���±��: 1004-0609(2005)03-0338-06
ͭ�������������е��¶ȳ�ģ��
���ɽ, ÷����, ����ΰ, �� ��, �ܺ곬
(������ҵ��ѧ ���̼��������ص�ʵ����, ���� 710072)
ժ Ҫ: ���ڸ���Ҷ�����ַ���, �����˱������������������̴��ȵ���ѧģ��, ������Ԥ�������������¶ȳ��ֲ��ļ����ģ����� ���øó�������˲�ͬ���ټ���ȴ������, ͭ���������������¶ȳ��ķֲ�, �����������١� ��ȴ�����������¶ȵ�Ӱ�졣 ģ��������: �������, �����¶���������, ���Ϊ�˷�ֹ��©, �ؼ���ѡ�����������; ͬʱ, ��ȴ����Ҳ��Ӱ��ᾧ���¶ȳ��ֲ�����Ҫ���ղ���֮һ; ģ�ͼ���ó��������¶���ʵ��ֵ�������, �¶������10������, ���������Ż��������ղ�����
�ؼ���: ����; ����; �¶ȳ�; ����; ��ȴ����
��ͼ�����: TF777.7 ���ױ�ʶ��: A
Numerical simulation of temperature field in
continuous casting of copper thin-slab
LI Jin-shan, MEI Jin-na, CHEN Zhong-wei, HU Rui, KOU Hong-chao
(State Key Laboratory of Solidification Processing,
Northwestern Polytechnical University, Xi��an 710072, China)
Abstract: A mathematical model to represent the solidification heat transfer process of thin-slab continuous casting and a computer simulation program based on Fourier conduction differential equation were worked out, which can be applied to predict the distribution of temperature field during the process of continuous casting. This program was applied to calculate the temperature distribution of copper thin-slab continuous casting with different casting speeds and cooling conditions. In the meantime, the effects of casting speed and cooling condition on thermal profile were studied. Simulation experiments show that the surface temperature out of the mould can be increased significantly by improving the casting speed. So in order to prevent the thin-slab from leaking, choosing casting speed correctly is a sticking point. Additionally, cooling condition is one of the important technological parameters as well as casting speed. The results show that the thermal profile calculated by mathematical model almost agrees with those obtained by experimental measurement, and the error is within 10��.
Key words: thin-slab; continuous casting; temperature field; casting speed; cooling condition
�����ִ��������յ���������, �����ѳ�Ϊ�ֲ���������Ҫ������ �����������������������ɱ��ܴ�̶��������������������ա� �������弼���ǽ�������ѧ�Ʒ�չ��ǰ������[1-3], �䴫�ȹ��̵��¶ȳ���ֵ�����Ǹ�������ص���ѵ㡣 ���, ���ѡȡ���Ź��ղ���, �ƶ������������ƶ�, ����߱������������ĺ��ļ�������[2-4]��
�ž�����[4]������ѧ�����������������ᾧ�������������ᾧ������ȴˮ֮��Ĵ��Ƚ�������ϸ�ķ���; �����µ�[5]�о������������ڽᾧ���ڵ�������Ϊ; �Ÿ�ǿ��[6]�о����б����������������ᾧ����ƽ�������� Ȼ��, �������������µ����̹�������ֱ�ӹ۲�����ʵ���о�, ���, ���ż�����ķ�չ����ֵ���㼼���IJ��ϳ���, �����ڼ������ֵģ�⼼�����Ϊ�о��������̹����Լ�ָ��������������Ҫ�ֶ�[7-12]��
1 ����������������ѧģ��
1.1 �������ȹ��̵ļ������[13, 14]
1) �����Ĵ��ȼ�����Ϊһά����̬����, �����������ƶ������ϵĴ���;
2) Һ̬������һ, ���������ڲ��Ĵ���;
3) ���������̹��̴��ȵ�Ӱ��;
4) �������ζԳ���Ĵ�����ͬ, ��������������ζԳƴ���;
5) ͭ�������Բ������¶����, ��ռ�λ���ء�
1.2 ���̴����ַ���
���������������Ļ���֮��, ���������غ�ԭ���Ƶ������ȷ���[15]����:

ʽ�� TΪ�¶�, K; tΪʱ��, s; xΪ����, m; ��Ϊ�����ܶ�, kg/m3; cΪ����������, J/(kg��K); ��Ϊ��������ϵ��, W/(m��K)��
1.3 ��ʼ����
����ʼ������Ϊ�����¶�, ��: t=0ʱ, T=T0 (T0Ϊ�����¶�, K)��
1.4 �߽�����
1) �ᾧ����
�ᾧ����������ȡ�����������ʡ� ������ȶȡ� �ᾧ�����Ρ� �ᾧ�����ȶ�������, �о�����, ���ڲ�ͬ�Ľᾧ��, ��ֹ��ȴʱ�ⶨ��˲ʱ����������ͣ���Ĺ�ϵ�ɱ�ʾΪ[15]:

ʽ�� q1Ϊ�߽��ϸ��ڵ���¶��ر߽編��n��������; AΪ�ᾧ����ڽ����ϵ������ܶ�, W/m2; BΪ���鳣��; ��Ϊ�������е��ᾧ��ijһλ������Ӧ��ʱ��, s��
��Ϊ

ʽ��  Ϊƽ������; tmΪ�����ڽᾧ���ڵ�ͣ��ʱ��, s��
Ϊƽ������; tmΪ�����ڽᾧ���ڵ�ͣ��ʱ��, s��
����Ϊ

ʽ�� ��wΪ��ȴˮ�ܶ�, g/cm3; cwΪ��ȴˮ������, J/(g��K); WΪˮ����, cm3/s; ��TwΪ�ᾧ������ˮ�²�, K; SΪ������ᾧ���ĽӴ����, cm2��
��ʽ(4)����ʽ(3), �ɼ����Bֵ��
2) ������
�����ܶ�Ϊ:
q2=��(Ts-Tw)(5)
ʽ�� ��Ϊ���������ۺϴ���ϵ��, W/(m2��K); TsΪ���������¶�, K; TwΪ��ȴˮ�¶�, K��
3) ������ȴ��
�����ܶ�Ϊ[14]:

ʽ�� CbΪ�������ϵ��, W/(m2��K4); ��Ϊ��Ч�ڶ�;TaΪ���������¶�, K��
1.5 �����Բ����Ĵ���
1) ��ͬ�����ܶ�ȡΪ��ͬ�ij�����
2) ���ǵ��¶ȶԵ���ϵ����Ӱ��, ����Ч����ϵ����eff���浼��ϵ���ˡ� ��Ч����ϵ����effΪ�¶�T�����κ���[16], ��:
��eff=a+bT(7)
ʽ�� a�� bΪ������
3) ��ͬ����������ȡΪ��ͬ�ij�����
1.6 ����DZ�ȵĴ���
����DZ����ָ��Һ���ߵ��������¶����ų�������, ����DZ�ȵĴ���һ���е�Ч���ݷ��� ת�����ʷ����¶Ȼ�����[17], ���ڴ��������Ͻ����һ���¶������̵Ľ���, �������ν�¶Ȼ�����ģ���ͷ�DZ�ȵĹ��̡� ��˱�ģ������DZ�ȵĴ��������¶Ȼ�������
�������Ϊ��V�Ľ�����Ԫ, �����̽���Ҫ�������¶�ֵΪ:
��T=L/c(8)
ʽ�� LΪͭ���ۻ��ȡ�
2 ������ѧģ�͵����
2.1 �ڵ��ַ���
����, ���Dz�������ַ�������ֵ���㡣 ���ڰ������жԳ���, ����ذ�����ȷ���ѡȡ�����Ķ���֮һ�����о��� ����������, ��������������, ��������ΪM�ȷ�, ����m=1, 2, 3, ��, M+1, ����M+1���ڵ㡣
1) �ڲ��ڵ�
��ֱ��������Ƶ��ڲ��ڵ��ַ���Ϊ:

ʽ��  , ��xΪ�ռ䲽����
, ��xΪ�ռ䲽����
2) �߽�ڵ�
�߽�ڵ�IJ�ַ���, ���߽��ϰ��Ľ�����ƽ��ʽ����Ϊ:

ʽ�� qֵ�ֱ���ʽ(2)�� (5)��(6)����õ���
3) ���Ľڵ�
���Ľڵ��¶�Tk+11����ʽ(9)ȷ���� ���Ľڵ�IJ�ַ���Ϊ:
Tk+11=Tk1+2F0(Tk2-Tk1)(11)
4) �ȶ�������[16]

ʽ�� kΪ����������ϵ��, ȡ1~2; ������, ѡȡʱ�䲽��(��λ: s)Ϊ����=2��10-5��
2.2 ����ı���
��������window XP����ϵͳ��, ����C++�������Ա��Ƶġ� ͼ����ʾӦ��Compaq Array Visualizer������ ͼ1��ʾΪ��������ͼ��
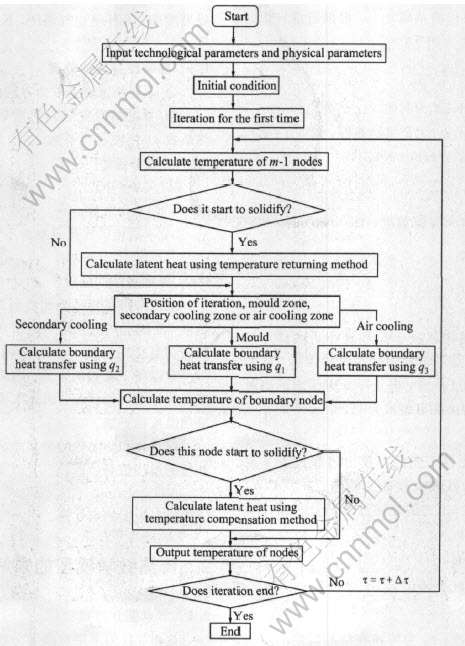
ͼ1 ��������ͼ
Fig.1 Flow chart
3 �������������֤
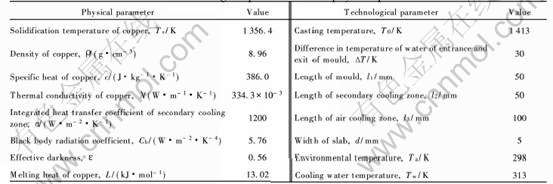
3.1 �����ò����б�(���1)
��1����Ϊģ�͵Ĺ��ղ��������Բ�����
3.2 ģ���������
3.2.1 ��ͬ�������������¶ȷֲ�
ͼ2��ʾ�ֱ�Ϊ��ͬ�����µ��¶ȷֲ�ͼ, ���ý���ɫ��ʾ�¶ȱ仯��
ͼ3��ʾ�ֱ�Ϊ��ͬ�����µ��¶ȷֲ����ߡ�
��1 ���ղ��������Բ�����
Table 1 Technological parameters and physical parameters
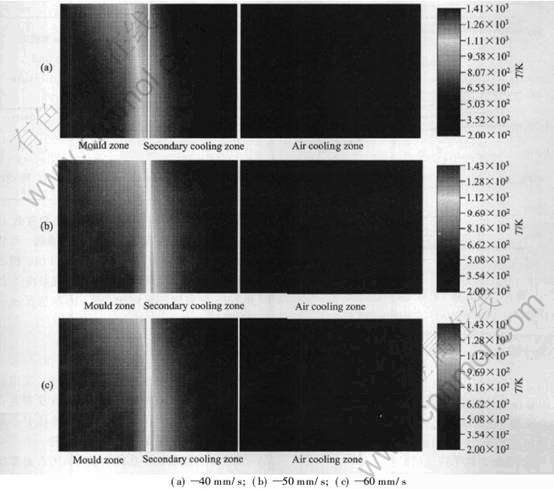
ͼ2 ��ͬ�����µ��¶ȷֲ�
Fig.2 Temperature distribution at different casting speeds
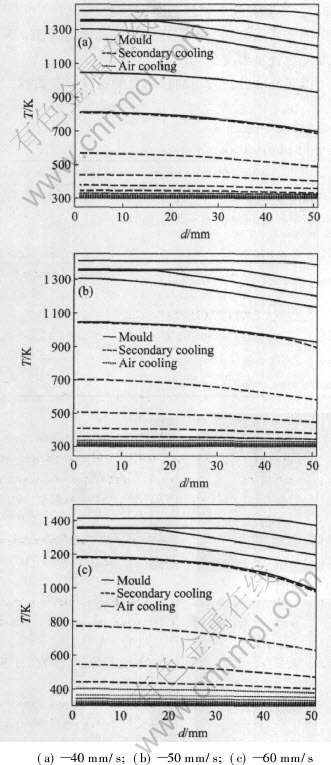
ͼ3 ��ͬ�����µ��¶ȷֲ�����
Fig.3 Temperature distribution at different casting speeds
��ͼ2��ͼ3���Կ���, ��һ������������������, �������ٵ����, �����¶��������ߡ� ���Ϊ�˷�ֹ��©, ������������������������, Ӧ����ѡ���������ʡ�
3.2.2 ��ͬ��ȴ�������������¶ȷֲ�
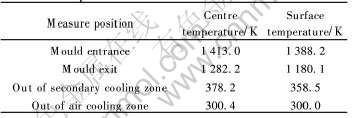
