������ʱ��: 2019-03-01 17:32
ϡ�н��� 2020,44(07),722-728 DOI:10.13373/j.cnki.cjrm.xy18110028
SiC��ά��ǿTB8���ϲ��ϲ�ϰ���ѧ�����о�
���ĵt ����� ������ �Ա� ��ҫ��
�й��������켼���о�Ժ
���Գ��μ������տƼ��ص�ʵ����
���ֻ����Գ��μ�����װ���������ص�ʵ����
ժ Ҫ��
ͨ����-��ά-�����Ʊ���SiC��ά��ǿTB8���ϲ��ϣ����ù�ѧ����������OM����ɨ��羵��SEM������ѧ�����������SiC��ά��ǿTB8���ϲ��ϲ�ϰ������֯���Ͽ���ò����ѧ���ܽ��б�����������о����̲㷽ʽ��SiC��ά��ǿTB8���ϲ��ϲ�ϰ���ѧ���ܵ�Ӱ�졣���������880��/50 MPa/2 h����ѹ�����£�SiC��ά��ǿTB8���ϲ��ϲ�ϰ帴��Ч�����ã���ά�Ų����Ȳ�����Ʒ������һ�¡�ͨ���Ե���SiC��ά������Ƕȡ��̲�˳�����ƿ�ʵ�ֶ�SiC��ά��ǿTB8���ϲ��ϲ�ͬ������ѧ���ܵĵ�����Ľ�������SiC��ά��ǿTB8���ϲ��ϵ�����������ѣ����¿���ǿ�ȴ�1362.20 MPa,
�ؼ��ʣ�
����ά���� ;�ѻ����ϲ��� ;��ϰ� ;�̲㷽ʽ ;��ѧ���� ;
��ͼ����ţ� V214.8;TB333
����飺 ���ĵt��1992-����Ů�����������ˣ�˶ʿ����������ʦ���о������������ϲ��ϣ�E-mail:buaaliuwenyi@163.com��; *�����Σ�������ʦ���绰��010-85701237,E-mail:quhaotao526@126.com;
�ո����ڣ� 2018-11-26
���� ������Ȼ��ѧ������Ŀ(51334006); ���տ�ѧ������Ŀ(20163625005)����;
Mechanical Property of SiC Fiber-Reinforced TB8 Composite Laminates
Liu Wenyi Hou Hongliang Qu Haitao Zhao Bing Wang Yaoqi
AVIC Manufacturing Technology Institute
Aeronautical Key Laboratory for Plastic Forming Technologies
Beijing Key Laboratory for Plastic Technologies and Equipment
Abstract��
SiC fiber-reinforced TB8 composite laminates were prepared by foil-fiber-foil method. The microstructure,fracture morphology and mechanical properties of composite laminates were characterized by optical electron microscopy(OM),scanning electron microscopy(SEM)and mechanical properties testing machine to study the effect of the orientation