文章编号: 1004-0609(2006)07-1190-06
Zr基块体非晶合金的微塑性成形性能
郭晓琳, 王春举, 周 健, 单德彬, 郭 斌
(哈尔滨工业大学 材料科学与工程学院, 哈尔滨 150001)
摘 要: 采用自行研制的微成形系统进行热压缩实验, 分别研究成形温度、 成形时间和冲头速度等对尺寸为d1mm×1.5mm的Zr41.2Ti13.8Cu12.5Ni10Be22.5块体非晶合金(Vit.1)在过冷液相区微塑性成形性能的影响规律。 进一步研究了不同坯料尺寸对Vit.1块体非晶合金在过冷液相区超塑性成形性能的影响程度, 结果表明流动应力随坯料尺寸的减小而降低。 在此基础上, 利用闭式模锻方法成形了分度圆直径为d1mm的微型齿轮, 采用SEM观察成形件的表面形貌, 结果表明采用微成形方法可以获得尺寸精度较高的Vit.1块体非晶合金微型齿轮。
关键词: Zr基非晶合金; 块体非晶合金; 过冷液相区; 微成形性能; 微型齿轮
中图分类号: TG304 文献标识码: A
Microforming behavior of Zr-based bulk metallic glass
GUO Xiao-lin, WANG Chun-ju, ZHOU Jian, SHAN De-bin, GUO Bin
(School of Materials Science and Engineering, Harbin Institute of Technology,
Harbin 150001, China)
Abstract: The microforming behavior of Zr41.2Ti13.8Cu12.5Ni10Be22.5 bulk metallic glass (Vit.1) in the supercooled liquid region was investigated. The stress-strain relations for Vit.1 were established in uniaxial compression tests using the microforming system. Firstly, the effects of forming time, temperature and punch velocity on the flow stress of the specimens with a typical size of d1mm×1.5mm were analyzed. Further more, the effects of the specimen size were discussed. The results indicate that the flow stress of Vit.1 decreases with the specimen size decreasing. Based on the research, the Vit.1 microgears with reference diameter of 1mm were fabricated by closed die forging and observed by SEM. The results show that the Vit.1 microgears can be formed successfully in the supercooled liquid region using the microforming technology.
Key words: Zr based amorphous alloys; bulk metallic glass; supercooled liquid region; microforming behavior; microgear
块体非晶合金是近年来材料研究领域的最新成果之一, 它具有高强度、 高硬度、 高耐磨性、 高耐蚀性等优异的物理、 化学及力学性能, 在国防装备、 精密机械、 生物医用材料、 电子信息零件、 化工等领域有重要的应用价值。 块体非晶合金不仅具有优异的使用性能, 而且具有很好的可加工性, 它在过冷液相区呈应变速率敏感性指数m=1的超塑性状态, 流动变形抗力很低[1, 2]。 各国学者对非晶材料的超塑性进行了广泛研究, 日本Saotome等[3-5]对几种块体非晶材料进行了研究, 表明非晶材料在一定温度范围和应变速率条件下具有良好的超塑性, 他们还提出了一套块体非晶合金超塑性微成形性能评价方法, 采用挤压工艺成形了La55Al25Ni20非晶合金微型齿轮轴[6]。 Nieh等[7]和张志豪等[8-10]研究了Zr基块体非晶合金的超塑性成形性能。 微成形技术是一个新兴的研究领域, 它适用于微机电系统(MEMS)等微小零件的批量制造, 可成形各种复杂形状的微小零件, 将成为微型机械制造领域内的发展趋势[11]。 由于非晶材料的各种优异性能, 采用非晶合金微塑性成形技术可望制备性能优异的微细机械零部件, 这将是材料及微成形领域内的又一重大突破。 近年来对常规晶态材料微成形工艺以及成形机理方面的研究发展较快[12, 13], 但是对非晶材料微成形的研究刚起步, 其中对非晶材料微成形性能研究是发展非晶合金微塑性成形技术的关键。 为此, 本文作者对Zr基块体非晶合金的微塑性成形性能进行了研究。
1 实验
实验选用材料为北京科技大学提供的Vit.1块体非晶合金, 其玻璃化开始温度tg为362.6℃, 晶化开始温度tx为437.4℃, 过冷温度域范围Δt为74.8℃。
所有坯料均采用电火花线切割, 实验前对试样两端面进行抛光处理。 实验设备采用图1所示自行研制的精密微成形系统。 首先选取d1mm×1.5mm的坯料进行热压缩实验, 以研究不同成形温度、 成形时间和冲头速度对非晶材料微成形性能的影响规律。 其次选取坯料尺寸分别为d2.5mm×4mm、 d1mm×1.5mm、 d0.65mm×1mm的坯料进行热压缩实验, 研究不同坯料尺寸对非晶合金流动应力的影响规律。
图1 微成形系统实物图
Fig.1 Photograph of micro-forming apparatus
采用自行研制的微型齿轮浮动模具进行齿轮成形实验, 利用日本JSM公司生产的JSM-5610型扫描电子显微镜 (SEM)对成形件表面形貌进行观察和分析。
2 实验结果与分析
2.1 成形温度对流动应力的影响
图2所示为在坯料尺寸为d1mm×1.5mm、 冲头速度为2μm/s、 成形时间为630s的条件下, 通过热压缩实验得到的Vit.1非晶合金在不同成形温度下的真应力―应变曲线。 由图可知, 温度变化对非晶材料在过冷液相区的塑性流变行为影响很大。 在成形温度为370~395℃区间, 成形温度越高, 材料的流动应力越小。 但是温度超过395℃后, 随着成形温度的逐渐升高, 流动应力反而越大。 这种现象可由非晶材料的特殊微观结构得到解释。
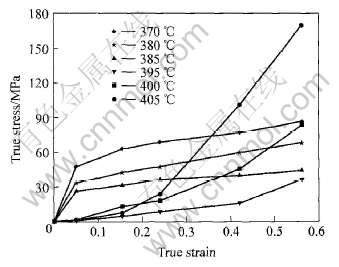
图2 Vit.1在不同成形温度下的真应力―应变曲线
Fig.2 True stress―strain curves of Vit.1 at various temperatures
块体非晶合金是由液态金属经过较高的冷却速率限制原子移动, 抑制形核结晶过程从而形成了非晶态[14]。 从理论上讲, 块体非晶合金原子是无序、 紧密堆积、 无缺陷状态, 但是非晶相在微观尺度范围内存在具有成分偏离的原子团, 它们在宏观上无序, 而在微观尺度内存在近程有序, 从而造成非晶相中原子不能完全紧密堆积, 产生了一定的缺陷。 Cohen等[15]提出了“自由体积模型”来描述了这种缺陷。 由于自由体积存在于非晶相基体内和非晶相结晶过程中, 使得实际非晶相结构不是完全的紧密堆积状态[16]。 块体非晶合金在过冷液相区的塑性变形就是靠自由体积的产生与湮灭来完成的[17]。 进一步研究表明, 自由体积的数量随温度的变化而变化[18]。 对于Vit.1块体非晶合金在过冷液相区内塑性变形时, 温度升高自由体积数量随之增加, 要产生新的自由体积所需的弹性扭曲能降低, 流动应力随之降低。
由于块体非晶合金在过冷液相区处于一种亚稳态状态, 室温下非晶相与晶化相之间存在很大的自由能差, 在受到环境热影响时, 非晶相必然向晶化相转变。 因此, 非晶材料在高温下变形的同时必然伴随着纳米晶化相的产生。 晶化相对非晶合金的流变行为产生一定程度的强化作用, 使得流动应力上升。 但结合实验现象可知, 在成形温度为370~395℃区间, 纳米晶化相长大速度慢, 温度使自由体积数量增加占了主导地位, 因此, 温度越高, 材料的塑性越好。 但是当温度超过395℃后, 由于温度太高, 必然引起严重的晶化现象, 使得非晶相基体中的纳米晶化相长大速度加快, 产生纳米晶的团聚现象, 纳米晶化相尺寸很大, 此时晶化因素占了主导地位, 对非晶合金的流变行为产生更明显的强化作用, 从而导致材料的流动应力升高。 因此, 对非晶合金在过冷液相区进行微成形, 成形温度选择在380~395℃范围内较合适。
2.2 成形时间对流动应力的影响
图3所示为在坯料尺寸为d1mm×1.5mm、 成形温度为390℃、 冲头速度为2μm/s的条件下, 通过热压缩实验得到的Vit.1块体非晶合金在不同成形时间下的真应力―应变曲线, 成形时间在此包括开始放入坯料至成形结束共需时间。 由图可知, 随着成形时间延长, 在应变较小时流动应力相差不大, 但应变超过0.2后流动应力差值逐渐增大, 例如当应变达到0.66时, 成形时间分别取910s和630s, 则流动应力相差174MPa。 由此可见, 成形时间对非晶合金在过冷液相区的流动行为影响很大。
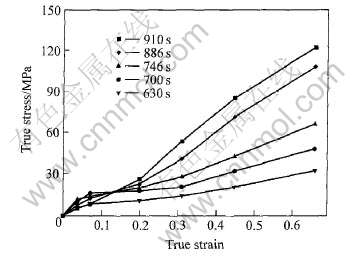
图3 Vit.1在不同成形时间下的真应力―应变曲线
Fig.3 True stress―strain curves of Vit.1 at various time
由2.1节分析可知, 非晶材料在高温下变形的同时伴随着纳米晶化相的产生, 结合实验结果还可以看出, 非晶材料的晶化行为受成形时间的影响很大, 随着成形时间延长, 非晶相基体中的纳米晶化相逐渐长大, 随后产生纳米晶的团聚现象, 晶化相对非晶合金的流变行为产生了明显的强化作用。 此外, 试件仍处在390℃的较高温度条件下, 理论上容易激发产生较多的自由体积, 有利于塑性变形。 从以上分析可以看出, 成形时间越长, 晶化相含量越大, 导致材料流动应力增大。 因此, 在过冷温度域内对非晶材料进行塑性成形时, 应该尽量缩短成形时间, 在实验条件所允许的范围内, 以最短的时间完成非晶材料的塑性变形过程。
2.3 冲头速度对流动应力的影响
在本实验中, 由于非晶材料对应变速率的敏感性以及微成形系统的特点, 本文作者认为直接采用冲头速度能更准确地表征非晶材料的流变规律。 图4所示为在坯料尺寸为d1mm×1.5mm、 成形温度为390℃的条件下, Vit.1块体非晶合金在不同冲头速度下的真应力―应变曲线。 由图可知, 冲头速度对非晶材料的塑性流变行为影响很大。 随着冲头速度的增加, 材料的流动应力增大。 这主要是由于自由体积的数量也随冲头速度的变化而变化, 冲头速度越大, 材料变形速度加快, 产生新的自由体积速度加快, 使得产生新的自由体积数量增多, 而周围原子的流动速度来不及弥补新出现的自由体积, 从而影响了自由体积产生与湮灭达到平衡的进程, 使得变形抗力上升, 宏观上则表现为冲头速度
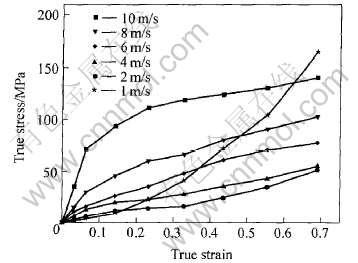
图4 Vit.1在不同冲头速度下的真应力―应变曲线
