��-�ָ��ϲ����Ʊ������������о���չ
��Դ�ڿ���ϡ�н���2018���10��
�������ߣ����� ����ѧ ʷ����
����ҳ�룺1103 - 1113
�ؼ��ʣ���-�ָ��ϲ���;�ȴ���;������;��ѧ����;
ժ Ҫ����-�ָ��ϲ��ϼ���ѵ���ʴ�ֵĸ�ǿ�ȡ��ͳɱ����ŵ�,��һ����;�㷺�ĸ��ϲ���,��ѹ��������ʯ������Դ��������зdz�ǿ�ľ���������Ҫ����-�ָ��ϲ����Ʊ�����:��ը���ӷ�����ը+���Ʒ������Ʒ�����Ҫ������3�ַ���,�����˹��������3�ֹ��յ��о���״,�����˸��ֹ��ն�Ӧ����-�ָ��ϲ��ϵ���ѧ�����������������⼸�ַ����������漰���ȴ���,�������������������ö���Ӱ��ϴ�,��˱��Ľ���϶�����ɢ�Ĺ۵������б������ۺ����е��о�,������-�ָ��ϵĽ��������������Ӱ������ѧ���ܵ���Ҫԭ����μ��ٺ����ƽ�������������,�����߽�����ѧ����,��Ŀǰ��-�ָ��ϲ��ϵ��о��ص㡣
������ʱ��: 2017-11-07 17:25
ϡ�н��� 2018,42(10),1103-1113 DOI:10.13373/j.cnki.cjrm.xy17090031
���� ����ѧ ʷ����
����������ѧ���Ͽ�ѧ�빤��ѧԺ
��-�ָ��ϲ��ϼ���ѵ���ʴ�ֵĸ�ǿ�ȡ��ͳɱ����ŵ�, ��һ����;�㷺�ĸ��ϲ���, ��ѹ��������ʯ������Դ��������зdz�ǿ�ľ���������Ҫ����-�ָ��ϲ����Ʊ�����:��ը���ӷ�����ը+���Ʒ������Ʒ�����Ҫ������3�ַ���, �����˹��������3�ֹ��յ��о���״, �����˸��ֹ��ն�Ӧ����-�ָ��ϲ��ϵ���ѧ�����������������⼸�ַ����������漰���ȴ���, �������������������ö���Ӱ��ϴ�, ��˱��Ľ���϶�����ɢ�Ĺ۵������б������ۺ����е��о�, ������-�ָ��ϵĽ��������������Ӱ������ѧ���ܵ���Ҫԭ����μ��ٺ����ƽ�������������, �����߽�����ѧ����, ��Ŀǰ��-�ָ��ϲ��ϵ��о��ص㡣
��-�ָ��ϲ���;�ȴ���;������;��ѧ����;
��ͼ����ţ� TB331
����飺���� (1993-) , ��, ���������, ˶ʿ�о���, �о�����:�Ѹָ��ϲ���;E-mail:986967189@qq.com;;*����ѧ, ������;�绰:13678778942;E-mail:fzxue2003@163.com;
�ո����ڣ�2017-09-22
��������ʡ�Ƽ������������Ŀ (201501YE00037);����ʡ��������Ŀ (KKSY201351055);��������ʿ�������Ŀ (20135314110003);����������ѧУ�ص������Ŀ (KKZ1201451001) ����;
Li Xu Feng Zhongxue Shi Qingnan
Faculty of Materials Science and Engineering, Kunming University of Science and Technology
Abstract��
Titanium-steel composite materials had the advantages of corrosion resistance of titanium and high strength and low cost of steel. It was a kind of widely used composite material, which was very competitive in pressure vessel, petrochemical and energy fields.Explosive welding, post-explosion rolling and rolling were the main titanium-steel composite plate