���±�ţ�1004-0609(2013)11-3211-07
Mg������Ti-Mg�����������м���������֯��Ӱ��
������1, 2���� ��1, 2���θ���1, 2�����ı�1, 2��ë�Z��3
(1. �����Ƽ���ѧ ����ұ���¼��������ص�ʵ���ң����� 100083��
2. �����Ƽ���ѧ ұ������̬����ѧԺ������ 100083��
3. �����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100083)
ժ Ҫ�����ø���ʵ���ѧ������ɨ������������о�Mg������1 873 K��Ti-Mg����������������Ʒ�м�������ɡ���С�ֲ��Լ�ʵ����о����������κ˵�Ӱ�졣�����������Mg����(��������)Ϊ0.001 5%~0.002 6%ʱ��ʵ����м�����ķֲ���ΪϸС��ɢ�������������κ�Ч���Ϻá��������廯�¶�Ϊ1 200 ��ʱ�����о���������ı����ϸߣ������ھ����������κ˵���Ѱ����徧����СΪ120 ��m���ҡ�
�ؼ��ʣ�Ti-Mg�Ͻ���������������������壻�����徧��
��ͼ����ţ�TF03 �� �� ���ױ�־�룺A
Effect of Mg content on inclusions and microstructure of steel by Ti-Mg complex deoxidation
HU Chun-lin1, 2, SONG Bo1, 2, SONG Gao-yang1, 2, XIN Wen-bing1, 2, MAO Jing-hong3
(1. State Key Laboratory of Advanced Metallurgy, University of Science and Technology Beijing, Beijing 100083, China;
2. School of Metallurgical and Ecological Engineering, University of Science and Technology Beijing, Beijing 100083, China;
3. School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: The effects of Mg content on the composition, size distribution of inclusions and microstructure of ingot samples deoxided by Ti-Mg at 1 873 K were investigated by high temperature tests, SEM-EDS and optical microscopy (OM). The results show that when the Mg content (mass fraction) varies from 0.001 5% to 0.002 6%, the inclusions in experimental steel are fine-distributed, and the effectiveness of intragranular ferrite nucleation is better. At austenitizing temperature of 1 200 ��, the proportion of intragranular ferrite in steel is higher, and the optimized austenite grain size that is beneficial to intragranular ferrite nucleation is about 120 ��m.