of laying-up on the mechanical properties of SiC fiber-reinforced TB8 composite laminates. The results showed that high quality SiC fiber-reinforced TB8 composite laminates were able to form under the process parameters of 880 ��/50 MPa/2 h. The fiber was uniformly arranged and the fiber directions were consistent with the design directions. The adjustment and improvement of the mechanical properties of SiC fiber-reinforced TB8 composites in different directions could be achieved by designing the single-layer SiC fiber laying angle and layup sequence. The unidirectional SiC fiber-reinforced TB8 composite had the best longitudinal performance and the tensile strength at room temperature was1362.20 MPa. The
Keyword��
foil-fiber-foil; titanium matrix composites; composite laminate; orientation of laying-up; mechanical properties;
Received�� 2018-11-26
SiC��ά��ǿ�ѻ���SiCf /Ti�����ϲ��Ͼ����������ۺ����ܣ��������������ͬʱ������ʵ������������˳�Ϊ����ĸ߳����ٷ�������Ƥ�ṹ���ϣ������˸߳����ٷ�������Ƥ�ṹ���Ϸ�չ��һ������
[1 ,2 ,3 ,4 ,5 ,6 ,7 ,8 ]
�����������˹��ҿ���ɻ���NASP���о��ƻ��������ƶ�SiCf /Ti���ϲ�����Ƥ�ṹ���켼���ķ�չ��Textron��˾�Ʊ��˵����������SiCf /Ti���ϲ���������Ƥ����岢ʵ��������
[9 ,10 ]
�����������չ��ȣ������ڶ�SiCf /Ti���ϲ��ϵ��о�������������Ҫ��SiCf /Ti���ϲ��ϵ��Ʊ����ա������о���ģ����Ʊ��ȷ��濪չ������о�
[11 ,12 ,13 ,14 ,15 ]
��
Ŀǰ��SiCf /Ti���ϲ��ϵ��о���Ӧ���ص㶼�����ڵ�����ά��ǿ���ϲ��ϣ�������SiCf /Ti���ϲ�����Ȼ������άƽ�еķ����Ͼ�����������ܣ���ʹ����ȴ�����ܵ�ƫ��������غɣ�ʹ���ڴﵽԤ��ǿ��ǰ��ǰʧЧ������һ���̶������������ڸ߳����ٷ�������Ƥ�ȵ�Ӧ��
[16 ,17 ,18 ,19 ]
����˶�Ƕ�SiCf /Ti���ϲ��ϲ�ϰ������о�ʮ�ֱ�Ҫ
[20 ,21 ,22 ]
