���±�ţ�1004-0609(2008)08-1426-06
AM50Aþ�Ͻ�����������ǿ��Ч�������
�¾շ�1, 2��������2��������1���غ���2
(1. ���ռ���ʦ��ѧԺ ��е����ѧԺ������ 213001��
2. ���մ�ѧ ��е����ѧԺ���� 212013)
ժ Ҫ������ CO2 ��������� AM50A þ�Ͻ����������������������������������֯�����ܺ�ǿ��������������������������㾧���õ��߶�ϸ����������ɨ���ٶȵ�������ϸ����Ϊ���ԣ��������ںϽ�Ԫ�� Al �Ĺ��ܶ����ӣ�����(Mg17Al12) �ĺ����������٣�������ķֲ����Ӿ�����ɢ�����������Ӳ��(HV55~75)���Ը��ڻ������Ӳ��(ԼHV40)��ĥ��ʵ���������������������ĥ�������δ����������35%����ĥ�����˽ϴ���ߡ��������ǿ��������Ҫ��ϸ��ǿ��������Ͻ�Ԫ�� Al ���ܶȵ����Ӽ��������ɢ����Ҳ��һ����ǿ��Ч����
�ؼ��ʣ�AM50Aþ�Ͻ𣻼������������ϸ��ǿ��������ǿ������ɢǿ��
��ͼ����ţ�TN 249; TG 156.99���� ���ױ�ʶ�룺A
Strengthening effect and mechanism of laser surface melted AM50A magnesium alloy
CHEN Ju-fang1, 2, ZHANG Yong-kang2, LI Ren-xing1, QIN Hai-yong2
(1. School of Mechanical Engineering, Jiangsu Teachers University of Technology, Changzhou 213001,China;
2. School of Mechanical Engineering, Jiangsu University, Zhenjiang 212013,China;)
Abstract: AM50A magnesium alloy was surface melted using a continuous wave CO2 laser, the microstructure properties and strengthening mechanism of the laser melted layer were analyzed. The results show that the grain of the laser surface melted layer is highly refined and the grain size decreases with increasing scanning speed. In the melted layer, the amount of element Al in solid solution increases, the amount of ��-phase (Mg17Al12) decreases, and the distribution of ��-phase becomes more uniform. The micro-hardness of the melted layer is improved to HV55?75 as compared to that of the substrate (about HV40). The wear volume of the laser surface melted sample is 35% of the untreated sample, the wear resistance of the laser surface melted layer is improved obviously. The main strengthening mechanism of the laser surface melted layer is grain refinement, the increase of element Al in solid solution and the dispersive precipitation of ��-phase can also result in strengthening the melted layer.
Key words: AM50A magnesium alloy; laser surface melting; fine grain strengthening; solid solution strengthening; dispersion strengthening