Fig.4 True stress―strain curves of Vit.1 at various punch velocities
增加, 材料的流动应力增大。 当冲头速度为1μm/s时, 在初始阶段材料的流变应力极低, 随着应变增加流动应力急剧上升, 甚至超过了冲头速度为10μm/s时的变形抗力。 这主要是因为要达到相同的应变量, 冲头速度越小所需成形时间越长, 由2.2节可知, 成形时间越长, 材料流动应力相应增大。 因此, 当冲头速度很小时, 所需成形时间很长, 流动应力则会急剧上升。
2.4 坯料尺寸对流动应力的影响
在成形温度为390℃、 应变速率为0.002s-1的条件下, 选取不同尺寸的坯料进行热压缩实验。 图5所示为Vit.1块体非晶合金在不同坯料尺寸下的真应力―应变曲线。
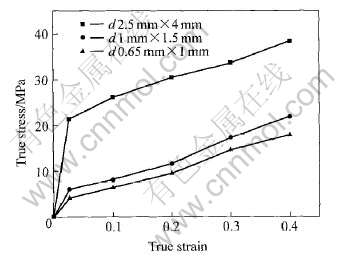
图5 Vit.1块体非晶合金在不同坯料尺寸下的真应力―应变曲线
Fig.5 True stress―strain curves of Vit.1 at various specimen sizes
由图可知, 在相同应变速率下, 坯料尺寸减小, 流动应力也减小, 且小尺寸坯料之间的流动应力差值也很小, 例如在应变为0.2时, d1mm×1.5mm坯料的应力要比d2.5mm×4mm坯料的应力低约20MPa, 而比d0.65mm×1mm坯料的应力仅高约2MPa。 由此可见, 非晶材料在过冷液相区塑性流变行为存在一定的尺寸效应。 参照古勃金对比例尺因素在塑性变形过程中的影响的解释方法[19], 在此可引入侧面积与体积之比来初步解释坯料尺寸对非晶材料在过冷液相区变形行为的影响规律。
由式(3)可知, 坯料尺寸越小, 比值b越大, 则侧表面层所占比例增大, 对非晶材料的塑性变形行为产生了很大影响, 导致其流动应力随坯料尺寸减小而降低。
为了进一步分析坯料尺寸对非晶材料在过冷液相区变形行为的影响规律, 我们还对这3种不同坯料尺寸的压缩试件进行了扫描电镜观察, 如图6所示。 3个试件经压缩变形后鼓形都出现在试件的下
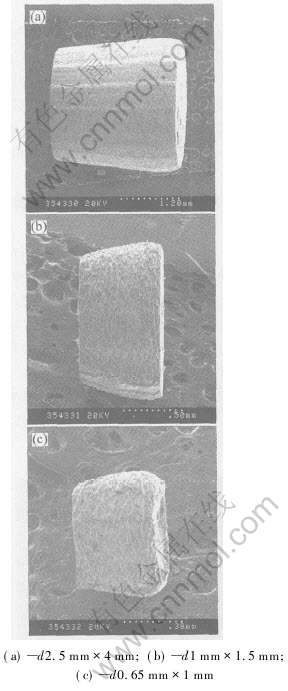
图6 Vit.1块体非晶合金在不同坯料尺寸下压缩试件的SEM照片
Fig.6 SEM images of Vit.1 at various specimen sizes
端部位, 这同常规晶态金属材料的镦粗变形有明显的不同。 造成这种现象的原因可能是多方面的, 一方面是由于非晶材料在过冷液相区的流变行为对温度的敏感性造成的。 虽然本实验采用的是等温镦粗, 但由于上下工具间存在着微小的温度梯度, 它对常规晶态合金来说没有任何影响, 而由2.1分析可知, 温度对大块非晶合金在过冷液相区的流变行为影响非常大。 当下端工具温度略高时, 与下端工具接触的金属流动应力则会略小一些, 容易变形, 因此鼓形也就出现在了试件的下端部位。 进一步分析可知, 不同尺寸的坯料对温度梯度的敏感程度不同, 大尺寸坯料对此更敏感, 因此也会导致流动应力增大。
除以上因素外, 模具尺寸以及摩擦等因素也可能会造成随着坯料尺寸的减小, 流动应力降低。 总之, 非晶材料存在尺寸效应的影响, 使得不同大小的坯料具有不同的流动应力, 由于非晶材料的微成形研究刚起步, 为了研究非晶材料的微成形工艺, 有必要深入研究小尺寸坯料的压缩变形机理。
3 非晶材料微型齿轮成形实验
在以上研究结果的基础上, 利用自行研制的微型齿轮浮动模具进行Vit.1块体非晶微型齿轮成形实验, 齿轮分度圆直径为d1mm, 模数为0.1。 图7所示为在成形温度为395℃、 冲头速度为3μm/s、 成形载荷为350N的条件下所得微型齿轮的SEM照片。 由图中可知, 齿轮尺寸精度较高, 填充质量很好, 甚至上端角最难充填处的填充效果也很好。 由此可见, 采用微塑性成形的方法可以获得较理想的非晶材料微型齿轮成形件。

图7 Vit.1微型齿轮的SEM照片
