���±�ţ�1004-0609(2008)12-2132-08
�������5A06���Ͻ�Шѹ���ε���ֵģ��
�� �1, 2������2���� ��2
(1. ��ɳѧԺ ���繤��ϵ����ɳ 410003��
2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410082)
ժ Ҫ��Ϊ�Ż�Шѹ���εĹ��ղ���������Deform-3D����Ԫ�������������5A06���Ͻ�Шѹ���ν�������ֵģ�⡣ѹͷѹ���ٶ�Ϊ0.1~10 mm/s�������¶�Ϊ350~550 �档���������ѹ���ٶ�Խ�����ϵ�ƽ���ܶȺͱ��ο���Խ�ߣ�Шѹ��������Խ�ã������ײ���̨�ף��������ѹ������λҲԽ�����¶ȶ����ϵ�����û�����Ե�Ӱ�죬Ȼ���¶�̫��������ѹ�ƹ��̲������ƣ����¶ȹ���ʱ���ϱ������׳��ֻ��䣬������֯�ᷢ�����ա���ˣ��������5A06���Ͻ�Шѹ���ε���ѹ��ղ���Ϊ��ѹͷѹ���ٶ�1.0 mm/s�������¶�Ϊ450 �档
�ؼ��ʣ�5A06���Ͻ����������Шѹ����ֵģ��
��ͼ����ţ�TG 146.2 ���ױ�ʶ�룺 A
Numerical simulation on sequential motion compacting of spray deposited 5A06 aluminum alloy
ZHANG Hao1, 2, CHEN Zhen-hua2, CHEN Ding2
(1. Department of Mechanical and Electrical Engineering, Changsha University, Changsha 410003, China;
2. College of Materials Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: In order to optimize the processing parameter, the sequential motion compacting of spray deposited 5A06 alloy was simulated by using rigid-plastic finite element method (FEM) on DEFORM-3D software. During the sequential motion compacting, the depressed velocity of head is 0.1?10 mm/s, the range of deformation temperature is 350?550 ��. The results show that with increasing depressed velocity, the average density of preform and resistance of deformation become higher, the surface quality becomes better and there are no steps on the surface, but the press tonnage also becomes higher. Although the effect of deformation temperature on densification of preform is obscure, when the temperature is too low, the cracks occur easily, and when the temperature is too high, the aberration appears easily on the surface, the overburning microstructure can be found at the meantime. Thus, the optimal processing parameters of sequential motion compaction for spray deposited 5A06 alloy are: depressed velocity of head of 1.0 mm/s, deformation temperature of 450 ��.