þ�Ͻ�����ܶ�С����ǿ�ȡ��ȸնȸߣ���������ԡ������Ժ��Լ������������ӹ������ܣ��ں��ա������� 3C ��Ʒ�о��кܴ��Ӧ��DZ��[1?3]����þ�Ͻ����ʴ����ĥ���ܽϲ������Լ������Ӧ���з�������[4?5]�����ڸ�ʴ��ĥ���Dz��ϵı�����Ϊ����ˣ������ʵ��ı�����Լ�������þ�Ͻ�ı������ܾ�����Ҫ����ʵ���塣Ŀǰ��þ�Ͻ������õı�����Դ�ʩ��Ҫ�л�ѧת������������������������������������洦������ѧ�Ƽ���Ƶ�[6?7]��������洦��һֱ�ܵ����ǵ����ӣ����зǽӴ��ӹ�����Դ��ࡢ���ھ�ȷ��λ���Զ����Ƶ��ŵ�[8?10]������������������ø��ܼ��������ս������棬ʹһ����ȵı������˲���ۻ���֮���������ڵ��µĻ��壬���۳ؼ���Ӷ�ʹ���ϱ�����֯�����ϴ�仯����������ϸ������ߺϽ�Ԫ�صĹ��ܶȵȣ���Щ���ؿ�ʹ���ϵ���ʴ����ĥ�����ܵõ�����[8?9]����������[9]����������¶�AZ91HP þ�Ͻ�����˼�������������ʹ������ľ����õ�����ϸ����Ӳ�ȡ���ĥ����ʴ���ܵõ�������ߣ�ABBAS��[10]��AZ31��AZ61þ�Ͻ�����˼�������������ʹ��������֯�õ��߶�ϸ����Ӳ�ȡ���ĥ���ܵõ�������ߡ�Ŀǰ��������Լ�������þ�Ͻ���о�����һЩ���������Թ����й㷺ʹ�õ�AMϵ��þ�Ͻ���о�δ���������ҶԼ����������ǿ������ȱ��������о����������߲��������CO2�������⣬�� AM50A þ�Ͻ�������������������ϵͳ�о��˼������������֯�����ࡢӲ�Ⱥ���ĥ���ܣ�������ǿ���������з���̽�֡�
1 ʵ��
ʵ���ò���Ϊ AM50A þ�Ͻ��仯ѧ�ɷ�Ϊ(��������)��4.83%Al��0.32%Mn��0.001%Cu��0.001%Fe��0.003%Si������Ϊ Mg�������������и�ӹ��� 25 mm��20 mm��5 mm ���Կ飬�������������β��� 100~1000# SiC ɰֽ��ĥ���Ҵ���ϴ�����ɡ�����þ�Ͻ����Բ���Ϊ 10.6 ��m �� CO2 ����ǿ�ҷ��䣬Ϊ�������������Լ������������գ�������������Ϳһ��̼��Ϳ�ϡ�Ϊ��������������þ����������������������Լ����۳ؽ��б�����������Ϊ 5 L/min��ʵ����� 2 kW RS2000SM ����� CO2 ����������������������������������������������� 10.6 ��m���������Ϊ��˹ TEM10 ģʽ�������ڼ��������ֲ��ȽϾ��ȡ������������ղ���Ϊ������� 1 000 W�����ֱ�� 3 mm��ɨ�����Ĵ����Ϊ 50%��ɨ���ٶȷֱ���� 300��500��800 mm/min����Ӧ�ļ�����������������Ϊ��Ʒ1����Ʒ2����Ʒ3��
����������������XRD?6000��X���������Ƕ������������������������������Ϊ5%�ı���������ˮ��Һ��ʴ����XJL?02���������۲졢�����������漰�����Ľ�����֯��������SISC IAS V8.0����ͼ����������Ծ����ߴ���з������㣻����HV?1000����Ӳ�ȼƲ��Լ�����������漰������ɱ��������Ӳ�ȣ�ÿ��30 ��m����3�Σ�ȡ������ƽ��ֵ������1 N������ʱ��10 s��ĥ��ʵ���� UMT?2Ħ��ĥ��ʵ����Ͻ��У�������-ƽ��������Ħ����ʽ��ʵ���ڴ��������»����½��У�����18 �棬���ʪ�� 65%����ĥż������ֱ��Ϊ4 mm��Ӳ��ΪHRC 62��440-C���������0.1 N���г�5 mm������Ƶ��1 Hz��ʱ��20 min��ĥ��ʵ�����JSM ?6480��ɨ��羵��ĥ�۱�����й۲������������ VEECO NT1100��ѧ�����Dz���ĥ�۵ĺ����������
2 ��������
2.1 ��֯��ò
