
Properties and structure of RE-Ni-W-P-SiC composite coating
prepared by impulse electrodeposition
SONG Yue-hai(宋曰海), WEI Gang(魏 刚), XIONG Rong-chun(熊蓉春)
College of Materials Science and Engineering,
Beijing University of Chemical Technology, Beijing 100029, China
Received 27 May 2006; accepted 11 December 2006
Abstract: The properties and structure of electrodeposited RE (CeO2)-Ni-W-P-SiC composite coating were investigated. The results show that the hardness and electrodepositing speed of composite coatings obtained at an impulse current are higher than those at a direct current. The hardness and wear resistance of the coating are obviously increased by adding RE and SiC. The hardness of the coating increases with the increase of treatment temperature and current density, and reaches the optimum value at 400 ℃ and at 10 A/dm2, respectively. The optimum operation parameters of electrodeposition of the composite coating are as follows: pH value is 4.5, bath temperature is 65 ℃, and current density is 10 A/dm2.
Key words: composite coating; impulse current; electrodeposition; hardness
1 Introduction
Composite electrodeposition is a new surface- strengthening process, by which some inorganic or organic particles can be co-deposited with metal or alloy to form composite coatings. The obtained coatings have many special properties, such as wear resistance, high temperature oxidation resistance, corrosion resistance and electrical contact function[1-5]. Several materials with different properties can be combined to form new type of composite materials to meet various requirements. Therefore, composite electrodeposition plays an important role in the research and development of abrasion-resistant composite materials[6-10].
The existing electrodeposited composite coatings are mostly based on nickel or copper, e.g. Ni-SiC and Cu-SiC coatings[11]. The wear resistances of these coatings are higher than those of pure nickel or copper, but their corrosion resistances are relatively poor. Other kinds of composite coatings have been obtained by electrodeposition, e.g. Ni-P-SiC and Ni-B-SiC coatings [12-13]. The hardness of these coatings can be enhanced to HV 1 100-1 200. Their wear resistance can also be improved by appropriate heat treatment. But, the thickness of coating is usually only 50-70 μm and their wear resistances are poor[14]. In order to solve the above questions, a few RE have been added into coatings [15-17]. The hardness and wear resistance of the composite coatings have been increased obviously. The addition of SiC can increase the wear resistance of coatings evidently[18-19]. Some research results show that the hardness, wear resistance and high temperature oxidation resistance of coatings can be increased by using impulse current[20-22]. In our experiments, both the impulse and direct current were used to prepare RE-Ni-W-P-SiC composite coatings with higher hardness and better wear resistance on carbon steel.
2 Experimental
2.1 Process condition
The compositions of bath and electroplating conditions are listed in Table 1.
Table 1 Compositions of bath and electroplating conditions

The specimens were 45# carbon steel with dimension of 30 mm×30 mm×2 mm.
2.2 Measurements
HAX-1 micro-hardness tester was used to measure the hardness of the composite coatings and the load was 0.98 N. The wear resistance test was carried out on an M-2000 abrasion device under a load of 300 N and at a rotating speed of 400 r/min for 2.5 h. The heat treatment of the coatings was performed on a CHOY type muffle furnace and the temperature was controlled by KSY-12-16S type instrument. XRD patterns were obtained on a Rigaku XRD-6000 instrument (Shimadzu, Japan) with Cu Kα source, step size of 0.02? and scan rate of 5 (?)/min.
The deposition speed was obtained by the following equation:
v=m/St
where v is the deposition speed, g/(m2?h); S is the area of the sample, m2; m is the mass rise of the sample, g; t is the electrodepositing time, h.
3 Results and discussion
3.1 Effects of impulse current on surface morphology and hardness of coating
The relationships between the hardness and impulse current, the hardness and duty ratio are shown in Tables 2 and 3, respectively.
Table 2 Effects of impulse frequency on surface morphology and hardness of RE-Ni-W-P-SiC coating (duty ratio 1?5)

Table 3 Effects of duty ratio on surface morphology and hardness of RE-Ni-W-P-SiC coating (frequency 800 Hz)

