Annealing twin mechanism for 304 stainless steel solution treatment process
��Դ�ڿ������ϴ�ѧѧ��(Ӣ�İ�)2021���7��
�������ߣ��κ��� �Ϳ�ʢ �ι�ʤ ��ʿ��
����ҳ�룺1978 - 1989
Key words��304 stainless steel; texture; annealing twin; secondary twin; grain orientation
Abstract: The texture evolution, twin crystallographic nature and grain orientation variation during the solution heat treatment process of the 304 stainless steel pipe were studied. It was found that after the solution heat treatment, the texture type clearly changed, and the texture strength was greatly increased. During the solution heat treatment process, grain boundaries migrated along the orientation available for grain growth, giving rise to abnormal growth of some grains through merging with the adjacent small grains. After the solution heat treatment, more <111>60�� twins formed in the microstructures of the 304 stainless steel pipe, and the fraction of the twin boundaries showed a pronounced increase. Analysis of the twin crystallographic nature of the FCC crystals showed that four kinds of twin variants can be formed within austenite parent grains, and twelve kinds of misorientations can be formed between the austenite parent grains and the secondary twins.
Cite this article as: JI Kai-sheng, SONG Guang-sheng, SONG Hong-wu, ZHANG Shi-hong. Annealing twin mechanism for 304 stainless steel solution treatment process [J]. Journal of Central South University, 2021, 28(7): 1978-1989. DOI: https://doi.org/10.1007/s11771-021-4746-2.

J. Cent. South Univ. (2021) 28: 1978-1989
DOI: https://doi.org/10.1007/s11771-021-4746-2

JI Kai-sheng(�Ϳ�ʢ)1, SONG Guang-sheng(�ι�ʤ)1,SONG Hong-wu(�κ���)2, ZHANG Shi-hong(��ʿ��)2
1. School of Materials Science and Engineering, Shenyang Aerospace University, Shenyang 110136, China;
2. Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Abstract: The texture evolution, twin crystallographic nature and grain orientation variation during the solution heat treatment process of the 304 stainless steel pipe were studied. It was found that after the solution heat treatment, the texture type clearly changed, and the texture strength was greatly increased. During the solution heat treatment process, grain boundaries migrated along the orientation available for grain growth, giving rise to abnormal growth of some grains through merging with the adjacent small grains. After the solution heat treatment, more <111>60�� twins formed in the microstructures of the 304 stainless steel pipe, and the fraction of the twin boundaries showed a pronounced increase. Analysis of the twin crystallographic nature of the FCC crystals showed that four kinds of twin variants can be formed within austenite parent grains, and twelve kinds of misorientations can be formed between the austenite parent grains and the secondary twins.
Key words: 304 stainless steel; texture; annealing twin; secondary twin; grain orientation
Cite this article as: JI Kai-sheng, SONG Guang-sheng, SONG Hong-wu, ZHANG Shi-hong. Annealing twin mechanism for 304 stainless steel solution treatment process [J]. Journal of Central South University, 2021, 28(7): 1978-1989. DOI: https://doi.org/10.1007/s11771-021-4746-2.
1 Introduction
The 304 stainless steel is an austenitic stainless steel that has many excellent properties such as high strength, corrosion resistance, good toughness, and pliability [1, 2]. Therefore, it has been applied for manufacturing in a wide variety of fields ranging from household products to the aviation, aerospace, and nuclear industries [3, 4].
Slip and twinning are common modes of atom movement within metals [5]. In particular, twinning can be activated during the processes of metal deformation, annealing or solidification, and the structures obtained through these twinning processes are called deformation twins, annealing twins and growth twins, respectively [6]. For deformation twins, due to a large number of reports on the deformation mechanism of hexagonal close packed (HCP) metals such as magnesium and titanium alloys in recent years, the mechanism of deformation twins is now well-known [7-10]. Growth twins are formed on some specific lattice planes during the gas-solid or liquid-solid transformations [6]. Annealing twins is another common twin mode that often occurs after plastic deformation driven by the release of internal stress during the annealing process for alloys with a low stacking fault energy (SFE) [11].
In 1926, CARPENTER et al [12] first reported the formation of annealing twins, but for a long time since their work, there was no consensus regarding the formation mechanism of annealing twins [13]. In recent years, the growth accident theory for the formation of annealing twins has been supported by a large number of experimental results [14-17]. According to this theory, the grains grow rapidly during annealing, resulting in the formation of stacking faults and activation of annealing twins at the migrated large-angle grain boundaries [8, 18]. YANG et al [11] conducted annealing treatments on austenitic stainless steels produced by equal channel angular pressing (ECAP), and the subsequent microstructure analysis showed that the deformation twins began to degenerate and disappear at the recovery stage and the annealing twins were formed with the migration of the large-angle grain boundaries. JIN et al [19] studied the effect of the heat treatment process parameters on the annealing twin formation in 304L austenitic stainless steel by applying in-situ annealing equipment and electronic backscatter diffraction (EBSD) to analyze the activation of annealing twins with different morphologies. The results of their analysis showed that during the recrystallization process, the annealing twin density was influenced by the degree of pre-strain. With increasing pre-strain, grain boundary migration was accelerated and the annealing twin density in recrystallized grains was enhanced. It was found that with the increase in the recrystallization rate, this effect decreases gradually. PODDAR et al [20] studied the evolution mechanism of the twins within the growing and grown grains in austenitic stainless steel during different annealing processes. Two kinds of heat treatment processes, namely isothermal annealing and cyclically repeated annealing-quenching were applied, and the kinetics of the critical grain growth with high twin density were revealed under isothermal annealing. It was found that while the twinning propagation can be almost ignored in the grown grains, after repeated annealing-quenching cycles, twins were activated again in the grown grains due to the thermal elastic-plastic strain produced by thermal expansion and contraction during heat treatment. It was also concluded that high-temperature quenching will lead to grain boundary rotation that generates interfacial stress and leads to the formation of stacking faults at the grain boundaries.
In the current work, solution treatments of 304 stainless steel tubes were performed, and the texture evolution, grain orientation characteristics and the crystallographic nature of the twins were analyzed before and after the solid solution treatment. The obtained results are beneficial for understanding the influence of the solution heat treatment on the austenitic recrystallization texture, austenitic grain orientation evolution and the annealing twins formation mechanism during heat treatment.
2 Experimental materials and methods
The experimental material was a commercial welded AISI 304 stainless steel tube with a diameter (d) of 22 mm and wall thickness (t) of 1.5 mm. The chemical composition of the steel tube is described in Table 1. Two ring-like samples with an arc length of 10 mm and a thickness of 3 mm were cut (numbered as samples 1 and 2) from the radial cross-section of the steel tube. Sample 1 was kept in its initial state, and sample 2 was treated with a solution heat treatment at 1100 ��C for 30 min. EBSD measurements were carried out for the two samples, respectively, where the scanning area was located on the radial cross-sections of the samples.
Table 1 Chemical composition of 304 stainless steel pipes (wt%)

In EBSD experiments, the grain orientation was measured using a Zeiss Gemini SEM500/300 field emission scanning electron microscope with an EBSD system (Zeiss, Germany) at a magnification of 500 and with a step size of 1 ��m. The samples were ground, mechanically polished, and electrolytically polished. The electrolyte was HClO4-C2H5OH mixed solution with a volume ratio of 1:9, the electrolytic voltage was 30 V, and the electrolytic time was 25 s. The measured grain orientation data were processed using the HKL Channel5 software.
3 Experimental results and analysis
3.1 Texture evolution
Welded 304 stainless steel tubes were used in the experiments. During the tube production, processes of initial forming, welding, calibrating, cold-rolling or cold-drawing, or continuously cold-drawing were carried out sequentially. The stainless steel tubes were finally annealed at 900��C after forming. To facilitate the forming during the subsequent hydraulic bulging process, the steel tubes were treated with a solid solution at 1100 ��C for 30 min.
It was reported that heat treatment can change the characteristics of metal texture [21-23]. The texture type will not change if the metals are annealed below the recrystallization temperature, but the texture strength will decrease. The texture type will change and recrystallization texture will form if the metals are annealed above the recrystallization temperature [24]. For face centered cubic (FCC) metals, the common recrystallization textures are cubic texture {001}<100> (Cube), {236}<385> and Gauss texture {011}<100> (G), {123}<634> (S), {011}<122> (P), {011}<122> (Q) and {124}<211> (R). Recrystallization textures of metals or alloys with medium and high SFE are usually composed of cubic textures, while most of the metals with lower SFE have {236}<385> textures [25]. For austenitic stainless steel, the recrystallization texture is usually {112}<111> (copper texture C), Gauss texture and cubic texture [24].
Figure 1 shows the pole figures of samples 1 and 2 measured by EBSD, where TD, RD and ED represent the tangential, radial and axial directions of the tube, respectively. Comparison of the pole figures of samples 1 and 2 shows that after the solution heat treatment of the tube, the texture characteristics including the type and the strength of texture changed significantly. The maximum pole density in Figure 1(a) is 3.02, while that in Figure 1(b) is 11.15.
To analyze the texture evolution of the stainless steel tubes before and after the solution heat treatment, the grain orientation data obtained by EBSD were used to generate the orientation distribution function (ODF) (��2=45��, 60��). Figure 2 shows the ODF of the stainless steel tubes before and after the solution heat treatment. Figure 2(a) shows that weak rotating cube texture, {323}<165>, <110>//TD and  texture coexist in initial tube, and the maximum texture strength is 3.89. Figure 2(b) indicates that after solution heat treatment, the texture in the tube was changed to relatively intensified cubic texture,
texture coexist in initial tube, and the maximum texture strength is 3.89. Figure 2(b) indicates that after solution heat treatment, the texture in the tube was changed to relatively intensified cubic texture,  and <111>//TD texture. The texture strength of <111>//TD was the strongest and its maximum value was 10.2.
and <111>//TD texture. The texture strength of <111>//TD was the strongest and its maximum value was 10.2.
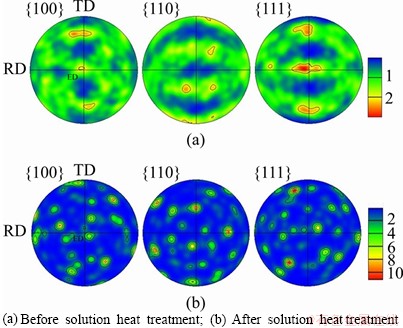
Figure 1 Pole figures of 304 stainless steel tubes:
3.2 Twinning mechanism
Figure 3 shows the grain orientation distributions of samples 1 and 2. As shown in Figure 3(a), the microstructure of the 304 stainless steel tube prior to the solution heat treatment was composed of equiaxed grains with uniform sizes, and large numbers of annealing twins formed within the recrystallized grains. According to the well-known growth accident theory [11, 13, 14, 16, 18], grains grow through grain boundary migration during recrystallization. If the grain boundaries migrate rapidly, the stacking default may occur in close-packed {111} lattice plane, resulting in the formation of twin boundaries, and twins grow through the migration of twin boundaries. The large number of twins in Figure 3(a) indicates that the annealed twin growth reached saturation [13, 17]. Figure 3(b) shows that the microstructure of the tube was clearly changed by the solution heat treatment. The grain sizes are not uniform and are clearly larger than the grain size before the solution treatment. In addition to the existence of some thin lath-shaped annealing twins, some annealing twins with irregular shapes distributed inside the grain are also observed.

Figure 2 ODFs of 304 stainless steel tubes:
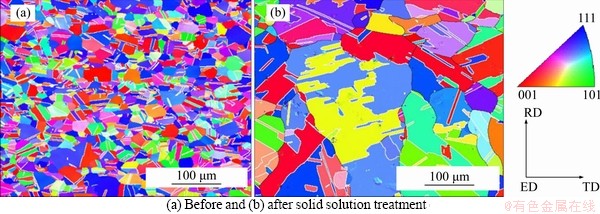
Figure 3 Grain orientation micrographs of 304 stainless steel tubes:(white lines represent twin boundaries)
During the solution heat treatment, the growth preferred orientation existed during the grains growth in the tube. Therefore, the grain growth in the tube is no longer the normal growth through the migration of all of the grain boundaries at roughly the same speed, but rather is due to the migration of a few grain boundaries along the growth-preferred orientation, so that a few grains consume other surrounding smaller grains and grow abnormally. Meanwhile, with the disappearance of some annealing twins, a few annealing twinning boundaries in the parent grain also migrate along the orientation favorable for grain growth, so that the annealing twins consume other smaller grains and grow abnormally. Finally, at the end of the solution treatment, the grain morphology characteristics shown in Figure 3(b) are formed. Comparison of the twin morphologies in Figures 3(a) and (b) shows that the boundaries of the annealing twins prior to the solution treatment are straight, while the boundaries of the annealing twins after the solution treatment are either straight or zigzag. This means that the morphology of the twin bands was transformed from lath-shaped into the irregular shape. According to the classification method of the annealing twin morphologies for FCC metals [19], twins with different morphologies belong to two different annealing twins. For zigzag grain boundaries, the migration of the twin boundaries is driven by the capillary force, while for the straight grain boundaries, the annealing twins are formed by the merging of incoherent grain boundaries into coherent grain boundaries.
Due to the symmetry differences between the atomic arrangements for different crystal structures, the twin systems activated in different crystal structures usually display different crystallographic natures. For HCP metals, the relatively easily initiated twin systems are and
and twins. The predominant twin system of the FCC metals is the
twins. The predominant twin system of the FCC metals is the  twin, and that for the body-centered cubic (BCC) metals is the {112}<111> twin.
twin, and that for the body-centered cubic (BCC) metals is the {112}<111> twin.
Although deformation twins, annealing twins or growth twins may form in 304 stainless steel in different states, since the 304 stainless steel is an FCC alloy, the above three kinds of twins have the same crystallographic nature [6]. The crystallographic nature of a twin can be represented by twin elements that include twin plane, twin direction, shear plane, second undistorted plane and the line of the intersection between the shear plane and second undistorted plane. Although it was reported in the literature that annealing twins in FCC crystals have different variants [18], it is necessary to systematically describe the crystallographic nature of the twin variants on the lattice scale. For the  twins in FCC metals, as shown in Figure 4, according to the differences in the twin plane and twin direction, there are a total of four twin variants, and the twin planes corresponding to each twin variant are represented by the green triangles in the figure, and are the (111),
twins in FCC metals, as shown in Figure 4, according to the differences in the twin plane and twin direction, there are a total of four twin variants, and the twin planes corresponding to each twin variant are represented by the green triangles in the figure, and are the (111), 
 and
and  lattice planes. The twin directions corresponding to each twin variant, as shown in Figure 4, are represented by the lines passing through the midpoint of the bottom edge and the vertex in the green triangles that are respectively the
lattice planes. The twin directions corresponding to each twin variant, as shown in Figure 4, are represented by the lines passing through the midpoint of the bottom edge and the vertex in the green triangles that are respectively the 
 [112] and
[112] and  lattice directions. The red rectangles in Figure 4 represent the shearing planes (P) of the twinning crystallographic elements that correspond to each twin variant and are respectively the (110) and
lattice directions. The red rectangles in Figure 4 represent the shearing planes (P) of the twinning crystallographic elements that correspond to each twin variant and are respectively the (110) and lattice planes. The purple triangles in Figure 4 represent the twinning second undistorted plane (K2) corresponding to each twin variant that are respectively the
lattice planes. The purple triangles in Figure 4 represent the twinning second undistorted plane (K2) corresponding to each twin variant that are respectively the 
 (111) and
(111) and  lattice planes. The straight lines passing through the midpoint of the bottom edge and vertex in the purple triangles represent the special crystal directions (��2) on K2 that are the intersection lines between P and K2, and are respectively the [112],
lattice planes. The straight lines passing through the midpoint of the bottom edge and vertex in the purple triangles represent the special crystal directions (��2) on K2 that are the intersection lines between P and K2, and are respectively the [112], 
 and
and  lattice directions corresponding to each twin variant.
lattice directions corresponding to each twin variant.
According to the symmetry formed between the twin and matrix lattices with respect to the twin planes after twinning, different twin planes will correspond to different twin variants. According to the crystallographic nature of the twin variants shown in Figure 4, it can be determined that for any austenite parent grains, four different misorientations may form between the parent grains and twins. Figure 5 schematically shows the misorientations between the parent grains and four different twin variants, and it is observed that for any twin variants, the parent grain orientation clearly changes after twinning.
The crystallographic nature of the twin variants can be described by the twin plane and twin direction as mentioned above, but it also can be described by combining the rotation axis with the rotation angle in the case of FCC metals for which the twin system can be fully described as <111> 60��. The four twin variants shown in Figure 4 were defined as the T1, T2, T3, and T4 twins, respectively, and the rotation axis and rotation angle corresponding to each twin variant are listed in Table 2 [5].
The distributions of the misorientation angle and rotation axis in the grains of the above two samples are shown in Figure 6. The inverse pole figures in Figure 6 reveal that the rotation axis is concentrated on the <111> crystal orientation. In addition, it is clearly observed that the misorientation angle of 60�� occupies the highest percentage in the entire range of the misorientation angle values. These results revealed that a large number of twins with the <111>60�� misorientation, which is a misorientation between the twins and parent grains, formed in the grains. Comparison of Figures 6(a) and (b) showed that the rotation axis was further concentrated on the <111> crystal orientation in the inverse pole figures after the solution heat treatment. Meanwhile, comparison of the misorientation angle distribution presented in Figure 6(a) to that presented in Figure 6(b) shows that the proportion of the misorientation angle of 60�� was clearly increased after the solution heat treatment. These changes imply that the twin volume percentage shows a pronounced increase after the solution heat treatment.
A careful examination of the grain orientation characteristics observed in Figure 3(b) shows that for every grain, twins with different orientation were activated at different positions in the same grain, indicating that different twin variants were activated in the same grain [26]. Simultaneously, twin bands with another orientation were also generated within some twin bands which means that secondary twins are generated [27]. Although the disappearance and rebirth of annealing twins were previously observed during repeated annealing of FCC metals [20], and initiations of different twin variants within a single grain was also found in previous work [18], reports on the secondary twin initiation during FCC metals annealing were rare. Furthermore, to date, systematic analysis of the crystallographic characteristics of secondary annealing twins has been lacking. To analyze the twin formation in a single grain, four grains with multiple twin bands shown in Figure 3(b) were selected. The matrices of these four grains were successively numbered as 1-4, and the twin variant in each grain was denoted as *t#, where * represents the number of the parent grain where the twins are located, and # represents the number of the twin variants in the grain. For example, twin 1t4 represents the fourth twin band in grain 1.
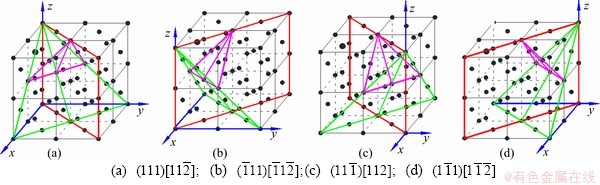
Figure 4 Crystallographic nature of different twin variants for twins in FCC crystals:
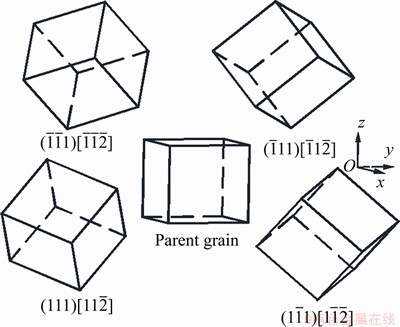
Figure 5 Schematic of misorientations between austenite parent grain and twin variants
Table 2 Crystallographic nature of twin variants in FCC crystals
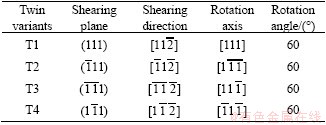
Figure 7 shows the orientation distribution of the matrices of the above four grains and the twin bands within grains. It is observed that multiple twins variants were generated within each grain, while additional twin bands were generated within some twin bands, namely, secondary twins are generated. It was also observed that obvious misorientation formed among the different twin bands or between the parent grains and the twin bands. For example, for grain 1 in Figure 7, three twin variants of 1t1-1t3 were formed in grain 1, while two twin variants of 1t4 and 1t5 were generated in the 1t3 twin band. Because twins 1t4 and 1t5 were generated in twin 1t3, twins 1t4 and 1t5 are secondary twins to grain 1. The secondary twin activated by deformation is an important micro deformation mechanism for HCP metals that is produced by the lattice shear in the primary twin under internal stress. For the secondary twins produced in the annealing process of FCC metals [18], according to the theory of crystal growth accident describing the mechanism of annealing twin formation, we suggest that the original annealing twin boundary migrates in the subsequent heat treatment process. In the process of twin boundary migration, due to the rapid migration of twin boundary, a stacking fault is formed on the {111} crystal plane in the twin bands, producing new twin bands, and then the secondary twin forms.
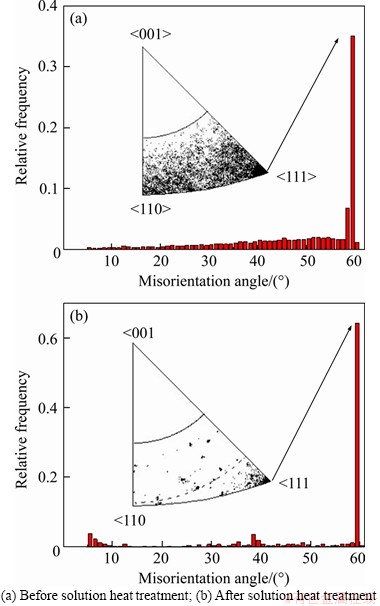
Figure 6 Distributions of rotation axis and rotation angle in AISI 304 stainless steel grains:
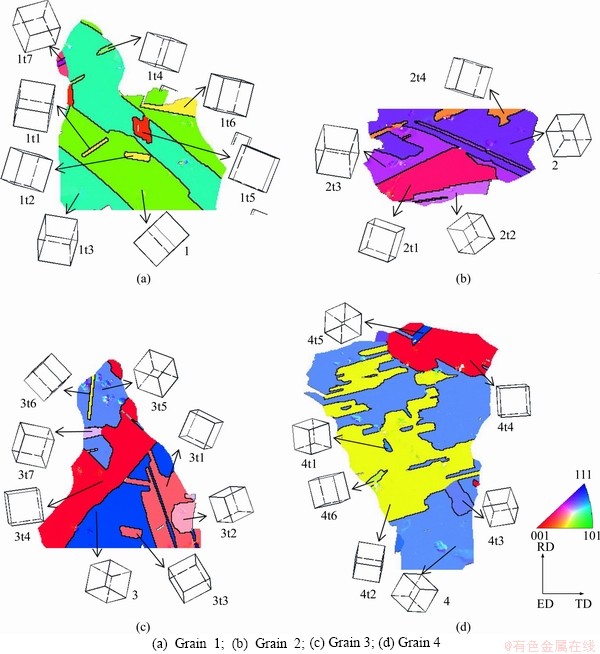
Figure 7 Schematic of austenite parent grains and their annealing twins orientations:
Figure 8 shows the distribution of the above four grains and their internal twins in pole figures. Different misorientations between the parent grain and the twins are observed for a single grain. According to the above analysis result, the twin systemhas four twin variants corresponding to a single grain, and four kinds of misorientation relationship between the parent grain and twin may exist. Figure 8 shows that for each grain, multiple misorientation relationships between the parent grain and twins are present that are caused by the secondary twins in the grain. Thus, multiple different misorientation relationships were generated.
As mentioned above, after the activation of the twin in FCC metals, the <111>60�� misorientation will be formed between the parent grain and the twin. This raises the question of what kind of misorientation will be formed between the parent grain and the twin after the secondary twin is initiated. The misorientation matrix is commonly used to describe the misorientation between the different grains or parent grains and twins. Different misorientation matrices represent different misorientations so that if the misorientation matrix between the secondary twin and the parent grain is determined, the misorientation distribution can be determined. Systematic analysis of the orientation characteristics of secondary twins is beneficial for understanding the formation mechanism of annealing twins. It is known that after the formation of the twins, the mirror symmetry of the crystal orientation with respect to the twin plane forms between the parent grain and the twin. Mathematically, the crystal orientation changing process is equivalent to the mirror reflection operation of the parent grain with respect to the twin plane, and the mirror reflection operation matrix with respect to the twin plane (rst) is given by:
 (1)
(1)
where m1, m2 and m3 represent the cosine values of the angles between the normal of the twin plane (rst) and the [100], [010] and [001] lattice directions, respectively. Then, after initiating the twin with the twin plane (rst), the changed orientation of the (hkl) lattice plane can be described by
 (2)
(2)
For the  twin, m1 and m2 and m3 are equal to
twin, m1 and m2 and m3 are equal to  and therefore, the mirror operation matrix of the twin is given by
and therefore, the mirror operation matrix of the twin is given by
 (3)
(3)
After the initiation of the twin, the orientation evolution of the (hkl) lattice plane can be described by
 (4)
(4)
The (hkl) twin planes of the 

 and
and  twin variants were respectively substituted into Eq. (4), and it can be inferred that after the initiation of the twin, the twin planes of the above four twin variants were sequentially transformed into the
twin variants were respectively substituted into Eq. (4), and it can be inferred that after the initiation of the twin, the twin planes of the above four twin variants were sequentially transformed into the 

 and
and  lattice planes that are the twin planes of the following four secondary twins, respectively. The corresponding mirror operation matrices of the secondary twins were separately defined as
lattice planes that are the twin planes of the following four secondary twins, respectively. The corresponding mirror operation matrices of the secondary twins were separately defined as 

 and
and  Based on Eq. (4), it can be concluded that after the initiation of the twin, the [100], [010] and [001] lattice axes were sequentially transformed into the
Based on Eq. (4), it can be concluded that after the initiation of the twin, the [100], [010] and [001] lattice axes were sequentially transformed into the 
 and
and  lattice axes. Therefore, theand
lattice axes. Therefore, theand  matrices were respectively obtained using Eq. (1), and are listed below.
matrices were respectively obtained using Eq. (1), and are listed below.

 (5)
(5)
Based on these results, it can be inferred that after the initiation of the secondary twins, the corresponding (hkl) lattice plane transformed from any (h'k'l') lattice plane can be described by one of the following four formulae:
 (6)
(6)
Assuming that 

 and
and  and substituting Eqs. (3) and (5) into these definitions, the following matrices can be obtained.
and substituting Eqs. (3) and (5) into these definitions, the following matrices can be obtained.

 (7)
(7)
Among the four matrices in Eq. (7), A1 is a unit matrix. Substitution of A1 into Eq. (6) shows that for all lattice planes, the orientation does not change after the activation of secondary twins corresponding to A1, while the activation of secondary twins corresponding to A2, A3 and A4 will change the orientation of the lattice planes. The effects of the above secondary twin activations on the orientation of grain are schematically illustrated in Figure 9, where the grain orientations were obtained by strict mirroring operations according to the twin planes.
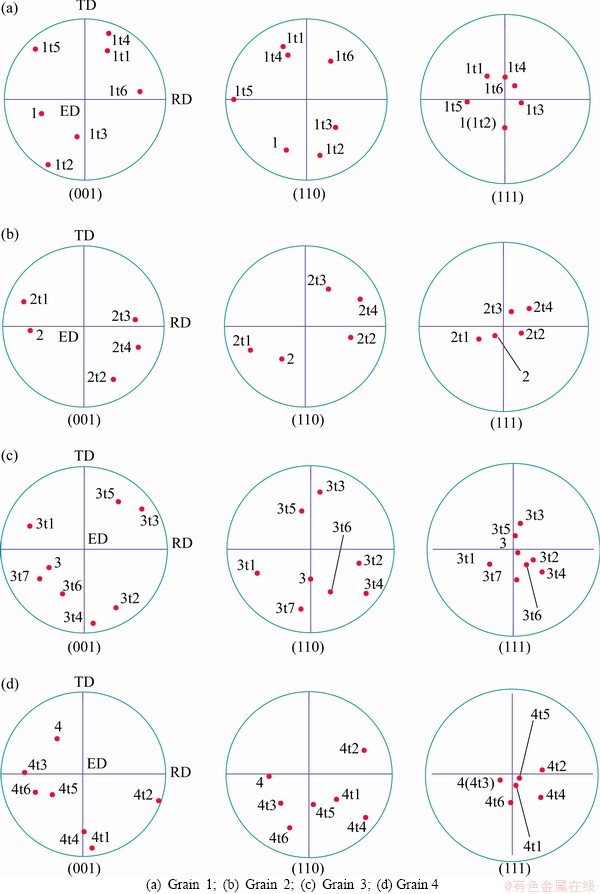
Figure 8 Pole figures of austenite parent grains and their annealing twins:
Figure 9 shows that the twin was initiated along the twin direction (purple line) in the (111) twin plane (green section) in the parent grain, and the
twin formed. Then, based on this, the secondary twins were initiated along the twin directions in the twin planes as shown in Figure 4, and four secondary twins with different orientations finally formed. These are respectively calledthe 

 and
and secondary twins according to the lattice planes where secondary twins were initiated. Previous theoretical calculation results and an examination of the illustrations presented in Figure 9 revealed that grain orientations do not change after the activation of the
secondary twins according to the lattice planes where secondary twins were initiated. Previous theoretical calculation results and an examination of the illustrations presented in Figure 9 revealed that grain orientations do not change after the activation of the  secondary twin, but other three secondary twins will change the orientations of the parent grains. Correspondingly, the misorientation matrices A2, A3 and A4 characterized the relationship between the parent grains and the other three secondary twins.
secondary twin, but other three secondary twins will change the orientations of the parent grains. Correspondingly, the misorientation matrices A2, A3 and A4 characterized the relationship between the parent grains and the other three secondary twins.

Figure 9 Schematic of grain orientation changed by secondary twin
For a parent grain, as shown in Figure 4, four different orientated twins theoretically may be formed, and then, corresponding to each twin of these four twins, four secondary twins with different orientations may start to form. Theoretically, according to the first and second twin planes corresponding to the secondary activation process, in addition to the four secondary twins shown in Figure 9, another twelve secondary twins may start to form. Applying the methods used to describe the twin planes corresponding to the secondary twins shown in Figure 9, the additional twelve secondary twins were respectively defined as the 

 and
and







 and
and
 twins. Applying the same calculation method used to obtain the four matrices in Eq. (7), the misorientation matrices corresponding to the above twelve secondary twins are obtained as
twins. Applying the same calculation method used to obtain the four matrices in Eq. (7), the misorientation matrices corresponding to the above twelve secondary twins are obtained as


 (8)
(8)
Matrices A1-A16 are the misorientation matrices between the parent grains and secondary twins. As shown in Eqs. (7) and (8), among the sixteen misorientation matrices, matrices A1, A6, A11 and A16 are unit matrices and correspond to the (111)- and
and  secondary twins, respectively. For these four secondary twins, both the first and the second twins started on the same twin plane, and the fact that the misorientation matrices of these twins are unit matrices means that the parent grains orientations do not change after the activations of secondary twins. Equations (7) and (8) also show that the other twelve misorientation matrices are different non-unit matrices that describe the influence of twelve kinds of secondary twins on the orientation of the parent grains. The non-unit matrices for these twins mean that the orientation of the parent grains will change after the occurrence of secondary twins.
secondary twins, respectively. For these four secondary twins, both the first and the second twins started on the same twin plane, and the fact that the misorientation matrices of these twins are unit matrices means that the parent grains orientations do not change after the activations of secondary twins. Equations (7) and (8) also show that the other twelve misorientation matrices are different non-unit matrices that describe the influence of twelve kinds of secondary twins on the orientation of the parent grains. The non-unit matrices for these twins mean that the orientation of the parent grains will change after the occurrence of secondary twins.
Based on the above analysis, theoretically, it can be concluded that sixteen kinds of secondary twins may form in the austenitic parent grains, among which four kinds of secondary twins do not change the orientation of the parent grains, and the crystallographic natures of these four types of secondary twins are such that for every secondary twin, both the first and second twin are initiated on the same twin plane. Finally, for a certain orientated parent grain, at most twelve kinds of misorientations can be formed between the parent grain and the secondary twin.
4 Conclusions
1) After the solid solution treatment of 1100 ��C for 30 min, the texture type showed clear changes, transforming from low-intensity rotation cubic texture of the {323}<165>, <110>//ED, and textures into the high-intensity cubic texture of the  and <111>//ED textures.
and <111>//ED textures.
2) During the solid solution treatment, the grain size and feature of the twin band showed clear changes in the 304 stainless steel tubes. After solid solution treatment, the grain grew abnormally, and within the grains the morphology of the twin bands changed from the lath-shape into the irregular shape while different twin variants and secondary twins formed within the grains and the volume percentages of twins in the grains showed a clear increase.
3) Theoretical analysis of the crystallographic natures of the twins in austenite indicates that four different misorientation relationships may be formed between the parent grain and twin, while twelve different misorientation relationships may be formed between the parent grain and the secondary twin.
Contributors
JI Kai-sheng was responsible for experiments and paper writing; SONG Guang-sheng, SONG Hong-wu and ZHANG Shi-hong were in charge of the whole trial. All authors read and approved the final manuscrept.
Conflict of interest
The authors declare no competing financial interests.
References
[1] XU Yong, ZHANG S H, CHENG M, SONG H W. In situ X-ray diffraction study of martensitic transformation in austenitic stainless steel during cyclic tensile loading and unloading [J]. Scripta Materialia, 2012, 67(9): 771-774. DOI: 10.1016/j.scriptamat.2012.07.021.
[2] SHUKLAA S, PATILB A P, KAWALED A P, SINGHA S K, THOMBRE M A. Effect of thermal ageing and deformation on microstructural evolution of 304 and 202 grade steel [J]. Materials Today: Proceedings, 2021, 38(5): 3238-3245. DOI: 10.1016/ j.matpr.2020.09.718.
[3] LIU Guan-hui, LIU Mei-hua, YI Yao-yong, ZHANG Yu-peng, LUO Zi-yi, XU Lei. Activated flux tungsten inert gas welding of 8 mm-thick AISI 304 austenitic stainless steel [J]. Journal of Central South University, 2015(3): 800-805. DOI: 10.1007/s11771-015-2585-8.
[4] SONG Guang-sheng, JI Kai-sheng, SONG Hong-wu, ZHANG Shih-hong. Microstructure transformation and twinning mechanism of 304 stainless steel tube during hydraulic bulging [J]. Materials Research Express, 2019, 6(12): 1265h9. DOI: 10.1088/2053-1591/ab5375.
[5] PICAK S , LIU J , HAYRETTIN C , NASIM W, CANADINC D, XIE K, CHUMLYAKOV Y I, KIREEV I V, KARAMAN I. Anomalous work hardening behavior of Fe40Mn40Cr10Co10 high entropy alloy single crystals deformed by twinning and slip [J]. Acta Materialia, 2019, 181: 555-569. DOI: 10.1016/j.actamat.2019.09.048.
[6] MAHAJAN S. Critique of mechanisms of formation of deformation, annealing and growth twins: Face-centered cubic metals and alloys [J]. Scripta Materialia, 2013, 68(2): 95-99. DOI: 10.1016/j.scriptamat.2012.09.011.
[7] LIU Sheng-wei, YANG Chong, PENG Yan, GAO Xin-liang, WU Lu, SHI Bao-dong. Research on plastic deformation behavior of magnesium alloy based on crystal plasticity theory [J]. Journal of Functional Materials, 2018, 49(10): 10043-10052, 10058. DOI: 10.6969/j.issn.1001-9731.2018. 10.008. (in Chinese)
[8] LU Zhen-hua, YANG Hong-ping, LIU Bo. Research progress on influence of deformation mechanism and temperature on rolled microstructure of magnesium alloy [J]. Hot Working Technology, 2018, 47(13): 13-17. DOI: 10.14158/j.cnki. 1001-3814.2018.13.004. (in Chinese)
[9] YAN Chen-kan, QU Shou-jiang, FENG Ai-han, SHE Jun. Recent advances of deformation twins in titanium and titanium alloys [J]. Chinese Journal of Rare Metals, 2019, 43(5): 449-460. DOI: 10.13373/j.cnki.cjrm.XY18040028. (in Chinese)
[10] ABD El-Aty A, XU Yong, GUO Xu-zhong, ZHANG Shi-hong, MA Yan, CHEN Da-yong. Strengthening mechanisms, deformation behavior, and anisotropic mechanical properties of Al-Li alloys: A review [J]. Journal of Advanced Research, 2018, 10: 49-67. DOI: 10.1016/j.jare.2017.12.004.
[11] YANG Gang, SUN Li-jun, ZHANG Li-na, WANG Li-min, WANG Chang. Annihilation of deformation twins and formation of annealing twins [J]. Journal of Iron and Steel Research, 2009(2): 39-43. DOI: JournalArticle/5af2da6bc 095d718d8fe85c6. (in Chinese)
[12] CARPENTER H C H, TAMURA S. The formation of twinned metallic crystals [J]. Proceedings of the Royal Society A: Mathematical, Physical and Engineering Sciences, 1926, 113(763): 161-182. DOI: 10.1098/rspa.1926.0144.
[13] JIN Y, LIN B, BERNACKI M, ROHRE G S, ROLLETT A D, BOZZOLO N. Annealing twin development during recrystallization and grain growth in pure nickel [J]. Materials Science and Engineering: A, 2014, 597: 295-303. DOI: 10.1016/j.msea.2014.01.018.
[14] CAHOON J R, LI Qiang-yong, RICHARDS N L. Microstructural and processing factors influencing the formation of annealing twins [J]. Materials Science & Engineering A, 2009, 526(1, 2): 56-61. DOI: 10.1016/ j.msea.2009.07.021.
[15] LI Qiang-yong, CAHOON J R, RICHARDS N L. On the calculation of annealing twin density [J]. Scripta Materialia, 2006, 55(12): 1155-1158. DOI: 10.1016/j.scriptamat.2006. 08.013.
[16] SONG K H, CHUN Y B, HWANG S K. Direct observation of annealing twin formation in a Pb-base alloy [J]. Materials Science & Engineering A, 2007, 454-455: 629-636. DOI: 10.1016/j.msea.2006.11.151.
[17] LI Qiang-yong, CAHOON J R, RICHARDS N L. Effects of thermo-mechanical processing parameters on the special boundary configurations of commercially pure nickel [J]. Materials Science & Engineering A, 2009, 527(1, 2): 263-271. DOI: 10.1016/j.msea.2009.07.064.
[18] BAIR J L, HATCH S L, FIELD D P. Formation of annealing twin boundaries in nickel [J]. Scripta Materialia, 2014, 81: 52-55. DOI: 10.1016/j.scriptamat.2014.03.008.
[19] JIN Y, BERNACKI M, ROHRE G S, ROLLETT A D, LIN B, BOZZOLO N. Formation of annealing twins during recrystallization and grain growth in 304L austenitic stainless steel [J]. Materials Science Forum, 2013, 753: 113-116. DOI: 10.4028/www.scientific.net/MSF.753.113.
[20] PODDAR D, CHAKRABORTY A, KUMAR B R. Annealing twin evolution in the grain-growth stagnant austenitic stainless steel microstructure [J]. Materials Characterization, 2019, 155: 1-7. DOI: 10.1016/j.matchar.2019.109791.
[21] DONADILLE C, VALLE R, DERVIN P, PENELLE R. Development of texture and microstructure during cold-rolling and annealing of FCC alloys: Example of an austenitic stainless steel [J]. Acta Metallurgica, 1989, 37(6): 1547-1571. DOI: 10.1016/0001-6160(89)90123-5.
[22] VASUDEVAN M, PALANICHAMY P. Characterization of microstructural changes during annealing of cold worked austenitic stainless steel using ultrasonic velocity measurements and correlation with mechanical properties [J]. Journal of Materials Engineering and Performance, 2002, 11(2): 169-179. DOI: 10.1361/105994902770344231.
[23] YANG S W, SPRUIELL J E. Cold-worked state and annealing behaviour of austenitic stainless steel [J]. Journal of Materials Science, 1982, 17(3): 677-690. DOI: 10.1007/BF00540364.
[24] OUYANG De-lai, LU Shi-qiang, ZHENG Hai-zhong, CUI Xia. Study on texture and flaring properties of cold drawn + intermediate annealed 2169 austenitic stainless steel tube [J]. Journal of Plasticity Engineering, 2014, 21(1): 117-121. DOI: 10.3969/j.issn.1007-2012.2014.01.021. (in Chinese)
[25] HUMPHREYS J, ROHRER G S, ROLLETT A. Chapter 12�Crecrystallization textures [M]// Recrystallization & Related Annealing Phenomena, 2017: 431-468. DOI: 10.1016/B978-008044164-1/50016-5.
[26] SONG Guang-sheng, NIU Jia-wei, ZHANG Shi-hong, ZHANG Jian-qiang. Twinning mechanism of magnesium alloy rod torsion [J]. The Chinese Journal of Nonferrous Metals, 2020, 30(7): 1574-1583. DOI: 10.11817/j.ysxb. 1004.0609.2020-37594. (in Chinese)
[27] TANG Xu, MAO Sheng-cheng, ZANG Ke-tao, GUO Zhen-xi, WANG Li, JI Yuan, ZHANG Ze, HAN Xiao-dong. In situ EBSD study of the twinning deformation behaviors in pure titanium [J]. Journal of Chinese Electron Microscopy Society, 2015(5): 409-415. DOI: 10.3969/j.issn.1000-6281.2015.05. 009. (in Chinese)
(Edited by HE Yun-bin)
���ĵ���
304����ֹ��ܴ��������е��˻��Ͼ�����
ժҪ�������� 304����ֹ�Ϊ�о�����̽���ڹ��ܴ���ǰ��304����ֹ���֯���ݻ����Ͼ��ľ���ѧ����������ȡ��仯���о�������������ܴ����� 304����ֹ��йܲ���֯�����ͷ������Ա仯������֯��ǿ��������ǿ�����ܴ��������У������������������ھ��������ȡ�����Ǩ�ƣ�ʹһЩ�����̲���Χ��С�������쳣�����ܴ���ǰ�� 304����ֹ���֯�о����ڽ϶�<111>60�� �Ͼ������Ҷ��������ڳ��ֶ����Ͼ������ܴ����������Ͼ���ռ����ȵ����ӣ��ܲ���60��ǵ��Ͼ��纬���������ӡ������������������Ͼ��ľ���ѧ�������������������徧�������п����γ�4���Ͼ����壬�����徧������������Ͼ�����ܴ���12�ֲ�ͬȡ���ϵ��
�ؼ��ʣ�304����֣�֯�����˻��Ͼ��������Ͼ�������ȡ��
Foundation item: Project(51875547) supported by the National Natural Science Foundation of China
Received date: 2020-04-24; Accepted date: 2020-12-07
Corresponding author: SONG Hong-wu, PhD, Professor; Tel: +86-24-83970203; E-mail: hwsong@imr.ac.cn; ORCID: https://orcid.org/ 0000-0003-4872-6807