ͼ1��ʾΪ�����������������͵���֯��ò���ڼ���������������У�����Բ��ϵ�����ʱ��̣ܶ����ϵ��ۻ������̶��ڼ���ʱ������ɣ�����ֻӰ�������ϵ����ܣ��ײ���ϳ䵱�����������ɢ�壬���ڼ��������߶ȼ��У������۳��ڵ��¶��ݶȺܸߣ��ɸߴ�106 K/m���������ʴ�ÿ�����ף���ʹ��֯��������[11]����ͼ�ɼ�����������֯��ҪΪ��״֦���������۳����¶��ݶȵķ�����Ҫ�����ϵģ���ˣ�֦�����ϵ�����ռ��������λ���۳ض��������ܺϽ����������ĸ��ţ�ʹ����֯������ʧȥ���Եķ����ԡ������۳ر������ȴ�ٶ���죬�����������ٶ���죬������Ϊϸ�ܣ����ŵ������������ӣ���ȴ�ٶ����ͣ�֦�������֮����ͼ2��ʾΪδ�����������������������������֯��ò��δ���������ľ����ߴ�ִ�����������ľ���ϸ�ܣ����� SISC IAS V8.0 ����ͼ����������Ծ����ߴ���з������㣬ƽ�������ߴ����1���ɼ�����������ʹ�����õ��߶�ϸ����������ɨ���ٶȵ���ߣ��������������е���ȴ�ٶȼӿ죬����ϸ����Ϊ���ԡ�
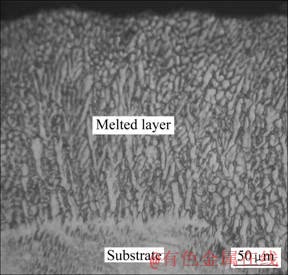
ͼ1 ��Ʒ3��������������������֯
Fig.1 Microstructure of cross-section of laser melted zone in sample 3

ͼ2 �������������֯
Fig.2 Microstructures of sample top surface: (a) Untreated sample; (b) Sample 1; (c) Sample 2; (d) Sample 3
��1 ���������ƽ�������ߴ�
Table 1 Average grain size of sample top surface

2.2 �������
ͼ3��ʾΪδ��������������������������� XRD�ס���ͼ�ɼ�������������û�������µ����ʣ�����ͼ��������㶼���ɦ�-Mg��������Ħ�(Mg17- Al12)��ɡ�����һ�����������������������Ц���ĺ�����δ���������Ц���ĺ������в�ͬ�̶ȵļ��٣�������ɨ���ٶȵ���ߣ�����ļ�������Ϊ���ԡ����ڼ���������ľ����õ��߶�ϸ�����ؾ��������Ħ���ķֲ�Ҳ��ø��Ӿ�����ɢ������[8]���о�����������������������еĿ������̣������˺Ͻ�ɷֵ�ƫ������ʹ�����-Mg�������кϽ�Ԫ�� Al �Ĺ��ܶ����ӣ���������������١��Ͻ�Ԫ��Al�Ĺ��ܶȵ����ӿɶԲ�������ǿ�����á�

ͼ3 ��������� XRD��
Fig.3 XRD patterns of sample top surface: (a) Untreated sample; (b) Sample 1; (c) Sample 2; (d) Sample 3
2.3 ��Ӳ��
�����������غ�����ɱ��������Ӳ�ȷֲ���ͼ4���ɼ����������������Ӳ��(HV55~75)���Ը��ڻ������Ӳ��(ԼHV40)������ɨ���ٶȵ���ߣ�������������ȴ�ٶȼӿ죬������Ϊϸ�ܣ���Ӳ�����ӣ���ͬʱ���ڼ�������ϵ�����ʱ����٣�ʹ���������ȼ�С�����ڼ����۳ر�����ȴ�ٶ���죬������Ϊϸ�ܣ��������Ӳ����ߣ����ŵ������������ӣ�������֣���Ӳ�����͡�

ͼ4 ��������������ȷ�����Ӳ�ȵķֲ�
Fig.4 Micro-hardness profiles as function of depth from surface on cross sectional plane of laser melted layers
2.4 ĥ��ʵ��
Ϊ��⼤�����������ĥ���ܣ���δ����������Ӳ����ߵļ�����������(��Ʒ3)����ĥ��Ա�ʵ�飬ÿ�����������ظ�ĥ��ʵ��5�Ρ�ͼ5��ʾΪĥ�۱���ĵ�����ò���ɼ�����δ���������ͼ����������������������ƽ����ĥ��������繵��˵��ĥ�����Ҫ����Ϊĥ��ĥ�𣬵�δ��������ĥ�۱�����繵���ĥ�۵ĺ����������ͼ6����ĥ�۵Ľ��������ĥ�۳��ȿɵ�ĥ�����������ɵã���������������ƽ��ĥ�����(2.9��10?3 mm3)��δ��������ĥ�����(8.2��10?3 mm3)��35%����ĥ�����˽ϴ���ߡ�����[12]ָ�����������϶�ĥ��ĥ��Ŀ�������ϵ�Ӳ�ȳ����ȣ�����Ӳ��Խ�ߣ��俹ĥ��ĥ�������ҲԽǿ������������Ӳ�Ƚ�δ���������������ӣ��������������ĥ����Ҳ��Ӧ��ߡ�

ͼ5 ĥ�������ò��SEM��
Fig.5 SEM images of worn surface: (a) Untreated sample; (b) Laser melted sample (Sample 3)

