���±�ţ�1004-0609(2008)12-2151-07
����RBF-AG�㷨��7050���Ͻ��Ű����������Ż�
������1, 2������1
(1. ������ѧ ���ϵ�Ź����о��������ص�ʵ���ң����� 110004��
2. ������ѧ ��е����ѧԺ������ 110044)
ժ Ҫ��Ϊ���7050���Ͻ��ߴ���������������ղ��������������⣬��������RBF�ĵ�Ű���������������ģ�ͣ��������Ŵ��㷨��7050���Ͻ��Ű�����������̵Ĺ��ղ����������Ż����㡣�����������7050���Ͻ�ijɷ�(��������)ΪZn 6.1%��Mg 2.3%��Cu 2.2%��Zr 0.14%ʱ����Ű��������ղ������Ż�ֵΪ�������ٶ�52 mm/min�������¶�724 �桢�������ȴǿ��134 L/min���խ����ȴǿ��22 L/min�����ǿ��11749 A?turn�����Ƶ��27 Hz�����Ż���Ĺ��ղ��������£�������������Ʒ�ʱ��Ż�ǰ�ij�Ʒ�����20%��
�ؼ��ʣ�RBF�����磻�Ŵ��㷨�������Ż�����Ű���������
��ͼ����ţ�TG 146.2 ���ױ�ʶ�룺 A
Parameter optimization for semi-continuously casting of 7050 Al alloy under low frequency electromagnetic based on RBF-AG algorithm
HUANG Song-lin1, 2, CUI Jian-zhong1
(1. Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education, Northeastern University,
Shenyang 110004, China;
2 Mechanical Engineering Academy, Shenyang University, Shenyang 110044, China)
Abstract: To solve 7050 Al alloy ingot large crack tendency, a parameter optimization model was developed. The optimization model was based on RBF artificial neural network, the technics parameter was optimized by genetic algorithm. The simulation results show that when the 7050 alloy chemical composition(mass fraction) is Zn 6.1%, Mg 2.3%, Cu 2.2% and Zr 0.14%, the optimizing value of cast velocity is 52 mm/min, the cast temperature is 724 ��, the broarside cooling intensity is 134 L/min, the narrow-side cooling intensity is 22 L/min, the electromagnetic intensity is 11 749 AZ, the electromagnetic frequency is 27 Hz. Compared with the product without parameters optimized, the product rate is increased by 20%.
Key words: RBF artificial neural network; genetic algorithm; parameter optimization; semi-continuously electromagnetic casting