Key words: 5A06 alloy; spray deposition; sequential motion compacting; numerical simulation
�����������һ������Ķ����������ϣ�ͨ������һ�����Ŀ�϶�������������߽�Ҳ����һ����������Ĥ������֮��δ�ﵽ�����ұ���ϣ�ֱ��ʹ��ʱ���ܱȽϲ�������ܷ�õ��ɹ���Ӧ�ã�ȡ��������������ܻ��ӹ�����������õ�����[1?3]����ˣ�Ϊ�˻����Ҫ����ѧ���ܣ������������������к������Լӹ�������ü�ѹ�����졢���ƵȽ������Լӹ�����[4]�������ܻ������е��������������ʹ��϶��ȫ����Լ���������Ľ���������б����²���ұ���ϵĹؼ���Ȼ��������ͨ���ļ�ѹ�����졢���Ƶȼ�����ȴ����ʵ�ִ��ͷ����������ܻ��ӹ���Ш��ѹ�ƹ���(���ѭ��ѹ��)�Ƿ�ĩұ������з�ĩѹ�Ʒ���֮һ[5]�����߸���Ш��ѹ�Ƶ�ԭ�����������������ϵ�Ш��ѹ�ƹ��գ��о������ù��տ�����Ч���������������ϵ�������[6?8]��
���ż����ѧ�Ŀ��ٷ�չ������Ԫ����Ӧ�õ�������죬��������Ԫ��ģ��������Գ��ι����ǵ�ǰ���������Լӹ������ǰ���о����ݣ������ڶ��ֳ��ι��յ����۷���[9?10]�Լ���ײ��ϵ����Ա��ι��̷���[11]��
�����������ò���Deform-3D����Ԫ�������������5A06���Ͻ�Шѹ���ν�������ֵģ�⣬������ѹͷѹ���ٶȺͱ����¶ȵȹ��������Ա��κ����ܻ���Ӱ�죬�Ի���������5A06�������Шѹ������Ϊ�����ƶ����ȼӹ������ṩָ����
1 ģ������
1.1 ����ģ��ѡ��
Ŀǰ�����������ȱ��ι����У����κ�Ӧ�����̬�µĸ�������Ӧ����ǿ�ҵ�ȡ���ڱ����¶�T��Ӧ������ ��ͨ���ɲ���������ʽ[12?13]����������
��ͨ���ɲ���������ʽ[12?13]����������
�ȱ�������ͨ���ɱ���ΪZener-Hollomon����[14]��

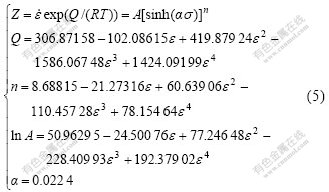
����ǰ�ڵ��о�����[15]���������5A06���Ͻ��ײ�����ѹ����������Ӧ����Ϊ�������±������̣�
1.2 Шѹ����
Шѹװ��ʾ��ͼ��ͼ1��ʾ��Шѹ���չ���ʾ��ͼ��ͼ2��Шѹ���ղ������1���С���ֵģ������ڳߴ�Ϊ345 mm��215 mm��200 mm�ij����Σ���ʵ��ʵ��ߴ籣��һ�£�Шѹʱѹͷѹ���ٶȷֱ�Ϊ0.1��1.0��10 mm/s��Шѹ�¶�Ϊ350��450��550 �档
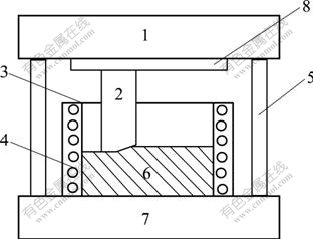
ͼ1 Шѹװ��ʾ��ͼ
Fig.1 Schematic diagram of sequential motion compacting: 1��Hydrostatic machine; 2��Punch; 3��Die; 4��Electrical bar; 5��Caging device; 6��Preform; 7��Backup plate; 8��Guide rail