ͼ6 ĥ�ۺ��������
Fig.6 Wear track profiles: (a) Untreated sample; (b) Laser melted sample (Sample 3)
3 ǿ����������
���������ɵ������������ϸ��ǿ�������� Hall-Petch ��ʽ[13]��

��þ������þ�Ͻ��Hall-Petch����KΪ280 MPa?��m1/2[14]��������ϵ�����ǿ�Ⱥ���Ӳ��ֵHV�������½��ƹ�ϵ[15]��

������ʵ�����ݴ���ʽ(1)��(2)������֤�����Ƚ���ͬ�ļ��������������жԱȡ�����Ʒ1����Ʒ2Ϊ��������Ʒ�����ƽ�������ߴ�(����1)����ʽ(1)����
 = 20.2 MPa
= 20.2 MPa
�ټ���������Ӳ�ȱ仯���µIJ�������ǿ�ȵı仯������Ʒ1����Ʒ2�������Ӳ��ֵHV62.7��HV68.6(��ͼ4)����ʽ(2)����
 =19.7 MPa��20.2 MPa
=19.7 MPa��20.2 MPa
�����ϼ����֪�����ھ���ϸ���̶Ȳ�ͬ���µ�����ǿ�ȵı仯��������Ӳ�ȱ仯���µ�����ǿ�ȵı仯����һ�£��ɴ˿ɼ�������ϸ������߲���ǿ������Ӳ�ȵ���Ҫ���ء�������ʵ�����ݴ���ʽ(1)��(2)���бȽϣ�Ҳ�õ������ƵĽ��ۡ�
�ٽ���������������δ�����������жԱȡ�����Ʒ1Ϊ�����Ƚ����ߵľ����ߴ�(����1)����ʽ(1)��
 = 70.0 MPa
= 70.0 MPa 
�ٽ���Ʒ1�������Ӳ��ֵHV62.7�ͻ������Ӳ��ֵHV39.5(��ͼ4)����ʽ(2)��
 = 77.3 MPa��70.0 MPa
= 77.3 MPa��70.0 MPa
ʽ�� �±� U ��ʾδ����������������ʵ�����ݴ���ʽ(1)��(2)���бȽ�Ҳ�ܵõ����ƵĽ��ۡ��ɼ�������֪������ϸ������������Ӳ����ߵ���Ҫ���أ����;���ϸ��һ�����ز�����ʹ��Ӳ������ô�����ߣ��Ͻ�Ԫ�� Al ���ܶȵ����Ӽ��������ɢ����Ҳ����ǿ�����á�
4 ����
1) ���� CO2 ��������� AM50A þ�Ͻ�����������������������ľ����õ��߶�ϸ����������ɨ���ٶȵ����ӣ�����ϸ����Ϊ���ԡ�
2) �������ɦ�-Mg ��������Ħ���(Mg17Al12)���ɣ������������м�������ȴ�ٶȺܸߣ���ʹ�Ͻ�Ԫ�� Al �Ĺ��ܶ����ӣ�������������������٣����ھ����ĸ߶�ϸ�����ؾ��������Ħ���ķֲ�Ҳ���Ӿ�����ɢ��
3) ���������Ӳ��(HV55~75) ���Ը��ڻ������Ӳ��(ԼHV40)��ĥ��ʵ���������������������ĥ�������δ����������35%����ĥ�����˽ϴ���ȵ���ߡ�
4) �������������ľ����ߴ����Ӳ�ȼ���õ����������ǿ��������Ҫ��ϸ��ǿ�����Ͻ�Ԫ��Al���ܶȵ����Ӽ��������ɢ����Ҳ����ǿ�����á�
REFERENCES
[1] MORDIKE B L, EBERT T. Magnesium properties�Capplications�C potential[J]. Mater Sci Eng A, 2001, 302(1): 37?45.
[2] ȫ�ǽ�, ����, �� ÷, ���ջ�, ������. AM60 ����þ�Ͻ𱡰弤�⺸�ӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2007, 17(4): 525?529.
QUAN Ya-jie, CHEN Zhen-hua, LI Mei, YU Zhao-hui, GONG Xiao-san. Microstructure and properties of joints of wrought magnesium alloy AM60 plates welded by laser beam welding[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(4): 525?529.
[3] �����, ������, Ԭ ��ɭ. AZ91Dþ�Ͻ�Ŀ�����������[J]. �й���ɫ����ѧ��, 2004, 14(6): 939?944.
XU Jin-feng, ZHAI Qiu-ya, YUAN Sen. Rapid solidification characteristics of melt-spun AZ91D magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(6): 939?944.
