���±�ţ�1004-0609(2010)S1-s0248-05
�ȼ�ѹ��-TiAl���Ͻ����֯�ݱ�
���ʴȣ��� ���������ѣ��� ��
(�й���ѧԺ �����о��������� 110016)
ժ Ҫ���о���-TiAl���Ͻ����¶ȵ��ڦ���ת���¶�(t��-10)ʱ��ѹ�����е���֯�ݱ䡣����������ڳ�ʼ���νΣ�Ƭ�㷢��Ť�ۣ�����Ӧ������Ӧ�����ʵ�����Ť�۴�������̬�ٽᾧ���γ�ϸС�ľ�����������Ƭ������Ӧ�����������䴹ֱ���߷�������ijߴ���С���������Ҳ���٣����������߷���ߴ�û�����Լ�С������Ƭ����淽����������״̬�ı仯���仯���䷨��ƽ������Ӧ����������ѹ�ӹ������������ԵƬ��ӽ���ȫ���飬�����IJ���Ƭ��ߴ�ϴ�ѹ������ģ�ߵ�Ħ���������ȴ�������Ӱ����ȫƬ�㾧��������ϸ�����¶ȳ��Լ����εIJ���������ɲ��ϲ�ͬ��λ����֯�������Ҫ���ء�
�ؼ��ʣ���-TiAl���Ͻ��ȼ�ѹ����֯�ݱ䣻����Ƭ��
��ͼ����ţ�TF 804.3���� ���ױ�־�룺A
Microstructure evolution of hot extruded ��-TiAl based alloy
LIU Ren-ci, LIU Dong, CUI Yu-you, YANG Rui
(Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China)
Abstract: The microstructure evolution of ��-TiAl alloy extruded at temperature below �� phase transition temperature (t��-10) was investigated. The results show that the lamellar structure kinks at initial deformation stage with increasing strain and strain rate, the region undergoes dynamic recrystallization and forms fine crystal zone and shear localization zone. The size perpendicular to flow line and volume fraction of remnant lamellar are reduced at higher strain, but the size along flow line is not reduced. The direction of remnant lamellar boundary is changed with changing stress state. The phase boundary between Ti3Al and ��-TiAl parallels to flow line. The lamellar of sample at the edge fabricated by extrusion has almost completely broken down, but the remnant lamellar size is large at the central region, especially at the longitudinal section. Friction and heat transfer between the perform and die have great influence on the refinement of full lamellar grain. The heterogeneity of temperature and strain are responsible to the difference of microstructure.
Key words: ��-TiAl based alloy; hot extrusion; microstructure evolution; remnant lamellar structure
��-TiAl���Ͻ���нϵ͵��ܶȡ����õĸ���ǿ�ȡ����¿��������Լ���ȼ�Ե��ص㣬�����ں��շ��������ֲ�����ȡ���ܶȽϴ��Ni�����ºϽ𣬴Ӷ���߷����������رȣ�����ϲ������������ɼӹ�������Լ�����һ��Ӧ��[1]������ϸС�����ߴ�ĵ�ȫƬ���-TiAl���Ͻ�������õ��ۺ���ѧ���ܡ�����BԪ�غ��ȼӹ���ϸ�������ij����ֶΣ���BԪ�ص���������Ƭ�����������ڸ��Ʋ��ϵ���ѧ����[2]�������ȼ�ѹ������������¶����Ǧ�-TiAl���Ͻ������ȼӹ��ij��ù��ա��ڰ����ȼ�ѹ�����У���ѹ���ϴ���ǿ�ҵ�����ѹӦ�������£���������״̬�������ڲ��ϵ����Ա��Σ������ȼ�ѹ�����ڴ��Բ��ϵĿ������ȳ���[3]��Ŀǰ�������ȼ�ѹ�Ѿ��ɹ�Ӧ ���ڦ�-TiAl���Ͻ�Ŀ�������γ���[1-2]���о��߶���-TiAl���Ͻ���ȼ�ѹ��֯�����������о�[4-9]�����Ԧ�-TiAl���Ͻ����ȼ�ѹ����������֯���ݱ��Լ���������Ƭ����γɲ�û����ϸ����������ˣ����������о��˻�������ĩ�����ϸ����������������Ϊ���Աȸ����������֯����ʾ��ȫƬ���-TiAl���Ͻ��ȼ�ѹ��������֯ϸ�������Ƭ����γɹ��ɣ�����Ϊ�����Ħ�-TiAl���Ͻ��ȼ�ѹ������֯�빤���Ż��ṩ������ʵ�������
1 ʵ��
ʵ��������̬�Ͻ�����ɷ�ΪTi-46.5A1-2Cr- 2Nb-0.15B(Ħ��������%)������һ��ˮ��ͭ�����Ժĵ绡������һ����ո�Ӧ�����õ�d 70 mm��500 mm������Ȼ������ȵȾ�ѹ(1 260 ��, 130 MPa, 3 h)�������ɡ��������ȵȾ�ѹ�����������ӹ���d 68 mm��80 mm�����ϡ��������ѹ����������[10]��������ѹ�¶�Ϊ1 330 ��(t��-10 ��)����ѹ��Ϊ7:l��ѹͷ��ѹ70 mm��ֹͣ��ȡ����ѹ���ϣ�ɰ�������£�ȥ�����ס����õ�����и���ȵȾ�ѹ�������ȼ�ѹ����ȡ�о������������о����ϸ���λ������֯����������ĥ���⣬�پ�Kroll��s�Լ���ʴ�۲���ͱ����ߣ�����MEF4�ͽ��������۲�������֯��
2 ���������
2.1 ������ѹ��������״�����γ�
ͼ1(a)��ʾΪ�ȵȾ�ѹ�������ײ���̬��֯�ĺ����֯��ò����ͼ1(a)�ɿ������������������ȡ�����ԣ������ִ����״�������������������ᾧ���������-TiAl���Ͻ�ͨ��ģ���ȴ���ɢ�ȣ������������������������йء�
ͼ1(b)��ʾΪ�ӽ����˼�ѹ��ʱ���ϵĺ����֯��ò��������ֱ��ԼΪ74 mm���ӽ�ģ����ӽ���ѹͲ��Ե�ĵײ����ϳ�Բ��״��������֮�䲿����ģ�״��³�90?�нǣ����ϸ߶ȶԳ���ģ��Բ�ijʱ�״���Աȼ�ѹ������ԭʼ���ϳߴ�ɷ��֣���ѹ�����ϵ�ֱ������6 mm����������ѹģ�������β���Ҳ������չֱ����ģ������Ӵ���������伷ѹ���������϶��������������෭������йء��������ؾ���ĸ߶Ȳ��Լ������������ϲ�ͬ��λ�����ٲ��춼���¶ȳ��ֲ��йء�ģ���������IJ�λ������С����Ե�����ܵ�ģ��Ħ������(��ͼ1(b)�м�ͷ��ָ)�Լ�������ģ�ߵ��ȴ����������ۺ�����ʹ�����IJ�λ���ٴ�Ե���������Ӷ��γ�������β���õ���ͼ1��ʾ�ı�״[3, 11-12]������ͼ1Ҳ�ɿ�������ģ����Χ����������͵�ĸ߶Ȳ�������˵���������������¶Ȳ����-TiAl���Ͻ�İ����ȼ�ѹ��һ�����ٹ��̣������뼷ѹģ��֮����ȴ��������������¶��½���Ӱ���С�����Լ�ѹģ��������֮���Ħ�������ǵ���������β�γɵ���Ҫ���ء�Ϊ����ȼ�ѹ���ϵ������ʣ��б�Ҫ���ͼ�ѹ�����뼷ѹͲ֮���Ħ�����á�
ͼ1(c)��ʾΪ��ѹ�Ʊ����ĵĺ����֯��ò����ͼ1(c)�ɿ����������������3~4 mm֮��������дִ������ĺ�ɫ����������Ե������û�С�
2.2 ��̬��������ѹ����������֯
ͼ2(a)��ʾΪ��̬�Ͻ��ȵȾ�ѹ����������֯����ͼ2(a)�ɼ�����̬�Ͻ�ΪȫƬ����֯�������ߴ�ԼΪ500 ��m���ھ��紦������������ᾧ����Ƭ�������ƫ���������������������̹����Ц������ؾ���ɢ�ȷ��������йء�
ͼ2(b)~(i)��Ӧͼ1(b)��ʾλ��1~8������֯������ͼ2(b)��ʾΪ��Ե��������������֯��Ƭ��ֲ�λ�÷���Ť�ۣ���Ƭ�������ԭʼƬ�����нǽӽ�50?������û���γ����Եļ��д�������δ�����������飬Ƭ���������巽������̬�ԱȲ�û�����Ա仯���������ڸ�λ�������ܵ�ģ����Բ���淨���ѹӦ��������Ƭ�㷢��Ť�ۣ�Ťתֱ��Ƭ����洹ֱ����������ͬʱ��������û�кϽ������������Ť�۴�δ���������Σ��γɼ��б��δ���ϸС������ͼ2(c)��ʾΪ��Ե������2������֯��Ƭ�������ԭʼƬ�����û���γ����Եļнǣ�����Ҳû�з������Ե����飬���ֲ�λ���Ѿ��γ�һ�����ļ������������λ�õ�Ƭ���ܵ�һ��ƽ����Ƭ������ѹӦ������ѹӦ���ﵽһ���ٽ�ֵʱ��Ƭ���гߴ�ϴ�Ħ�Ƭ�����ȷ����������飬���ٽ���Ƭ���γ��ؽ��淨���ѹӦ�����Ӷ��շ��ٽ�Ƭ�����飬�γ�һ��ȡ��ļ��д�����������ģ�ߵ�Ħ���������ȴ������¸�����ı��β�����֡�ͼ2(d)��ʾΪ�ײ�������ģ�߽Ӵ���3������֯����ͼ2(d)��֪��Ƭ����������������ֱ���ֲ�λ�ý���ƽ������������û�����Եľ�����������������������ڼ�ѹ���η�����ֱ��Σ�Ƭ��Ť����תֱ�����洹ֱ�ڼ�ѹ��ʩ�ӵ�ѹӦ�����������ܵ�ģ�ߵ�Ħ�����ú���������ѹ�γ�����ʹ�øò�λû�з�������������δ���γ����Եļ��д�������TiAl���Ͼ��ϳɾ���(PST)����ǿ������ط���Ĺ�ϵ����Ƭ����������������90?�н�ʱ��Ƭ�������ǿ������쳤����С[13]�����Ըò�λ�ڳ�����ѹӦ���������£�Ƭ��ȡ�����մ�ֱ�ڼ�ѹ�ˣ�����SEMIATIN��[14]��IMAYEV��[15]�Ԧ�-TiAl���Ͻ�Ķ�����֯�о��������ϡ�ͼ2(e)��ʾΪ�������ı�����4������֯����ͼ2(e)��֪��Ƭ���������ԣ�������Ƭ��������������50%������Ƭ�㴹ֱ���߷���ĺ����ߴ����Լ�С���������߷���ijߴ�δ���Ա仯������Ƭ����淽����ԭʼ����Ƭ�����ļн�ԼΪ40?