�����IJ��ò���ά�����Ʊ���ͬ�̲㷽ʽ��SiCf /TB8���ϲ��ϲ�ϰ壬̽���̲㷽ʽ��SiCf /TB8���ϲ��ϲ�ϰ���ѧ���ܵ�Ӱ�죬ΪSiCf /Ti���ϲ����ں��������Ӧ���ṩ�������ݺ����ۼ���������
1 ʵ��
1.1 SiC��ά�����Ʊ�
��ǿ��άѡ�ù�����CͿ���SiC��ά����άֱ��ԼΪ100��m��ʹ��������ά���ƻ���SiC��ά���趨�ļ������Ų������ƾۼ���ϩ������ı�ͪ��Һ��Ϊ��ʱճ����̶���ά�����̶��õ���ά����ά���ƻ���ȡ�£��ü���60 mm��30mm����ά����
1.2 SiCf/TB8���ϲ��ϲ�ϰ���Ʊ�
������ѡ�õ�SiCf /Ti���ϲ��ϻ���ΪTB8�ѺϽ�Ti-15Mo-2.7Nb-3Al-0.2Si�������ϲ����Ʊ����ò�-��ά-������ͼ1���������Ϊ100��m��TB8���ĺ�SiC��ά�����Ų����ϡ�SiC��ά����TB8���ĵĸ�����ZRYS-1700�������ѹ¯�н��У���ѹ¯�¶Ⱦ���5�棬��նȿɴ�1��10-3 Pa����ѹ���̰�����������¸��������Σ������Σ�3�桤min-1 ������400�棬������2 h���ڼ��ѹ5MPa����ֹ��ά�ƶ������¸��ϽΣ�10�桤min-1 ������880�棬ѹ����ߵ�50 MPa������2 h��
ͼ1 SiCf/TB8���ϲ��ϲ�ϰ�IJ�-��ά-�����Ʊ�ʾ��ͼ
Fig.1 Preparation of SiCf /TB8 composite laminates by foil-fi-ber-foil method
1.3 ��ϰ���֯�����ܱ���
��SiCf /TB8���ϲ��Ͻ����и��Ƕ����ĥ���⡣����Olympus BX41M��ѧ������OM����Zeiss Supra55��ɨ�����������SEM���۲츴�ϲ��ϵ�����֯������������Instron������Ͻ��У������ٶ�Ϊ0.2 mm��min-1 �������������30 mm���DZ�����Ƭ������Ƭ�ߴ���ͼ2��ʾ������Ƭ���Ϊ��ѹ���SiCf /TB8���ϲ��ϱ���ʵ�ʺ�ȣ���ȷֲ���1.39-1.51 mm��Χ�ڡ�����ɨ�����������SEM��������Ͽ���ò���й۲졣
2 ���������
2.1 SiCf/TB8���ϲ��ϲ�ϰ��̲㷽ʽ���
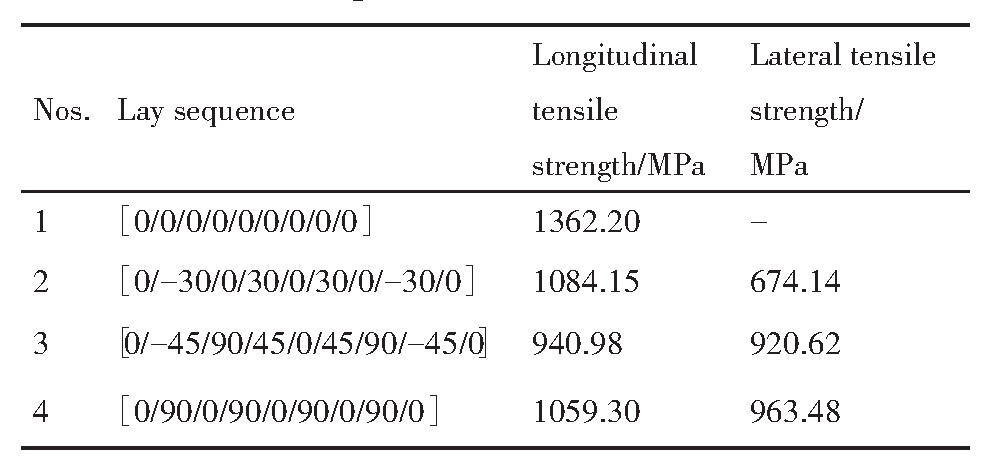
�ڸ��ϲ�ϰ������У������ܵ����칤�ռ�����ɱ������ƣ���ά����Ƕ���������ʵ�������ı仯������ӷ��Ϲ�������Ҫ����ض���ɢ�Ƕ������ѡȡ���ڹ���ʵ��Ӧ������ɢ����ά����Ƕȣ�0�㣬��45�㣬90�㣩�dz���ѡ��������3�ֲ�ͬ�̲㷽ʽ�IJ�ϰ壬���뵥��SiCf /TB8���ϲ��Ͻ��жԱȡ�����ϰ���̲�������1��ʾ��1�Ų���Ϊ����SiCf /TB8���ϲ��ϣ�2�Ų���Ϊ0���30�㵥��尴һ��˳����ɵIJ�ϰ壬3�Ų���Ϊ0�㣬45���90�㵥��尴һ��˳����ɵIJ�ϰ壬4�Ų���Ϊ0���90�㵥��尴һ��˳����ɵIJ�ϰ塣��ϰ���̲�˳�����10%Լ����ƽ��Լ�����Գ���Լ����
ͼ2 �����Լ����γߴ�
Fig.2 Dimension of tensile samples(mm)
��1 SiCf /TB8���ϲ��ϲ�ϰ��̲�˳����� ����ԭͼ
Table 1 Design of stacking sequence of SiCf /TB8 compos-ite laminates
2.2 SiCf/TB8���ϲ��ϲ�ϰ�����֯
ʵ���Ʊ�����SiCf /TB8���ϲ�������֯��ͼ3��ʾ��ͼ3(a��d���ֱ�Ϊ����SiCf /TB8���ϲ��ϣ�
ͼ3 �ѻ����ϲ��ϲ�ϰ�����֯
Fig.3 Orientation of laying-up in of SiCf /TB8 composite lami-nates
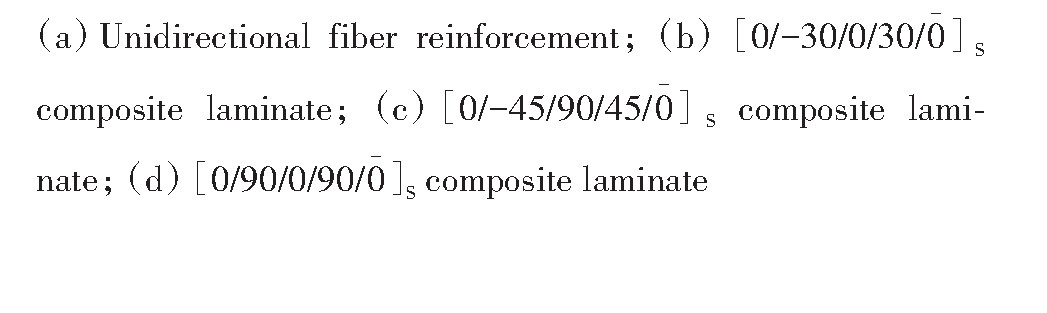
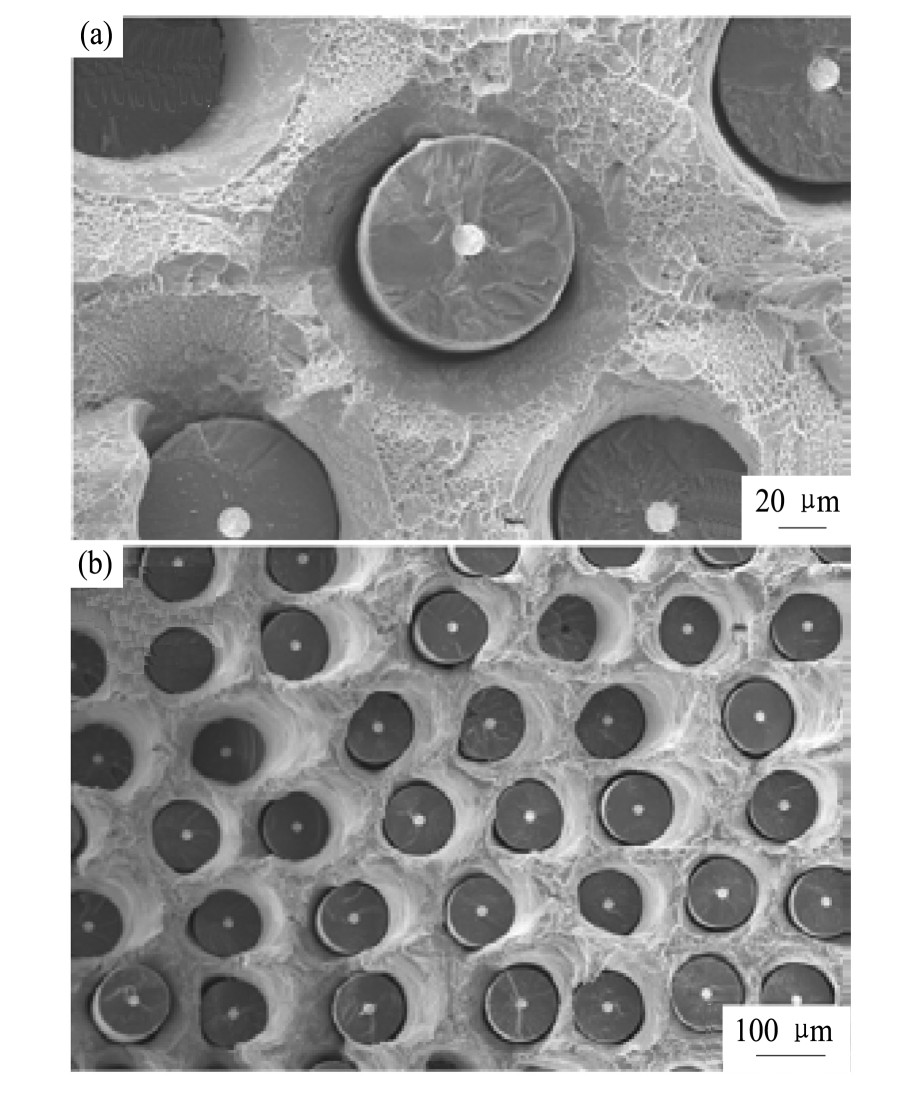
ͼ4ΪSiC��ά��TB8����������òͼ����ͼ�п��Կ���SiC��ά��TB8���������ã�SiC��ά��Χ���Ȳ���Ӧ�����������ơ�����ά������ֱ�ΪSiC��ά��CͿ�㡢TiC��Ӧ�㡢Ti���壬TiC��Ӧ��������Ӱ��SiCf /TB8���ϲ��ϵ���ѧ����
[6 ]
�����������Ʊ���SiCf /TB8���ϲ��ϲ�ϰ巴Ӧ����С��2��m������Ը��ϲ���������ɽϴ�Ӱ�졣����ά�ܱ����������������ά�������淴Ӧ���ȣ����ٴ���֤880��/50 MPa/2 h����ѹ���ս�Ϊ���ˣ������Ʊ�������SiCf /TB8���ϲ��ϡ�
2.3 SiCf/TB8���ϲ��ϲ�ϰ�������ѧ���ܼ����ѻ���
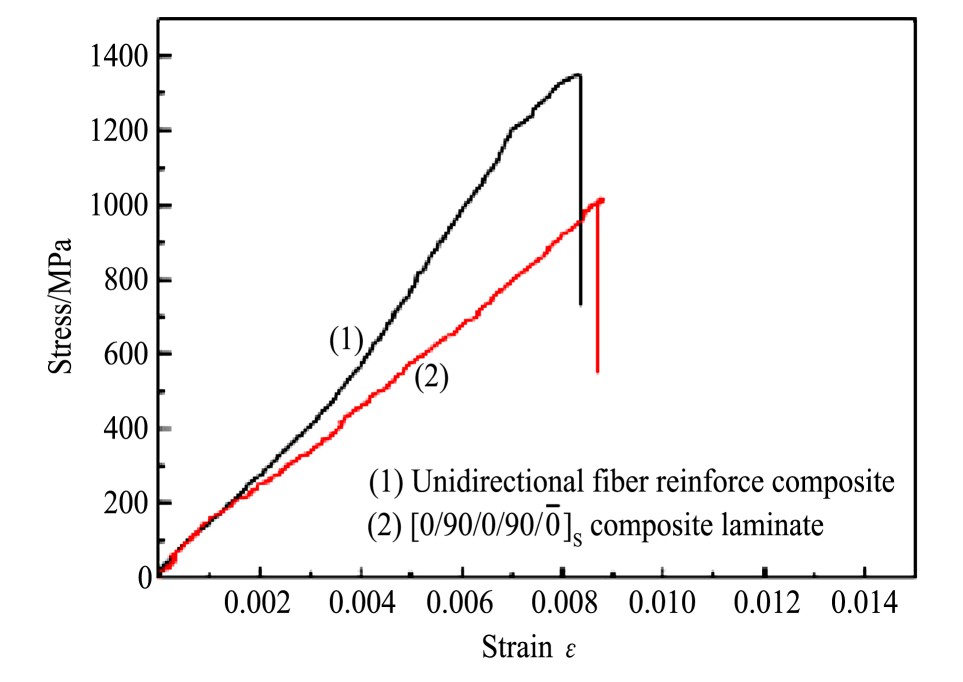
�����������ܲ��������۸��ϲ�����ѧ���ܵĻ����ֶ�֮һ�����Ķ��Ʊ�����SiCf /TB8���ϲ��ϲ�ϰ������������ܽ��������ۡ�ͼ5ΪSiCf /TB8���ϲ��������������Ӧ��Ӧ�����ߡ���ͼ5�п��Կ��������ǵ�����ά��ǿSiCf /TB8���ϲ��ϻ���f /TB8���ϲ����������������õ�TB8�Ͻ�����м�����SiC��ά�������������Ա��ֳ����Բ��϶�������������Ӧ��һ����1%���ڣ������ʼ��͡�f /TB8���ϲ��Ͽ���ǿ�Ⱥ�ģ���������½���
ͼ4 SiC��ά��TB8���������ò
Fig.4 Microstructures of the interface of Si C fiber and matrix
(a)Low magnification;(b)High mqgnification
ͼ5 SiCf/TB8���ϲ�����������Ӧ��Ӧ������
Fig.5 Tensile stress-strain curves at room temperaturre of SiCf /TB8 composite materials
SiCf /TB8���ϲ��ϲ�ϰ����������������ǿ�����2��ʾ��ÿ����������Ϊ5�β�����ȡƽ��ֵ��5������Ƭ���Խ������ƽ��ֵ+50 MPa��Χ�ڡ�����SiCf /TB8���ϲ����������쿹��ǿ��Ϊ1362.20 MPa,f /TB8���ϲ��ϣ��������������½�����Ӧ�ĺ�����ǿ�ȷֱ�Ϊ674.14,920.62��963.48MPa��������ά������֮��нǵ����ӣ���ϰ������ǿ����֮���ӡ�
����SiCf /TB8���ϲ����������¿���ǿ�ȿ�������ʽ��1����϶��������й��㣬
ʽ�У���c ����f �ͦ�m �ֱ�ΪSiCf /TB8���ϲ��ϣ�SiC��ά��TB8����Ŀ���ǿ�ȣ�Vf Ϊ���ϲ����е���ά���������������ʹ��SiC��άƽ�����¿���ǿ��Ϊ3200 MPa,TB8����ƽ�����¿���ǿ��Ϊ1100 MPa��������SiCf /TB8���ϲ��ϵ�SiC��ά���Ϊ0.2 mm,SiC��άֱ��0.1 mm,TB8���ĺ��0.1 mm��ÿ�鸴�ϲ�����9Ƭ��ά����11ƬTB8���ĵ��Ӷ��ɡ������㣬���������Ʊ����ϲ��ϵ���ά�������Ϊ26%����Ӧ��������ά��ǿSiCf /TB8���ϲ��ϵ����¿���ǿ������ֵΪ1520 MPa�����Ʊ����ϲ��Ϲ����У���ά��ǿ�ȴ���һ���ķ�ɢ�ȡ�������״̬��ͬ��Ӧ�����������ͬ�ȣ�����ʵ�ʵ�ǿ������Ҫ�������ۼ������ֵ��3�ź�4�Ų�ϰ��������ǿ����������ڲ��������ǻ���TB8���ĵ����Ʒ�����0����ά����90����ά����һ�㣬���������ǿ������������ǿ�ȸ��ߡ�����SiCf /TB8���ϲ��ϵ�����������ѣ�
��2 SiCf /TB8���ϲ��ϲ�ϰ忹��ǿ�ȣ����£� ����ԭͼ
Table 2 Tensile strength of SiCf /TB8 composite laminates(room temperature)
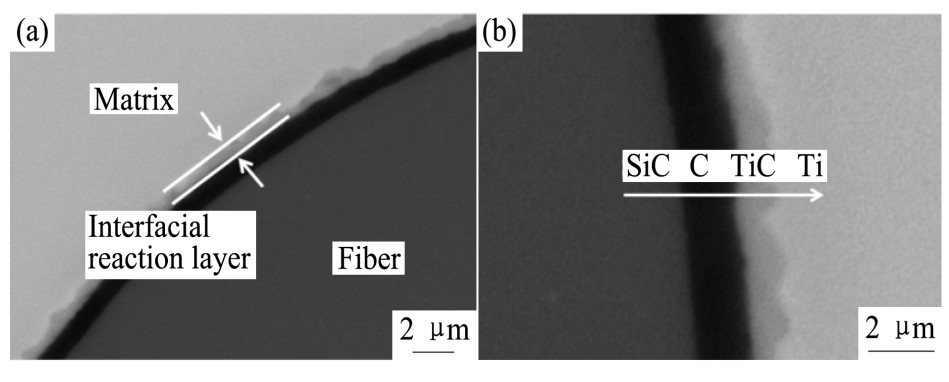
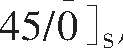
ͼ6Ϊ����SiC��ά��ǿTB8���ϲ�����������Ͽ���ò����ͼ6�п��Կ���SiC��ά�����ƽ�����ʴ��Զ��ѡ�TB8�����ϴ��ڴ������Ѻ�˺���⣬Ϊ���Զ��ѡ�����SiC��ά�������γ�����SiCf /TB8���ϲ��ϵ���������������SiC��ά�����Ľ���ǿ��Ӱ��ϴ���������������У��ⲿ�غ��ɻ��崫����SiC��ά�������洦������չ������չ����ά���������ʱ��������ά���кܸߵ�ǿ�ȣ������Ƶ���չ�ܺõ��谭���ã�����������ʱ�����ƻᷢ��ƫת���ӻ��˲��ϵ�ʧЧ����ǿ������ʱ�����غɳ���һ��ֵ���ᷢ����ά�Ķ��ѣ�����ά�Ĵ����ӻ���������չ���ٶȣ���Ȼ�����õ���ǿЧ��
[23 ]
��ͼ6�Ͽ��е�SiC��ά�γ��������У��ɼ���ά/���������ǿ�����С������غɵ����ӣ���������ά�����ȷ������ѣ�����ɶ�����ά���������֮��Ļ������е����غɱ�����δ������ά����̯�������غɵĽ�һ�����ӣ�δ������ά���е����غ����ӣ����ϲ��ϵ��ڲ�����Ҳ���ӣ��ᷢ����ά�صĶ��ѡ����ﵽijһ�ٽ��غɣ���ijһ����ά�ط������Ѻ������������ϲ��ϵĶ��ѡ�
ͼ6 ����SiC��ά��ǿTB8���ϲ�����������Ͽ���ò
Fig.6 Fracture morphology of Si Cf /TB8 composite laminate
(a)High magnification;(b)Low magnification
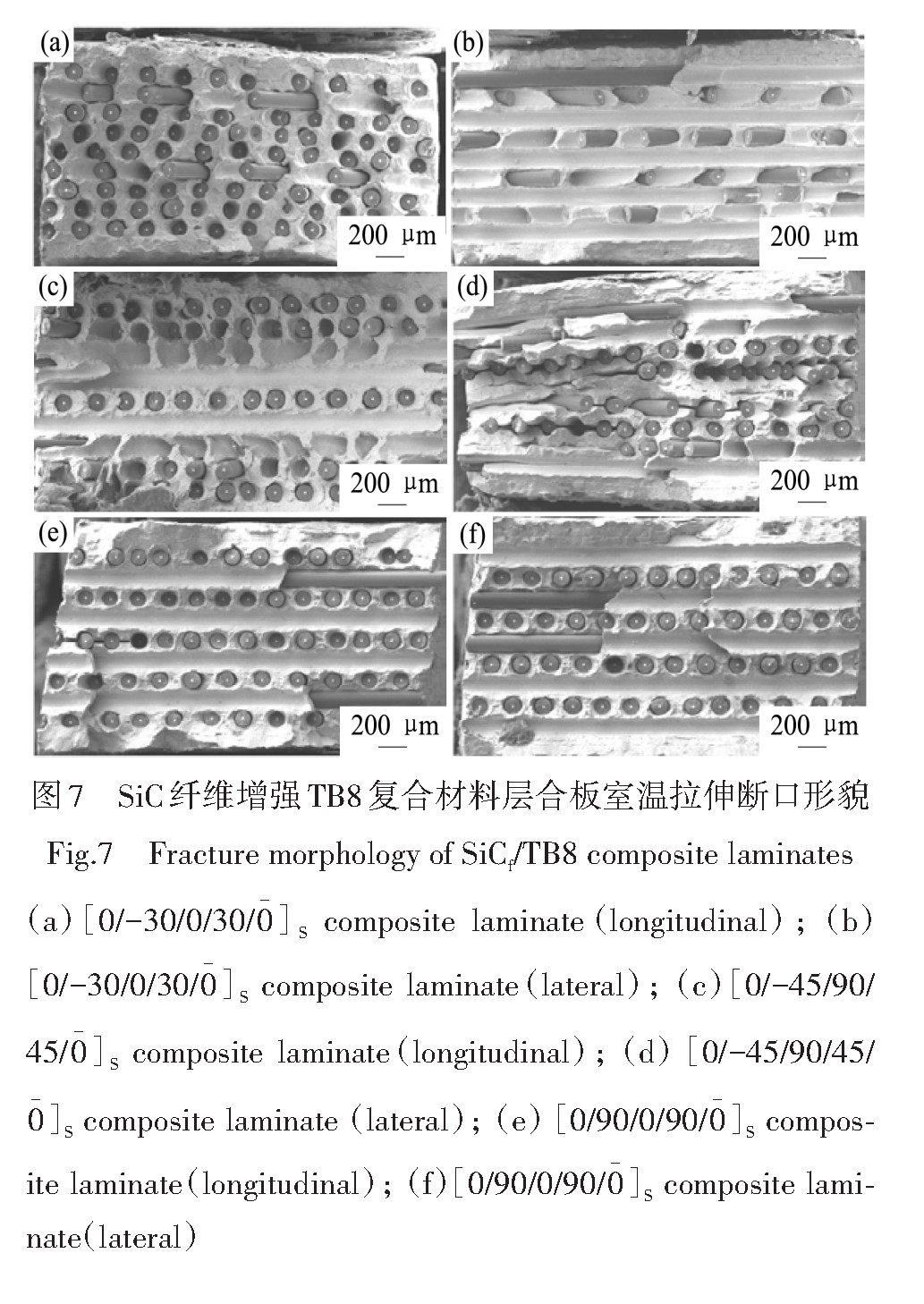
ͼ7ΪSiCf /TB8���ϲ��ϲ�ϰ���������Ͽ���ò��ͼ7(a,b���ֱ�Ϊf /TB8���ϲ��϶�ǶȲ�ϰ���ԣ�������غɵ������£���ά�����Ľ����ϴ�Ϊ�������ڣ�����ƫ����ά��������ʱ������ճ�����ڸ��ϲ��ϵĶ��ѣ���ճ�Ѻ������غ��ɻ���е����������غɷ������ɽǶ�Խ��ĵ�������ܵ��Ĵ�ֱ����ά������غ�Խ�����غɷ������ɽǶ����ĵ��������ȷ�����ά�����Ľ���ճ�ѣ������������������ʧЧ����ά�������غɷ�����ͬ�ĵ�������ʧЧ����ά���ѣ����ջ���˺�ѡ�
ͨ����SiCf /TB8���ϲ��ϲ�ϰ���SiC��ά����Ƕȡ��̲�˳�����ƿ�ʵ�ֶ�SiCf /TB8���ϲ��ϲ�ͬ������ѧ���ܵĵ����Ľ�����ͳ�ĵ���SiCf /TB8���ϲ�������ά�������������������ܣ����������غ�ƫ����ά����ʱ�����ϻ���ǰʧЧ���������ѧ����ʮ�ֱ�����SiCf /TB8���ϲ���[0/90/0/90/0- ]S ��ϰ�����������������������ǿ����Խ��������ѻ����ϲ��϶�������ʱ�ɿ��Dz��ã����ѻ����ϲ��Ϲ�������״̬ȷ��ʱ���ɲ���30��ȽǶȻ����ʵ�����ȷ���������ǶȲ�ϰ壬����������������ǿ�ȵ�ͬʱ��������������ǿ�ȡ�
3 ����
1.880��/50 MPa/2 h�ĸ��Ϲ����£�SiCf /TB8���ϲ��ϲ�ϰ帴��Ч�����ã���������ȱ�ݣ�SiC��ά�Ų����Ȳ�����Ʒ������һ�£���ά�������淴Ӧ����С��2��m��
2.ͨ���Ե���SiC��ά����Ƕȡ��̲�˳�����ƿ�ʵ�ֶ�SiCf /TB8���ϲ��ϲ�ͬ������ѧ���ܵĵ����Ľ�������SiCf /TB8���ϲ����������쿹��ǿ��Ϊ1362.20 MPa,
3.SiCf /TB8���ϲ��϶�ǶȲ�ϰ�������غ������£�����ճ�����ڸ��ϲ��ϵĶ��ѣ����غɷ������ɽǶ����ĵ��������ȷ�����ά�����Ľ���ճ�ѣ������������������ʧЧ�����غɷ�����ͬ�ĵ�������ʧЧ����ά���ѣ����ջ���˺�ѡ�
�����
[1] Wang Y M,Zhang G X,Zhang X,Yang Q,Yang L N,Yang R. Advances in SiC fiber reinforced titanium materix composites[J]. ACTA Metallurgica Sinica,2016,52(10):1153.�����������Ź��ˣ��������࣬�����ȣ�����.����SiC��ά��ǿ�ѻ����ϲ����о���չ[J].����ѧ����2016,52(10):1153.)
