稀有金属 2001,(03),211-214 DOI:10.13373/j.cnki.cjrm.2001.03.014
感应钎焊工艺对黄铜接头组织的影响
潘晖 刘效方
北京航空材料研究院焊接与锻压工艺研究室!北京100095,北京航空材料研究院焊接与锻压工艺研究室!北京100095,北京航空材料研究院焊接与锻压工艺研究室!北京100095
摘 要:
研究了感应钎焊时 , 不同钎焊参数对零件内外表面温度的影响 , 分析了钎焊工艺参数对母材组织和接头质量的影响。缓慢升温可使工件内外表面温度达到平衡 , 钎焊温度在 780℃以下 , 保温时间小于 2 0s的工艺参数可获得优良钎缝和不损伤母材组织。
关键词:
感应钎焊 ;黄铜 ;组织 ;
中图分类号: TG454
收稿日期: 2000-12-04
Influence of Induction Brazing Process on Microstructures of Brass Joint
Abstract:
The influence of different induction brazing parameters on the temperatures of the inner and external surfaces of the workpiece was mainly discussed, and the influence of brazing parameters on base material microstructures and joint quality was analyzed. The results show that the temperature difference between the inner surface and external surface of the workpiece can be minimized when the temperature is increased slowly.On the conditions of brazing temperature not higher than 780℃ and holding time of lower than 20 seconds, excellent brazing seam can be achieved and base material microstructures are not damaged.