��������λ�ڼ�ѹ���������ܵ�ƽ�����������ѹӦ���������ϵײ���ԵԲ�������ѹӦ�����ض������淨���ѹӦ�������������������з���Ťת���������ȼ��д���λ��Ƭ��������顣��Ƭ��������������Ӧ������ֱʱ����Ƭ�������ƽ���ڼ�ѹ����ʱ��������ʱֹͣŤת��ͼ2(f)��ʾΪ������ѹͷ�Ӵ���5������֯����ͼ2(f)��֪��������֯������ԭʼ���Ͼ�����������һ�£�����ò�λλ�����϶��ˣ����Ƭ����Ħ���������ȴ��������йء�����ͼ1(b)�иò�λû�������������Ǻϡ�ͼ2(g)��ʾΪ���ϱ�״��͵��·�����6������֯����ͼ2(g)��֪��Ƭ����淽�����ߴ�û�з������Ա仯���������Եġ��뼷ѹ�����һ���Ƕȵļ��б��δ���������ռ���������Ҳ�ϴ�������������ڼ�ѹ���ڸ�λ�����Ͼ������������������������������ɵ�[3]��ͼ2(h)�� (i)��ʾ�ֱ�Ϊ��ѹ��ͬһ������Ե7������8����������֯��ͼ2(h)��Ƭ��ӽ���ȫ���飬�γ�ϸС�Ħ�+�����࣬����Ƭ��������������5%������Ƭ��ƽ����ģ�����������ߴ粻��10 ��m��������ߴ�ӽ�300~400 ��m��ͼ2(i)�еIJ���Ƭ�㳬��60%������Ƭ���ڲ�Ҳ������Ƭ�����飬����Ƭ�㷽��Ҳƽ����ģ�����������ߴ���70 ��m���ң�������ߴ����400 ��m�������Ե���֯�����Ӧ��ѹ�����к����ļ��б���������[3]��ͬʱ��3.1���������ι����еĺϽ������ٶȲ������Լ��¶ȱ仯��������֯����Ҳ��һ��Ӱ�졣
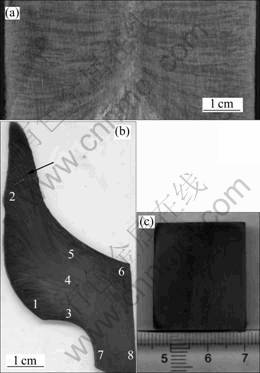
ͼ1 ��-TiAl�ĺ����֯
Fig.1 Macrostructures of ��-TiAl based alloy along vertical axes: (a) Ingot; (b) Extrusion bar numbers corresponding to regions underwent different deform process; (c) Extrusion incompletely
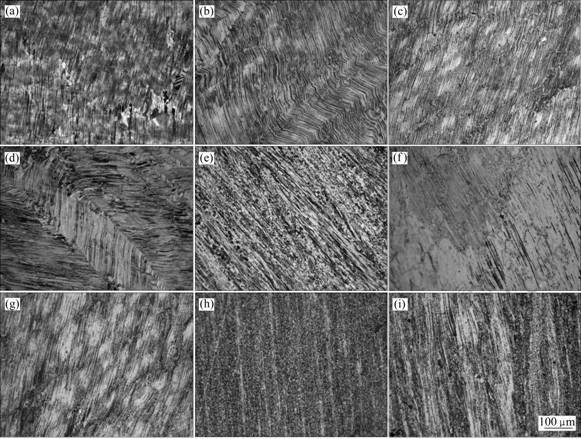
ͼ2 ��-TiAl���Ͻ������֯
Fig.2 Microstructures of ��-TiAl based alloy (perform axis is vertical): (a) Ingot; (b)-(i) Microstructures of zones corresponding to positions 1-8 pointed out in Fig.1(b), respectively
ͼ3��ʾΪͼ1(c)�к�ɫ����������λ������֯����ͼ3��֪����Ҫ��ϸС��˫̬��֯�Լ��ʴ�״�ֲ��Ĵִ���ྦྷ����ɣ����ྦྷ���ߴ���40 ��m���ҡ����ִ�״��֯��Ҫ�Ǧ�-TiAl���Ͻ������д��ڵ�Al�ɷ�ƫ����ɵġ����ͼ2(a)�о�����������ĵ�����ྦྷ������Щ������̵�����Al�����ϸߣ����ȱ��������£�Al�����ߵĦ������������̬�ٽᾧ����������Ҳ���ӳ�֣������γ��˴ִ�Ħ��ྦྷ������
���ͼ1��2��3�ɷ��֣���-TiAl���Ͻ��ڦ���ת���¶�(t��)���µ��ȼ�ѹ������Ҫ�Ծ���Ƭ���Ť���Լ�ȫƬ�㾧����Ťת����Ϊ�����ڴ˹����У����ϵ�����״���Լ�Ƭ�㾧����Ť�ۣ�Ťת�����ص��ۺ����ã�ͬʱ����ȫƬ����֯�䱾�������е���ѧ�ص㣬���¾����������ĺϽ������У������Ƭ�����ƽ�������߷���������ģ�߽Ӵ�����ȫƬ�㾧����δ�������Ա��Σ�˵����ѹ�����뼷ѹͰ֮���Ħ�������Լ��ȴ��������¶ȵ��½�����Ӱ���˱�Ե���ϵ��ȼ�ѹ���ͣ������˲��ϵ������ʡ��Ͻ�ѹ�����У������Ͼ���ļ����������ž���λ����ģ������֮��������������Ӷ��������ϱ�Ե���ַ����ϴ�ļ��б��Σ�Ƭ��õ��ϳ�ֵ����飬�����IJ��ּ��б���������������Ƭ������������ߴ�ϴ����̹����γɵijɷ�ƫ���ǵ��¼�ѹ�����IJ�λ�γɴִ��״��֯�ĸ���ԭ��֤��ѹ���ϵijɷ־�����������ߦ�-TiAl���Ͻ�ѹ���ĵ���ѧ���ܡ�
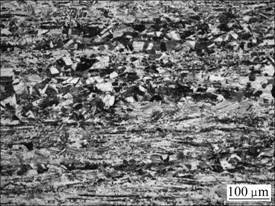
ͼ3 ��-TiAl���Ͻ�ѹ�����Ĵ�״��֯
Fig.3 Banded structure in central zone of extruded ��-TiAl based alloy
3 ����
1) ��ģ��λ�ã�ģ�������ϵ�Ħ�����������ϸ���λ�¶Ȳ����ǵ����ȼ�ѹ�����Ц�-TiAl���Ͻ����λ���ٲ����ȣ��������Ŀ����������γ�������β����Ҫ���ء�
2) ������ģ�߽Ӵ���λδ�������Ա��Ρ���ѹ������ģ��֮���Ħ���������ȴ����Ԧ�-TiAl���Ͻ��ȼӹ���������Ӱ��ϴ�����Ƹ��Ȳ�ĸ������ܺ���������������ϵ��������Լ���������̶ȡ�
3) ���ڦ���ת���¶��ȼ�ѹ����Чϸ����-TiAl���õ�������ϸ�����Եı���˫̬��֯������֯�ں���������λ�������ԵIJ������ԣ���ʵ��Ӧ�û����һ�����ȼӹ����ȴ�����
4) ����Ƭ��Ϊ����״�������ƽ���ڼ�ѹ�����ؼ�ѹ�������鲻��ȫ��
REFERENCES
[1] APPEL F, BROSSMANN U, CHRISTOPH U, EGGERT S, JANSCHEK P, LORENZ U, MULLAUER J, OEHRING M, PAUL J D H. Recent progress in the development of gamma titanium aluminide alloys[J]. Advanced Engineering Materials, 2000, 2(11): 699-720.
[2] CHRISTOPH L, PETERS M. �����ѺϽ�[M]. ����, ��. ����: ��ѧ��ҵ������, 2005: 79-80.
CHRISTOPH L, PETERS M. Titanium and titanium alloy[M]. CHEN Zhen-hua, transl. Beijing: Chemical Industry Press, 2005: 79-80.
[3] л����, ������. ������ѹ�����뼼��[M]. ����: ұ��ҵ������, 2002: 43
XIE Jian-xin, LIU Jing-an. Principle and technology of metal extrusion[M]. Beijing: Metallurgical Industry Press, 2002: 43.