��2�� 3��4����Ϊ����50mm/sʱ, ��ͬ��ȴ����(���鳣��B)���������¶ȷֲ������ ����������, ���鳣��B��ˮ����W�Լ��ᾧ������ˮ�²Tw����ȴ��������������ء�
��2 B=2.02��104ʱ�������ļ������¶�
Table 2 Centre temperature and surface temperature at different measure positions and B=2.02��104
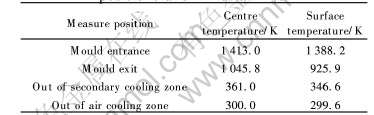
��3 B=3.02��104ʱ�������ļ������¶�
Table 3 Centre temperature and surface temperature at different measure positions and B=3.02��104
��4 B=4.02��104ʱ�������ļ������¶�
Table 4 Centre temperature and surface temperature at different measure positions and B=4.02��104
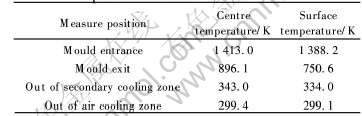
�ɱ�2�� 3��4���Կ���, ���ž��鳣��B������, ���������¶ȼ������¶����͡� ���鳣��B�Գ��ᾧ�����¶ȵ�Ӱ����Ϊͻ��, ����Bֵ������, �¶ȳ��������͵����ơ� ��������B��W�ͦ�Tw�ĺ���, ��W�ͦ�Tw��ȡֵ��ӳ�˽ᾧ��������ȴ������
3.3 ģ�͵���֤
Ϊ����֤ģ�͵�ȷ��, ��������, ����Զ��������ǽ��в�ͬ����¶Ȳ��ԡ� ��5����Ϊ��B=2.02��104, ����Ϊ60mm/sʱ, �������ļ������¶�ģ���������ʵ�����ıȽϡ�
�ӱ�5���Կ���, �ܵ���˵, ���������¶ȵ�ʵ��ֵ�ȼ���ֵƫ��, ������������������治������⻬���¡� ����ֵ��ʵ��ֵ��Լ���0~7��, �����������Χ��, �����ģ���������ʵ�ɿ���
��5 �������ļ������¶ȼ���ֵ��ʵ��ֵ�ıȽ�
Table 5 Comparison of values of calculated centre temperature and surface temperature with measured ones