Keyword:
Induction brazing; Brass; Microstructure;
Received: 2000-12-04
感应钎焊升温速度快、表面效应显著, 致使工件内外温度场不一致, 钎焊温度不易控制, 钎透率低, 因此钎焊质量难以保证。为了解决利用感应钎焊焊接航空部件出现的质量不稳定现象, 本文研究了BAg45CuZn钎料在不同温度下, 在H62黄铜上的流布面积, 分析了不同钎焊工艺参数钎焊的接头和母材组织, 通过对组织的分析研究, 确定对组织性能影响最小的钎焊工艺参数, 以提高钎焊质量指导生产实践。
1 试验用材料和方法
1.1 试验用材料和设备
母材为H62 和 HPb59-1, 钎料采用 BAg45CuZn, 钎剂采用 FB101 (209) 。试验没备为 30 kW 高频感应钎焊炉。组织分析采用МиМ-8М卧式显微镜。 测温用K型热电偶和 X -Y 函数记录仪。
2.2 试验方法
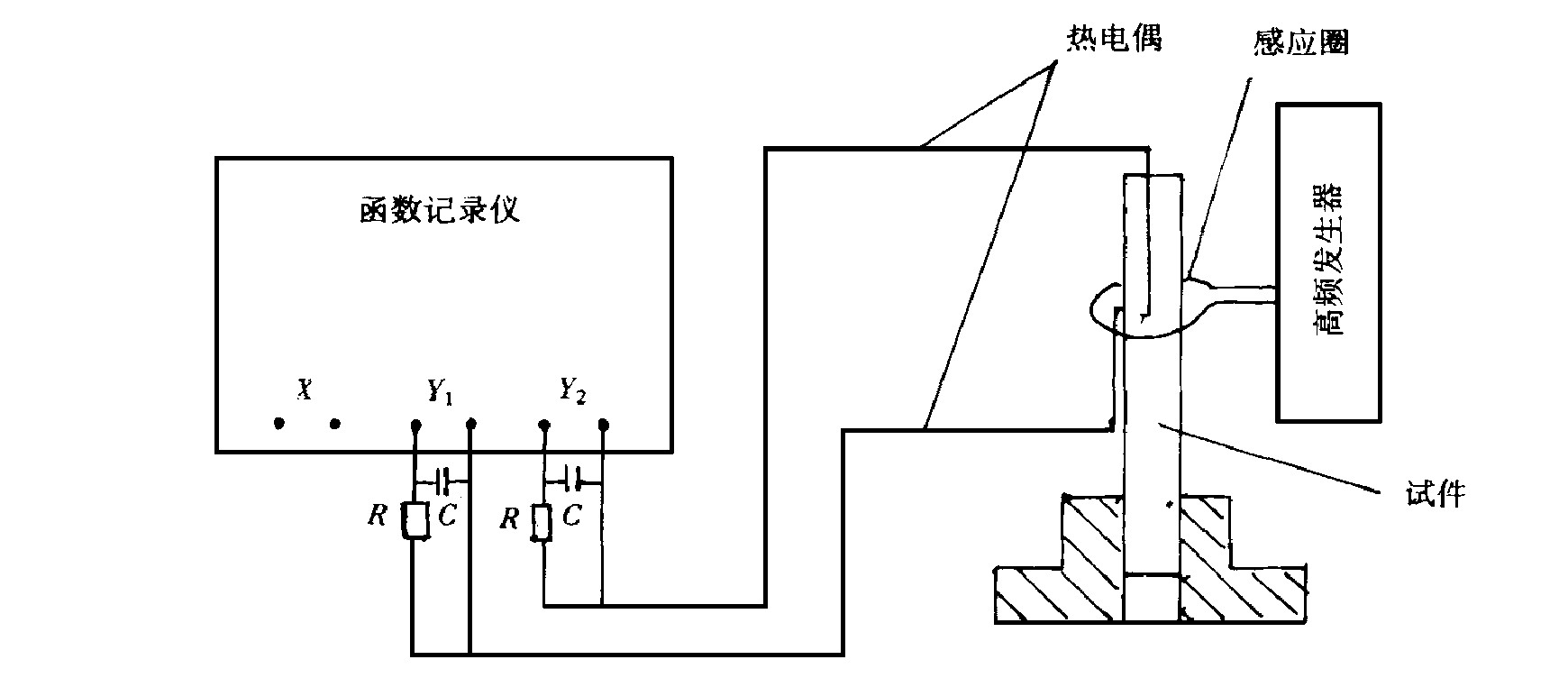
感应钎焊升温速度较快, 测量试件升温速度有一定困难, 为获得较准确的温度和变化历程, 选用K型热电偶测温和 X -Y 函数记录仪记录的测温装置。高频幅射对X -Y 函数记录仪干扰较大, 记录仪无法正常工作, 采用高频电容和电阻滤波, 并采用同轴电缆等措施, 消除了干扰, 测试系统能够正常工作。其试验装置如图1所示。X -Y 函数记录仪经标定和校正, 记录纸250格满刻度为835℃, 每格为3.34℃, X 方向每格为1 s。测温前热电偶需固定在零件钎焊部位, 形成良好的接触, 能反映零件的实际温度。
图1 测温装置示意图
Fig .1 Illustration of temperature measurement device
2 试验结果与分析
2.1 零件内外表面温度的测定
为获得优良的钎缝质量, 而又不损伤母材的性质, 必须选择合适的钎焊温度和保温时间, 以建立稳定的温度场, 实现钎焊冶金过程;实际上该产品结构采用感应钎焊工艺时, 工件内外表面温度差较大, 只控制钎焊温度是不够的, 必须限制升温速度, 以减小温度差, 为此, 首先测定了产品不同部位钎缝的内外表面温度差。