[2] Lin S,Zhao B,Hou H L,Qu H T. Preparation and thermo-physical properties of SiCf /TB8 composites[J].Aeronautical Manufacturing Technology, 2016, 59(8):93.�����ɣ��Ա����������������. SiCf /TB8���ϲ��ϵ��Ʊ����������������о�[J].�������켼����2016,59(8):93.)
[3] Clyne T W.Comprehensive Composite Material:Metal Matrix Composite[M].London:Cambridge University Press,2000.1.
[4] Osborne D,Chandra N,Ghonem H. Interphase behavior of titanium matrix composites at elevated temperature[J]. Composites:Part A,2001,32(3):545.
[5] Zhou Y G,Yang Y Q. Progress in the study of titanium matrix composites reinforced by SiC fibers[J]. ACTA Metallurgica Sinica,2002,38(s1):461.������գ�������.̼����������ά��ǿ�ѻ����ϲ��ϵ��о���չ[J].����ѧ����2002,38(s1):461.)
[6] Sun Q,Yang Y Q,Huang B,Luo X,Xue C L. The influence of interface reaction zone on interfacial fracture toughness of SiC fiber reinforced titanium matrix composites[J]. Composite Interfaces,2018,25(3):1.
[7] Zhang G Q,Yuan M N,Li S X,Hou H L,Qu H T,Zhao B. Fabrication and interface reaction of SiC fiber reinforced Ti/Ti2AlNb laminated Composite[J]. Chinese Journal of Rare Metals,2017,41(10):1093.���Ź��죬ԭ÷�ݣ�����ϼ��������������Σ��Ա�.SiC��ά��ǿTi/Ti2AlNb���㸴�ϲ����Ʊ���������Ϊ�о�[J].ϡ�н�����2017,41(10):1093.)
[8] Lu S Y,Ma F C,Liu P,Li W,Liu X K. Microstructure and mechanical properties of TiB reinforced titanium matrix composites with heat treatment[J]. Chinese Journal of Rare Metals,2018,42(4):379.��¬˼��������֣���ƽ����ΰ�����¿�.�ȼӹ���TiB��ǿ�ѻ����ϲ�������֯����ѧ���ܵ�Ӱ��[J].ϡ�н�����2018,42(4):379.)