REFERENCES
[1]Yamanaka A, Kumakura S, Okamura K, et al. Thin slab casting with liquid core reduction [J]. Ironmaking and Steelmaking, 1999, 26(6): 457-462.
[2]ʱ����, ������, ����ϼ, ��. ���������������ķ�չ��״��Ӧ��̽��[J]. ɽ��ұ��, 2003, 25(2): 1-3.
SHI Yi-xiang, HE Xu-you, WANG Ai-xia, et al. Discussion on current status and application of thin slab continuous casting and rolling [J]. Shandong Metallurgy, 2003, 25(2): 1-3.
[3]�����, ����, ��, ��. �������������ķ�չ��״��˼��[J]. �й���ɫ����ѧ��, 2004, 14(1): 192-196.
DING Pei-dao, JIANG Bin, YANG Chun-mei, et al. Development and thought of thin-strip continuous casting [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(1): 192-196.
[4]�ž���, ����, ���»�, ��. ���������ᾧ���������ֲ����о�[J]. ����ѧ��, 2003, 39(12): 1285-1290.
ZHANG Jiong-ming, ZHANG Li, WANG Xin-hua, et al. Study of heat flux distribution in continuous casting mold [J]. Acta Metallurgica Sinica, 2003, 39(12): 1285-1290.
[5]������, �ż�Ȫ, ������, ��. ���������ڽᾧ����������Ϊ���о�[J]. ����, 2003, 19(3): 22-25.
CUI Li-xin, ZHANG Jia-quan, CHEN Su-qiong, et al. Research on solidification of continuous casting slab in mould[J]. Steel Making, 2003, 19(3): 22-25.
[6]�Ÿ�ǿ, ����, ����Զ. �б����������������ᾧ��ƽ�������о�[J]. ����, 2002, 37(12): 19-20.
ZHANG Fu-qiang, WANG Jun, LIANG Xiang-yuan. Study on average heat flux in mold of medium thin slab caster[J]. Iron and Steel, 2002, 37(12): 19-20.
[7]Thomas G O, Jonathan A D. Modeling the thin-slab continuous casting mould [J].Metall Trans B, 1994, 25: 443-458.
[8]Dvorkin E N. Finite element models in the steel industry Part ��: Simulation of flat product manufacturing processes [J]. Computer and Structures, 2003, 81: 559-573.
[9]�ΰ, ����ƽ, ʷ��, ��. �����������ᾧ������ά��������ֵģ��[J]. �й���ɫ����ѧ��, 2001, 11(2): 248-252.
YANG Jian-wei, DU Yan-ping, SHI Rong, et al. 3D numerical simulation on flowing distribution in mould for beam blank continuous casting [J]. The Chinese Journal of Nonferrous Metals, 2001, 11(2): 248-252.
[10]L��ser W, Thiem S, Jurisch M. Solidification modeling of microstructures in near-net-shape casting of steels [J]. Mater Sci Eng A, 1993, 173(1-2): 323-326. 2001, 11(2): 248-252.
[11]Wiwatanapataphee B, Wu Y H, Archapitak J, et al. A numerical study of the turbulent flow of molten steel in a domain with a phase-change boundary [J]. Journal of Computational and Applied Mathematics, 2004, 166: 307-319.
[12]Seyedein S H, Hasan M. A three-dimensional simulation of coupled turbulent flow and macroscopic solidification heat transfer for continuous slab casters [J]. Int J Heat Mass Transfer, 1997, 40(18): 4405-4423.
[13]Shi Z, Guo Z X. Numerical heat transfer modeling for wire casting [J]. Mater Sci Eng A, 2004, 365(1-2): 311-317.
[14]Lally B, Biegler L, Henein H. Finite difference heat-transfer modeling for continuous casting [J]. Metall Trans B, 1990, 21: 716-720.
[15]����. ������ ������ ��������ԭ��[M]. ����: �����ѧ������, 1987. 167-171.
GAO Jia-rui. Momentum, Heat and Mass Transfer Theory [M]. Chongqing: Chongqing University Press, 1987. 167-171.
[16]��ȫ. �������������������ֵģ��[M]. ����: �㽭��ѧ������, 1996. 26-31.
YANG Quan. Numerical Simulation of the Solidification of Metals and Casting Process [M]. Hangzhou: Zhejiang University Press, 1996. 26-31.
[17]Wind J S, et al. Solution for the solidification problem of one-dimensional medium by a new numerical method [J]. Journal of Iron and Steel Institute, 1963, 201(7): 594-601.
[18]���Ѷ�. ������̵���ֵ����[M]. ����: ұ��ҵ������, 1991. 131-132.
HE You-duo. Numerical Methods of Transport Process [M]. Beijing: Metallurgical Industry Press, 1991. 131-132.
(�༭��ѧ��)
�ո�����: 2004-08-09; ������: 2005-01-02
�����: ���ɽ(1967-), ��, ����, ��ʿ.
ͨѶ����: ���ɽ, ����; �绰: 029-88491074; E-mail: ljsh@nwpu.edu.cn

