�߸�����ֶѺ��Ͻ�ij�ϸ������֯����ĥ��
����ѫ1��Ф�ݷ�1�������1���� ��2
(1. ��̶��ѧ ��е����ѧԺ������ ��̶��411105��
2. ��̶��ѧ ������������ѧԺ������ ��̶��411105)
ժ Ҫ������ҩо��˿�Ѻ������Ʊ���1.25%~1.75%C��15%~25% Cr��1.5%~1.8% V��2%~3% W��0.6%~1.0% B(��������)�ĸ߸�����ֺϽ𣬽�����ѧ������ɨ��羵��X��������ȷ����ֶΣ��о�������֯��������ò���ɷֲַ�������̼���ټ�̼�����Ը߸��Ѻ��Ͻ�Ӳ�Ⱥ���ĥ�Ե�Ӱ�졣�о�����������߸��Ѻ��Ͻ������֯�ɦ�-Fe��(Cr, Fe)23C6��(Cr, Fe)7C3��WC+TiB2����ɣ����У�̼���ٿ�����ҩо��˿���ɵ��Ѻ��Ͻ�ǰδ��ȫ�ۻ����谭��������ʹ������Ϊ5~10 ��m�������������Ԥ���Һ����»��䣬�Ѻ��Ͻ�û�п��ѣ���ĥ��ĥ���������������߸�����ֶѺ��Ͻ�����ĥ��ϵ��Ϊʵо��˿H25Cr3Mo2MnV�Ѻ��Ͻ��5~18������ĥ���ܺã���ɢ�ֲ���̼�������ǿ����-Fe���壬ʹĥ���������裬��ĥ����ǿ��
�ؼ��ʣ�����֣��Ѻ���ҩо��˿����ϸ����ĥ��
��ͼ����ţ�TG422.1 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2009)04-0950-06
Ultrafine microstructure and wear resistance of high-chromium stainless steel surfacing alloys
GONG Jian-xun1, XIAO Yi-feng1, ZHANG Qin-hui1, MA Mo2
(1. School of Mechanical Engineering, Xiangtan University, Xiangtan 411105, China;
2. Faculty of Material and Photoelectronic Physics, Xiangtan University, Xiangtan 411105, China)
Abstract: High chromium stainless steel alloys with 1.2%-1.8% C, 15%-25% Cr, 1.0%-2.0% V, 2%-3% W and 0.6%-1.0% B (mass fraction) were deposited by the method of flux-cored wire submerged arc welding. The microstructure��surface morphology and element distribution of surfacing alloys were investigated by optical microscopy (OP), scanning electron microscopy (SEM) and X-ray diffraction (XRD). The effects of WC in flux-core and carbon content on wear properties were evaluated. Incomplete molten tungsten carbide inhibits grain growth and the grain size was 5-10 ��m. The deposited metals without preheating and post-weld heat treatment have no cracks. The experimental results show that the microstructure consists of ferrite, carbide such as (Cr, Fe)23C6, (Cr, Fe)7C3 and boride such as TiB2 etc. The abrasion resistance is deliberately superior to solid wire of H25Cr3Mo2MnV and its relative coefficient is 5-18 times of solid wire. The matrix strengthened by carbide dispersion impedes the imbedding of abrasive particles and improve the abrasion resistance.