manufacturing methods. This paper mainly introduced the three methods, summarizing the research status of these three processes at home and abroad, and the mechanical properties and interface of titanium steel composites corresponding to the three processes. These methods might include heat treatment, especially hot rolling. Hot rolling was described from the viewpoint of thermal diffusion. Based on the existing research, it was found that the interfacial brittle phase problem of titanium-steel composite was the main reason for its mechanical properties. At present, the research focus of titanium-steel composites was how to reduce and inhibit the formation of interfacial brittle phase and how to improve the interface mechanical properties.
Keyword��
titanium-steel composites; heat treatment; brittle phase; mechanical properties;
Received�� 2017-09-22
�ҹ�����Դ�����ḻ, �������һ��Ȼ��, �ҹ��Ѳ�ҵ������Ȼ�Ƚ����[1]��Ŀǰ, �����Ѳ�ҵ��״��:��ԭ�ϲ��ܹ�ʣ�Ҽ۸�, ����������еͶ��ѲIJ��ܹ�ʣ�Ҹ���ֵ�ϵ�, �߶��Ѳ�Ʒ��, �Ѳ�ҵ��������[2]����������ҵ������, ����ʹ���Ѳ������Ʒ�Ʊص�����۸���߶������ƹ㡣���, ���������������Ͻ���Ʊ����ϲ���, ���ܷ����ѲĶ����������ܽ��ͳɱ�, ���Ѳĺ������õ�һ�����ơ�
������Ҫ�DZ��Ѽ�������˾�����ڱ�ը������-�ָ��ϲ��ϵ��з�����������ը���ӷ��õ�����-�ָ��ϲ������С, ������չ�ġ���ը+���ơ��Ĺ���, ���Ӧ����-�ָ��ϲ�������ϴ����������ַ����IJ����϶�, ��˲�Ʒ���ܿ������ѡ�������������ˮƽ������, ��չ�����Ʒ������Ʒ��IJ�����Ҫ�����Ʋ������ȴ�������, ���������ȶ���Ŀǰ���������-�ָ��ϲ��Ͻ����о��϶�, ����������3�ַ������о��ɹ�, ���ܽ���-�ָ��ϲ��ϵķ�չ��
1 ��-�ָ��ϲ����Ʊ�����
1.1 ��ը���ӷ�
Ŀǰ��Ҫ��Ϊ��-�ֱ�ը���ϲ��ϵĽ����Ϸ�ʽ��ұ����, �������������ٵ��о���[3]��������о�Ҳ��Ϊ����ұ����[4]����ͬ�������������洦����100%Ũ�Ȳ�, ��ը�ṩ�ĸ��¸�ѹ������ɢ�ķ�������ը���ӽ����ϻ��Ƹ���, ��Ϲ����������ۻ�������ɢ����ѹ�������ߵ��ۺϹ���[5]��
��ը���Ӵ��¹���Ϊ:������ըҩ, ըҩ��ը�ͷŵ����������ڽ������� (����������һ���нǰ���, һ�㸴������, �����Ǹ�) , �ڼ���ʱ���ڸ��屻���ٵ��ӵ����ŵ��ٶ�, ������λ�ô���ʼ�����븴����ײ�����нǵ���ײ������ѹ (������Ϊ104MPa) , �����ѻ��߸ֵ�����ǿ����������103MPa����, ������ײ�����Ľ���ѹ��ԶԶ�������ѻ��߸ֵ�����ǿ�ȡ���ײ�������о��ҵ���ЧӦ����ʱ, ���Ͻ�������������[6]������������������ڱ����γ����ɽ�������, �˴��˶������෴[7]��һ�ɳ�ˢ��Ͻ���, �����������������, Ϊ��-�ֵĸ����ṩ�˻���;��һ��������ײ��֮���γɵ�������, �����γɽ��渴�ϡ�
��ը���Ӳ����Խ�����������������״�����Ե�Ӱ�졣Akbari Mousavi��Sartangi��[8]ͨ��������ը���Ӳ���, ��������ײʱ�γ������DZ�ը����ʹ���������ɹ����ϵ���Ҫ����, ��ײ�غɹ��Ͳ���������, ������ۻ��������ɱ�ը�غɹ��ߵ��µ�, �汬ը�غ����߸��Ͻ����ƽֱ��Ϊ�����Ρ���Ҫ��������:
(1) ըҩ����:��Ҫ��װҩ�ܶȦѡ�ըҩ����VD������ָ���ȡ�
(2) ���ϻ�е���ܼ��ߴ�:�Ѱ���ְ���ܶȡ���ȡ���ѧ���ܵȡ�
(3) ���������İ�װ����:�����Ԥ�ýǡ�
�������������ײǰ��ըҩ����, ���Ϊ���ٴ���������, ͬʱҲΪ����������ͨ������Ԥ�ýǦ�=0, Ϊƽ�з��ñ�ը���ӡ��ı���Ǵ�С���Ե�����ײ���ٶȡ�
(4) �˶��ٶȲ���:��ը�巢���˶�, �˶��ٶȲ�����:��ײ�Ǧ¡�������ײ�ٶ�Vp����ײ���ƶ��ٶ�Vw�������������ײ��S���ٶ�Vf���Ͷ�̬���۽Ǧȡ��������伸�ι�ϵ��ͼ1[8]��
1.1.1 ������ò
��ը������Ӱ�츴�Ͻ�����ò, Ʃ�籬ը�غɡ���ը����Խ���Ӧ�ı�ը�غ�Խ��ը�ͷŵ��������㹫ʽ[9]���¡�ʽ (1) ��, VDΪ����, VfΪ�����������ײ����ٶ�, RΪ�غɱ�;ʽ (2) ��, EΪ��ը�ͷ�����, ��Ϊըҩ�ܶ�, VΪըҩ���������������ʽ���Կ���, ����R����, ��ը�غ�Ҳ����Nizamettin��[10]���о�����, ���ŵ�λ���ըҩ�������ӱ�ը�غ�����, ��ѧ���������벻��ֵĸ��Ͻ����ƽֱ��Ϊ������, ��ը�غ�Խ����Խ���ԡ�ͼ2[10]�Dz�ͬRֵ��Ӧ�ı�ը�����γɵĸ��Ͻ��档ǿ���Ա��ε��¾����ر�ը�����쳤��
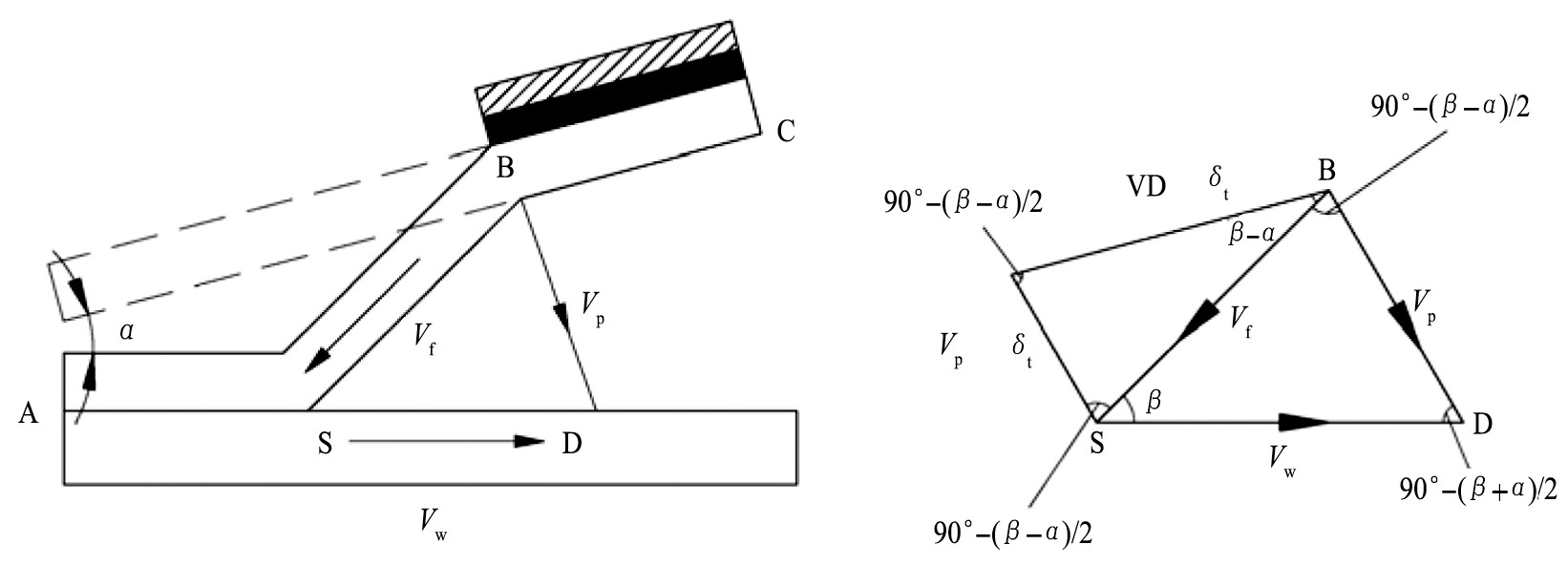
ͼ1 ��ը���Ӳ���ʾ��ͼFig.1 Diagram of explosive welding parameters[8]

Prasanthi��[9]����, ��R=1.07, ��̼���봿�ѵĸ��Ͻ��汳ɢ�����ͼ������Ҳ��Ρ��ڽϸ߱�ը�غ�״̬�½��渴�Ϲ����������ۻ�����, ֮���γ�ϸ��������֦״�ṹ�������Ѳ�Ti�ľ���ṹ��hcpת��Ϊfcc, �γɻ����DZ�ը�ij����������-Ti��hcp�����¾��ҵ����Ա��δӶ�����ԭ�����š�ͬʱ, �����̼��һ���γ���״�����塣
��ը�����Ʊ����ϲ��Ͻ������ȱ�ݡ���һ�ֳ�����ȱ���Ǵ����ڽ���߽������Ͳ�������, �Ը��Ͻ�����ѧ���ܲ���Ӱ�졣������[11]����ANSYS�����Դ������-�ֱ�ը���ϱ߽� (Զ���𱬵��Լ1.7 m���Ͼ���) ����Ͳ��������������ģ���о�, ����ԭ����������ǿ�ȸ�, ���ο�����, ����ײʱ���ӵ㴫���ٶȴﵽ������, ���ѵ����Ա��θ����ϡ������𱬾���ԽԶ, �����ۻ�Խ��, һ���̶Ⱥ�������Ի��䡣Zhang��[12]����LS-DYNAģ���˴�����Ѱ���ְ�ı�ը����, ����ģ������ʵ����һ��, �������������ը������-�ֵĽ����۵�ȱ�ݼ��γ�ԭ��, ��Ϊԭ��������չ�Աȸֺ�, ���ֳ��������д�����Ա��ε�����;��ͨ���ڰ�����ĵ�����, ���ڳߴ��, ���𱬵�Ϊ���ĵIJ�ͬ����, ����ͬһ�������������Ա��β