4.
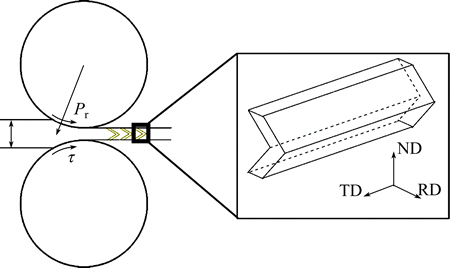
Fig. 4 Formation of shear bands during large strain hot rolling in SP3 and 3D-schematic diagram of structure of shear band
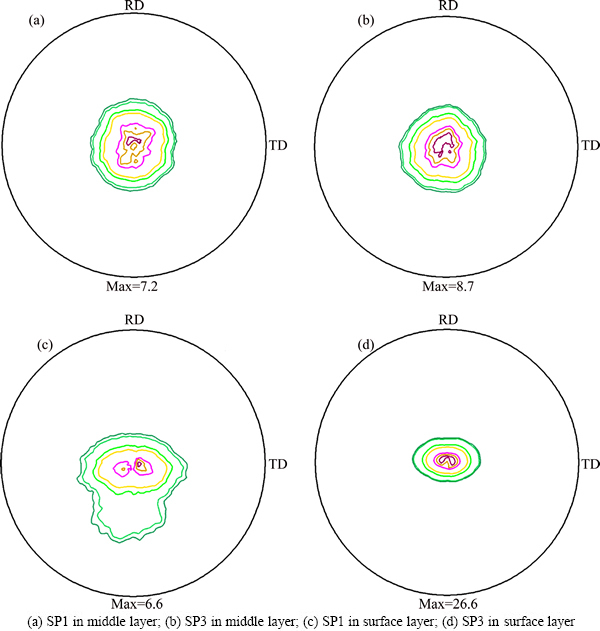
Fig. 5 (0002) pole figures of as-rolled samples
The macro-textures of the surface layer and mid-layer of all the samples were analyzed. The results of the SP1 and SP3 are shown in Fig. 5. After being rolled at 823 K, these samples were still basal texture in the middle layer of sheets. For the SP1, basal texture intensity decreased from 9.0 to 7.2, as presented in Fig. 5(a). This revealed that low strain rolling at high temperature could weaken the basal texture. The critical resolved shear stress (CRSS) of non-basal slip decreased at elevated temperature [15]. Therefore, the non-basal slip became an important deformation mechanism in this process. The recrystallized grains that absorbed non-basal dislocations would turn the basal orientation of lattice into random one [16]. The fraction of twins in the SP1 increased significantly compared with that in the initial sheet. Most of twins would be extension twinning, which are commonly observed during high temperature rolling [17]. twin boundaries have a 86° misorientation relationship with the matrix. Therefore, both non-basal slip and twinning led to a weaker basal texture in the rolling process.
As shown in Fig. 5(b), basal texture intensity is 8.7 in the SP3, which has little difference from that of the initial one. This phenomenon could be related to the microstructural evolution during the rolling process. Large grain zone occupied most area of the sheet in the middle layer of the SP3, as presented in Fig. 2(c). Without significant deformation in that zone, the large grain zone still exhibited basal texture. This orientation significantly influenced the macrotexture because of its large area in the microstructure. Therefore, the SP3 exhibited the basal texture in the middle layer with little change in intensity throughout the rolling process due to the inhomogeneous deformation.
The deformation inhomogeneity appeared not only between shear bands and large grain zone, but also in the surface layer and middle layer of the sheet. High deformation strain distributed in the surface layer and temperature decreased gradually from the sheet’s center to the surface [18]. It would be significant to analyze the difference of microstructural and textural evolution between the center and surface of the sheets. The textures of surface layer are shown in Figs. 5(c) and (d). Both textures become double-peak texture with c-axis tilting from the ND to the TD at an inclination angle of 10°- 15°. In fact, the double-peak texture with c-axis splitting from the ND to the RD in as-rolled Mg sheets, which was attributed to the double twins and pyramidal  et al [22] observed this inclination in AZ31 alloy during LSHR. The phenomenon occurred when 10 mm and 4 mm thick sheets were rolled by 30% reduction in a single pass at 648 K. It was believed that the spread of the basal poles towards the TD was associated with the operation of non-basal slip. STYCZYNSKI et al [23] simulated the texture evolution of AZ31 wrought magnesium alloy during the rolling process. The results showed that c-axis tilted from the ND to the TD when the prismatic slip became the dominant slip system during the rolling process. Besides the compressive force from rollers, there was tension force component in the RD due to the friction between the rollers and the sheets. It could be inferred that the tension force decreased gradually from surface to the center of the sheet. The tension force component may result in a high Schmid factor for prismatic slip to basal oriented grains. As friction force was extremely high in the surface layer, prismatic slip could be readily operated. Therefore, it was assumed that the operation of prismatic slip resulted in the peak texture splitting in the TD.