Key words: stainless steel; hardfacing; flux-cored wire; ultrafine; wear resistance
�߸������Ͻ�������õ���ĥ�Լ���ʴ�ԣ��㷺Ӧ�����������Ͳ���İ塢ĥú�����Ȼ�е�����[1-2]��Ŀǰ�������������������Ĺ���������ҩƤ�����绡������Ϊ��[3]���绡�Ѻ��亸����������С�����ơ�����С��������Ч�ʵ͡��߸���������ҩо��˿��ʽ�Ѻ�������̼�����ߣ��Ѻ�������ȴ�죬�Ͻ��Ӳ������γɵ�̼����ִ���֦״����״�ֲ�[4-6]���Ӷ�ʹ�Ͻ����Բ��ʹ��ǰԤ�ȡ������»��䣬�Ѻ��Ͻ�������[7-8]�����⣬Ԥ�ȵȼ�СӦ���Ĺ��մ�ʩʹ��ҵ�ܺ������������������ǿ�߸������Ͻ�����ԣ�ʵ����Ԥ�ȶѺ������ѳ�Ϊһ��������ͻ�����⡣����ϸ������Ч��߽���ǿ�ȡ����ԺͿ�����[9-10]��̼����ϸ���ɵ��½�������ĥ��ĥ�����ܽ���[11]��������Ϊ��Ҫ����Ԫ�صĸ߸���������ֳ���Ϊ�������ĥ�ԣ�ȱ�������Բ��ߣ�ԭ�������������״����Ƭ״�ֲ�[12-13]�����������ʵ����߸�������̼��������ҩо��˿�м���һ�����ķ�����̼���ٺ�̼����(B4C)�������ϸ��������������Բ���ǿ��ĥ�ԣ������Ѻ��Ͻ������֯�����ɷֺ���ĥ��ĥ�����ܽ��з������о���
1 ʵ�鷽��
ҩо��˿��ƤΪH08A��ҩо�ɸ�̼����(��69% Cr��4% C)��̼���١�����(��50% V)������(��30% Ti)��̼����(B4C)��̼����(WC)�����ۡ���ԭ���۵���ɣ�ҩ�۽�����Ⱥ�YHZ-1ҩо��˿���ͻ����Ƴ�ֱ��Ϊ4.0 mm��˿�������μ���Ϊ3.6 mm���á�
�ڳ���������Ϊ90 mm��70 mm��16 mm����(A3)�ϣ�ҩо��˿�ý�������MZ-1000�Ѻ�3�㣬���ղ������1��ʾ������HJ260���������Զ����䣬��������࣬��ճ�����ֱ��Ʊ���63~70���������仯ѧ�ɷ�(��������)Ϊ��C 1.25%~1.75%��Cr 15%~25%��V 1.5%~1.8%��Si 0.5%~1.2%��Mn 0.5%~ 0.7%��W 2.0%~3.0%��B 0.6%~1.0%���Ѻ�����Cr��V��������ҩо��˿WC�������2��ʾ��
��1 ҩо��˿�����ղ���
Table 1 Processing parameter of flux cored wire submerged arc welding

��2 Fe-Cr-W-V-B�Ѻ��Ͻ�ijɷ�
Table 2 Compositions of Fe-Cr-W-V-B hardfacing alloys

�������汻ĥƽ����HR-150����Ӳ�ȼƲ���Ӳ�ȣ�Ȼ�����и�ӹ��Ʊ�Ϊ������Ϊ12 mm��10 mm����������57 mm��25.5 mm��6 mm��ĥ��������ˮ����ȡ�Ѻ����㲿�֣����鲢��ĥΪ��ĩ����ΪD/MAX2550VB��X���������Ƿ�����Ʒ��
������������4%������ƾ���ʴ�����ø����Լ�����5 mL������15 mL���ظ����2.5 g����ζ��1 g���ƾ�30 mL(��Ϊ������)��ʪ��������ˮ�;ƾ���ϴ�ɾ����ɣ�JSM-6360LVɨ��羵�۲��������棬���丽������������Oxford 7854�����������з�����
��ĥ���������MLS-23��ʪɰ����ʽĥ����������������£�����ֱ��Ϊ178 mm���۶�Ӳ��Ϊ60��������������Ϊ2.5 kg������ת��Ϊ240 r/min��ɰ������Ϊ��250~425 mmʯӢɰ1.5 kg��1 kgˮ��������Ԥĥ1 000 r����ϴ�ɾ������ɣ��Ƴ�ʼ����ΪM0��Ȼ����ʽ����1 000 r����ϴ���ɣ��ٴγ�����ΪM1��(M0-M1)��Ϊ����ĥ�����ʧ����?M����ֱ��Ϊ4.0 mm��ʵо��˿H25Cr3Mo2MnV�Ѻ��Ͻ�Ϊ�����������ĥ��ϵ����Ϊ��
 ��
��
ʽ�У�?M0Ϊ����������ʧ�������������ĥ���������ϴ�ɾ�����JSM-6360LVɨ��羵����ĥ�������ò��
2 ���������
2.1 �Ѻ��Ͻ������֯
2.1.1 �����м�����֯
Fe-Cr-W-V-B�Ѻ��Ͻ������֯��ͼ1��ʾ����ͼ1��֪���Ѻ��Ͻ�Cr-W-V-B������֯��Ҫ�ɦ�-Fe��������-Fe������̼��������������ɣ�ͼ�л�ɫ����Ϊ��-Fe��̼������֯����ɫΪ��-Fe��������֯��Ӳ����������dz�ϸС����ɢ�ֲ������ھ���ϸС����ʴ��ǿ����֯�Ķ�С���ڹ�ѧ�����²��ױ��۲쵽��ͼ1��ʾΪ65�ź�68�������Ĺ�ѧ����֯�����У�65��������̼������68�������ĵͣ��Ա�ͼ1(a)��(b)��֪��68�������Ħ�-Fe��֯�����������࣬��̼����ֲ����ڼ��С�

(a) 65��������(b) 68������
ͼ1 Fe-Cr-W-V-B�Ѻ��Ͻ������֯
Fig.1 Microstructures of Fe-Cr-W-V-B hardfacing alloys
ͼ2��ʾΪ65��������X����������(XRD)���ɼ����úϽ������֯Ϊ��-Fe��Ӳ��������(Cr, Fe)23C6+ (Cr, Fe)7C3+WC+TiB2��ɡ�����WC���¹��ܺ������γ�Fe7W6����������Ͻ��δ��ʾ������壬�����ҩо��˿�������WC�������̽ᾧǰ��δȫ���ۻ����߹����γ�Fe7W6�࣬���ǽ����㲿���ۻ������ʰ��ۻ�̬�����ɵ��Ѻ��Ͻ����⣬ͼ2����B4C�������壬�����ֽ�ǿ��TiB2����壬��˵��B4C�ں����۳صȸ�����������������Ӧ�γ���һӲ����TiB2��
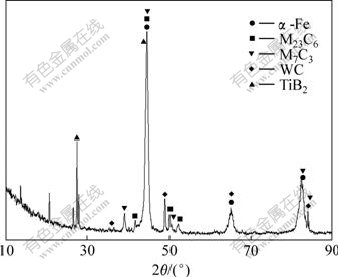
ͼ2 65�ŶѺ��Ͻ��XRD��
Fig.2 XRD patterns of No.65 hardfacing alloys
ͼ1(a)��ʾ65�Ž�������������ɫ��dzɫ���Ը�����������֯��ò(ͼ3(a))�е���A(��Ӧͼ1(a)dzɫ����)����B(��Ӧͼ1(a)��ɫ����)�ɷֽ���ɨ�裬�������(����������%)��A���к�Cr 24.95%��V 3.33%��B���к�Cr 29.31%��V 3.66%��W 3.39%��2��������������������ɫ����B�����˸ߺ������١����ڶѺ�������ȴ�ٶȿ죬��̼���ٵ��۵�(2 600 ��)�ߣ�WC��������ǰδ��ȫ�ۻ����谭�����������⣬������̼�������ͣ�����WC�����ۻ����߹��ܲ������������̼Ԫ��Ǩ����ɢ��ʹ�þֲ������̼����ƫ�ߣ������̼�����������������������֯ϸС������ɫ�����ڴ�����̼������ɢ�ֲ�������65�ź�68�ŶѺ��Ͻ�������Ϊ5~10 ��m���������ڳ�ϸ������[14]������̼�����Կ���״���ڣ������Դִ���֦״������״��̬���ڣ�������̬������������չ[15]����ʹ�Ѻ��Ͻ���н�ǿ�����ԣ������������ǰ��Ԥ���Һ����»��䣬�Ѻ��Ͻ��û�п��ѡ�

(a) 65��������(b) 68��������(c) 70������(ȥ���������)
ͼ3 Fe-Cr-W-V-B�Ѻ��Ͻ������֯��ò
Fig.3 Microstructure morphologies of Fe-Cr-W-V-B
hardfacing alloys
70������Ϊȥ��������ֵĺϽ𣬴�������֯��ò(ͼ3(c))������һ����̼����ʷ����Էֲ��������뷰����������̼����δ����������̬�������̼���������谭��̼�������Ķ��������������ڻ��̼�����Ӳ������ɢ�ֲ�������֯��
2.1.2 ���콻�紦����֯
63�ŶѺ��Ͻ콻�紦������֯��������ò���ɷֲַ���ͼ4��ʾ����ͼ4(a)~(b)�ɼ���63���������콻�紦���������ۻ��߸��¹��ܣ��������Գ���̼�������ź��췽��ʳ���״���߿���״�ֲ�����63����������֯��A��B��C�����гɷ�ɨ��(ͼ4(b))���������(����������%)��A����Cr 15.7%��V 1.83%��Ni 1.28%��Ti 0.45%��B����Cr 12.75%��V 1.07%��Ni 1.59%��C����C 5.74%��Cr 15.70%��V 1.7%��Mn 0.94%��Ni 0.95%�����У�A��λ�ں��콻�紦�Ļ��壬B��λ�ں����м�Ļ����ϡ��Ƚ�A��B��ɷֿ�֪�����紦�ĸ�������ƫ�ߣ��ҳ�����Ti����������һ����Cr��V��Ti��Ԫ�ص�̼������¹��ܣ�ʹ�����������Cr��V��Ti��Ԫ�غ�����ߣ���ʹ̼�콻�紦������ɢ���ֲ��γɻ�ɫ��̼������ʹ�������̼���������Ϊ�ܼ���C��ɨ��㴦�ڿ����ϣ���A��B������ͬ���ǣ���̼�����ߣ�������ÿ���Ϊ̼���ͼ4(b)��ʾ����Ϊ�Ӻ��콻�紦���м������Fe��Cr��VԪ�صijɷ�ͬ��ɨ���ߣ���ɨ������֪��һ����Cr��VԪ�غ����ĸ߷�ֵ����ͬ�����֣���λ�ڵ�״���߿�״�����������Ӧ����Fe�����ĵȷ塣�ɼ�����Щ����Ӧ��Cr��V�ĸ���̼���

(a) ����֯��(b) ������ò
ͼ4 63�ŶѺ��Ͻ콻�紦������֯��������ò
Fig.4 Microstructure and surface morphology between welding beads of No.63 hardfacing alloys
2.2 �Ѻ��Ͻ����ĥ��
WC��̼������Fe-Cr-W-V-B�Ѻ��Ͻ�Ӳ��Ӱ����ͼ5��ʾ����ͼ5��֪��Fe-Cr-W-V-B�Ѻ��Ͻ�����ĥ��ϵ����ʵо��˿H25Cr3Mo2MnV�Ѻ��Ͻ��5~18�������У�65�ź�66�����������ĥ��ϵ��Ϊ���������߸�������ĥ����(���ĥ��ϵ����=9.3)��1.5~2.0�����������õ���ĥ�ԡ�
2.2.1 ҩо��˿̼���ٺ�����Ӱ��
��ͼ5(a)��֪������ҩо��˿��̼���ٺ������ӣ�Fe-Cr-W-V-B�Ѻ��Ͻ������Ӳ�Ȼ������䣬���ĥ��ϵ����������Ȼ���½���������Ϊ����̼���ٿ����ֽ��ʹ�����̼������ߣ���-Fe��֯�������ӣ�������̼���ٵ���ɢǿ��ЧӦ������-Fe��֯�����϶� ʱ������̼������Խ��٣��Ѻ��Ͻ�Ӳ�Ⱥ���ĥ���½����ɴ˿�֪��̼���Թ��ܻ���̼������ʽ���ڣ���ԶѺ��Ͻ����ĥ��Ӱ��ܴ������������Ѻ����ջ���ҩо�ɷ���ȣ�ʹ������һ���������߱�����ϵ������ʹ̼��Ͻ�Ԫ�س���γ�̼���
2.2.2 ̼������Ӱ��
��ͼ5(b)�ɼ���Fe-Cr-W-V-B�Ѻ��Ͻ������Ӳ����̼������߶����ӣ����Ų�����֮�����ȣ��������½������ӡ�̼������ߣ���-Fe��֯���ӣ���-Fe�����½���̼����������ڼ��зֲ�����������ɢ�ֲ���ǿ�����á���̼��������1.75%ʱ��̼������ɢ����-Fe����ľ��粢�ؾ����γɳ���״̼���������ĥ�Ǽܣ���ĥ����ߣ��������½�������˵����������Ϊ(��-Fe+a-Fe)˫����֯�Ҧ�-Fe�����ϴ�ʱ����ʹ̼����ķֲ���ò�ͺ��������ı䣬�Ӷ�Ӱ������ĥ�ԡ�

(a) WC��(b) C
1��Ӳ�ȣ�2�����ĥ��ϵ��
ͼ5 WC��̼������Fe-Cr-W-V-B�Ѻ��Ͻ�����Ӳ��Ӱ��
Fig.5 Effect of WC content in flux core and carbon content on hardness of Fe-Cr-W-V-B hardfacing alloys
2.2.3 ĥ����ò
Fe-Cr-W-V-B�Ѻ��Ͻ���ĥ��ĥ�������ò��ͼ6��ʾ���ɼ����Ͻ����Ϊ��ۻ����繵���ƣ������ĥ����������ռ��Ҫ���ƣ���65����68��������ĥ����ò������ͬ������68��������������������Ա��Σ�Ϊ���͵��繵���ƣ�����68�������İ����庬���ϸߣ��������Ժã�ĥ��������Ա��κۼ����ԡ���65�������Ĺ��۽Ͽ�����ж��Ѻۼ������Ա��β����ԣ�Ϊ�����ò������65������̼���ٺ����϶࣬����ǿ�ȸߣ�ʯӢɰ�����������С��ĥ���ڹ�����������������ڹ⻬������������룬��ʹ���ۿ�������⣬��ͼ6�ɿ�����̼�����ʵ��ʹĥ���������˶�ֹͣ������״�ȵ�״̼������谭Ч�����á����Ͻ��������̼������ɢ�ֲ���߶Ѻ��Ͻ�ǿ�ȣ����ĥ���������������������ǿ��ĥ�ԣ���Ҳ��65�����������ĥ��ϵ������68�ŵ�2.57����ԭ��

(a) 65��������(b) 68������
ͼ6 Fe-Cr-W-V-B�Ѻ��Ͻ���ĥ��ĥ��ı�����ò
Fig.6 Surface morphologies of abrasion test of Fe-Cr-W-V-B hardfacing alloys
3 �� ��
a. ��ɢ�ֲ��IJ����ۻ�̬Ӳ������̼���ٿ������谭Fe-Cr-W-V-B�Ѻ��Ͻ�ľ�������ʹ���������Ҵֿ�������Ϊ5~10 ��m��
b. ҩо̼���ٺ������ӣ�Fe-Cr-W-V-B�Ѻ��Ͻ�Ļ���ǿ����ߣ��谭ĥ�����룬��ĥ����ߡ��úϽ�ĥ����òΪ���͵���ۻ����繵���ƣ�ĥ�ϵ�������ռ��Ҫĥ����ơ��öѺ��Ͻ���̼���Թ��ܻ�����̼�������ʽ���ڣ���ʹ��-Fe��֯��̼�������������ı䣬�Ӷ�Ӱ������ĥ�ԡ�
c. Fe-Cr-W-V-B�Ѻ��Ͻ�����̼���������谭̼�����Ӳ����Ķ���������������ֲ���ò������һ����VԪ����CrԪ���γ��˸���̼���
�ο����ף�
[1] �»���, �Ͻ���, �� ��. ��ĥ����Ӧ���ֲ�[M]. ����: ��е��ҵ������, 2006: 304-309.
CHEN Hua-hui, XIN Jian-dong, LI Wei. Application handbook of wear resistant materials[J]. Beijing: China Machine Press, 2006: 304-309.
[2] Zumelzu E, Goyos I, Cabezas C, et al. Wear and corrosion behaviour of high-chromium (14%�C30% Cr) cast iron alloys[J]. Journal of Materials Processing Technology,2002, 128(1/3): 250-255.
[3] Chatterjee S, Pal T K. Wear behaviour of hardfacing deposits on cast iron[J]. Wear, 2003, 255(1/6): 417-425.
[4] Buytoz S, Yildirim M M, Eken H, et al. Microstructural and microhardness characteristics of gas tungsten arc synthesized Fe-Cr-C coating on AISI 4340[J]. Materials Letters, 2005, 59(6): 607-614.
[5] Lee S h, Choo S H, Baek E R, et al. Correlation of microstructure and fracture toughness in high-chromium white iron hardfacing alloys[J]. Metallurgical and Materials Transactions A, 1996, 27(12): 1996-3883.
[6] Fan C, Chen M C, Chang C M, et al. Microstructure change caused by (Cr, Fe)23C6 carbides in high chromium Fe-Cr-C hardfacing alloys[J]. Surface & Coatings Technology, 2006, 201(3): 908-912
[7] Chatterjee S, Pal T K. Weld procedural effect on the performance of iron based hardfacing deposits on cast iron substrate[J]. Journal of Materials Processing Technology, 2006, 173(1): 61-69.
[8] Kim C K, Lee S h, Jung J Y, et al. Effects of complex carbide fraction on high-temperature wear properties of hardfacing alloys reinforced with complex carbides[J]. Materials Science and Engineering A, 2003, 349 (1): 1-11.
[9] Song R, Ponge D, Raabe D, et al. Overview of processing, microstructure and mechanical properties of ultrafine grained bcc steels[J]. Materials Science and Engineering,2006, 441(1): 1-17.
[10] Branagan D J, Marshall M C, Meacham B E. High toughness high hardness iron based PTAW weld materials[J]. Materials Science and Engineering A, 2006, 428(1): 116-123.
[11] ���. ĥ�����ѧ[M]. ����: ұ��ҵ������, 1990: 260-264.
LI Jian-ming. Wear metallurgy[M]. Beijing: Metallurgical Industry Press, 1990: 260-264.
[12] ������, ��־ǿ. ��ĥ����Fe-B-C�Ͻ���о�[J]. ����ѧ��, 2006, 45(2): 545-548.
FU Han-guang, JIANG Zhi-qiang. A study of abrasion resistant cast Fe-B-C alloy[J]. Acta Metallurgica Sinica, 2006, 45(2): 545-548.
[13] Yoo J W, Lee S H, Yoon C S, et al. The effect of boron on the wear behavior of iron-based hardfacing alloys for nuclear power plants valves[J]. Journal of Nuclear Materials, 2006, 352(1): 90-96.
[14] ������. ��ϸ�������ۼ�������չ[J]. ����, 2005, 40(3): 1-8.
WEN Yu-qing. Progress of theory and controlled technology of ultrafine grained steel[J]. Iron and Steel, 2005, 40(3): 1-8.
[15] XU Liu-jie, XING Jian-dong, WEI Shi-zhong, et al. Investigation on wear behaviors of high-vanadium high-speed steel compared with high-chromium cast iron under rolling contact condition[J]. Materials Science and Engineering A, 2006, 434(1/2): 63-70.
�ո����ڣ�2008-10-10�������ڣ�2008-12-20
������Ŀ������ʡ������������Ŀ(06C838)����̶��ѧ������������������Ŀ(06QDZ05)
ͨ�����ߣ�����ѫ(1973-)���У����������ˣ���ʿ�������ڣ����²��ϱ��湤�̺��ܱ�Ĥ�о����绰��13187327502��E-mail: gong309@tom.com