根据零件不同钎缝的结构特点, 初步选择了六个工艺参数进行零件内外表面温度测量, 如表1所示。
表1 钎焊参数
Table 1 Brazing parameters
栅极电流
阳极电流
高频电压
槽路电压
灯丝电压
0.38
1.5
7.4
8.1
8.0
0.41
1.7
8.0
9.2
8.0
0.43
1.8
8.4
9.6
8.0
0.44
1.9
8.6
9.8
8.0
0.32
1.3
6.7
7.4
8.0
0.34
1.4
7.0
7.6
8.0
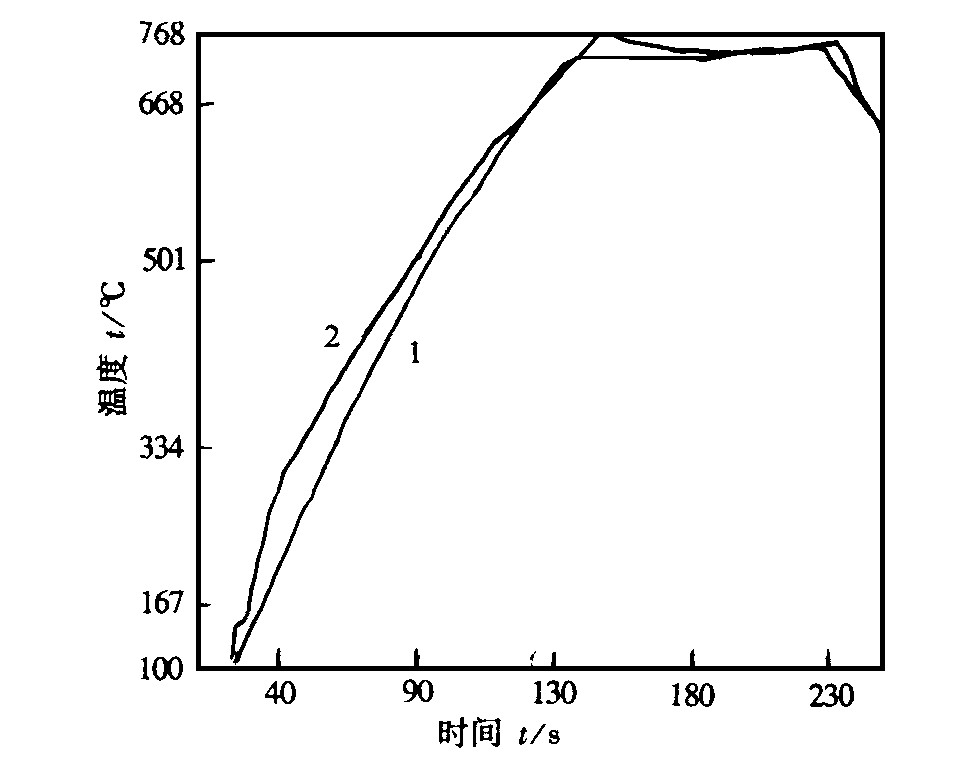
进行不同工艺规范的高频加热和多次加热试验, 内外表面温度的差异与升温速度有关。试验表明:当升温速度为5.48℃/s 时, 内外表面温度相差30℃, 保温 50 s 后内外温差5℃。采用加热速度较慢的4号工艺 (4.79℃/s) 时, 到768℃时内外温差为13℃, 保温 20 s 后温差为10℃, 继续保温相差5℃。加热曲线如图2所示。
采用3次连续加热的曲线, 则第一次热循环试件内外表面温差20℃, 第二次热循环试件内外表面温差16℃, 第三次热循环达到钎焊温度时试件内外表面温差6℃, 保温8s后试件内外表面温度基本一致。
从不同加热工艺的试验结果可以看出, 当升温速度较慢或多次加热时, 零件内外表面的温度差别较小, 经保温后内外表面温度基本一致。
图2 4#工艺加热曲线 1―工件内表面;2―工件外表面
Fig .2 Curve of heating process of 4#
2.2 不同钎焊工艺参数对母材和接头质量的影响
铅黄铜具有良好的钎焊性, BAg45CuZn钎料具有良好的钎焊工艺性能, 二者配合可以获得优良的钎焊接头。但是当钎焊温度和保温时间不当时, 不仅会影响钎缝质量, 而且也会影响母材性能
[1 ]
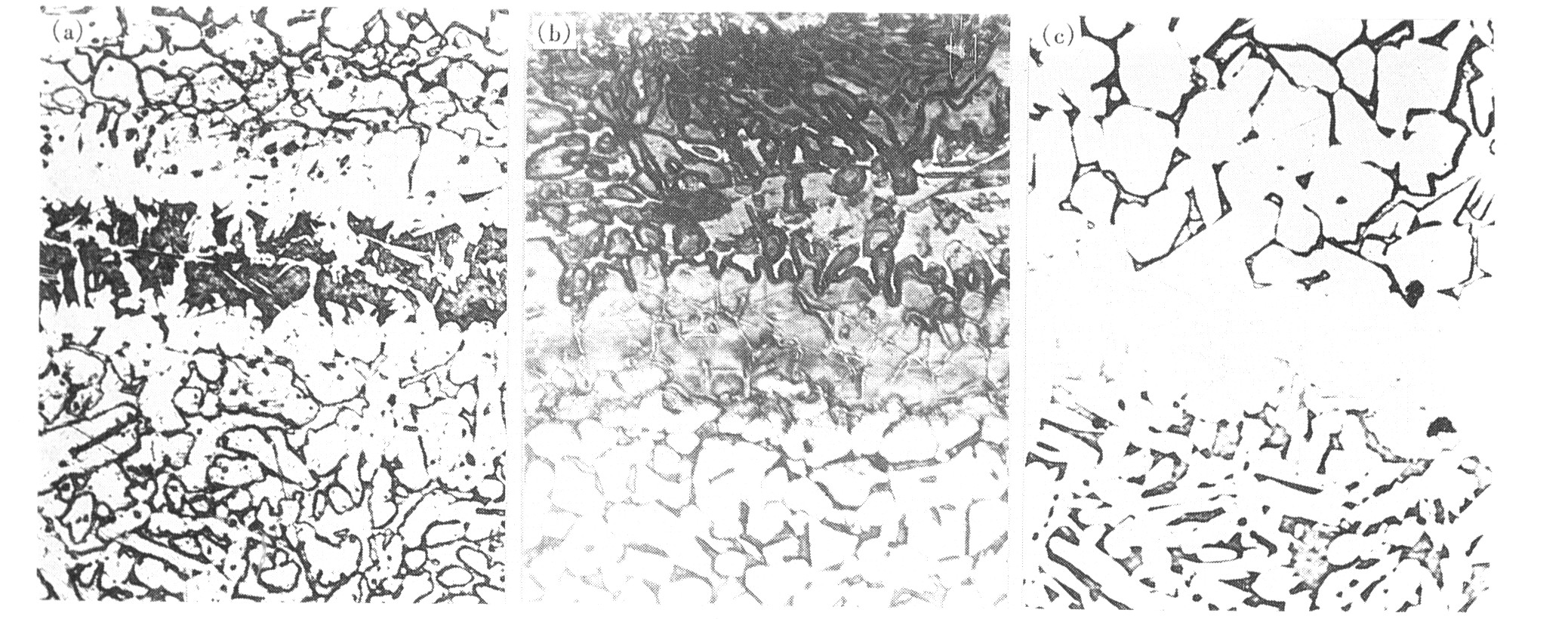