[4] YAMAUCHI N, DEMIZU K, UEDA N, CUONG N K, SONE T, HIROSE Y. Friction and wear of DLC films on magnesium alloy[J]. Surface & Coatings Technology, 2005, 193(1): 277?282.
[5] ZHANG T, LI Y, WANG F H. Roles of �� phase in the corrosion process of AZ91D magnesium alloy[J]. Corrosion Science, 2006, 48(5): 1249?1264.
[6] SHI Z M, SONG G L, ATRENS A. The corrosion performance of anodised magnesium alloys[J]. Corrosion Science, 2006, 48(11): 3531?3546.
[7] ����, �����, Σ�ʽ�, �� ��. ��ѧת��Ĥ��þ�Ͻ�ʴ�Ե�Ӱ��[J]. �й���ɫ����ѧ��, 2007, 17(6): 963?967.
JIN Hua-lan, YANG Xiang-jie, WEI Ren-jie, CHEN Xiang. Effect of chemical conversion film on corrosion resistance of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(6): 963?967.
[8] LIU S Y, HU J D, YANG Y, GUO Z X, WANG H Y. Microstructure analysis of magnesium alloy melted by laser irradiation[J]. Applied Surface Science, 2005, 252(5): 1723?1731.
[9] ������, ����ɽ, �����, Ҧ�� ��. �߹��ʼ�������AZ91HPþ�Ͻ���֯������[J]. �й�����, 2007, 34(7): 1019?1024.
GAO Ya-li, WANG Cun-shan, LIU Hong-bin, YAO Man. Microstructure and properties of AZ91HP magnesium alloy treated by high power laser melting[J]. Chinese Journal of Lasers, 2007, 34(7): 1019?1024.
[10] ABBAS G , LI L, GHAZANFAR U, LIU Z. Effect of high power diode laser surface melting on wear resistance of magnesium alloys[J]. Wear, 2006, 260(1/2): 175?180.
[11] �� ɭ, ������, ���Ľ�, ������, ��Ң��. ���ⳬ���¶��ݶȿ��ٶ��������о�[J]. �й�����, 2002, 29(5): 475?479.
YANG Sen, HUANG Wei-dong, LIU Wen-jin, SU Yun-peng, ZHOU Yao-he. Research on laser rapid directional solidification with ultra-high temperature gradient[J]. Chinese Journal of Lasers, 2002, 29(5): 475?479.
[12] �߲���, ��͢Ȩ. ������Ħ��ĥ�����ȴ���[M]. ����: ��е��ҵ������, 1988, 12: 6?46.
GAO Cai-qiao, LEI Ting-quan. Friction, wear and heat-treatment of metal[M]. Beijing: China Machine Press, 1988: 6?46.
[13] �� ǿ, ������, �ű���, �š���. þ�Ͻ����ǿ�ͻ��о���չ[J]. ���ϵ���, 2006, 20(6): 431?433.
WANG Qiang, ZHANG Zhi-min, ZHANG Bao-hong, ZHANG Xing. Development in strengthening and toughening magnesium alloys by deformation[J]. Materials Review, 2006, 20(6): 431?433.
[14] ������, Ф ��, �½���, �� ��. ��ѹ�¶ȶ� Mg-9Gd- 4Y-0.6Zr �Ͻ���֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2006, 16(3): 518?523.
ZHANG Xin-ming, XIAO Yang, CHEN Jian-mei, JIANG Hao. Influence of extrusion temperature on microstructures and mechanical properties of Mg-9Gd-4Y-0.6Zr alloy[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(3): 518?523.
[15] �����, �϶�÷, ١��ΰ, ������, ������. ��������ϵ�����Ӧ�����۽ṹ�Ĺ�ϵ[J]. ����ѧѧ��, 2000, 33(5): 671?675.
LI Hong-qi, XING Dong-mei, TONG Jing-wei, WANG Shi-bin, YUE Cheng. Relationship between yield stress and microcosmic structure of nanostructure material[J]. Journal of Tianjin University, 2000, 33(5): 671?675.
������Ŀ��������Ȼ��ѧ����������Ŀ(50735001, 50675089)�����ռ���ʦ��ѧԺ��������������Ŀ(KYY06105)
�ո����ڣ�2007-11-12�������ڣ�2008-03-05
ͨѶ���ߣ��¾շ��������ڣ��绰��0511-88797898��E-mail: jfchen1031@sina.com
(�༭ �°���)