�����;���������ۻ�����Ҳ�Ƿ����۵�ȱ�ݵ�ԭ�ڶ����Ǿ��ȼ��д� (ASB) ����ը���ӹ����и�����������ײ��������, ���淢�����Ҽ��б��� (�������ʱ�伫��, ������Ϊ��һ�����ȹ���) , ��������ʴ�״, ��Ϊ���ȼ��д�[13]��ASB��һ���ƻ���ʽ, ���ڲ����ƿɵ��²���ʧЧ[14,15]��Yang�ȷ����˴�����A3��̼�ֵı�ը������ASBֻ�������Ѳ�, ASB���ṹ��ͼ3[16]��ʾ��Wang��Yang[17]��������ҵ�������̼�ֵı�ը����, �о��˸��Ͻ������Ѳ�ľ��ȼ��д����о��������Ѳ�IJ�����ASB��Ⱥ����Ϊ (���ȡ���������״�ͼ���) �����������Ų�������λ���ܶȵ�����, ASB�䳤, �ֲ����ܡ�Ŀǰ�������־��ȼ��д��ķ������ȴ�����ʵ��֤����TA2-A3���ϲ��Ͻ����˻�, ��ASB����ȫ����[18]��
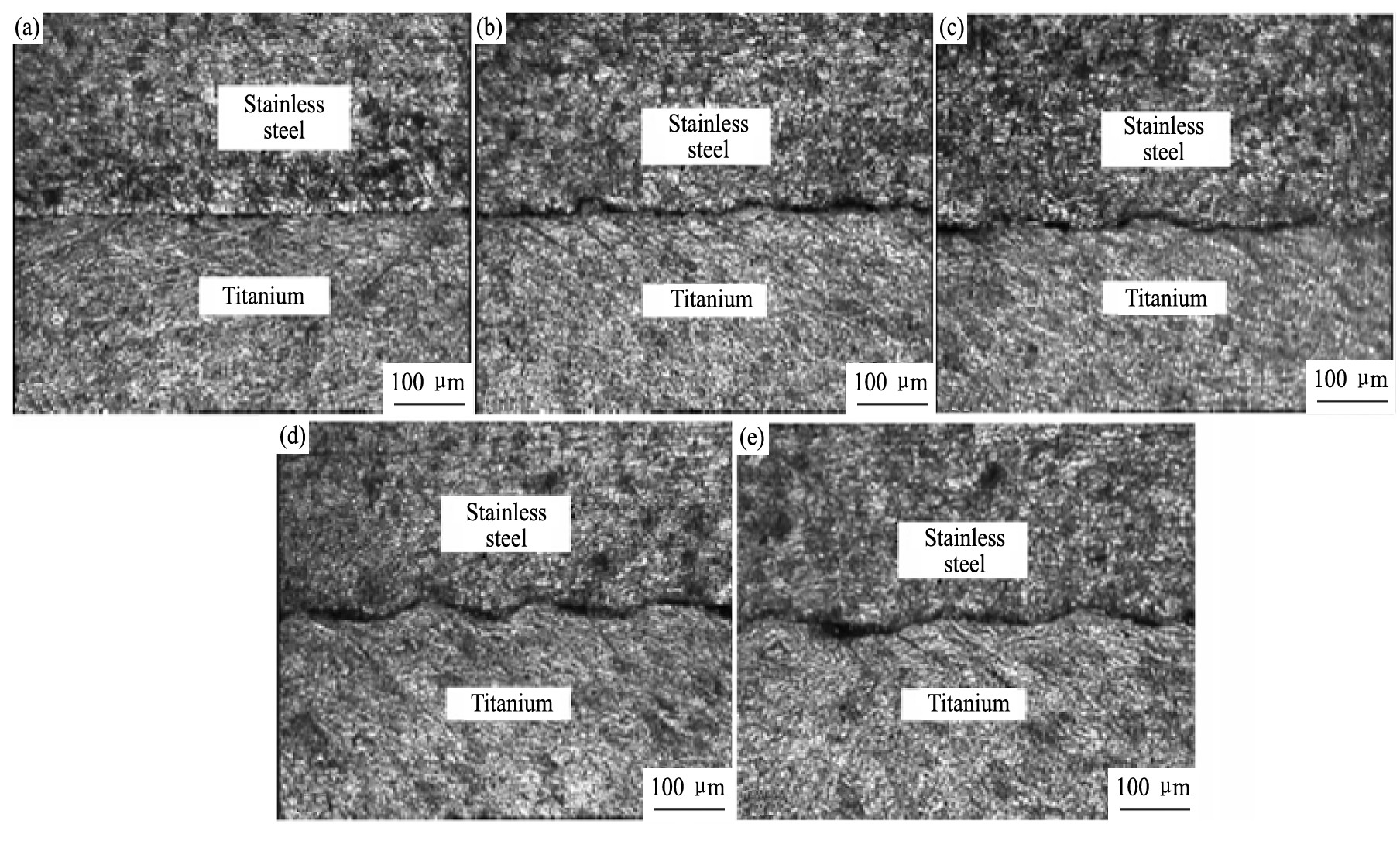
ͼ2 ��ͬRֵ��Ӧ�Ľ���Fig.2 Interfaces for different R values[10]
(a) R=1.2; (b) R=1.5; (c) R=2.0; (d) R=2.5; (e) R=3.0
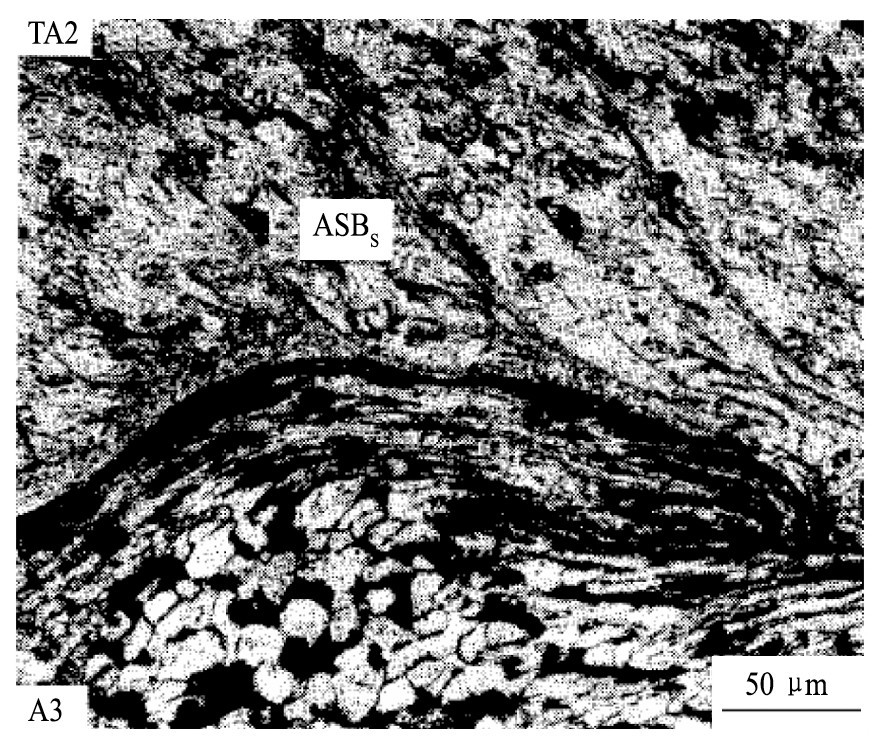
ͼ3 ASB��ѧ���ṹFig.3 Optical microstructure of ASB[16]
1.1.2 ���������
��ǰ����, ��ը���ӽ�����ò����״����Ҫȡ���ڱ�ը���Ӳ��������Ϲ��̰�����ЧӦ, �����ۻ���, �ۻ��������ᵼ�¸���ʧ�ܡ�������304����ֵĸ��Ͻ���Ͽ��Ѳ��XRD���������ͼ4[8]��ʾ�����Կ���, ��R=1��ը�غɽ�С, �Ѳ�ֻ���ѵ�������, ����Դ�Ʋ�Ϊ��С�ı�ը�غɲ����Ľ����������ѱ���ij�ˢ����С, ������������������������غɵ�����, R=1.2ʱ��Ͻ��������Fe2Ti, Fe2Ti4O;R=2��R=2.5ʱ������Fe2Ti, Fe2Ti4O, Ti Cr2�������غ�С, ���ܻ���Ti-Fe�����������γ�, ��������̫�ٶ�����XRD��������, Song��[19]����������-�ֽ����FeTi���Fe9.64Ti0.36�ࡣFeTi���Fe2Ti��Ǵ�����[20], �������Ͻ������ѧ���ܡ�
���Ͻ�����Ӳ��ЧӦ�Ͳ���Ӧ��, ���ϲ�����Ҫ�����ȴ�������ʹ��[21]���ȴ���������������Ӧ��, ���ȴ����Խ���ɷ��нϴ�Ӱ�졣Akbari��Sartangi��[22]������304������ڽϵͱ�ը�غ��¸��Ϻ��ȴ���, �¶ȷֱ�Ϊ650, 750, 850, 950���ҷֱ���1 h���о������ȴ������Ͻ���������, ������֦�, Fe2Ti, FeTi, Fe2Ti4O, FeTi2.603O0.35�Ƚ���������, ������ߴ����ȴ����¶����߶����ӡ���ѧ�ص�[23]���о�֤ʵ�˲����ʵ��ȴ����¶ȶԽ�����ѧ�����к�����TA2-A3���ϲ��ϵ��ȴ����о�����, ����ʱ��һ��, �����¶�Խ��Σ��Խ����, ԭ�������¶ȵ���������ʱ��Ҫ�γ�Ti C����Ӱ���Ti-Fe������С���¶ȸ����ѵ����������༫������, ��������Ϊ���Ͻ���Ķ���Դ����˽�����-�ָ��ϲ��ϵ��ȴ���Ҫѡ����ʵ��ȴ����ƶ�, ʹ�ȴ��������м�����������������ɡ���С��[24]��TA1-Q245R���ϲ��Ͻ����ȴ����о�, ���ֵ�����ȴ����ƶ���540��ȥӦ���˻�, �ҵó����ƵĽ���:���ȴ����¶����߽�����ѧ�����½���
1.1.3 ��ѧ����
Ӱ����-�ֽ�����ѧ���ܵ���Ҫ�����Ǻ��Ӳ����ͽ����������γɡ������м��������Ti��Feԭ�ӵ���ɢ�Ӵ��Ӷ����ƴ����������, ��Ŀǰ�����һ�������Ҫ��������û���м��, �����������̼�ָ��ϲ�����ѧ�������1��ʾ, �������ܵ�����ѡȡ������ͼ5[9]��ʾ�����Կ�����ը�غ����ʱ������ǿ�Ⱥ�����ǿ�����, ����ը�غ���Сʱ�������ǿ����á���ͭ-����Ϊ�м��, ʹ����-����ֱ�ը���Ͻ��������ǿ�ȴﵽ1000 MPa[25]��
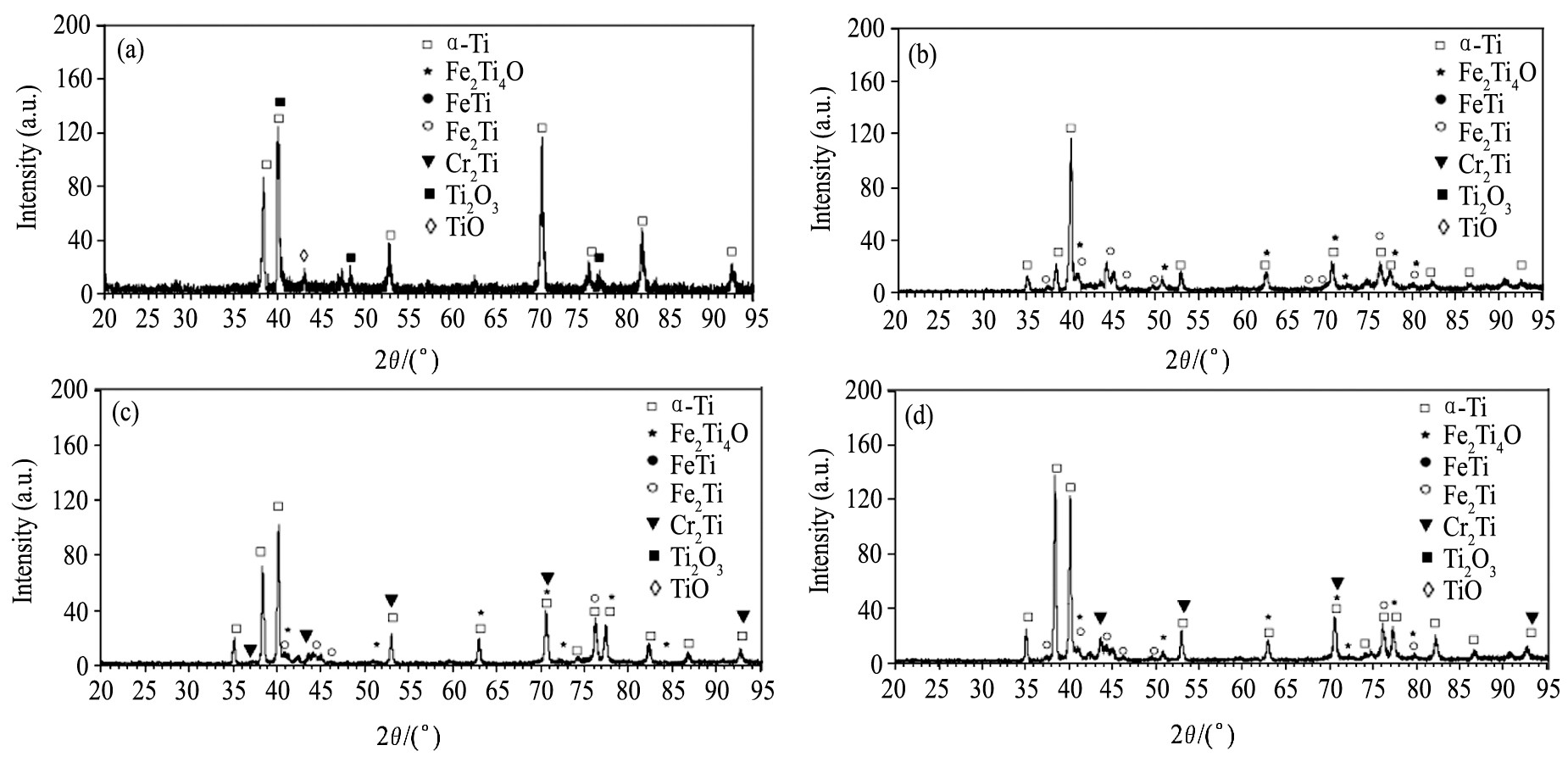
ͼ4 ��ͬ��ը�غɵĸ��ϲ��϶����Ѳ��XRD����Fig.4 XRD patterns for fractured surfaces of titanium sides for different explosive loads[8] (a) R=1; (b) R=1.2; (c) R=2.0; (d) R=2.5
��1 ���ϲ�����ѧ����Table 1 Mechanical properties of composite plate ����ԭͼ
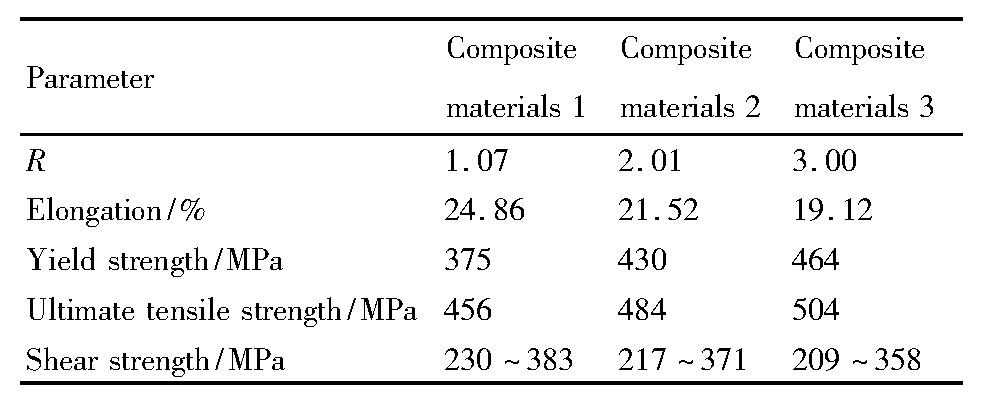
��1 ���ϲ�����ѧ����Table 1 Mechanical properties of composite plate
ͼ5 ���������Ʒ�Ʊ���ʽFig.5 Schematic of tension-shear sample
1.2 ��ը+���Ʒ�
��ը+���Ʒ������ñ�ը���ӷ��Ƹ�������, �����ƻ�����ճߴ羫��Ҫ��ĸ��ϲ��ϡ����ַ���������������-�ָ��ϲ���[26]����ը+���Ʒ��IJ����ɱ�ը���������Ʋ������, ��һ�ֽϸ��ӵĹ��ա���ը������ǰ����, ���Ʋ�����Ҫ��:�������������������¶ȡ������ٶȡ������ȴ����¶ȵȡ�Ϊ����ߴ羫�ȿ�����Ҫ������������, �ұ�ը���Ӳ��������Ʋ������ƶ�����Ӱ��[27]����ƽ�ֵ�[28]����Gr1-Q235B�ڵ���750������ʱ���ϲ�����ѹ���±���������, ���治�ܸ���;��800~850��ʱ�ܳɹ����Ƹ���, �һ�õİ����ѧ�����ȶ�;�¶ȼ������߰����ѧ���ܽ����ȶ�, ԭ�����¶����߽�������ຬ�����ӡ�
1.2.1 �����������
���ƹ�����, ���˽�����Ϊƽֱ���档������Խ��, ����ƽֱ��״��������Խ����[29]��������X65�ֱ�ը��������������, �õ��ĸ��Ͻ��������ѧ��ͼ����ͼ6[30]��ʾ����ͼ6 (a) �ɿ������������ӱ�ը̬�IJ���״̬��Ϊ���ƽֱ״̬, ������ԭ�ȵ����ڲ��ν���, ������汣����������������, Լ���3 mm����һ�Ρ�ͼ6 (b) �� (a) ��Bλ�õ���߷ֱ��ʵ�ͼ��, ���п��Կ�������ֲ�������������Ѳ�ľ��ȼ��д���
1.2.2 ��ѧ����
�����ҵ�[31]�����˴������в��TA2-Q235��ը����, ���Ը��ϲ��Ͻ��������������˻𡣷���Ӱ�츴�ϲ��Ͻ��ǿ�ȵ�������Ҫ�������¶Ⱥ����ƺ��˻��¶ȡ��������¶���830~1000�淶Χ�� (�����ѵ�����¶�) ���˻��¶ȳ���750��, ���봿���в�����������������, ���¶�����, ������������, ������ǿ�Ƚ���, ͬʱ����ѹ�����黯���Ի������650~750�淶Χ�����������˻��¶�����, �������ǿ�����Խ���;750~900����, ����ǿ�����˻��¶ȱ仯��ϵ������;550~650����, ����ǿ�����˻��¶����߶����ߡ�
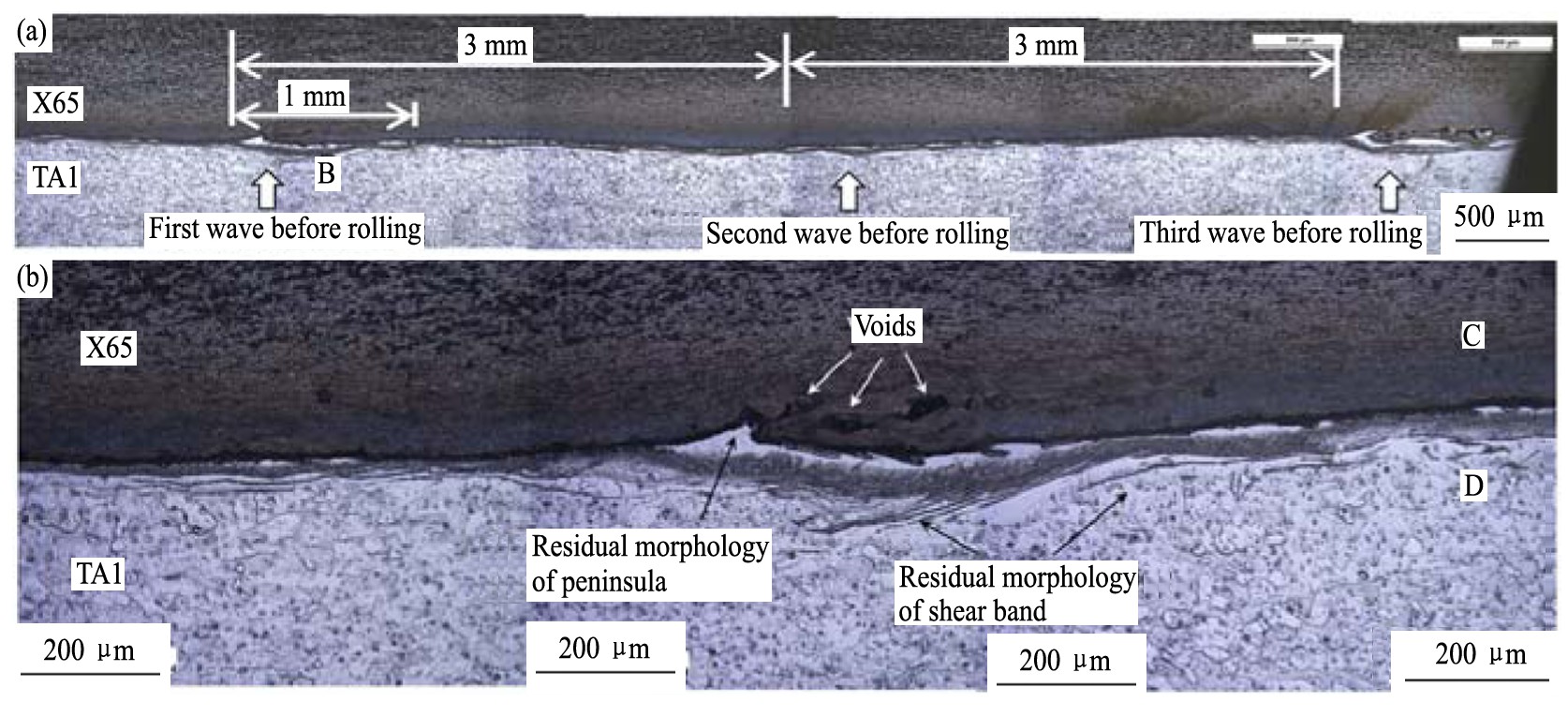