7050���Ͻ�㷺Ӧ���ں��պ��칤ҵ����һ�ַdz���Ҫ�����Ͻ�����7050�Ͻ���Cu��ZnԪ�غ����ߣ�Fe��Si����Ԫ�غ������ƽϵͣ����ڸߴ��Ͻ𣬲����ںϽ���������Zr��Ԫ�أ����и�ǿ�ȡ������ԡ����õĴ��Ե��ŵ㣬����ں��ղ����еõ���ҪӦ��[1]���������ںϽ����ߣ���������������Ҳ���������ǿ���Ƚϴ�ı������������γ����ơ�һֱ������������Ƶ��о���û���жϹ�����Щ�о���Ҫ�������������棬һ���������γɻ������棬Ŀǰ�Ƚϳ����������Ҫ��ҺĤ���ۡ�ǿ�����ۡ��γɹ����ۡ�����������ۡ����������������۵�[1?3]����ȻĿǰ�������в��ܴ�ɹ�ʶ������Щ���۶�������ʶ���Ƶı������˾�����ã�������Щ���۵Ļ������γ��˶����оݣ�����Ԥ�����Ƶķ�չ���ơ������ڹ��շ�����о���ͨ���Ľ������գ�ʹ���Ƶķ�չ�õ����ƻ���������ʵ�ϣ������������ƶ������IJ��ϼӹ����շ�����һֱ�������۷����뾭�����Ϊ���ݺ�ԭ��ġ����ң��ƶ��Ĺ��ղ����������ܹ���֤���չ��̵Ŀ��У��������ܱ�֤������[4?5]����ˣ����й��ղ����Ż����ʮ�ֱ�Ҫ�����������ڵ�Ű��������������ϳ����йز����Ż������ģ���Щ���ĵ��Ż�������༯����ͨ����ֵģ��ķ����ͽ������оݵIJ����Ż��ϣ����ڸ��Ե��о�������ȡ���˽Ϻõ��Ż�Ч��������������ͼ����һ�ֶγ���������������Ŵ��㷨[6]���뵽��Ű����������У��Թ��Ϊ200 mm��600 mm��7050���Ͻ��ij����ղ��������Ż����Ӷ��ҵ������ڵ�Ű������������һ����Ч���Ż��ֶΡ�
1 �Ż�Ŀ��ģ�͵Ľ���
����ȷ�����о��������ڵ�Ƶ��Ű��������������£�����������ֵΪ��С(��)��Լ���£�Ѱ�����ŵ����칤�ղ������Ӷ���õͷ�Ʒ�ʵ�7050���Ͻ���Ʒ�����Ż����������ʽ������
1.1 RBF�������Ż�ģ��
���õ�����ľ��������(RBF)������[7?10]����Ϊģ�͵��Ż��������ڵ�Ű�������������У�Ӱ��������������طdz��࣬��Щ����������֮���Ƿdz����ӵġ��߶ȷ����ԵĹ�ϵ���ںϽ�ɷ�һ��������£����о�ѡȡӰ������6��������Ϊģ�͵��Ż����������Ƿֱ��ǣ������ٶȡ������¶ȡ��������ˮ������խ�����ˮ��������ų�ǿ�ȡ���ų�Ƶ�ʡ������������㣬�����Ż��Ĺ��ղ�����Ϊ�����������������Ϊ�������Ƶ�����ֵ��
����������Ϊ ��
�� ��k=1, 2, ???, p (pΪ������)�������������Ϊ
��k=1, 2, ???, p (pΪ������)�������������Ϊ �����ʵ��ֵ����Ϊ
�����ʵ��ֵ����Ϊ �����������Ȩ����ΪWji������j=1, 2, ???, m(mΪ����ڵ���)��jΪ�����ڵ��������㼤����������ʽ(2)�ĸ�˹���������������㼤������Ϊ���Ժ�����
�����������Ȩ����ΪWji������j=1, 2, ???, m(mΪ����ڵ���)��jΪ�����ڵ��������㼤����������ʽ(2)�ĸ�˹���������������㼤������Ϊ���Ժ�����

���ŨUXk?cj�U������Rj(x)Ѹ��˥����0��������������������ϵ�ɱ�ʾΪ

ʱ����Ӧ�Ĺ��ղ���Ϊ���Ų�����
1.2 RBF�������Ż�ģ�͵�ѵ��
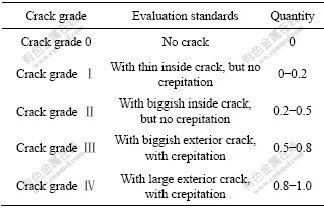
��ѵ��֮ǰ��Ϊʹ����ģ���߷������������õ���������������ɸѡ������ضȽϴ�����ݽ����˺ϲ���ʹ��õ������ڲ�����Χ�ھ��к����ķֲ���֮�����������ư��ձ�1������������������������������ݰ�����ʽ���й�һ������[11]��
��1 ����ȱ������ֵ
Table 1 Quantitative value of ingot crack
��MATLAB[11]���ƽ̨�ϣ�����һ����������ṩ��������������Xk��Ŀ����������Tk��ͨ���������ݵ�ѵ����RBF����������ȷ����Ȩֵ�� ��ֵ��
������δ����ѵ����8��������������ѵ��֮�������ģ�ͣ��õ���ģ�͵�Ԥ������(ͼ1)����ͼ1���Կ�����Ԥ��ֵ��ʵ��ֵ��������һ�����ơ��ɼ���������ģ�͵ķ�������ͦ�ã�����������Ϊ�Ŵ��Ż��㷨��֪ʶԴ������
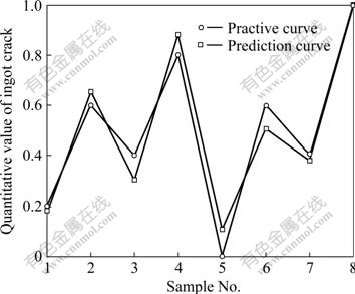
ͼ1 Ԥ��ֵ��ʵ��ֵ�ĶԱ�
Fig.1 Comparison of prediction value with practice value
2 ���ڸĽ����Ŵ��㷨�Ż��������
�����Ŵ��㷨��������������������ٶ�����������[12?15]��Ϊ�����������������ٶȣ����о��Ի����Ŵ��㷨�����˸Ľ���
2.1 �Ľ��Ŵ��㷨��˼��
�Ľ��Ŵ��㷨�Ļ���˼���ǣ��ڽ��������У���������Ӧ������ʺ�����Ӧ������ʣ�������Ľ�����ʺͱ�������������ʶ�ֵ����ϵ��ʹ�ʶ�ֵС�ĸ����нϴ�Ľ�����ʺͱ�����ʣ�ʹ�ʶ�ֵ��ĸ���Ľ�����ʺͱ����������Խ�С���Ӷ�ʵ������Ӧ���Ŵ��㷨���Ľ�����Ŵ��㷨����˽�����Բ���Ӵ��ĸ��ʣ���������һ���̶��ϱ�������ֲ���ֵ�������ȫ�������������Ľ�����㷨����ͼ��ͼ2��ʾ��
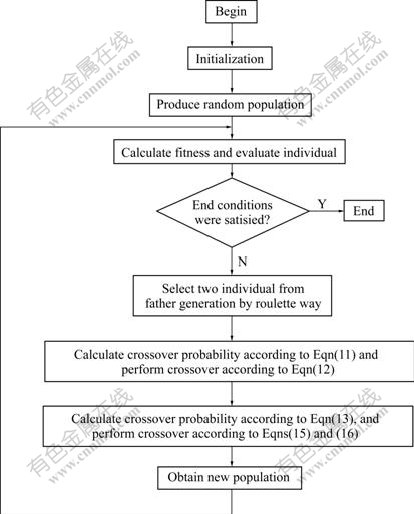
ͼ2 �Ľ����GA�㷨����
Fig.2 Improved GA arithmetic process
2.2 �Ľ��Ŵ��㷨�Ĺؼ����
���ݸĽ�����Ŵ��㷨˼�룬���㷨�Ĺؼ�������������ơ�
2.2.1 �������
����ʵ�����룬����Ⱥ�е���һ���徭ʵ����������γ�һ��Ⱦɫ�塣ÿһ��Ⱦɫ�嶼����һ�����ղ�����������ά�⣬��������ʾΪ��d=[d1, d2, ???, d6]������������Ⱥ�������һ��20��6��ʵ�������
2.2.2 ��Ӧֵ�������
Ϊ�������Ŵ��㷨����Ӧֵ����ԭ��[8]������ʽ(9)��Ϊ�Ŵ��㷨����Ӧֵ������
����ʽ(9)�����ۺ��������������Ӧֵ�ĸ���Ϊ��õ���Ⱥ���壬�༴������С����������ֵ�ĸ��彫���������� Ӧֵ��
2.2.3 ѡ���������
������ʽ��Ϊ�Ӹ�����ѡ������ѡȡ���ʣ�
ͨ��ѡ���и���Ӧֵ�ĸ�����нϸߵ�ѡ�л��ᣬ�Ӷ�ʹȺ����������Ե����Ŵ��ͱ�����
2.2.4 �����������
��Ⱥ����ѡ����������X1��X2�����ݸ��������Ӧֵȷ���������Pc��������ʽ���㽻�����Pc��

���ڸ���X1��X2������ʽ(12)���������Ӵ�Y1��Y2��
2.2.5 �����������
����ͨ��ѡ������ѡ�������壬���ݸ��������Ӧֵȷ���������Pm��������ʽ����������Pm��
�ٶ�XΪ������Pmѡ���ı�����壺

�� xk Ϊ����㣬��ȡֵ��ΧΪ ���ڸõ�Ը���X���б���õ�һ���µĸ��壺
���ڸõ�Ը���X���б���õ�һ���µĸ��壺

3 �Ż��������������
3.1 �����Ż����
ͼ3��ʾΪ����������Ⱥ���и��������Ӧֵ�ֲ�ͼ����ͼ3���Կ�������ʼȺ����Ӧֵ�ķֲ����ֳ���ǿ�ķ�ɢ�Ժ�����ԣ������ƽ����Ӧֵ�ϵ͡������Ŵ��������������ӣ����ʸ�������̭���������徭�����ơ����桢������Ŵ��������������������������¸��壬Ⱥ���ƽ����Ӧֵ�нϴ���ߣ��ֲ�״̬Ҳ�������ȶ���ͼ4��ʾΪ����������ƽ����Ӧֵ��������Ӧֵ����������ı仯���ߡ������·�����Ϊ��Ⱥ��ƽ����Ӧֵ���Ϸ�����Ϊ��Ⱥ�����Ÿ������Ӧֵ����ʼʱ����Ⱥ����ƽ����Ӧֵ�ϵͣ����Ŵ����е���100��ʱ�������ƽ����Ӧֵ��ߵ���0.767 1�����˵�300���������ƽ����Ӧֵ��ߵ� 0.957 4�����˵�400���������ƽ����Ӧֵ��ߵ�1.071����������δͣ�ͣ����ŵ������̵Ľ��У����ձƽ�ȫ������ֵ���ڵ�476�ε���֮��ƽ����Ӧֵ��������Ӧֵ�غϣ��ﵽ�����ֵ1.1����ʱ��Ӧ�����Ų�����������һ�������õ��˱�2��ʾ�����Ų���������2�IJ���ȡ����õ����Ų����飬����
X=[52, 724, 134, 22, 11 749, 27]��
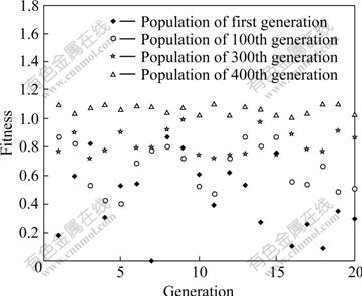
ͼ3 ������������Ⱥ������Ӧֵ�ķֲ�
Fig.3 Distribution of individual fitness in process of evolution
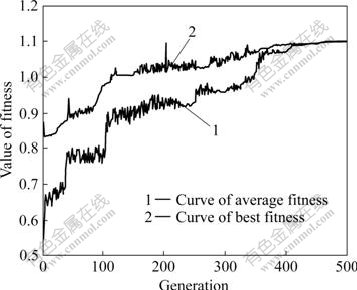
ͼ4 ������������Ӧ�ȵı仯
Fig.4 Fitness curves in process of evolution
��2 ���Ź��ղ���
Table 2 Best technics parameters

3.2 �Ż�������ʵ�����
Ϊ����֤���ղ������Ż�Ч����Σ������Ż���IJ����ڰ������������ʵ�����������������ĺϽ�������3���С�
��3 ʵ����7050���Ͻ�Ļ�ѧ�ɷ�
Table 3 Chemical composition of 7050 alloy for experiment (mass fraction, %)

�����豸Ϊ�Զ���Ű�����������������ϵͳ��DCSϵͳ��ɡ��ᾧ����TC4�ӹ����ɣ���Ƕʯī���������Ȧ�����ڽᾧ����Χ����Ȧ��ˮ��ͭ���Ƴɡ���Ȧ��ͨ��Ƶ����ǿ���������Բ���ǿ�ų�����Ȧ������Ϊ11 749 A?turn���ų�Ƶ��Ϊ27 Hz��
�Ͻ������¶�Ϊ760 �棬��750 �����ҳ���������������15 min����ת����農��¯(�м��)���м�������¶���730 �� ����ʱ�����ж��γ������������Լ��ٺ������ͺ���������֯��Ӱ�졣ͬʱ��Ϊ��ϸ������������A1-Ti-B����ϸ������������724 �� ���ұ���15 min��
����Щ���ջ��ڶ����֮�����Ż���Ĺ��ղ������е�Ű��������졣�������������Ϊ10����ͼ5��ʾΪ����������ʵ����Ƭ��

ͼ5 �����Ź��ղ��������7050���Ͻ���Ƭ
Fig.5 Photo of 7050 Al alloy ingot with optimized parameters