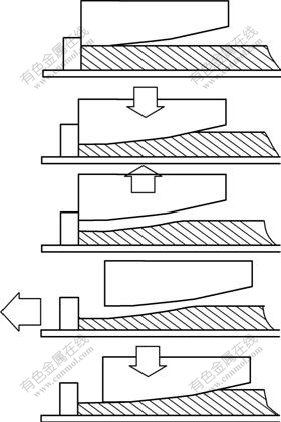
ͼ2 Шѹ����ʾ��ͼ
Fig.2 Schematic of sequential motion compacting process
��1 Шѹ��ع��ղ���
Table 1 Processing parameter of sequential motion compacting
1.3 ģ������
1.3.1 ���ϲ���
ʵ����5A06���Ͻ���廯ѧ�ɷּ���2����ʼ����ܶ�Ϊ0.81����������ܲ������3���С�
��2 ʵ����5A06Al���Ͻ�Ļ�ѧ�ɷ�
Table 2 Chemical composition of 5A06 alloy (mass fraction, %)

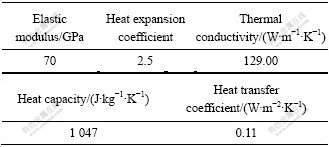
��3 5A06���Ͻ�������ܲ���
Table 3 Property parameter of 5A06 Al Alloy
1.3.2 ģ�����
1) �趨ģ�����ϵ��¶ȼ����ԣ����4���С�����������ΪDeform����Ĭ�ϵ�Von Mises���� ��
��4 ������ģ�ߵ��¶ȼ�����
Table 4 Temperature and attribute of preform and die
2) Ħ��ģ��
Deform�����ṩ�˲���Ħ�������Ƽ�ֵ�����³���һ��ѡ0.08~0.12���³���һ��ѡ0.25�������ȳ���һ��ѡ0.2~0.3��������һ��ѡ0.7~0.9����ʵ��ѡȡ���Լ���(Shear)Ħ��ģ�ͣ�Ħ������ѡ��ϵͳĬ��ֵ0.3��
3) ����ֵ����ģ��
��Deform�����У�������ֵ��Ԥ����Ϸ������ѵ����������Խ���Ϸ������ѵĿ�����ҲԽ������ֵDf����Cockcroft-D. J. Latham����Ϊ
 (6)
(6)
ʽ�� ��*Ϊ���������Ӧ������Ϊ��ЧӦ����d ��Ϊ��ЧӦ�������� Ϊ����ʱӦ�䡣
Ϊ����ʱӦ�䡣
2 ģ��������������
2.1 Шѹѹͷѹ���ٶȶԱ��������ܻ���Ӱ��
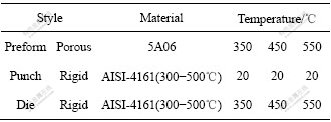
Ϊ��ѡȡһ���ĸ���ѹ�������о����ι��ղ��������ܻ���Ӱ�죬�趨����ѹ����Ϊ18 mm������(���ȷ���)������Ϊ5%���¶�ȡ450 �档�������£�ƽ������ܶȵĴ�С���ֲ������ͼ3��ʾ��ͼ�������ϵĵ�ֵ�ߴ�������ܶȵĴ�С���ֲ����ұ�ͼ���к��������ƽ������ܶȣ������������ͬ�ܶ������ڵ���Ŀռ�ܽ����Ŀ�ı������༴��ͬ�ܶȵķֲ������������Ϸ��Զ���ʾ����ܶȵ����ֵ����Сֵ��ƽ������ܶȺͱ�ƫ��Ĵ�С����ͬ�����£�ȡ��Шѹѹͷ�ƶ�����ֱ�Ŀ��ȷ�����һ���棬�۲첻ͬѹ���ٶ�ʱ���ȷ����ܶȵķֲ��������ͼ4��ʾ��
�ܵ�����������ѹ���ٶȵ����ߣ�����ѹ�ƽ���ʱƽ������ܶ�dҲ��֮���ߡ���ͼ3�ɼ���ѹ���ٶ���Խϵ�(vΪ0.1 mm/s)ʱ��ƽ������ܶ�d��Խϵͣ��Ҳ��ϳ��������Ϻã��м�������߲�������С������ѹ���ٶ���Խϸ�(vΪ1.0��10 mm/s)ʱ��ƽ������ܶ�d��Խϸߡ�����ͼ4��ʾģ��������ʾ��v=0.1 mm/sʱ�����������ܶ����Ե��ڱ߲��ܶȣ��ܶȷֲ��ܲ����ȣ���vΪ1.0��10 mm/sʱ�����ܶ���߲��ܶ�ʮ�ֽӽ����ܶȷֲ����ȡ�
����������Խ���Ϊ���ٶȽϵ�ʱ�����ϱ��ο�����Խϵͣ��������㹻��ʱ�䷢������������������ѹͷ��������Ҫ�������������������ܻ�Ч�������ԡ�������Шѹб��ѹͷ�������£��м䲿�������ٶȿ죬�߲������ٶ�����������Ĵ�������ѹӦ��״̬�����߲������ܵ���ģ�߽Ӵ�����Ħ������Ӱ�촦������ѹӦ�������Բ��ϱ߲������������ܻ�����ѹ���ٶȽϸ�ʱ�����ϱ��ο�����Խϸߣ�������������������Ҫ�������ܻ������ƽ������ܶȽϸߣ��ҿ��ȷ���ƽ������ܶȷֲ�Ҳ�ȽϾ��ȡ�
��ͼ3�ɼ���ѹ���ٶ���Խϵ�(vΪ0.1 mm/s)ʱ�������������̨�ס�������Ϊ���������£����ϱ��ο�����Խϵͣ����ϸ��������������������������ШѹѹͷШ�����������ͬһ������������������
ģ�ڽӴ�����ͬ��ѹ��������ɽ������ѱ��β���������ʹ�ý����������ϼ�ѹ����̨������vΪ1.0��10 mm/sʱ��δ��������̨�ס�

ͼ3 ѹ���ٶ���ƽ������ܶȵĹ�ϵ
Fig.3 Relationships between depress velocity and average relative density: (a), (a��) v=0.1 mm/s, dAverage=83.3%; (b), (b��) v=1.0 mm/s, dAverage=88.1%; (c), (c��) v=10 mm/s, dAverage=89.4%
����ͼ4��֪��vΪ1.0��10 mm/sʱ���ܻ��Ϻã��۲췢�ֵ���������ƽ������ܶ�������vΪ1.0 mm/sʱ�ı��ο�����vΪ10 mm/sʱ�ĵͣ� ����ѹ������λ�ϵ͡���˴����ܻ�Ч���Լ����豸��Ҫ��ȸ������ۺϿ��ǣ�ѹ���ٶ�ӦѡΪv=1.0 mm/s��

ͼ4 ѹ���ٶȶԿ��ȷ����ܶȵ�Ӱ��
Fig.4 Effects of depress velocity on density in width direction: (a) v=0.1 mm/s; (b) v=1.0 mm/s; (c) v=10 mm/s
2.2 �����¶ȶԱ��������ܻ���Ӱ��
ͼ5��6��ʾ�ֱ�Ϊ���������Ϊ5%������ѹ����Ϊ18 mm��ѹͷ��ѹ�ٶ�ȡ1.0 mm/s�����£�ƽ������ܶȺ�����ֵ�ĶԱȡ�ͼ5��ʾ�����ϵĵ�ֵ�ߴ�������ܶȵĴ�С���ֲ����ұ�ͼ���к��������ƽ������ܶȣ������������ͬ�ܶ������ڵ���Ŀռ�ܽ����Ŀ�ı������༴��ͬ�ܶȵķֲ������������Ϸ��Զ���ʾ����ܶȵ����ֵ��Сֵ��ƽ������ܶȺͱ�ƫ��Ĵ�С��
ͼ5 �����¶ȶ�ƽ������ܶȵ�Ӱ��
Fig.5 Effects of deformation temperature on average relative density: (a), (a��) 350 ��; (b), (b��) 450 ��; (c), (c��) 550 ��
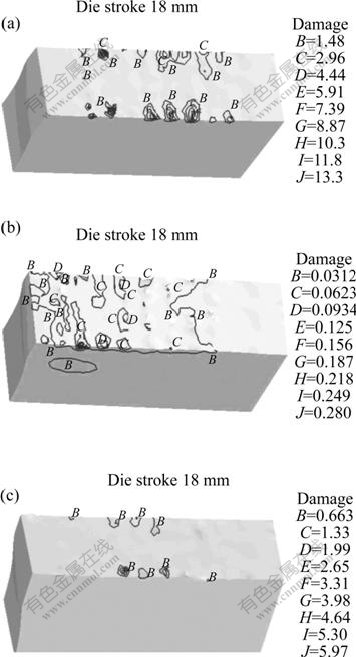
ͼ6 �����¶ȶ�Damageֵ��Ӱ��
Fig.6 Effects of deformation temperature on damage value: (a) 350 ��; (b) 450 ��; (c) 550 ��
��ͼ5��֪�����ű����¶ȵ����ߣ�����ƽ���ܶȲ������Ա仯��ͼ7(a)~(c)��ƽ���ܶȾ��ȽϽӽ���˵���¶ȶ����ܻ���Ӱ�첢�����ԡ���ͼ6��֪�����ű����¶ȵ����ߣ�����ֵ���¶ȵ�������С����350 ��ʱ����ֵ�ϴ��¶ȼ�������������ֵ��С��˵��������350 ��ʱ���������ѡ���һ���۲췢�֣��ϴ�����ֵ�༯����Шѹ���ϱ���IJ�ߣ����ォ�����Ƶ�Դͷ����Шѹѹͷ�������£����Ϻ�������Ǵӱ��㿪ʼ�����´��ݣ����ƽ��п��ܴ�������ƽ����Шѹ�������²�����չ�����������¶Ƚϵ�ʱ���ϵı��ο����ϴ����Խϲ�����ۿ��Ĵ��ڣ���һ�������˲��ϵĶ�����Ϊ�����ڱ��ι����У�Шѹѹͷ���Ͻ���������϶�������ƣ�ʹ�ò����ؼ�϶���������Ӧ��������Ӧ���ﵽһ���̶�ʱ��������������չ��
���⣬��ͼ5(c)��ͼ6(c)�����Կ��������¶ȹ���ʱ�����ϱ�����ֻ��䣬����������ͼ7��ͼ8��ʾ��ʵ��Шѹʵ����Ҳ֤����ģ������������350 ��ʱ��߿��ѣ���450 ��ʱ���������Ϻã����Ҳû�����ƣ���550 ��ʱû�з��ֺ�۲������ƣ���һ���о���������550 ��ʱ��������֯�������˾����ֻ�����֯���ڹ�������
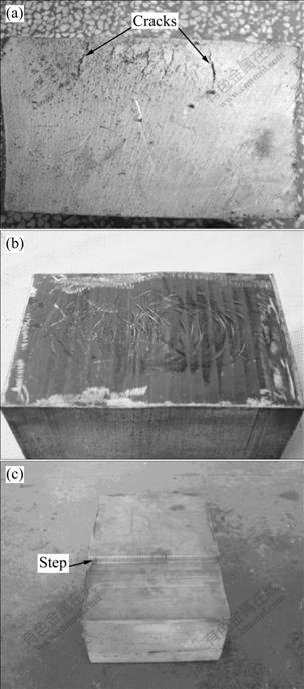
ͼ7 ��ͬ�����¶ȵ�Шѹ����[16]
Fig.7 Samples of sequential motion compacting at different deformation temperatures[16]: (a) 350 ��; (b) 450 ��; (c) 550 ��
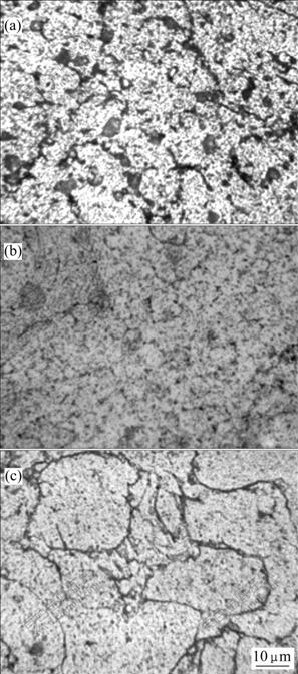
ͼ8 ��ͬ�¶�Шѹ������֯[16]
Fig.8 Microstructures of sequential motion compacting at different deformation temperatures[16]: (a) 350 ��; (b) 450 ��; (c) 550 ��
3 ����
1) ���ڲ�ͬ��ѹ���ٶ���˵��ѹ���ٶ���Խϵ�(vΪ0.1 mm/s)ʱ��ƽ������ܶ�d��Խϵͣ������������̨�ף�����ѹ���ٶ�Ϊ1.0��10 mm/sʱ�����ܻ��Ϻã�δ��������̨�ס��ۺϿ������ܻ�Ч���Լ����豸��Ҫ���������5A06���Ͻ�Шѹ���յ�ѹ���ٶ�Ӧѡȡ1.0 mm/s��
2) �ڲ�ͬ�¶Ƚ���Шѹ����ʱ���¶ȶ����ܻ�Ч����Ӱ�첢�����ԣ������ڽϵ��¶�(350 ��)ʱ������ֵ�ϴ����ϱ���IJ�����ײ������ƣ����ڱ����¶Ƚϸ�(550 ��)������£����ϱ�����ֻ��䣬Ӱ����ϵı�����������ʵ����һ�¡�
3) ��550 �����Шѹʱ����������֯�ᷢ�������ֻ�����֯���ڹ��������ۺϷ�����ó�������Шѹ�¶�Ӧ������450 �����ҡ�
REFERENCES
[1] BERGMANN D, FRITSCHING U. Sequential thermal modelling of the spray-forming process[J]. International Journal of Thermal Sciences, 2004, 43: 403?415.
[2] LAVERNIA E J, GRANT N J. Spray deposition of metals: A review[J]. Mater Sci Eng A, 1988, A98: 381?394.
[3] ����, ����ǿ, ��־��, ���Ծ�, �� ��. SiCp/Al-8.5Fe- 1.3V-1.7Si���ϲ��ϵ�����֯��������ѧ����[J]. �й���ɫ����ѧ��, 2007, 17(6): 858?864.