When the current density is 10 A/dm2, the duty ratio is 1?3 and 1?5 and the frequency is in a range of 300-800 Hz, the dense and hard coating is prepared and the particles of crystal in the coating are small and smooth. A edge effect appears while the frequency is over 800 Hz. The edge effect becomes serious with the rise of frequency, especially, the branch crystal appears at the corner. It can be seen that the micro-hardness of composite coating changes with impulse parameters. If the frequency is too high or too low, the duty ratio is too small or too big, the micro-hardness of composite coating will decrease. When the frequency is 800 Hz and the duty ratio is 1?5, the best coating can be obtained.
3.2 Effect of electrodeposition condition on structure of composite coating
The effects of electrodeposition conditions on the surface morphology of RE-Ni-W-P-SiC composite coatings are shown in Fig.1. It can be seen that the influence of the electrodeposition conditions on the surface morphology of RE-Ni-W-P-SiC composite coatings are evident. The crystals in composite coating become coarse and large at direct current density. On the contrary, the crystals are fine and small by impulse current density under the same conditions. On the cross section of RE-Ni-W-P-SiC composite coatings (see Fig.2), it can be seen that the composite coating contains SiC particles. But, the distribution of SiC particles in the coating is not uniform. We can see from Fig.2 that the particles obtained by impulse current are more uniform than by direct current. This different is mainly due to the current.

Fig.1 Surface morphology of composite coatings obtained by direct current (a) and impulse current (b)

Fig.2 Cross section of composite coatings obtained by direct current (a) and impulse current (b)
Fig.3 shows the XRD patterns of RE-Ni-W-P-SiC composite coatings obtained by direct current and impulse current. Clearly, there is a “bread” peak in the diffraction pattern of deposited RE-Ni-W-P-SiC composite coating, which indicates the deposited coating is amorphous. Besides, there are some sharp peaks of diffraction in the pattern. These peaks can be indexed as the diffraction peaks of SiC and CeO2 particles. The peak intensity of the coating obtained by impulse current is higher than by direct current. The result indicates there is difference of the preferred crystalline orientation between the two coatings.
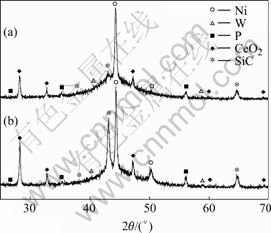
Fig.3 X-ray diffraction patterns of RE-Ni-W-P-SiC composite coatings obtained by direct current (a) and impulse current (b)
3.3 Effects of current density on hardness and wear resistance
Fig.4 shows the effects of current density on hardness and wear-resistant of the coating. The hardness of the coating increases with the increase of current density and reaches the peak value at 10 A/dm2. On the contrary, the hardness of the coatings decreases quickly with the increasing of current density continuously. The reason is the structure of coating becomes incompact when the coating is formed at a low current density. The hardness of coating increases because the structure is denser with the increasing of current density. The hardness of coating decreases with the increasing of current density and the coating becomes coarse. Under the same electrodeposition conditions, the hardness of coating obtained by impulse current is higher than by direct current. The coating obtained by impulse current is denser than by direct current.

Fig.4 Effects of current density on hardness (a) and wear- resistant (b) of coating
The wear resistance of the coating increases with the increase of current density. When the current density is 10 A/dm2, the wear resistance reaches the optimum. And then, the wear resistance decreases rapidly. The coating becomes coarse with the rise of current density. At the same time, the hardness reaches the peak value at 10 A/dm2 and the coating is denser. The wear resistance also reaches the peak value at 10 A/dm2. The wear resistance of coating obtained by impulse current is better than by direct current.
3.4 Effects of heat treatment temperature on hardness of coating
Effects of heat treatment temperature on hardness of the RE-Ni-W-P-SiC composite coating are shown in Fig.5. Obviously, the hardness of the coating increases gradually with the increase of temperature and reaches the peak value at 400 ℃. On the contrary, the hardness of the coating decreases quickly with the increase of temperature continuously. The hardness increases to HV 1 500 and HV 1 400 at 400 ℃ for the coatings obtained by impulse current and by direct current, respectively. Therefore, the hardness of composite coating obtained by impulse current is higher than by direct current. The reason is when the coating is heated, the coating structure changes. The coating becomes oversaturated with respect to nickel solid solution and the distortion in the crystal lattice gets serious, so that the hardness of coating increases. Since a large number of Ni3P particles appear and precipitation hardening occurs[16], the hardness reaches peak value at 400 ℃. With the rising of the heat treatment temperature, crystalline particles of nickel solid solution grow, Ni3P particles aggregate and coarsen, and the composite coating softens. It can be seen that the addition of RE increases the hardness of coating, because RE can facilitate the codeposition of SiC particles and Ni-W-P alloy and elevate the content of SiC particles in the coating. As shown in Table 4, RE and SiC particles are deposited on the surface of carbon steel more easily by impulse current than by direct current. Under the same conditions, the hardness of composite coating obtained by impulse current is higher than by direct current. The addition of RE and SiC enhances the hardness and wear resistance of the coating remarkably.

Fig.5 Effects of heat treatment temperature on hardness of coating
3.5 Depositing speed
Orthogonal experiments of three factors and three levels were carried on to study the influence of pH value, bath temperature and current density on electrodeposited speed. The results (Table 4) show that the electrodeposited speed of the coating increases with the increase of current density. The influences of pH and bath temperature of electrolyte on electrodeposited speed are also obvious. From Table 4, it can be seen that the electrodepositing speed of the coating under impulse current is twice as much as that under direct current. The optimum operation parameters of electrodeposition of the composite coating are as follows: pH value is 4.5, bath temperature is 65 ℃, and impulse current density is 10 A/dm2.
Table 4 Comparison of electrodepositing speed of coating by impulse current and by direct current

4 Conclusions
1) The hardness of the coating increases with the increase of current density, and reaches the peak value at 10 A/dm2.
2) With the increase of heat treatment temperature, the hardness of composite coating increases and reaches its maximum at 400 ℃. On the contrary, the hardness of the coatings decreases quickly with the increase of temperature continuously.
3) The electrodepositing speed of the coating obtained by impulse current is twice as much as that by direct current.
4) The surface morphology, cross section and hardness of coating obtained by impulse current are better than by direct current.
5) The optimum operation parameters of electrodeposition for the composite coating are as follows: pH value is 4.5, temperature is 65 ℃, impulse current density is 10 A/dm2.
References
[1] GUO Zhong-cheng, ZHU Xiao-yun,YANG Xian-wan. A research on the hardness and wear resistance of electrodeposited RE-Ni-W-P-SiC composite coating [J]. Electroplating & Pollution Control, 2002, 22(4): 12-16. (in Chinese)
[2] ZHANG Huan, GUO Zhong-cheng, HU Ya-min. Corrosion resistance of Ni-W-P-SiC pulse electro-deposition composite coating [J]. Corrosion Science and Protection Technology, 2005, 17(5): 320-323. (in Chinese)
[3] WANG Jun-li, XU Rui-dong, LONG Jin-ming. Properties of pulse electrodeposited RE-Ni-W-B-PTFE-Al2O3 composite coating [J]. Materials Protection, 2005, 3(38): 18-21. (in Chinese)
[4] DENG Shu-hao, GONG Zhu-qing, YI Dan-qing, CAI Gui-hua, SU Yu-chang. Orthogonal design of technology for electrodeposition nanocrystalline Fe2Ni2Cr alloy foil [J]. Journal of Central South University: Science and Technlolgy, 2005, 36(6): 938-943. (in Chinese)
[5] LUO Bei-ping, GONG Zhu-qing, REN Bi-ye, YANG Yu-fang, CHEN Meng-jun. Preparation and microstructure of nanocrystalline Fe2Ni2Mo alloy with low Mo and high Fe content [J]. Journal of Central South University: Science and Technology, 2006, 37(4): 692-697. (in Chinese)
[6] ZHANG Huan, GUO Zhong-cheng. Research on the hardness of pulse electrodeposited Ni-W-P alloy [J]. Surface Technology, 2004, 33(2): 15-17. (in Chinese)
[7] ZHU Cheng-yi, GUO Zhong-cheng. Corrosion resistance of electrodeposited RE-Ni-W-P-SiC composite coatings [J]. Materials For Mechanical Engineering, 2003, 27(2): 43-47. (in Chinese)
[8] MA Ke-yi, GUO Zhong-cheng, ZHU Xiao-yun, XU Rui-dong. Characteristics of electrodeposited RE-Ni-W-B-B4C-MoS2 composite coating [J]. Trans Nonferrous Met Soc China, 2003, 13(5): 1220-1225.
[9] GUO Zhong-cheng, ZHU Xiao-yun, YANG Xian-wan. Corrosion resistance of electrodeposited RE-Ni-W-P-SiC composite coating [J]. Trans Nonferrous Met Soc China, 2001, 11(3): 413-415.
[10] GUO Zhong-cheng, ZHU Xiao-yun, ZHU Xiao-yun. Studies on the wear resistance and the structure of electrodeposited RE-Ni-W-P-SiC-PTFE composite materials [J]. Surface & Coatings Technology, 2004, 187: 141-145.
[11] CHEN Ling, GUO Zhong-cheng, YANG Xian-wan. Structure and characteristics of electrodeposited RE-Ni-W-P-B4C-PTFE composite coatings [J]. Trans Nonferrous Met Soc China, 2001, 11(6): 887-889.
[12] GUO Zhong-cheng, ZHU Xiao-yun, YANG Xian-wan. Thermodynamics of electrodeposited Ni-B-SiC composite coatings [J]. Trans Nonferrous Met Soc China, 2001, 11(5): 800-802.
[13] SONG Yue-hai, GUO Zhong-cheng. A study of the properties of RE-Ni-W-P-SiC composite coatings deposited by impulse and direct current [J]. Electroplating & Pollution Control, 2003, 13(6): 10-11.
[14] GUO Zhong-cheng, LIU Hong-kang, WANG Zhi-yin. Process and properties of electroless RE-Ni-B-SiC composite coatings [J]. Acta Metallurgica Sinica, 1995, 8(2): 118-120. (in Chinese)
[15] GUO Zhong-cheng. Effects of rare earth process and properties of composite plating [J]. Acta Metallurgica Sinica, 1996, 32(5): 516-519. (in Chinese)
[16] GUO Zhong-cheng, ZHU Cheng-yi, ZHAI Da-cheng, YANG Xian-wan. Microstructure of electrodeposited RE-Ni-W-P-SiC composite coating [J]. Trans Nonferrous Met Soc China, 2000, 10(1): 50-52.
[17] GUO Zhong-cheng, ZHAI Da-cheng, YANG Xian-wan. Effects of addition of rare earth on properties and structures of Ni-W-B-SiC composite coatings [J]. Trans Nonferrous Met Soc China, 2000, 10(4): 538-541.
[18] GUO Zhong-cheng, ZHU Xiao-yun. Studies on properties and structure of electrodeposited RE-Ni-W-B-SiC composite coating [J]. Materials Science and Engineering, 2003, 363: 325-329.
[19] LIU Long-yu, GUO Zhong-cheng, XU Rui-dong, XUE Fang-qin. Structures of electrodeposited RE-Ni-W-P-SiC-PTFE amorphous composite coating [J]. Heat Treatment of Metals, 2004, 8(29): 47-51. (in Chinese)
[20] ZHANG Huan, GUO Zhong-cheng. Hardness of pulse electrodeposited RE-Ni-W-P-SiC composite coatings [J]. Materials For Mechanical Engineering, 2004, 28(11): 25-27. (in Chinese)
[21] ZHANG Huan, GUO Zhong-cheng, ZHU Xiao-yun. Pulse electrodeposition and corrosion resistance of (Ni-W-P)-SiC composite coatings [J]. Plating and Finishing, 2004, 26(2): 4-8. (in Chinese)
[22] ZHANG Huan, GUO Zhong-cheng. High temperature oxidation resistance of RE-Ni-W-P-SiC pulse composite electroplating [J]. Materials Protection, 2004, 10: 9-13. (in Chinese)
Corresponding author: XIONG Rong-chun; Tel: +86-10-64455013; E-mail: xiongrongchun2007@163.com
(Edited by YANG Hua)