[4] SEETHARAMAN V, MALAS J C, LOMBARD C M. Hot extrusion of a Ti-Al-Nb-Mn alloy[C]//High-Temperature Ordered Intermetallic Alloys IV Symposium, 1991: 889-894.
[5] SEMIATIN S L, SEETHARAMAN V, GOETZ, ROBERT L, JAIN V K. Controlled dwell extrusion of difficult-to-work alloys. US005361477A[P]. 1994-11-08.
[6] GOETZ R L, JAIN V K, LOMBARD C M. Effect of core insulation on the quality of the extrudate in canned extrusions of [gamma]-titanium aluminide[J]. Journal of Materials Processing Technology, 1992. 35(1): 37-60.
[7] ZHANG W J, LORENZ U, APPEL F. Recovery, recrystallization and phase transformations during thermomechanical processing and treatment of TiAl-based alloys[J]. Acta Materialia, 2000, 48(11): 2803-2813.
[8] PETER D, PFETZING J, WAGNER M F X, SOMSEN C, PESICKA J, SKROTZKI B, EGGELER G. Quantitative characterisation and microstructurel anisotropy of a hot-extruded TiAl alloy[J]. Praktische Metallographie, 2008, 45(5): 210-224.
[9] �� ��. ��-TiAl�ȼ�ѹ�����ա���֯���Ƽ������о�[S]. ����: �й���ѧԺ�����о���, 2007: 57.
LIU Dong. Study of hot extrusion,microstructure control and property of ��-TiAl[S]. Shenyang: Institute of Metal Research, 2007, 2007: 57.
[10] �� ��, �ش���, ������, �� ��. ��-TiAl����֯������[J]. ϡ�н��������빤��, 2005, 34(����3): 47-49.
LIU Dong, BAI Chun-guang, CUI Yu-you, YANG Rui. Microstructure and property of extruded gamma TiAl[J]. Rare Metal Materials and Enginging, 2005, 34(Supple 3): 47-49.
[11] ��ʫ��. ��ѹ����[M]. ����: ������ҵ������, 1994: 77.
WU Shi-dun. Extrusion principle[M]. Beijing: National Defense Industry Press, 1994: 77.
[12] ˾����, ������, �� ��. Ti-46.5Al-2.5V-1.0Cr-0.3Ni�Ͻ��ȱ�����Ϊ[J]. ϡ�н��������빤��, 2008, 37(����3): 193-197.
SI Jia-yong., HAN Peng-biao, ZHANG Ji, Thermal deformation behavior of Ti-46.5Al-2.5V-1.0Cr-0.3Ni Alloy[J]. Rare Metal Materials And Enginging, 2008, 37(Supple 3): 193-197.
[13] ������, ���ŷ�, �¹���, ����ͤ, ������, �� ��. �����仯����ṹ����[M]. ����: ������ҵ������, 2003: 736-738.
ZHANG Yong-gang, HAN Ya-fang, CHEN Guo-liang, GUO Jian-ting, WAN Xiao-jing, FENG Di. Intermetallics structure materials[M]. Beijing: National Defence Industry Press, 2003: 736-738.
[14] SEMIATIN S L, SEETHARAMAN V, JAIN V K. Microstructure development during conventional and isothermal hot forging of a near ��-titanium aluminide[J]. Metallurgical and Materials Transactions A, 1994, 25(12): 2753-2768.
[15] IMAYEV R M, SALISHCHEV G A, IMAYEV V M, SHAGIEV M R, KUZNETSOV A V, APPEL F, OEHRING M, SENKOV O N, FROES F H. Hot deformation of gamma TiAl alloys: Fundamentals and application[J]. Gamma Titanium Aluminides, 1999(2): 565-572.
(�༭ ������)
ͨ�����ߣ����ʴȣ���ʿ�о������绰��024-83978842��E-mail: rcliu@imr.ac.cn