[9] Vassel A. Continuous fiber reinforced titanium and aluminium composites:a comparison[J]. Materials Science and Engineering A,1999,263(2):305.
[10] Leyens C,Hausmann J,Kumpfert J. Continuous fiber reinforced titanium matrix composites:fabrication,properties and applications[J]. Advanced Engineering Materials,2010,5(6):399.
[11] Li P H,Zhang Y,Wang T,Zhang Y Z,Li Z,Jia C L.Research progress on continuous SiC fiber reinforced metal matrix composite[J]. Journal of Materials Engineering,2016,44(8):121.�����廸�����£����Σ������ޣ����ȣ��ֳ���.����SiC��ά��ǿ���������ϲ����о���չ[J]�����Ϲ��̣�2016,44(8):121.)
[12] Cao X Z,Zhao B,Han X Q,Hou H L,Qu H T. Research on deformation mechanism of SiC fiber reinforced titanium matrix composites subjected to high temperature axial tension[J]. Materials Review,2017,31(8):88.�������У��Ա�������ȫ���������������.����SiC��ά��ǿ�ѻ����ϲ��Ϻ�����±��λ����о�[J].���ϵ�����2017,31(8):88.)
[13] Chen J W,Huang H,Liu X B. Application progress of SiC fiber reinforced titanium matrix composites in aero Engine,2015,40(3):29.���¼�ΰ���ƺƣ������. SiCf /Ti���ϲ����ں��շ������е�Ӧ�ý�չ[J].�߿Ƽ���ά��Ӧ�ã�2015,40(3):29.)
[14] Yang Y Q,Zhu Y,Ma Z J,Chen Y. Processing of Ti matrix composites reinforced by SiC fibers[J]. Mechanical Science and Technology,2002,21(3):424.�������壬���ޣ���־��������. SiC����ά��ǿTi�����ϲ��ϵ��Ʊ�[J].��е��ѧ�뼼����2002,21(3):424.)
[15] Lou J H,Yang Y Q,Luo X,Guo H F,Wei Z. Effects of fiber volume fraction on transverse tensile properties of SiC/Ti-6Al-4V composites[J]. Rare Metal Materials and Engineering,2011,40(4):575.
[16] Zhao B,Jiang B,Gao Z Y,Hou H L,Liao J H,Qu H T. Transyerse strength analysis of continuous SiC fiber reinforced titanium matrix composites[J]. Chinese Journal of Rare Metals,2013,37(3):372.���Ա�����������־�£���������ν�������.����SiC��ά��ǿ�ѻ����ϲ��Ϻ���ǿ�ȷ���[J].ϡ�н�����2013,37(3):372.)
[17] Lou J H,Yang Y Q,Liu S Q. Study on longitudinal properties of SiCf/Ti-6Al-4V composite including broken fiber[J]. Hot Working Technology,2016,(6):169.��¦�պ죬�����壬����ȫ.��������ά��SiCf /Ti-6Al-4V���ϲ������������о�[J].�ȼӹ����գ�2016,(6):169.)
[18] Fukushima A,Fujiwara C,Kagawa Y,Masuda C. Effect of interfacial proper ties on tensile strength in SiC/Ti-15-3 composites[J]. Materials Science and Engineering A,2000,276(1):243.
[19] Nimmer R P,Bankert R J,Russell E S,Smith G A. Micromechanical modeling of fiber/matrix interface effects in transversely loaded SiC/Ti-6-4 metal matrix composites[J]. Journal of Composites Technology&Research,1991,13(1):3.
[20] Tang W Y,Gu Y X,Zhao G Z. Stacking-sequence optimization of composite laminate plates by genetic algorithm[J]. Journal of Dalian University of Technology,2004,44(2):186.�������ޣ���Ԫ�ܣ��Թ���.���ϲ��ϲ�ϰ��̲�˳���Ż��Ŵ��㷨[J].����������ѧѧ����2004,44(2):186.)
[21] Xiu Y S,Cui D G. Ply optimization design for stability of composite laminates[J]. Engineering Mechanics,2005,22(6):212.����Ӣ正��¸�.���ϲ��ϲ�ϰ��ȶ��Ե��̲��Ż����[J].������ѧ��2005,22(6):212.)
[22] Gotsis P K,Chamis C C,Minnetyan L. Prediction of composite laminate fracture:micromechanics and progressive fracture[J]. Composites Science&Technology,1998,58(7):1137.
[23] Zhao B,Hou H L,Li Z Q,Liao J H,Qu H T. Mechanical properties study of continuous SiC fiber reinforced Ti3 Al composites[J]. Aeronautical Manufacturing Technology,2015,3:78.���Ա������������־ǿ���ν�������.����SiC��ά��ǿTi3 Al�����ϲ�����ѧ�����о�[J].�������켼����2015,3:78.)