et al [22] observed this inclination in AZ31 alloy during LSHR. The phenomenon occurred when 10 mm and 4 mm thick sheets were rolled by 30% reduction in a single pass at 648 K. It was believed that the spread of the basal poles towards the TD was associated with the operation of non-basal slip. STYCZYNSKI et al [23] simulated the texture evolution of AZ31 wrought magnesium alloy during the rolling process. The results showed that c-axis tilted from the ND to the TD when the prismatic slip became the dominant slip system during the rolling process. Besides the compressive force from rollers, there was tension force component in the RD due to the friction between the rollers and the sheets. It could be inferred that the tension force decreased gradually from surface to the center of the sheet. The tension force component may result in a high Schmid factor for prismatic slip to basal oriented grains. As friction force was extremely high in the surface layer, prismatic slip could be readily operated. Therefore, it was assumed that the operation of prismatic slip resulted in the peak texture splitting in the TD.
The microstructure and microhardness of the SP1 and SP3 in the RN plane are shown in Fig. 6. The surface of the sheet was covered by a layer of recrystallized grains. The difference of the microstructure between the surface and the center of the sheet was mainly ascribed to the inhomogeneous strain distribution [17]. The fine grain region in the SP3 was thicker than that in the SP1 due to the larger reduction deformation on the sheet surface. Non-basal slip piled up along grain boundaries and was absorbed by the nucleation of new grains. The surface recrystallized grain size in the SP3 was about 0.8 μm. The intensity of double-peak texture increased from 6.6 to 26.6 due to the large reduction.
When the material undergoes flow localization, the homogeneity within the samples can be evaluated by microhardness measurements. Microhardness was measured on the SP1 and the SP3 along the red lines in Fig. 6. In the SP1, microhardness of the surface layer is higher than that in the center. The high microhardness of surface layer could be caused by work hardening effect, due to the large deformation. The work hardening decreased gradually from the surface to the center due to the heterogeneity of the deformation. In the SP3, microhardness was higher in both the surface layer and shear band region. Shear bands suffered severe plastic deformation, leading to the formation of ultrafine grains. These grains suffered severe deformation and attained high hardness throughout rolling process. Large strain hot rolling resulted in inhomogeneous microstructure and texture evolution.
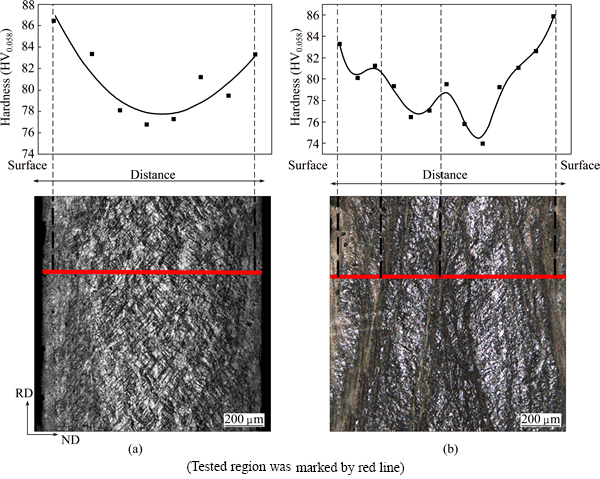
Fig. 6 Microhardness and optical micrographs of SP1 (a) and SP3 (b) for longitudinal section with horizontal RD
4 Conclusions
1) The shear bands containing ultrafine grains in AZ31 magnesium alloy were found during the large strain hot rolling process. The shear band was softer part during the rolling process and underwent large deformation.
2) The texture evolution is inhomogeneous during the LSHR between surface layer and middle layer due to different deformation conditions.