。因此本文进行了不同升温速度、钎焊温度、保温时间等工艺参数对母材和钎缝组织的影响试验。图3示出不同钎焊温度的接头组织。由图看出, 在735℃钎焊后母材的组织较细小。在765℃钎焊后母材的晶粒长大约四分之一, 在780℃钎焊与在765℃钎焊后母材晶粒相近, 在830℃钎焊后母材的晶粒长大约一倍, 另外钎焊温度由735℃升至830℃, 钎缝组织由细针状α +β ' 组织长大成粗大的针状组织, 钎缝明显增宽, 母材的晶粒也显著长大
[2 ]
。在830℃条件下, 钎缝和母材的组织已达到性能变坏的程度, 母材外表面已局部熔化。图4示出保温时间较长的接头组织, 显然均形成粗针状组织, 接头塑性将明显降低
[3 ]
, 更严重的是造成接头表面熔蚀或熔化。显然, 保温时间不宜过长。
综述上面分析可以提出为获得优良的钎缝组织和不损伤母材应选用较缓慢的升温速度, 钎焊温度控制在 780℃ 以下, 保温时间不大于 20 s 的工艺参数。
图3 不同钎焊温度的接头组织 ×200 (a) 735℃ ; (b) 765℃; (c) 830℃
Fig .3 Microstructures of joint brazed at different tempretures ×200
图4 保温时间较长 (20 s) 时的接头组织 ×200
Fig .4 Microstructures of joint brazed for long holding time (20 s ) ×200
4 结论
1.测试零件的内外表面温度表明:当采用多次加热循环的钎焊工艺参数时, 至钎焊温度时内外表面温度差6℃, 保温8s可以达到二者基本一致;当采用慢升温 (<4.8℃/s) 的钎焊参数时, 至钎焊温度时内外表面的温差达13℃, 保温20 s可以达到二者接近平衡。当采用快速升温的工艺参数时, 试件内外表面温差较大, 难以达到平衡。
2.不同工艺参数钎焊零件的金相分析表明, 当钎焊温度高于780℃时, 会形成粗大的针状组织, 当钎焊温度高于800℃时, 母材晶粒会显著长大。为获得优良的钎缝组织和不损伤母材, 应选用较缓慢的升温速度, 钎焊温度应控制在780℃以下, 保温时间应小于20 s。
参考文献
[1] 张启运 , 庄鸿寿主编 钎焊手册 北京 :机械工业出版社 , 1999
[2] 上海市机械制造工艺研究所主编 金相分析技术 上海 :上海科学技术出版社 , 1987
[3] 重有色金属材料加工手册编写组编 重有色金属材料加工手册 , 第一分册 北京 :冶金工业出版社 , 1979