����10���������к�������Ƶȼ��ж�������Щʱ�����δ�Ż��������������ݶԱȡ��ԱȽ�����4���С��ɱ�4��֪���Ż���Ĺ��ղ������������Ƶķ����ʣ�ʹ�����Ƶ�������Ʒ�ʴ�ԭ����6��(ռ60%)��ߵ�8��(ռ80%)���������Ƶķ����ʴ�ԭ����2��(ռ20%)�½����㡣
��4 �Ż���δ�Ż��ij�Ʒ�ʶԱ�
Table 4 Comparison of optimized product rate wisth un-optimized one

3.3 ����������
3.3.1 �Ż�Ч�����ۻ�������
�Ż���ʵ����������������������Ŵ��㷨��һ�����Ż��ֶ�Ӧ�õ���Ű��������չ��̣��õ��˺ܺõ��Ż�Ч��������������һ�����۵����û�����
1) �����¶�
�����¶�Ӱ����֯��Ӧ���������¶����ߣ����С����Ĺ���ȣ�ʹ�κ����½���������ôִ����Ͻ�ᾧ�����ڼ��ǿ�Ƚ��ͣ����Ա�ͬʱ�������¶����ߣ�������������ҺѨ��ȼ��¶��ݶȣ����������Ӧ��Ҳ���Ӷ������������Ƶ�����ҲԽ�������ᾧ��������Ӧ�����¶ȵĹ�ϵ������ѧʽ���

��ˣ������������¶ȿ��Լ�С��Ӧ���������������Ƶ��γɡ�
2) ��ȴǿ��
����ȴǿ������ʱ��������ҺѨ��ȼ�С����ҺѨ�ڱ߲�ȴ�䶸�������α�����¶��ݶȽϴ�����Ӧ�������¶Ȳ�(T1?T2)�����ȣ����������ڲ�������ϴ������Ӧ������ȴǿ��������������Ҳ������
3) �����ٶ�
�������ٶ�����ʱ������ҺѨ��ȼ��¶��ݶ�������ҺѨ���ĵĵײ�������������ҺѨ���Σ��������ϴ������Ӧ������������������˽�����
4) ��ų�
����[1]�Ե������������о����õ����ڵ�Ƶ��Ű����������£������������ƽ��͵Ľ�����ڵ�������У����ڴ����Ľ������ã��������¶ȳ����Ƴ��˳����ǵ��γ�ʱ�䣬�����˳������γɵ�λ�õ㣬��С��ҺѨ��ȡ�dzƽ������ǰ�ؼ�С�������¶��ݶȶ��������������������������������Լ������������Ե����Լ����������Ӧ�����Ӷ�ʹ�������ƽ��͡�
�����ϵķ������Կ�����1)�����γɵ���ѧ���ʣ������ںϽ����̹������������衢����Ӧ�����ж����µġ�2)����Ϲ��ղ����������γɵ����ý������ʵ�������������γɻ��������ý����
������Ľ�ģ��ѵ�����������������ʷ����֮�ϡ���ʷ���ݰ������ղ�������������ֵ������������ֵ�Ļ�ã����Ǹ����ղ���ͨ�������γɻ����������Ľ������ģ��ѵ���ı��ʣ����ǽ������ղ�������������ֵ֮��ķ�����ӳ�䣬����������ɢ��ӳ����з������Ŵ��㷨�Ż����̵ı��ʣ����������еIJ�������ֵ֮�䲻�Ͻ�����ϣ��۲�����������ֵ�Ƿ���С���Ӷ������ҵ�һ�����ŵ���ϡ�
�ɴ˿ɼ����������Ż����̵��ۻ�����Ȼ�����������γɻ���֮�ϡ��Ż��Ĺ��̣����Dz���Ѱ�Ҳ�����СӦ���Ĺ��̣�ʹ�ø����������̹����е�ì�ܵõ������Э�����������ں������ȶ�ԣ��Ҳ�õ������Ӷ�ʹ��Ʒ�ʵõ��˽ϴ����ߡ�
3.3.2 ���ղ��������Ż��ľ�����
����������̵ĸ����ԣ����Ż��Ĺ�����ֻ������6�����ղ����������������ص�Ӱ�춼�����ˡ���Щ�����Ե�����ͬ��ʼ��Ӱ�������̵Ĺ��̣�ʹ��ʵ������ʱ�����ܻ��100%�ij�Ʒ�ʡ�
���ȣ����ʡ�����ͺ��ƫ��Ӱ�������̹��̵���������
�������Ͻ������ͱ���ʱ��¯���е�N2��O2��H2O��CO2��H2��CO��CmHn�Ȼ��������ڽ�������ã��������ϡ��ֽ⡢�ܽ����ɢ�ȹ��̡���������������Al2O3��SiO2��MgO�ȣ�����Al2O3����Ҫ����������������������յ�������H2ռ85%���ϣ��������������е��ܽ�����¶ȵĽ��Ͷ���С�����������ᾧ����ʱ��������������δ��ʱ�ݳ��ı����������γ����ס����������������������������ᣬ���Ӧ�����У�ʹ���������Ժ�ǿ���½����Ӷ������������ơ�
7050���Ͻ��������������г���������ƫ����ʹ��������������Ԫ�غ���ԶԶ���ںϽ��ƽ���ɷ֣������IJ�λ������Ԫ�غ�����ƫ��,�Ӷ��γ����ɸߺϽ�ɷֵĵ��۵㹲������ɵ�ƫ���������ؽ����������������ѧ���ܣ��������������Ƶ�����
��Σ��ᾧ����״�����ᾧ����ʼҺλ���ʱ���Լ���ʼ�����ٶ�ͬ����������̹���������ȱ�ݵIJ�ȷ���ԡ�
���ڴ������������Կ��Ƶ����أ�ʹ�ð��������칤�ղ������Ż�������һ���ľ����ԡ��˷����־����Ե���Ч�취���ǣ����ϵ���߿����ֶ������ֶΣ����Ͳ�ȷ�����أ���ø���ʵ�����ݣ�������ĺ������ض������Ż�ģ���С��������Ż��IJ���Խ�࣬�Ż�ֵ��Խ�ӽ�����ֵ��
REFERENCES
[1] �� ��, ����, �ű���. ���Ͻ��Ƶ���������������Ƶ�����[J]. ����ѧ��, 2003, 39(12): 1259?1263.
ZHANG Qin, CUI Jian-zhong, ZHANG Bei-jiang. Elimination of crack in AL alloy ingots during DC casting under low frequency electromagnetic field[J]. Acta Metallurgica Sinica, 2003, 39(12): 1259?1263.
[2] SONG R G, ZHANG Q Z. Heat treatment technique optimization for 7175 aluminum alloy by an artificial neural network and a genetic algorithm[J]. Journal of Materials Processing Technology, 2001, 117: 84?88.
[3] CONCEICAO C A, DOURADO N M. Metal-forming processoptimization by inverse evolutionary search[J]. J Mater Process Technol, 2002, 121: 403?413.
[4] CASTRO C F, ANTONIO C A C, SOUSA L C. Optimizationof shape and process parameters in metal forging usinggenetic algorithms[J]. J Mater Process Technol, 2004, 146: 356?364.
[5] �� Ƽ, Ѧ����. �����˹����ܵ��ѺϽ��ȱ��ι��ղ����Ż�[J]. �й���ɫ����ѧ��, 2006, 16(7): 1202?1206.