Key words: Ti-Mg alloy; deoxidation; inclusions; intragranular ferrite; austenite grain
����ϸ����һ�ֿ�ͬʱ��߸ֲ�ǿ�Ⱥ����Եļ�������Ϊһ����Чϸ�������ķ�����������ұ������һ��ʼ����͵õ��˹㷺�Ĺ�ע[1]����ؼ�ԭ�������ø���ϸС��ɢ�����ķǽ�����������Ϊ��Һ��ȴ�����о���������������κ˺��Ĵٽ��κˣ�ͬʱͨ�����������¾�����ƶ������ư����徧���ij�����ϸ������[2-6]��
�ڹ�ȥ���о��У���������TiN�ʵ��TiN-MnS ���ϻ�������ƺ�����Ӱ����(Heat affected zone��HAZ)�����徧������ʹٽ���״����������γɣ�����HAZ������[7]�������ź��Ӽ����IJ��Ͻ����ʹ����������Ӽ����Ĺ㷺Ӧ�ã�������Ӱ������ֵ�¶�Խ��Խ�ߣ��ڸ���(1 350 ��)��������TiN ��TiN-MnS ���ϻ������ʵ������������ܣ������������徧�������á������о�����[8-9]��������������ȵ������̼��������ȶ�������Ч��ֹ�����徧�������ҿ���Ч���ṩ������״�������κ˵ص㣬�ٽ���״����������γɣ�ϸ��HAZ��֯�����Ը���HAZ���ԡ�
����������ʹ�ú�Mg�Ͻ�������ʹ��������Եȷ���Ҳ������һ�����о��������������Mg�Ͻ���������ʹ��Һ���������������ͣ��������ϸС����״���ڸ��о��ȷֲ�����Mg�Ͻ����ʹ��״Al2O3���ӱ��ϸС�ġ������ɢ�ļ⾧ʯ��(MgO��Al2O3)������[10]���о���������Һ��ϸС����ɢ�ֲ��ĺ�Mg���������Ϊ�����̹�����������������κ˺��ģ��Ӷ��ٽ�������״��������֯��ת�䣬ϸ���ֵ���֯[11-14]��Ŀǰ������Ti-Mg�����������м�������ò��ɡ���С�ֲ��Լ������徧���ߴ����״�������κ˵�Ӱ�����ϸ�������١�
����������ʵ���������¶Ե�̼�ֽ���Ti-Mg���������������о�Mg������Ti-Mg������������м�����ɷ֡���С�Լ�ʵ�����֯��Ӱ�죬����������廯�¶ȶԾ����������κ˵�Ӱ���Լ������ھ����������κ˵���Ѱ����徧���ߴ磬ΪTi-Mg����������������ұ���е�Ӧ���ṩ������ݡ�
1 ʵ��
ұ��ʵ���ڸ�����˿¯�ڽ��У�¯��ͨ�����������PtRh30-PtRh6�ȵ�ż���FP93ϵ���Զ���������ǿ���¯�£����¾���Ϊ��2 �档��ʢ��ʵ��ֵ�����������(d 45 mm��100 mm)�������¯�ڣ�ͨ��������¡�ԭ�ϼ�����1 600 ���ۻ�������5 min������Һ��ȫ������ò��뷨�Ⱥ�FeTi�Ͻ�(��Ti 30%����������)��SiMg�Ͻ�(��Mg 20%)�����Һ���������������������ĸ�Һ��1 600 ���±���5 min��ϵ���¯��ȴ��1 200 �棬ȡ�����ʵ��ֳɷ����1���С�
���������иԤĥ��������ô������ǵ�JSM-6480LV��ɨ���������(SEM-EDS)�Լ��������ò����ɽ��з������������С�ֲ�ͳ����ɨ��羵���ȡ30���ӳ�����Ƭ������ͼ��������Image J���������ĵ���ֱ����������3%����ƾ���ʴ������XJZ-6��ѧ����(OM)�۲�����������֯��ò��
�ȴ���ʵ���ڸ��µ���¯�Ͻ��У�������3�ֱ��ڲ�ͬ�����廯�¶�(900��1 000��1 100��1 200 ��)�±���20 min��ֱ���п���ʹ�𣻿����������ڹ۲�����廯�¶ȶ�ʵ�����֯��Ӱ�죬������������о���ͬ�����廯�¶��°����徧���Ĵ�С������������3%����ƾ���ʴ�����ù�ѧ�����۲�����֯��ò������������ñ��Ϳ�ζ��ˮ��Һ+ϴ�Ӽ�+����2����ɵ���ʴ�����ȵ�60���½�����ʴ���ù�ѧ�����۲쾧����С��
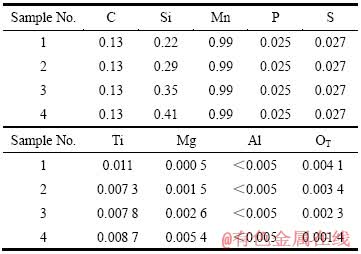
��1 ʵ��ֻ�ѧ�ɷ�
Table 1 Chemical compositions of samples (mass fraction, %)
2 ���������
2.1 ���м�������ò�����
ͼ1��ʾΪ����SEM-EDS�۲�����õ��ĸ������м�������ò���������Mg���������Ӷ��仯���������ͼ1(a)~1(c)���Կ���������Mg����Ϊ0.000 5%~0.002 6%ʱ����Ti-Mg���ϴ�������м�������ҪΪ���ڲ�Ti-Mg�������������MnS+TiN��ɵĸ��ϼ��������Mg���������ӣ�Ti-Mg��������Mg�����������ӡ�������Mg�����ﵽ0.005 4%ʱ�������������Ҫ�ɷ�ΪMgO��ͬʱ��MgS����(��ͼ1(d))��CHANG��[14]�о�Mg������Si/MnTi�������м������Ӱ��ʱ���֣�����Mg������0.000 4%������0.005 2%��ʵ����и��ϼ������ڲ���������ı仯Ϊilmenite(MnTiO3+MgTiO3+ Ti2O3)��spinel(Mg2TiO4+MgTi2O4+Mn2TiO4+MnTi2O4)��spinel(Mg2TiO4+MgTi2O4+Mn2TiO4+MnTi2O4)+MgO��MgO����EDS�����Կ�������ʵ����ϵ��Ti-Mg��������ӵijɷֱ仯����������ǰ�˵��о����������ͬ��KIM��[12]�о����֣���Mn/Si/Ti������̼���м���Mg��ϸС��ɢ�ֲ��ĺ�Mg�������ܹ��յ������������κˣ���������ϸ���ֵ���֯��
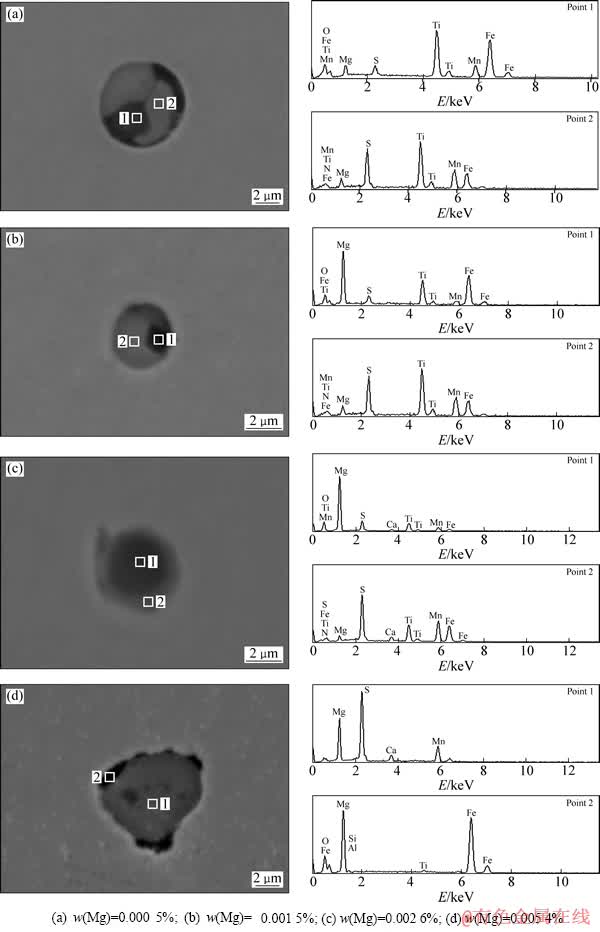
ͼ1 ����Mg�����仯ʱʵ����м�������ò�����
Fig. 1 Morphologies and chemical compositions of inclusions with Mg content changing
2.2 Mg�����Լ�����ߴ�ֲ���Ӱ��
�ǽ����������ܷ��ڸ����շ������������κˣ�������ǽ���������Ļ�ѧ�ɷ��йأ�������ijߴ�ͷֲ�Ҳ����Ҫ��Ӱ�����ء���ʵ��4�������������ɨ��羵��800���ӳ����������30��ͼƬ������ͼ��������image J ͳ�Ƶõ���ʵ��ּ�����ߴ�ֲ��Ľ����ͼ2����ͼ2���Կ�����Mg����Ϊ0.000 5%ʱ�����гߴ�С��3 ��m�ļ�����ռ������������71%(��Ʒ1)��Mg����������0.001 5%ʱ������С��3 ��m�ļ��������������82%(��Ʒ2)��Mg����Ϊ0.002 6%ʱ��С��3 ��m�ļ����������һ�����ӣ�ռ������������88%(��Ʒ3)����Mg����Ϊ 0.005 4%ʱ������С��3 ��m�ļ�������٣���ռ���м�����������66%(��Ʒ4)���ɴ˿ɼ�������Mg���������ӣ�����С��3 ��m�ļ�������������Ӻ���٣���Mg������0.001 5%~0.002 6%��Χʱ������С��3 ��m�ļ����������ߣ�ʵ��ּ�����ֲ���ϸС��ɢ��
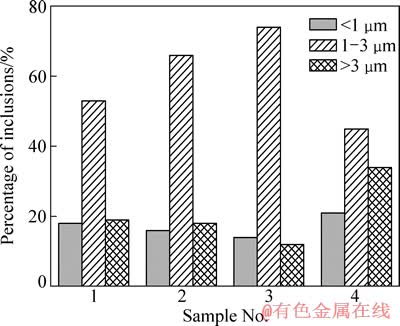
ͼ2 ʵ����м�����ijߴ�ֲ�
Fig. 2 Size distribution of inclusions in steels
���������ھ�����״�������κ˵ĺ���������ijߴ�ı����ܶ࣬LEE[15]��������������ھ����������κ˵ļ�����ߴ�Ϊ0.25~0.8 ��m��BARBARO��[16]������״�����������ڳߴ�Ϊ0.4~0.6 ��m��������������γɣ���YAMAMOTO��[17]ͨ��������Ҳ������IGF��Ч������ֱ��0.4~2 ��m�ļ����������LEE��[18]ͨ���о���Ϊ�����������С��1~1.1 ��mʱ���κ������ﵽ�����Ȼ���ھ����������κ˼�����ߴ籨����һ������һ����Ϊ���м�����ķֲ�ԽϸС��ɢ���侧���������κ�Ч��Խǿ����ˣ���ͼ2���Կ�������Mg����Ϊ0.001 5%~0.002 6%ʱ��������ΪϸС���侧���������κ�������ǿ��
2.3 ʵ�����֯��Mg�����ı仯
���ݾ����������κ˵�ƶ��������[18-19]�����ڼ����︽���ֻ����н�ǿ�İ������ȶ�Ԫ��Mn����������������Χ�����ڲ�������Mn�ڰ�������������е���ɢϵ������С������������Զ�Ļ����е�Mn���ܼ�ʱ���䵽�������ڽ���������ڼ�������Χ�γ�һ��ƶMn������ƶMn���Ĵ���ʹ��������ȶ����½����������������κ˵�����������������IGF�κˡ���ǰ����о����Կ�����Ti-Mg���������ļ����������ΪMnS���κ˺��ģ��������յ������������κˡ�
ͼ3��ʾΪ��ͬMg����ʱʵ��ֵ�����֯��
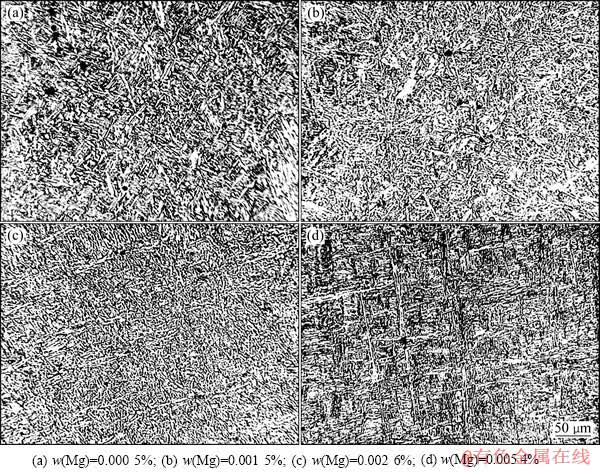
ͼ3 ��ͬMg������ʵ��ֵ�����֯
Fig. 3 Microstructures of steels with different Mg contents
��ͼ3���Կ�����������Mg����Ϊ0.000 5%ʱ���ֵ�����֯��Ҫ�ɴ�����״�����塢���־�����״�������������״��������ɣ�����������ı�����50%����(��ͼ3(a))����Mg����Ϊ0.001 5%ʱ���ֵ�����֯�ɴ������������塢������״������ͱ�������ɣ�����������ı���Ϊ80%����(��ͼ3(b))��Mg����Ϊ0.002 6%ʱ���ֵ�����֯��ҪΪ������״�������������״�����壬�������������Ϊ85%����(��ͼ3(c))������Mg����Ϊ0.005 4%ʱ�����е�����֯Ϊ��������״�����塢������״������;��������壬���������庬���ϵͣ�����10%(��ͼ3(d))�����������Ti-Mg���ϴ��������ڸ��о����������κˣ�����Mg������һ����Χ�����ӣ����о��������������Ӧ���ӣ���Mg�����ϸ�ʱ���������ɵļ�����ߴ�ϴ���������������͡���ʵ�������������ھ����������κ˵�Mg������ΧΪ0.001 5%~ 0.002 6%��
2.4 �����廯�¶ȶԾ�������֯��Ӱ��
Ϊ�о���ͬ�����廯�¶ȶԾ����������κ˵�Ӱ�죬��ʵ�齫�����������κ�Ч���Ϻõ�����3��Ϊ�о���������ʽ����¯�зֱ���900��1 000��1 100��1 200 ���±���20 min���������£��۲������������֯��
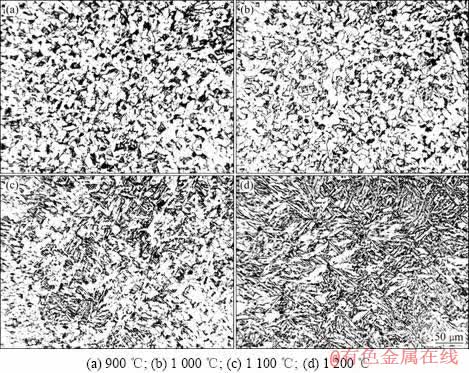
ͼ4��ʾΪ��ͬ�����廯�¶�������3������֯����ͼ4���Կ������������廯�¶�Ϊ900 ��ʱ��ʵ��ֵ�����֯��Ҫ�ɴ�����״�����塢������������̼�����(��ͼ4(a))���������廯�¶������� 1 000 ��ʱ����̼�������庬�����ͣ���ʼ������������������(��ͼ4(b))���������廯�¶�Ϊ1 100 ��ʱ����̼�������������ʧ���ֵ�����֯��Ҫ����������������ʹ�����״��������ɣ����������庬����������(��ͼ4(c))���������廯�¶�Ϊ1 200 ��ʱ��ʵ��ֵ�����֯�ɴ��������������������״���������(��ͼ4(d))��ʵ���������������廯�¶�Ϊ1 200 ��ʱ��ʵ��ֵľ��������������ߡ��ɴ˿ɼ��������ھ����������κ˵İ����廯�¶�Ϊ1 200 �����ҡ�
���о�����������γ��ܶ���Ӱ�죬����������������йأ����������������ͳߴ硢��ȴ�����Լ�ԭ�����徧����С�������йء��б���ָ�����������徧����С�ﵽijһ��ѳߴ�ʱ����ʵ�־�������������������������ĸ��У���״����������κ�����������徧����С֮������Ϸ���C���߹�ϵ����Ϊ��ѵİ����徧���ߴ���180~190 ��m����[16]��LEE��[20]���о�Ҳ������ԭ�����徧������100 ��mʱ��������״��������ȶ��γɡ��ɼ������ڲ�ͬ���ֳɷ֣��ʺϾ����������κ˵�ԭ�����徧���ߴ粻ͬ��
ͼ4 ����3�ڲ�ͬ�������¶��±���20 min���������֯
Fig. 4 Microstructures of sample 3 holding at different austenitizing temperatures for 20 min
ͼ5 ����3�ڲ�ͬ�������¶��±���20 min��İ����徧��
Fig. 5 Austenite grains of sample 3 holding at different austenitizing temperatures for 20 min
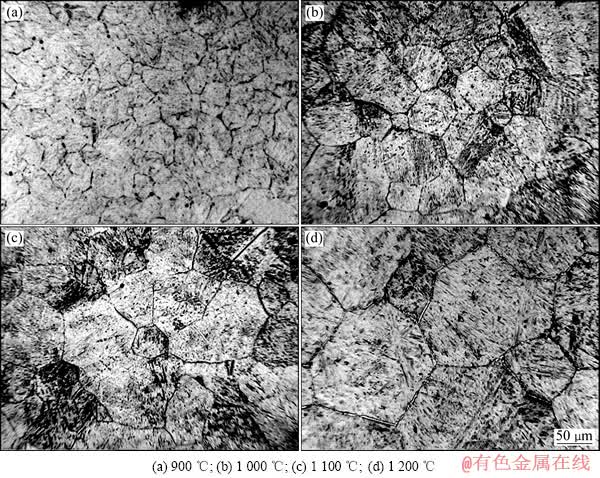
ͼ5��ʾΪ����3�ֱ��ڲ�ͬ�İ����廯�¶��±���20 min��İ����徧������ͼ5���Կ��������Ű����廯�¶ȵ����ߣ������徧���ߴ�Ҳ�������ӡ��������廯�¶�Ϊ900 ��ʱ��ʵ��ֵİ����徧����С��30 ��m����(��ͼ5(a))���������廯�¶�����Ϊ1 000~1 200 ��ʱ�������徧�����Գ��ֱ�Ϊ50��80 ��m����(��ͼ5(b)��(c))���������廯�¶�Ϊ1 200 ��ʱ�������徧���Ĵ�СΪ120 ��m����(��ͼ5(d))����ͼ4��֪�������廯�¶�Ϊ1 200 ��ʱ�����������������ߡ��ɴ˿�֪���ڱ�ʵ�����ϵ�У������ھ����������κ˵���Ѱ����徧���ߴ���120 ��m���ҡ�
3 ����
1) ��Ti-Mg����������ʵ�������Ҫ������Ϊ��Ti-Mg�������������MnS+TiN��ɵĸ��ϼ��������ʵ�����Mg���������ӣ���������Mg����Ҳ�����ӣ���ʵ�����Mg����Ϊ0.005 2%ʱ����MgS���ɡ�
2) ����ʵ�����Mg���������ӣ�������ߴ���ϸ������Mg����Ϊ0.001 5%~0.002 6%ʱ��������ֲ���ΪϸС��ɢ�������ھ����������κˡ�����Mg�������ӵ�0.005 4%ʱ��������ߴ�ϴ����������κ������½���
3) ����Mg���������ӣ�����������ı��������Ӻ��С�������ھ����������κ˵�Mg������0.001 5%~0.002 6%֮�䡣
4) ��ʵ����ϵ�������ھ����������κ˵���Ѱ����廯�¶�Ϊ1 200 �棬��Ѱ����徧����С��120 ��m���ҡ�
REFERENCES
[1] TAKAMURA J, MIZOGUCHI S. Roles of oxides in steels performance[C]//Proceedings of the 6th International Iron and Steel Congress. Nagoya: Iron and Steel Institute of Japan, 1990: 591-597.
[2] BABU S S, DAVID S A. Inclusion formation and microstructure evolution in low alloy steel welds[J]. ISIJ International, 2002, 42(12): 1344-1353.
[3] SHA Q Y, SUN��Q. Grain growth behavior of coarse-grained austenite in a Nb-V-Ti microalloyed steel[J]. Materials Science and Engineering A, 2009, 523: 77-84.
[4] FURUHARA T, SHINYOSHI T, MIYAMOTO G, YAMAGUCHI J, SUGITA N, KIMURA N, TAKEMURA N, MAKI T. Multiphase crystallography in the nucleation of intragranular ferrite on MnS+V(C, N) complex precipitate in austenite[J]. ISIJ International, 2003, 43(12): 2028-2037.
[5] ������, ɣԭ��. ������ұ���������½�չ����ʵ��[J]. ����, 2007, 23(4): 1-13.
LIU Zhong-zhu, KUWABARA M. Recent progress in oxide metallurgy technology and its application[J]. Steelmaking, 2007, 23(4): 1-13.
[6] SARMA D S, KARASEV A V,  P G. On the role of non-metallic inclusions in the nucleation of acicular ferrite in steels[J]. ISIJ International, 2009, 49(7): 1063-1074.
P G. On the role of non-metallic inclusions in the nucleation of acicular ferrite in steels[J]. ISIJ International, 2009, 49(7): 1063-1074.
[7] ZHANG L, LI Y J, WANG J, JIANG Q L. Effect of acicular ferrite on cracking sensibility in the weld metal of Q690+Q550 high strength steels[J]. ISIJ International, 2011, 51(7): 1132-1136.
[8] KOJIMA A, KIYOSE A, UEMORI R, MINAGAWA M, HOSHINO M, NAKASHIMA T, ISHIDA K, YASUI Y. Super high HAZ toughness technology with fine microstructure imparted by fine particles[J]. Nippon Steel Technical Report, 2004, 380: 2-5.
[9] �� ��, ��ˮƽ, ����, ��̫ȫ. Mg�����߸ּ����߸ֺ�����Ӱ���������������κ˻����о�[J]. ����, 2010, 45(2): 82-85.
ZHAO Hui, HU Shui-ping, WU Hui-bin, LI Tai-quan. Research on mechanism of nucleation of intra-granular ferrite in welding heat affected zone of magnesium treated high-grade pipeline steel[J]. Iron and Steel, 2010, 45(2): 82-85.
[10] SAXENA S K. Refining reaction of magnesium in steel at steelmaking temperature[C]//Proceedings International Symposium on the Physical Chemistry of Iron and Steel making. Toronto: Conference of Metallurgists, 1982: 17-22.
[11] �� ��, �� ��, ë�Z��, ������, �� ��. ���������ڹ�����þ�������������[J]. �й���ɫ����ѧ��, 2010, 20(3): 578-584.
WEN Bin, SONG Bo, MAO Jing-hong, WANG Fu-ming, PAN Ning. Characteristics of deoxidation products in molten iron treated with magnesium during melting[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(3): 578-584.
[12] KIM H S, CHANG C H, LEE H G. Evolution of inclusions and resultant microstructural change with Mg addition in Mn/Si/Ti deoxidized steels[J]. Scripta Materialia, 2005, 53(11): 1253-1258.
[13] WEN Bin, SONG Bo, PAN Ning, HU Qing-yun, MAO Jing-hong. Effect of SiMg alloy on inclusions and microstructures of 16Mn steel[J]. Ironmaking and Steelmaking, 2011, 38(8): 577-583.
[14] CHANG C H, JUNG I H, PARK S C, KIM H S, LEE H G. Effect of Mg on the evolution of non-metallic inclusions in Mn-Si-Ti deoxidized steel during solidification: Experiments and thermodynamic calculations[J]. Ironmaking and Steelmaking, 2005, 32(3): 251-257.
[15] LEE J L. Evaluation of the nucleation potential of intragranular acicular ferrite in steel weldments[J]. Acta Metallurgica et Materialia, 1994, 42(10): 3291-3298.
[16] BARBARO F J, KRAUKLIS P, EASTERLING K E. Formation of acicular ferrite at oxide particles in steels[J]. Materials Science and Technology, 1989, 11(5): 1057-1068.
[17] YAMAMOTO K, KASEGAWA T, TAKAMURA J. Effect of boron on intragranular ferrite formation in Ti-oxide bearing steels[J]. ISIJ International, 1996, 36(1): 80-86.
[18] LEE T K, KIM H J, KANG B Y, HWANG S K. Effect of inclusion size on the nucleation of acicular ferrite in welds[J]. ISIJ International, 2000, 40(12): 1260-1268.
[19] MABUCHI H, UEMORI R, FUJIOKA M. The role of Mn depletion in intragranular ferrite transformation in the heat affected zone of welded joints with large heat input in structural steels[J]. ISIJ International, 1996, 36(11): 1406-1412.
[20] LEE J L, PAN Y T. The formation of intragranular acicular ferrite in simulated heat-affected zone[J]. ISIJ International, 1995, 35(8): 1027-1033.
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51274269)
�ո����ڣ�2012-11-09�������ڣ�2013-06-30
ͨ�����ߣ��� �������ڣ���ʿ���绰��010-62332271��E-mail��songbo@metall.ustb.edu.cn