Fig.7 SEM image of Vit.1 microgear
由于非晶材料在过冷液相区塑性成形性能的特殊性, 它强烈依赖于成形温度、 成形时间和冲头速度, 而微塑性成形的加工方法可以精确控制这些工艺参数, 使得非晶材料在微成形领域内能够充分发挥其超塑性。 因此, 非晶材料是微成形的理想材料。
4 结论
1) 选取尺寸为d1mm×1.5mm 的非晶合金坯料进行热压缩实验, 结果表明: 成形时间越短, 材料的流动应力越小; 在一定范围内, 成形温度越低, 流动应力越大, 若温度太高, 由于材料晶化则会导致变形抗力增大; 此外, 随着冲头速度的减小, 流动应力降低, 如果冲头速度太小, 则会由于成形时间过长导致流动应力急剧上升。
2) 坯料尺寸对非晶合金在过冷液相区的流变行为影响很大, 这是由于非晶材料存在侧表面以及温度梯度等因素所造成的尺寸效应, 从而导致坯料尺寸减小, 非晶材料的流动应力降低。
3) 对非晶材料微型齿轮进行成形实验, 利用SEM观察了成形件的表面形貌, 结果表明采用微成形的方法可以获得尺寸精度较高的非晶材料微型齿轮。
REFERENCES
[1]谢建新, 周成, 张志豪. 非晶合金精细零部件的超塑性成形技术[J]. 材料导报, 2003, 17(2): 8-11.
XIE Jian-xin, ZHOU Cheng, ZHANG Zhi-hao. Superplastic forming techniques for fine precision amorphous alloys parts[J]. Material Review, 2003, 17(2): 8-11.
[2]黄劲松, 刘咏, 陈仕奇, 等. 锆基非晶合金的研究进展与应用[J]. 中国有色金属学报, 2003, 13(6): 1321-1332.
HUANG Jin-song, LIU Yong, CHEN Shi-qi, et al. Progress and application of Zr based amorphous alloys[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1321-1332.
[3]Saotome Y, Miwa S, Zhang T, et al. The micro-formability of Zr-based amorphous alloys in the supercooled liquid state and their application to micro-dies[J]. Journal of Materials Processing Technology, 2001, 113: 64-69.
[4]Saotome Y, Imai K, Shioda S, et al. The micro-nanoformability of Pt-based metallic glass and the nanoforming of three-dimensional structures[J]. Intermetallics, 2002, 10: 1241-1247.
[5]Saotome Y, Itoh K, Zhang T, et al. Superplastic nanoforming of Pd-based amorphous alloy[J]. Scripta Material, 2001, 44: 1541-1545.
[6]Saotome Y, Iwazaki H. Superplastic backward microextrusion of microparts for micro-electro-mechanical systems[J]. Journal of Materials Processing Technology, 2001, 119: 307-311.
[7]Nieh T G, Mukai T, Liu C T, et al. Superplastic behavior of a Zr-10Al-5Ti-17.9Cu-14.6Ni metallic glass in the supercooled liquid region[J]. Scripta Material, 1999, 40: 1021-1027.
[8]张志豪, 刘新华, 周成, 等. Zr基大块非晶合金的超塑性成形性能[J]. 中国有色金属学报, 2004, 14(7): 1073-1077.
ZHANG Zhi-hao, LIU Xin-hua, ZHOU Cheng, et al. Super-plastic forming properties of Zr-based bulk amorphous alloys[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(7): 1073-1077.
[9]张志豪, 周成, 谢建新. Zr55Al10Ni5Cu30大块非晶合金的超塑性挤压成形性能[J]. 中国有色金属学报, 2005, 15(1): 33-37.
ZHANG Zhi-hao, ZHOU Cheng, XIE Jian-xin. Superplastic extrusion behaviors of Zr55Al10 Ni5Cu30 bulk metallic glass[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(1): 33-37.
[10]张志豪, 谢建新. 小冲杆试验法评价大块非晶合金的超塑性性能[J]. 中国有色金属学报, 2005, 15(11): 1874-1880.
ZHANG Zhi-hao, XIE Jian-xin. Superplasticity of bulk metallic glass evaluated by small punch test[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(11): 1874-1880.
[11]章吉良, 杨春生. 微机电系统及其相关技术[M]. 上海: 上海交通大学出版社, 2001. 1-2.
ZHANG Ji-liang, YANG Chun-sheng. MEMS and the Interrelated Technology[M]. Shanghai: Shanghai Jiao Tong Univercsity Press, 2001. 1-2.
[12]王春举. 微型器件精密微塑性成形技术研究[D]. 哈尔滨: 哈尔滨工业大学, 2003. 1- 49.
WANG Chun-ju. Research on the Plastic Micro-forming Process of Micro-Parts[D]. Harbin: Harbin Institute of Technology, 2003. 1-49.
[13]周健. 5A02铝合金微型齿轮精密微塑性成形工艺研究[D]. 哈尔滨: 哈尔滨工业大学, 2004. 12-41.
ZHOU Jian. Research on Precise Plastic Micro-forming Technology of 5A02 Aluminum Alloy Microgear[D]. Harbin: Harbin Institute of Technology, 2004. 12- 41.
[14]邢大伟. ZrTiCuNiAlTi块体非晶合金的形成与晶化动力学[D]. 哈尔滨: 哈尔滨工业大学, 2003. 1- 4.
XING Da-wei. Formation and Crystallization Kinetics of Bulk ZrTiCuNiAlTi Metallic Glass[D]. Harbin: Harbin Institute of Technology, 2003. 1- 4.
[15]Cohen M H, Turnbull D. Molecular transport in liquids and glass[J]. J Chem Phys, 1959, 31: 1164-1169.
[16]Wang W H, Bai H Y, Luo J L, et al. Supersoftening of transverse phonons in Zr41Ti14Cu12.5Ni10Be22.5 bulk metallic glass[J]. Phys Rev B, 2000, 62(1): 25-28.
[17]Spaepen F. A microscopic mechanism for steady state inhomogeneous flow in metallic glasses[J]. Acta Mater, 1977, 25: 407-415.
[18]van den Beukel A. On the kinetics of structrual relaxation in metallic glasses[J]. Key Eng Mater, 1993, 81-83: 3-16.
[19]古勃金. 金属塑性变形[M]. 北京: 中国工业出版社, 1960. 171-177.
GU Bo-Jin. Metallic Plastic Deformation[M]. Beijing: Chinese Industry Press, 1960. 171-177.
(编辑何学锋)
基金项目: 国家自然科学基金资助项目(50275033); 高等学校博士学科点专项科研基金资助项目(20040213049)
收稿日期: 2006-03-15; 修订日期: 2006-04-18
通讯作者: 郭晓琳; 电话: 0451-86412043; E-mail: xlguo@hit.edu.cn