CHEN Zhen-hua, HE Yi-Qiang, CHEN Zhi-Gang, YIN Xian-jue, CHEN Gang. Micrrostructure and ambient temperature mechanical properities of SiCp/Al-8.5Fe-1.3V-1.7Si composite [J]. The Chinese Journal of Nonferrous Metals, 2007, 17(6): 858?864.
[4] ZHAN Mei-Yan, CHEN Zhen-Hua, YAN Hong-Ge, XIA Wei-Jun. Deformation behaviors of porous 4032 Al alloy preform prepared by spray deposition during hot rolling[J]. Journal of Materials Processing Technology, 2007, 182: 174?180.
[5] DEIBEL C, THORNBURG D R, EMLEY F. Continuous compaction by cyclic pressing[J]. Powder Metallurgy, 1960, 5: 32?44.
[6] CHEN Zhen-hua, ZHANG Hao, CHEN Ding, YAN Hong-ge, CHEN Gang. Advanced plastic processing techniques for the densification of spray deposited preforms[J]. Materials Science Forum, 2007, 561/565: 827?830.
[7] �� ��, ������, ���ź�, ����. �����������������Шѹ���ܻ��ӹ�[J]. ��ұ����, 2006, 26(2): 100?102.
CHEN Gang, LIU Peng-fei, FAN Cai-he, CHEN Zhen-hua. Densification of large-size spray-deposited rings by wedge pressing[J]. Mining and Metallurgical Engineering, 2006, 26(2): 100?102.
[8] Ԭ�仪, �� ��, ����. ѭ��ѹ�ƶ��������7075/SiCp���ܻ���Ӱ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2006, 33(2): 82?85.
YUAN Wu-hua, JI Zhe, CHEN Zhen-hua. Effects of cyclic pressing on densification of spray formed 7075/SiCp composite [J]. Journal of Hunan University: Nature Sciences, 2006, 33(2): 82?85
[9] KOBAYASHI S I, AHAN T. Metal forming and the finite element method[M]. New York: Oxford University Press, 1989: 1?13.
[10] �� ��, �� ��, ��ӱ��, ��ѩ��. ���������ģ�����Ͳļ�ѹ���ι���[J]. �й���ɫ����ѧ��, 2003, 13(11): 65?70.
ZHOU Fei, SU Dan, PENG Ying-hong, RUAN Xue-yu. Simulation of aluminum material extrusion process with finite volume method[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(11): 65?70.
[11] MORI K, OSAKADA K. Analysis of the forming process of sintered powder metals by a rigid-plastic finite-element method[J]. International Journal of Mechanical Sciences, 1987, 29(4): 229?238.
[12] TAKUDA H, FUJIMOTO H, HATTA N. Modeling on flow stress of Mg-Al-Zn alloys at elevated temperatures [J]. Journal of Materials Processing Technology, 1998, 80/81(8): 513?516.
[13] ZENER C, HOLLOMON J H. Effect of strain-rate upon the plastic flow of steel [J]. J Appl Phys, 1944, 15(1): 22.
[14] ZENER C, HOLLOMON J H. Problems in non-elastic deformation of metals [J]. J Appl Phys, 1946, 17(2): 69?82.
[15] ��ս��, �� ��, �� �, ����. �������5A06���Ͻ���ѹ����������Ӧ����Ϊ�о�[J]. �й���ɫ����ѧ��, 2006, 16(11): 1938?1944.
WANG Zhan-feng, ZHANG Hui, ZHANG Hao, CHEN Zhen-hua. Flow stress behaviors of spray-deposited 5A06 aluminum alloy under hot compression deformation[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(11): 1938?1944.
[16] ���ź�. �������5A06���Ͻ�Шѹ���ܻ����յ��о�[D]. ��ɳ: ���ϴ�ѧ, 2006.
FAN Cai-he. Study on the densification process of spray-deposited 5A06 aluminum alloy by wedge pressing[D]. Changsha: Hunan University, 2006.
������Ŀ������ʡ�Ƽ���������Ŀ(06FJ3041)
�ո����ڣ�2008-02-27�������ڣ�2008-07-10
ͨѶ���ߣ��������ڣ���ʿ���绰/���棺0731-8821648��E-mail: zhanghao0122@126.com
(�༭ �°���)