ͼ6 ����-X65�ֽ���Ĺ�ѧͼ��Fig.6 Optical images of pure titanium-X65 steel interface[30] (a) Straight interface; (b) High-resolution image of position B
���Ƶ��¶ȷ�Χ��С, ԼΪ100��, �Ա�֤��ѧ���ܺ����ɽ��ٵĴ����ࡣTA1-Q345R�ı�ը����, ���ø��ϲ��ϸ����ʾ�Ϊ100%, ������Ծ��ϸ�2[32]�DZ�ը���Ƹ��ϲ��ϵ���ѧ����, �����������ݱ�[33]��ȡ���ӱ��п��������¶ȶ���ѧ����Ӱ��ϴ�
1.3 ���Ʒ�
���ƿɷ�Ϊ��������������������������Ҫ���, Ŀǰ�㷺���õ�����������������[34]�ǽ������ص�����, ��������������������״̬��ʹ��ĸ��ϵ�һ�ּ��������������Ǵ��ģ�����������-�ָ��ϲ��ϵķ���[35]��N.Bay������һ���ձ��ϿɵĽ���˫�������Ƹ��ϻ��Ƶ����ۡ�����N.Bay����[36], ��ķ���ѹ�� (���ڽ�������ǿ��) ��ʹ�������������Ĥ����, �������л��Ե����ʽ���ѹ������Ĥ�ķ�϶��, �Ӷ�ʹ���ֽ����ڷ�϶�нӴ����γ���ʵ��ϡ�������ܽ���Ӱ��˫�������Ƹ��ϵ�����:����������������״̬�������¶ȵȡ�˫���������Ƹ�����һ�����ӵĻ�е��Ħ������ɢ����[37]�����ܽ��������N.Bay����, ��Ϊ˫������������ʱ�������ѿ�, �������������ѿ��γɵ�һ�ν��, ���ֽ�ϱ��氼��ƽ��֮��������ʹ�ò�ƽ�Ľ�������ƽ��, ��һ���̲���Ħ��, Ħ�����½�ϳ̶ȼ���, �ٺ��������ɢ�γ��ι̵Ľ�ϡ�
��2 ���ϲ��ϵ���ѧ����Table 2 Mechanical properties of composite panels[32] ����ԭͼ
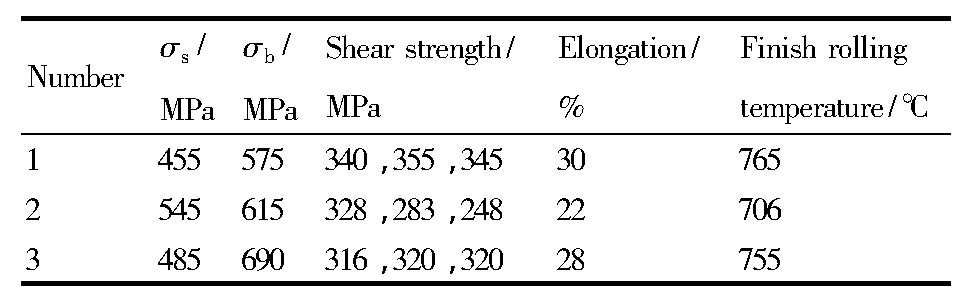
��2 ���ϲ��ϵ���ѧ����Table 2 Mechanical properties of composite panels[32]
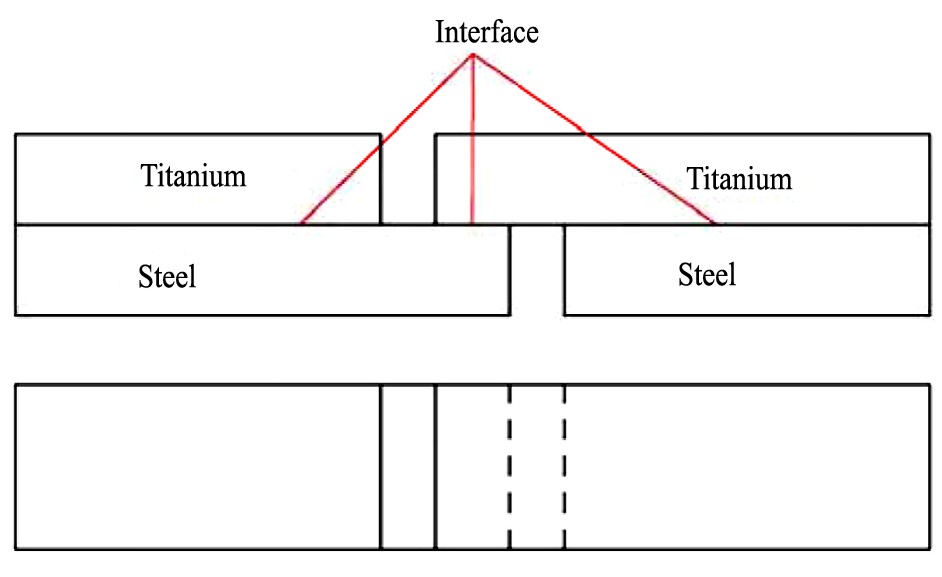
ֱ�ӽ��������������н�������״̬����, ��������������ص��¸���Ч������[38]����˷�չ���ˡ�����+��պ��ӡ��Ĺ���, ������������ϡ�����������Ϲ���ͼ��ͼ7[39], �����ϱ�����ദ����ƽ������, ���ú��������ҳ����, ����ջ����½��е��������ӷ�ס��������, �ٽ�����������յ��������ӱ�֤�˽����ȶ�����ն�, ���漸��������, ��ֹ���������̽�����������Ƥ����պ��Ӻ��������������ı�֤���渴������, �γ�������ұ���ϡ�
���������Ͻ�����֯�о���, �ܴ�̶��Ͻ������ɢ���ӵ��о��ɹ�����ɢ������һ����۾�ֹ�Ĵ���ɢ����, ���������̶���Ӧ����������������ص�Ӱ�졣��֮, ������ (IMC) ����ѧ���ܵ�Ӱ�������ġ���ǰ����, Ti��Fe��һ���¶��»�����IMC��Ϊ�˱���IMC�Խ��������Ķ���߽�����ǿ��, 20����80����ձ�ס�ѽ�����ҵ�ͷ���ѡ���ʵ��Ľ������м������Ч���ٽ����к���Ӧ����γɡ������ܽ����м��Խ��������ܵ�Ӱ�졣