LI Ping, XUE Ke-min. Optimization of hot deformation process for titanium based on artificial intelligence[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(7): 1202?1206.
[6] ���ȷ�, κ ��, �λ��. �Ŵ��㷨���䷢չ��״[J]. ������ҵѧԺѧ��, 2000, 20(3): 230?235.
JING Wen-feng, WEI Hong, DUAN Hui-di. Overview of genetic algorithms and their present development[J]. Journal of Xi�� an Institute of Technology, 2000, 20(3): 230?235.
[7] �� ��, ̸����. GA-BP��GA-RBF�����ڽṹ���˷����ıȽ�[J]. ����չ, 2005, 15(8): 158?160.
WANG Feng, TAN Huai-jiang. Comparison between GA-BP and GA-RBF neural network applying to analysis of structural damage[J]. Microcomputer Development, 2005, 15(8): 158?160.
[8] �� ��, ����ǿ, �¸���. �������������GA-RBFNN����[J]. ϵͳ����ѧ��[J]. 2006, 21(2): 163?170.
TIAN Jin, LI Min-qiang, CHEN Fu-zan. GA-RBFNN learning algorithm for complex classifications[J]. Journal of System Engineering, 2006, 21(2): 163?170.
[9] LAI Xiao-ping, LI Bin. An efficient learning algorithm generating small RBF neural networks[J]. Neural Network World, 2005, 15(6): 523?533.
[10] �� ��, л����. �����Ŵ��㷨�;���������������ת¯����ģ��[J]. ϵͳ����ѧ��, 2000, 12(3): 241?244.
TAO Jun, XIE Shu-ming. BOF steelmaking model based on GA and RBF network[J]. Journal of System Simulation, 2000, 12(3): 241?244.
[11] ��˼�Ƽ���Ʒ�з�����. ������������MAT-LAB7ʵ��[M]. ����: ���ӹ�ҵ������, 2005: 99?108.
FECIT technological product research center. Neural networks and its implement using MAT-LAB7[M]. Beijing: Electronics Industry Press, 2005: 99?108.
[12] �� ��, ������, ����ΰ. ����GA-BP��NiFe204�������մ������Ż����[J]. �й���ɫ����ѧ��, 2006, 16(2): 351?356.
LI Jie, LIU Dai-fei, QIN Qing-wei. Optimization designs of NiFe2 04 cermet inert anodes based on GA-BP hybrid neural net work[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(2): 351?356.
[13] ������, ��֮��. �����Ŵ��㷨���ݶ��½���RBF���������ѵ������[J]. �����Ӧ��, 2007, 27(2): 366?372.
JIANG Peng-fei, CAI Zhi-hua. Combined algorithms for training RBF neural networks based on genetic algorithm s and gradient descent[J]. Computer Applications, 2007, 27(2): 366?372.
[14] �� ��, ��Сƽ, ë��ŷ, ������. ����ʵ�������Ŵ��㷨��������ɱ�Ԥ��ģ�ͼ���Ӧ��[J]. ����������Ӧ��, 2004, 21(3): 423?431.
LIU Wei, LI Xiao-ping, MAO Hui-OU, CHAI Tian-you. Neural network cost prediction model based on real-cod ed genetic algorithm and its application[J]. Control Theory & Applications, 2004, 21(3): 423?431.
[15] ������, ¬ ��, ������, �Ŵ���. �����Ŵ��㷨��ͭ�����������̿����Ż�[J]. �й���ɫ����ѧ��, 2007, 17(1): 156?160.
WANG Jin-liang, LU Hong, ZENG Qing-yun, ZHANG Chuan. Control optimization of copper flash smelting process based on genetic algorithms[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(1): 156?160.
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2005CB623707)
�ո����ڣ�2008-01-14�������ڣ�2008-09-18
ͨѶ���ߣ����ң����ڣ��绰��024-83681738��E-mail: jzcui@epm.neu.edu.cn
(�༭ �°���)