3) The refine grains appeared in the surface layer of sheets during the LSHR due to large strain distribution. The texture of surface layer is a double-peak texture splitting in the TD. The operation prismatic slip may result in this inclination.
4) Large rolling reduction in singe rolling pass leads to a significant heterogeneity of strain distribution, which influences the microstructural and textural evolution of AZ31 magnesium alloy. Extremely high strain localization may give rise to ultra grain refinement. This phenomenon may be considered a grain refining mechanism during severe deformation of AZ31 magnesium alloy.
References
[1] QI Fu-gang, ZHANG Ding-fei, ZHANG Xiao-hua, PAN Fu-sheng. Effect of Y addition on microstructure and mechanical properties of Mg-Zn-Mn alloy [J]. Transactions of Nonferrous Metals Society of China, 2014, 24(5): 1352-1364.
[2] QIAO Jun, BIAN Fu-bo, HE Min, WANG Yu. High temperature tensile deformation behavior of AZ80 magnesium alloy [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(10): 2857-2862.
[3] UCUNCUOGLU S, EKERIM A, SECGIN G O, DUYGULU O. Effect of asymmetric rolling process on the microstructure, mechanical properties and texture of AZ31 magnesium alloys sheets produced by twin roll casting technique [J]. Journal of Magnesium and Alloys, 2014, 2(1): 92-98.
[4] VALIEV R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation [J]. Progress in Materials Science, 2000, 45(2): 103-189.
[5] del VALLE J A, M T, RUANO O A. Texture evolution during large-strain hot rolling of the Mg AZ61 alloy [J]. Materials Science and Engineering A, 2003, 355(1-2): 68-78.
[6] M T, del VALLE J A, CONTRERAS J M, RUANO O A. Microstructural evolution during large strain hot rolling of an AM60 Mg alloy [J]. Scripta Materialia, 2004, 50(5): 661-665.
[7] XU C, ZHENG M Y, XU S W, WU K, WANG E D, KAMADO S, WANG G J,  X Y. Ultra high-strength Mg-Gd-Y-Zn-Zr alloy sheets processed by large-strain hot rolling and ageing [J]. Materials Science and Engineering A, 2012, 547: 93-98.
X Y. Ultra high-strength Mg-Gd-Y-Zn-Zr alloy sheets processed by large-strain hot rolling and ageing [J]. Materials Science and Engineering A, 2012, 547: 93-98.
[8] SRINIVASAN A, CHOWDHURY S G, SRIVASTAVA V C, SWAMINATHAN J, PODDAR P, DE P K. Microstructural and textural evolution during large strain hot rolling (LSR) of Mg-Al (AZ31) alloy [J]. Materials Science and Technology, 2007, 23(11): 1313-1320.
[9] CHEN Xing-pin, SHANG Du, XIAO Rui, HUANG Guang-jie, LIU Qing. Influence of rolling ways on microstructure and anisotropy of AZ31 alloy sheet [J]. Transactions of Nonferrous Metals Society of China, 2010, 20: s589-s593.
[10] FATEMI-VARZANEH S M, ZAREI-HANZAKI A, CABRERA J M. Shear banding phenomenon during severe plastic deformation of an AZ31 magnesium alloy [J]. Journal of Alloys and Compounds, 2011, 509(9): 3806-3810.
[11] ION S E, HUMPHREYS F J, WHITE S H. Dynamic recrystallization and the development of microstructure during the high temperature deformation of magnesium [J]. Acta Metallurgica, 1982, 30(10): 1909-1919.
[12] BARNETT M R, NAVE M D, BETTLES C J. Deformation microstructures and textures of some cold rolled Mg alloys [J]. Materials Science and Engineering A, 2004, 386(1-2): 205-211.
[13] BARNETT M R, STANFORD N. Influence of microstructure on strain distribution in Mg-3Al-1Zn [J]. Scripta Materialia, 2007, 57(12): 1125-1128.
[14] ZHEN L, ZOU D L, XU C Y, SHAO W Z. Microstructure evolution of adiabatic shear bands in AM60B magnesium alloy under ballistic impact [J]. Materials Science and Engineering A, 2010, 527(21-22): 5728-5733.
[15] SUN Hong-fei, LIANG Shu-jin, WANG Er-de. Mechanical properties and texture evolution during hot rolling of AZ31 magnesium alloy [J]. Transactions of Nonferrous Metals Society of China, 2009, 19(S): s349-s354.
[16] HUANG X, SUZUKI K, CHINO Y, MABUCHI M. Influence of initial texture on rolling and annealing textures of Mg-3Al-1Zn alloy sheets processed by high temperature rolling [J]. Journal of Alloys and Compounds, 2012, 537: 80-86.
[17] DING H, HIRAI K, KAMADO S. Microstructure characteristics during the multi-pass hot rolling and their effect on the mechanical properties of AM50 magnesium alloy sheet [J]. Materials Science and Engineering A, 2010, 527(15): 3379-3385.
[18] DING H, HIRAI K, HOMMA T, KAMADO S. Numerical simulation for microstructure evolution in AM50 Mg alloy during hot rolling [J]. Computational Materials Science, 2010, 47(4): 919-925.
[19] AGNEW S R, YOO M H,  C N. Application of texture simulation to understanding mechanical behavior of Mg and solid solution alloys containing Li or Y [J]. Acta Materialia, 2001, 49(20): 4277-4289.
C N. Application of texture simulation to understanding mechanical behavior of Mg and solid solution alloys containing Li or Y [J]. Acta Materialia, 2001, 49(20): 4277-4289.
[20] YAN H, CHEN R, ZHENG N, LUO J, KAMADO S, HAN E. Effects of trace Gd concentration on texture and mechanical properties ofhot-rolled Mg-2Zn-xGd sheets [J]. Journal of Magnesium and Alloys, 2013, 1(1): 23-30.
[21] YAN H, XU S W, CHEN R S, KAMADO S, HONMA T, HAN E H. Activation of  twinning and slip in high ductile Mg-2.0Zn-0.8Gd rolled sheet with non-basal texture during tensile deformation at room temperature [J]. Journal of Alloys and Compounds, 2013, 566: 98-107.
twinning and slip in high ductile Mg-2.0Zn-0.8Gd rolled sheet with non-basal texture during tensile deformation at room temperature [J]. Journal of Alloys and Compounds, 2013, 566: 98-107.
[22] M T, del VALLE J A, RUANO O A. Effect of sheet thickness on the microstructural evolution of an Mg AZ61 alloy during large strain hot rolling [J]. Scripta Materialia, 2004, 50(5): 667-671.
[23] STYCZYNSKI A, HARTIG C, BOHLEN J, LETZIG D. Cold rolling textures in AZ31 wrought magnesium alloy [J]. Scripta Materialia, 2004, 50(7): 943-947.
郭 非1,张丁非1,2,杨绪盛1,蒋璐瑶1,潘复生1,2
1. 重庆大学 材料科学与工程学院,重庆 400045;
2. 重庆大学 国家镁合金材料工程技术研究中心,重庆 400044
摘 要:在823 K下对工业用AZ31镁合金板材进行约70%压下量的单道次轧制实验。结果表明,细小的再结晶晶粒不仅分布在轧制板材的剪切带中,同时还存在于板材的表面。剪切带中再结晶晶粒尺寸在0.4~1 μm之间。晶粒的显著细化主要来源于流变应力集中过程中所产生的动态再结晶。板材中部的织构为基面织构,织构强度在轧制变形前后未发生明显改变;然而,经过轧制后板材表面织构转变成双峰织构,基面沿板材横向发生倾转。双峰织构的相对强度为26.6,明显高于板材中部织构强度。变形应变的分配差异是板材内部不均匀再结晶及织构差异的主要原因。
关键词:镁合金;显微组织;织构演变;剪切带;大应变轧制
(Edited by Wei-ping CHEN)
Foundation item: Project (2013CB6322000) supported by the National Basic Research Program of China; Project (2010DFR50010) supported by the International Scientific and Technological Cooperation Program of Ministry of Science and Technology of China; Project (CSCT2013jcyjC60001) supported by Chongqing Science and Technology Commission, China; Project supported by the Sharing Fund of Chongqing University’s Large-scale Equipment, China
Corresponding author: Ding-fei ZHANG; Tel: +86-23-65112491; E-mail: zhangdingfei@cqu.edu.cn
DOI: 10.1016/S1003-6326(15)63573-7