���м��:��������ҵ��ѧ��������[40]�о���TA2-1Cr18Ni9Ti��ֱ����ɢ����, �����¶Ƚϵ�ʱ�����ϡ��������¶ȸ���700�����ʱ��Ϊ30 min��ʵ����ɢ����, Ȼ�����ָ��Ϸ����������ǿ����߽�Ϊ60 MPa, ���ж���Ϊ���Զ���, �Ͽڴ���Ti Cr2��ӡ������������˾Kundu��[41]��Դ���-17-4����Ӳ������� (17-4 PH ss) ������ɢ��Ӧ���о�����, ���״̬���ȵ�850~950��ʱ, ��ɢ����Ӧ��������Ϊ��, FeTi2, FeTi, Ti Cr2, ��-Fe, ��-Ti�ͦ�-Ti���������ǿ��ԼΪ326MPa, ��900��ʱ����ǿ��Լ241 MPa��
����ǿ�ȺͿ���ǿ���Ǻ���������-�ָ��ϲ��Ͻ�����ѧ���ܵ���Ҫ���������������ѧ�ߵĶ�������������ϲ�����ѧ���ܵ��о��п��Կ���:��ʹ���м��, 900��������ƴ���-HSLA�ֽ���������ǿ��337 MPa[42];TA2-Q235B���ϲ��Ͻ���ƽ������ǿ��Ϊ209 MPa[43]��
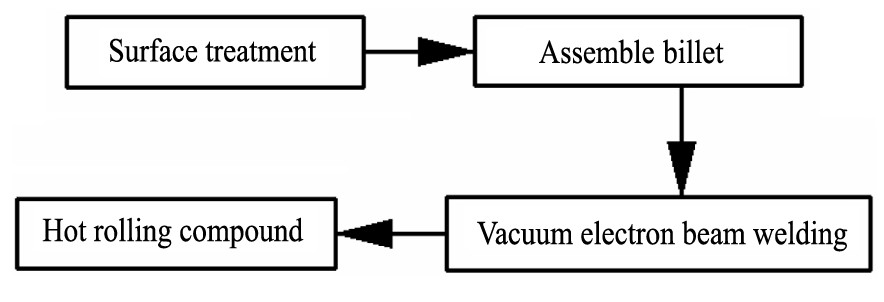
ͼ7 �����������Fig.7 Vacuum hot rolling compound[39]
�����м��:������ֵ����������̼�����IJ�ͬ����ɽ��ѧ��Yu��[44]�о���ʹ�ô������м���TA2-Q235B��������, �����м��ĸ������Աȡ�
ʵ�鷢����700��ʱTA2�봿�����Ͻ�Ϊ����, ����700������Ƹ���, ����ǰ������������ɢʵ��һ�¡�ʵ����õ���������, �������������ٶ�Ϊ��ֵ, ѡȡ�������¶ȷ�ΧȡΪ750~950�档���ø��ϲ��ϵĽ������ǿ����δʹ�ô����м���Ӧ��ǿ�ȶԱ�, ��ͼ8[44]��ʾ����ͼ8��ʵ�������Կ���, 850��ʱ, ʹ�ô����м��Ľ������ǿ�ȴ������ֵ, ԼΪ237 MPa, ͬʱX�������� (XRD) ���δ���ִ�����;950��ʱ, ʹ�ô����м��ĸ��ϲ��Ͻ������ǿ�ȴﵽ���ֵ, �ҽ����FeTi, FeTi2�ȴ��������ɡ�
��֮��Ӧ����, δʹ�ô����м��ĸ��ϲ��Ͻ������������700~900���ھ��������м���, ������ΪQ235��CԪ�غ������ڴ���, �γɽ϶�Ti C, ��Ti CҲ��һ�ִ����ࡣ���м���Ҳ��850��ʱ����������ǿ��, ��ԼΪ197 MPa;��950��ʱ, ��Ӧ�ĸ��ϲ��Ͻ������ǿ��û���½�, �����������м��ġ���������Ti C�������Ti��Fe����ɢ, ������FeTi2, FeTi�ȴ����������, XRDδ��FeTi2, FeTi, Ҳӡ֤����һ�㡣
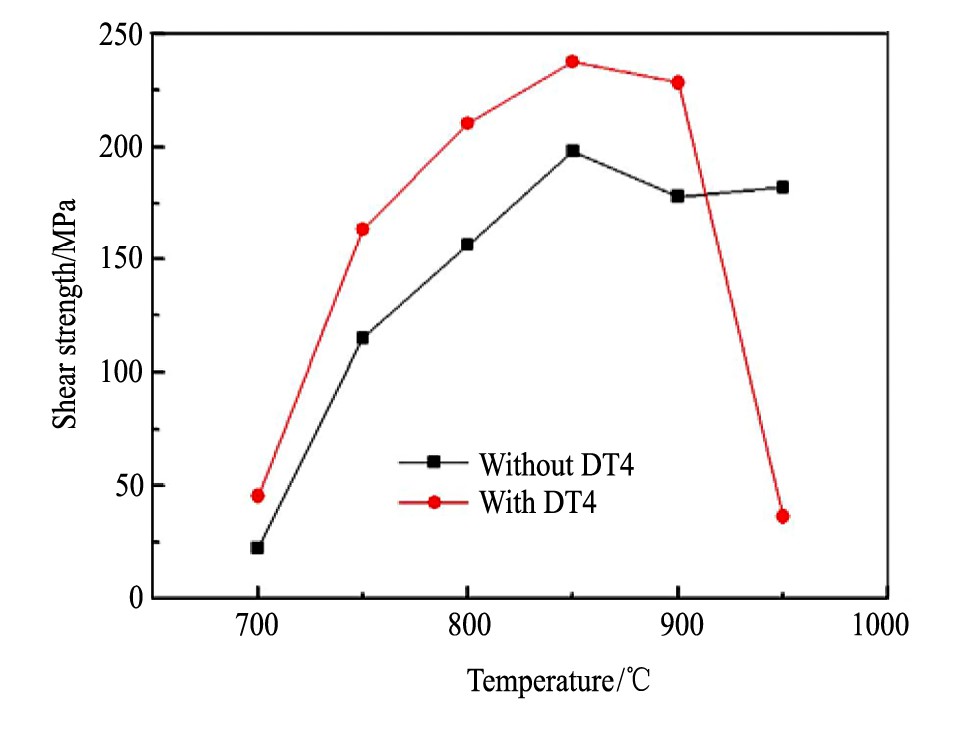
ͼ8 �����м临�ϲ��������м�㸴�ϲ��ϵļ���ǿ�ȶԱ�composite plate and non-intermediate Fig.8Comparison of shear strength between pure iron inter-mediatelayer composite[44]
��˵��Ti��Fe��ɢ���ɴ���������Ҫ������, ���¶ȶ�Ti-Fe��������γ�Ӱ��ܴ�����ǰ����ܵı�ը���ӡ���ը+���ƺ������ȴ����¶ȵ��������½������׳��ִ�����һ�¡��ں����������¶Ⱥ������ȴ����¶���, ����������Ϊ��-�ָ��ϲ��ϵ��м��, ֻ�������м��Ը��ϲ�����ѧ������������
Cu�м��:Kundu��[45]��ʹ��Cu�м���cpTi-304ss���ϲ��ϵ��о�����, Cu��Ti, Fe�ڸ��������ɢ����ֹ���ú�С���������¶ȷֱ�Ϊ850, 900, 950��ʱ, ��Ӧ�ĸ��ϲ��Ͻ������ǿ�ȷֱ�Ϊ225, 318, 244 MPa������900��ʱ�����ϳ̶����;850�������ϳ̶ȶ�Ӧ��ͼ���ǿ��;950��ʱ�����γɵĴ��������, ��Ҫ��Ti2Cu, Ti Cu, Ti2Cu3, Ti3Cu4, FeTi, FeTi2, Ti Cr2�Ƚ���������, ���¼���ǿ���½�, ����ʵ��ʱ�������ƴӴ����ദ������չ��������˵, Cu�м�����-�ָ��ϲ��Ͻ��ǿ��������Ȼ���ߡ�
Ni�м��:��л�����ȵ�ר��[46]���ᵽ��Ni��Ϊ�м��������ƴ��������ɡ�He��[47]�о���TC4��18Cr10Ni����ֵ���ɢ���Ӻ���, ����Ni�м���, Ti��Fe, Ti��C֮���ԭ����ɢ����Ч��ֹ, FeTi, FeTi2��Ti C�ȴ��Ի����ﺬ���������, ��He��Sam��[48]���о���ָ��, ����Ĵ��ڵ������µ�Ti-Ni���ɲ���֯���֡������¶�����, �������γ�Ti Ni3, Ti Ni, Ti2Ni, ���Ҷ�������������Ti2Ni����ʹ�������м��, TC4-MDSS����ֵ�����ɢ���Ͻ���������ǿ��415 MPa[48]��
Nb�м��:���ڰ���[49]�о���Nb�м���Ti-304L���������������Ͻ�����ǿ�ȵ�Ӱ��, �о�����Nb������������Ti��Fe֮��Ԫ�ص����ɢ������, Ti-Nb������IMC����, Nb-304L�����ж�����FeNb�㡣���Ͻ������ǿ�ȴﵽ338 MPa, ˵����Nb��һ��������м�㡣��������Ҳ����, Nb���м��, TC4-0Cr18Ni10Ti��900��������Ƶõ��Ľ���������ǿ�ȴﵽ417 MPa[50]��
Nb+Ni�м��:������ҵ��ѧ������[51]�о���TA2-��Nb+��Ni-1Cr18Ni9Ti�����ɢ������֯����, ����Nb+Ni�м�������Ч��ֹ��Fe, Ti��ɢ�γɵĴ����ࡣNb��Ti�����ܵ����Ծ����˲�����Ti-Nb���洦�γɷ�Ӧ���, ��Ni-Nb���洦����Nb Ni3��NbNi���γ�, ʧЧ�����ڴ˴�������
2 ������չ��
�Ա�3����-�ָ��ϲ��ϵ����췽��, ���Կ������涼����Ϊ����������ɶ����½�����ѧ���ܶ��ȴ����¶Ȼ������¶ȵ�ѡȡ����-�ָ��ϲ��ϵ���ѧ����Ӱ��ܴ�, ���¶ȳ�����Ӧ���ѵ�����, ��������������ӡ�
��ը+���ƿ����������������;�������Ҳ��������������ĸ��ϲ���;����ը���Ӵ��ڱ߽�ЧӦ, ���ϲ��ϵ�����ܵ����ơ���ը���ӵĽ�������ۻ���, ����ʲ���״, ������������Ҹ��������ȶ�;��ը+���ƵĽ������������ƽ���;�����������������á�����ǰ������, ��ը+���Ƶ���-�ָ��ϲ��Ͽ���ǿ�����, ��ը���ӵĴ�֮, �����������С;ʹ��Nb�м��������Ƶ���-�ָ��ϲ��ϼ���ǿ�����, �ɴ�415MPa, ��ը�����뱬ը+���Ƶľ�С�����ֵ��
���м����������ǿ�ȵ�, ���Ǽ����м�㴿����Cu, Ni, Nb�ȡ����ڽ��������, Ŀǰ���о��߲�������Ԫ����ɢ�ġ��¡���˼·������Ҫʵ��ұ���Ͼͱ�����Ԫ�ص���ɢ, Ԫ����ɢ�ͱ�ȻҪ�γ�IMC, �γ�IMC������ͱ�Ȼ���ͽ�����ǿ��, ����Ŀǰ���Ͻ����о�����ѭ��, ����ԭ��, ����û�д�˼·���������м��������������Ҫ��, ��չ������м��, ���������Ͻ�Ԫ�ضԽ��滯������и��Կ�����Ч�����һ����, ��Ŀǰ�Դ�����ϵͳ�о�, �⽫��δ���о����ơ�
��-�ָ��ϲ�����Ϊһ�ָ����ܡ��ͳɱ��ĸ��ϲĽ��㷺Ӧ���ڹ�������һ���ھ����Ƹ��ϵ�DZ��, �������Ƹ��ϵĽ����������ơ�����ר����-�����Ƹ����豸, ��Ƹ�Ч���м�㡢�����ƹ��պ����Ʋ������о�������δ�����Ƹ��ϼ����ķ�չ����, ����Ԥ��, ���Ƹ��ϼ���������Ҫ����-�ָ��ϲ����Ʊ�������
�����

