DOI:10.19476/j.ysxb.1004.0609.2018.02.17
金刚石线锯钎焊机理及工作层疲劳裂纹特征分析
张子煜1,肖 冰1,刘思幸2,段端志3
(1. 南京航空航天大学 机电学院,南京 210016;
2. 扬州大学 机械工程学院,扬州 225127;
3. 南昌大学 机电工程学院,南昌 330031)
摘 要:在氩气气氛条件下利用Cu-Sn-Ti预合金钎料实现人造金刚石磨料与KSC82钢丝的钎焊连接,制作长度500 m,基体直径约为0.7 mm的金刚石线锯。利用扫描电子显微镜及能谱仪观察并分析金刚石钎焊界面特征及微区元素分布规律,探讨钎料及钎焊界面元素氧化特性,开展线锯弯曲疲劳实验。结果表明:Cu-Sn-Ti合金在钎焊后内部形成成分发生偏析的组织,金刚石磨粒钎焊界面Ti元素明显偏析,金刚石通过反应型润湿方式实现钎焊连接。氩气通入流量影响线锯工作层合金表面显色,当氩气流量Q≥15 L/min时,线锯工作层表面呈金黄色;当10 L/min≤Q≤15 L/min时,呈蓝色;当5 L/min≤Q≤10 L/min时,呈紫红色,工作层合金表面Ti元素的氧化层厚度决定其表面可见颜色类型。线锯工作层表面弯曲疲劳裂纹首先发生于无钎料合金包覆的基体表面,增大弯曲曲率,金刚石钎焊界面处裂纹发生并沿着垂直于钎焊界面方向向钎料合金扩展,具有典型的张开型表面裂纹特征。
关键词:Cu-Sn-Ti合金;钎焊金刚石线锯;界面特征;弯曲疲劳裂纹
文章编号:1004-0609(2018)-02-0348-08 中图分类号:TG74;TH162 文献标志码:A
金刚石钎焊技术应用于线锯的制作,其初衷是为了解决传统固结金刚石线锯(主要包括树脂及电镀金刚石线锯)磨料把持强度较低、磨料利用率低的现状。金刚石钎焊工艺通过钎料合金液相条件下与磨粒发生化学冶金反应实现磨粒与基体的高强度连接,可以从根本上解决磨料把持强度低的问题。
近几年来,国内外相关的研究成果呈逐年上升的趋势,并且在钎焊金刚石线锯制备工艺、线锯失效模型、切割加工机理等方向均取得了一定的研究成果。但是相关研究的主要关注点多集中于线径小于0.4 mm的线锯,而针对线径0.4~1.0 mm范围内的研究成果较少。实际上,线锯切割加工过程中,交变的弯曲疲劳载荷是造成线锯失效的主要因素之一,在相同的切割工艺参数条件下,线锯的线径越大,其表面受到的弯曲应力愈大,同时,由于钎焊工艺的高温热处理过程会造成基体材料力学性能的损伤,因此,线径越大的钎焊金刚石线锯制备难度越大。另外,针对可实现高效自动化制备工艺及该工艺条件下金刚石磨粒的钎焊机理等方向的研究也鲜有报道。
因此,本文作者提出了一种高效自动化制备钎焊金刚石线锯的方法,该工艺可以实现线径0.4 mm以上钎焊金刚石线锯的制备。分析了金刚石磨粒的钎焊机理及工艺参数对线锯工作层钎焊效果的影响,通过弯曲疲劳试验,分析线锯工作层表面微裂纹发生及扩展的特征,并提出了可靠的解决方法。
1 实验
采用直径(0.7±0.01) mm的KSC82碳素钢丝作为制作金刚石线锯的基材,平均粒径小于125 μm的Cu-Sn-Ti(Cu-10%Sn-10%Ti)预合金粉末作为钎料,平均粒径125~250 μm的人造金刚石颗粒作为耐磨材料。首先,通过打磨及超声波清洗对钢丝进行表面去除氧化层及除油清洁处理,金刚石磨料超声波清洗后待用。将金刚石磨粒及Cu-Sn-Ti合金粉末按照图1(a)所示结构通过粘结剂进行定型处理。将定型处理后的钢丝通过高频感应加热(氩气气氛条件)方式进行钎焊热 处理,钎焊平台结构如图2所示,钢丝走丝速度v=1 m/min,加热功率为W=3 kW,加热过程完成后急冷,随后进行金刚石线锯氩气气氛条件下600 ℃保温20 min的回火处理,制作如图1(b)结构所示钎焊金刚石线锯。

图1 金刚石钎焊模型
Fig. 1 Diamond brazed structure model

图2 氩气气氛条件下高频感应加热的结构示意图
Fig. 2 Structure of high frequency induction under argon atmosphere
利用扫描电子显微镜(SEM)观察Cu-Sn-Ti合金粉末及金刚石颗粒钎焊界面微区的微观形貌,通过能谱仪分析Cu-Sn-Ti合金粉末及钎焊后的合金成分。利用扫描电子显微镜(SEM)观察金刚石颗粒钎焊形貌,通过能谱仪分析金刚石颗粒钎焊界面产物及元素分布特征,分析其钎焊机理。进行氩气流量单因素实验,利用光学显微镜观察线锯表面形貌,并通过能谱分析工作层表面元素成分。取标定长度为157 mm的钎焊金刚石线锯,利用弯曲疲劳试验设备分析钎焊金刚石线锯弯曲疲劳特性,跟踪观察并分析线锯工作层表面弯曲疲劳裂纹发生及生长模式,建模并计算线锯弯曲弧顶区域弯曲应力,提出降低弯曲应力方法。
2 结果与分析
2.1 Cu-Sn-Ti合金及金刚石钎焊界面组分元素分析
采用的Cu-Sn-Ti预合金粉末作为钎料,从图3(a)可以发现Cu-Sn-Ti合金钎料粉末颗粒多为球形以及不规则多面体形态存在,通过能谱分析发现图3(a)中A点的组分为Cu:78.27%,Sn:19.57%,Ti:2.16%(质量分数),Cu,Sn,及Ti元素分布的质量比约为39:10:1,而B点为Ti元素,预合金钎料微区各组分元素的分布与原始组分比例略有差异,但是较为接近。

图3 Cu-Sn-Ti合金粉末形貌及其元素分析
Fig. 3 Microstructure(a) and elemental distribution(b) of Cu-Sn-Ti alloy filler powder
通过定型处理后的待焊金属丝复合体在氩气保护条件下经过高频感应加热至930 ℃以上时,Cu-Sn-Ti钎料由固态转化为液相,保温1.5 s后,通过氩气淬冷,钎料合金在极短的时间内完成凝固过程,此时钎料合金内部已经形成了成分发生偏析的组织。XRD分析结果表面,钎焊热处理过程后,远离金刚石磨粒的钎料合金区域,其组织以Cu、β-(Cu, Sn)为主相。而金刚石钎焊界面区域,如图4(b)所示,钎焊后金刚石界面处微区的元素分布特性与原始钎料合金差别较大。忽略镀金处理后Au元素的存在,Cu,Sn,及Ti元素分布的质量比约为13:18:22,Ti元素含量比例相较于钎料合金A点的原始比例约增加了18倍,具有明显的富集偏析特性。
金刚石具有较高的界面能,无Ti元素添加的Cu-Sn合金在930℃条件下无法润湿金刚石颗粒,在合金凝固过程中,由于重力作用及相对较大的热膨胀系数,不会出现合金沿着金刚石颗粒界面爬升的现象。但是,如图5(a)所示,单颗金刚石颗粒钎焊出露部分棱角分明,金刚石颗粒包埋于Cu-Sn-Ti合金工作层,合金钎料沿着金刚石颗粒向上爬升。因此,将钎焊后的金刚石颗粒进行深度腐蚀后,发现金刚石钎焊界面微区新生相TiC,研究成果表明,钎料合金的强碳化物元素Ti与金刚石反应形成TiCX (X=0.47~0.97),碳化钛的原子间以很强的共价键结合,并能有效地降低金刚石的界面能,实现液态Cu-Sn-Ti钎料对金刚石的润湿,并通过毛细作用完成铺展和包覆过程。通过图5(b)所示的能谱线扫描发现,Cu,Sn和Ti元素在金刚石界面处的偏析规律与图4中的分析结果相吻合。
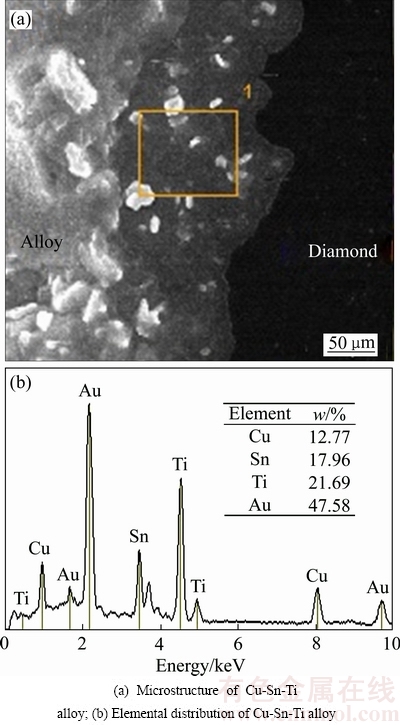
图4 金刚石钎焊界面处Cu-Sn-Ti合金SEM微观结构及EDS分析
Fig. 4 Microstructure and elements distribution of Cu-Sn-Ti alloy surrounding diamond

图5 金刚石界面SEM微观结构及元素分布特征
Fig. 5 Microstructure and elements distribution of brazed interface between diamond grain and Cu-Sn-Ti alloy
2.2 氩气流量对钎焊金刚石线锯的影响
图6(a)~(c)所示为不同氩气通入流量的条件下钎焊金刚石线锯的表面形貌。当氩气流量Q≥15 L/min时,线锯表面合金过渡层呈金黄色,如图6(a)所示;当10 L/min≤Q≤15 L/min时,合金过渡层表面呈蓝色,如图6(b)所示;当5 L/min≤Q≤10 L/min时,合金过渡层表面呈紫红色,如图6(c)所示。根据Ti元素氧化着色理论可知,钛的氧化物薄膜所呈现的颜色取决于膜厚,氧化膜表面的反射光线与通过透明氧化膜在合金表面反射的光线间的干涉形成各种颜色,当氧化物薄膜的厚度由10 nm至45 nm增加时可以依次观察到金黄、蓝色、紫色及紫红色。由图2所示的氩气保护感应加热结构可预见,该装置无法完全排除工作层表面氧化的可能性。图5(a)所示钎焊样品为氩气流量Q≥15 L/min条件下制作的,从图5(b)所示EDS线扫描结果可以发现合金过渡层表面微量氧元素的存在,而且氧元素含量随着远离金刚石颗粒呈上升趋势。
如果金刚石钎焊界面内部Ti元素发生大量氧化现象,会导致Ti元素失去活性,导致金刚石虚焊。图7(a)所示为单颗金刚石钎焊界面剖面打磨后的微观照片,为了验证Cu-Sn-Ti合金与金刚石结合界面内部是否有Ti元素氧化现象,进行了如图7(b)所示的钎焊界面剖面能谱分析,结果显示,合金钎焊金刚石界面氧元素含量极少,且氧含量无上升的趋势,从而排除了金刚石钎焊界面内部出现Ti元素大量氧化的风险。而且,从图6中可以发现,氩气流量因素对金刚石钎焊形貌影响较小,金刚石磨粒呈微黄色,从外观上观察与钎焊处理前磨粒形貌基本保持一致,晶体完整度较好。
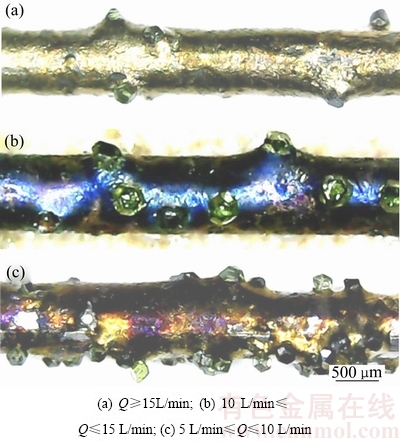
图6 不同氩气流量条件下钎焊金刚石线锯表面形貌
Fig. 6 Surface morphologies of brazed diamond wire saw under different argon flow

图7 金刚石钎焊界面剖面SEM微观形貌及EDS分析
Fig. 7 Microstructure of brazed interface between diamond grain and Cu-Sn-Ti filler alloy
2.3 金刚石线锯表面弯曲疲劳裂纹发生及生长
线锯实际服役条件下,最小导轮直径为200 mm,为模拟实际服役条件,取标定长度L为导轮周长的1/4,即L=157 mm线锯样品,通过如图8所示弯曲疲劳试验机构进行的弯曲疲劳性能测试,加载重物的直径D=200mm,重物质量m=0.15kg。测试过程中,线锯由直线状态匀速至紧贴固定轮表面,并保持3s后回归直线状态完成一个弯曲疲劳周期。每完成50个弯曲周期,利用光学显微镜观察弧顶区域工作层微观形貌,判断线锯工作层表面是否有裂纹发生。图9(a)所示为完成900个弯曲疲劳周期观测到的线锯表面微观裂纹,裂纹发生区域并非钎料合金包覆区域,而是线锯基体裸露区域,该区域微观裂纹密布,尺寸短小,沿着线锯周向扩展,具有张开型裂纹特征。图9(b)所示为完成1200个弯曲疲劳周期观察到的微观裂纹,此时裂纹数量增加明显,裂纹张开尺寸增大,且有向线锯基体与钎料合金钎焊界面处扩展的趋势。但是,在合金钎料弯曲包覆的表面以及金刚石颗粒钎焊区域均发现疲劳裂纹发生。
将线锯简化为直径d=0.8 mm(基体直径与钎料层厚度之和)、长度L=157 mm的圆柱简支梁,根据纯弯曲应力计算公式如下:
 (1)
(1)

图8 线锯弯曲疲劳试验机构示意图
Fig. 8 Structure for diamond wire saw fatigue bending test

图9 线锯表面弯曲疲劳裂纹发生及生长
Fig. 9 Fatigue bending crack initiation and growth on surface of diamond wire saw
式中: 为线锯横截面上最大弯曲正应力;
为线锯横截面上最大弯曲正应力; 为线锯截面承受的最大弯矩;W为线锯的抗弯截面系数。及W可以根据以下公式计算:
为线锯截面承受的最大弯矩;W为线锯的抗弯截面系数。及W可以根据以下公式计算:
 (2)
(2)
 (3)
(3)
式中:q为线锯所承受的均布载荷,可以通过q=mg/L简化计算。
将式(2),(3)代入式(1)可以计算线锯危险截面承受的最大正应力=586 MPa。
一般情况下,由于Cu基合金体系的弹性模量约为碳钢的1/2,由纯弯曲静力关系可知,相同的弯曲弹性变形条件下,铜合金所受到的弯曲正应力约为碳钢的一半,因此,以上弯曲疲劳测试中直至第1500个弯曲疲劳周期,线锯工作层表面及金刚石钎焊界面处均未发现微观裂纹产生。
利用相同的测试方法,将线锯弯曲曲率增大,即加载轮的直径减小为100 mm时,此时线锯在完成弯曲疲劳测试后无法完全恢复原始状态,即已经发生塑性变形。在这种情况下,在第150个弯曲疲劳周期后即观察到了单颗金刚石钎焊边界处发生微裂纹,如图10(b)所示。图10(c)~(e)分别对应第200、250及300个弯曲疲劳周期,随着弯曲次数的增加,裂纹扩展迅速,完成300次弯曲周期后,裂纹的扩展长度约为c≈250 μm。裂纹发生的起始位置为金刚石颗粒钎焊界面,裂纹的生长具有方向性,发育于金刚石颗粒钎焊界面处,沿着垂直于钎焊界面方向由金刚石颗粒向合金工作层远处扩展,裂纹断面基本垂直于线锯的轴向方向,其形貌具有张开型表面裂纹特征。而此时,线锯工作层其他钎料合金区域未发现裂纹发生。因此,在线锯实际服役时,增大线锯导轮直径、降低线锯弯曲曲率可以有效地降低由于弯曲疲劳所导致的线锯工作层失效的发生率。
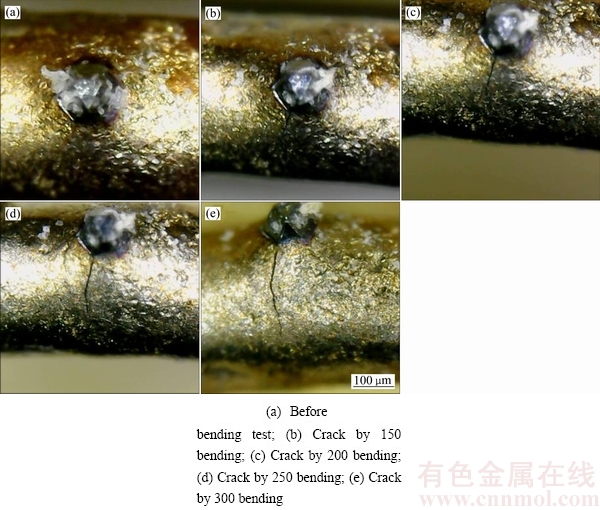
图10 金刚石钎焊界面弯曲疲劳裂纹发生及生长
Fig. 10 Fatigue bending crack initiation and growth on interface of brazed diamond grain
3 结论
1) Cu-Sn-Ti钎料经过熔化结晶过程,钎料合金内部形成了成分发生偏析的组织,组织以Cu、β-(Cu, Sn)为主相。Ti元素在金刚石颗粒钎焊界面处偏析,其含量约为原始Cu-Sn-Ti合金钎料中Ti含量的18倍。
2) Cu-Sn-Ti钎料合金中的强碳化物元素Ti与金刚石反应并在界面处生成TiC新生相,进而为钎料合金润湿金刚石提供了桥梁。
3) 氩气通入流量直接影响钎焊金刚石线锯工作层合金表面颜色,当氩气流量Q≥15 L/min时,线锯工作层表面呈金黄色;当10 L/min≤Q≤15 L/min时,线锯工作层表面呈蓝色;当5 L/min≤Q≤10 L/min时,线锯工作层表面呈紫红色。工作层合金表面Ti元素的氧化层厚度决定了其表面可见颜色类型。
4) 钎焊金刚石线锯弯曲疲劳测试中横截面最大正应力可达586 MPa,工作层表面在完成1500个弯曲疲劳周期时未发现疲劳裂纹,而线锯基体无钎料合金包覆区域在完成900个弯曲疲劳周期时可观察到微观裂纹,裂纹尺寸短小,且有向线锯基体与钎料合金钎焊界面处扩展的趋势。
5) 在增加弯曲曲率、弹塑性弯曲疲劳条件下,线锯金刚石钎焊界面出现裂纹, 裂纹断面垂直于线锯的轴向方向,其形貌具有张开型表面裂纹特征。在线锯实际服役时,增大线锯导轮直径、降低线锯弯曲曲率可以有效的降低由于弯曲疲劳所导致的线锯工作层失效的发生率。
REFERENCES
[1] 王美娟, 王日初, 彭超群, 冯 艳, 张 纯. 固结磨粒金刚石线锯的研究进展[J]. 中国有色金属学报, 2013, 23(5): 1368-1379.
WANG Mei-juan, WANG Ri-chu, PENG Chao-qun, FENG Yan, ZHANG Chun. Research progress on fixed diamond wire saw[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(5): 1368-1379.
[2] DUAN Duan-zhi, XIAO Bing, WANG Bo, HAN Peng, LI Wen-jie, XIA Si-wei. Microstructure and mechanical properties of pre-brazed diamond abrasive grains using Cu-Sn-Ti alloy[J]. Journal of Refractory Metals and Hard Materials, 2015, 48: 427-432.
[3] ZHANG Zi-yu, XIAO Bing, DUAN Duan-zhi, WNAG Bo, LIU Si-xing. Investigation on the brazing mechanism and machining performance of diamond wire saw based on Cu-Sn-Ti alloy[J]. International Journal of Refractory Metals and Hard Materials, 2017, 66: 211-219
[4] TONSHOFF H K, HILLMANN A H. Diamond tools for wire sawing metal components[J]. Diamond and Related Materials, 2002, 11: 742-748.
[5] 卢金斌, 徐九华. 真空钎焊金刚石界面碳化物的形貌[J]. 中国有色金属学报, 2007, 17(7): 1143-1148.
LU Jin-bin, XU Jiu-hua. Morphology of carbide on diamond interface by vacuum brazing[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(7): 1143-1148.
[6] 张国青, 黄 辉, 徐西鹏. 钎焊金刚石线锯的失效模式研究[J]. 硅酸盐通报, 2015(8): 2320-2324.
ZHANG Guo-qing, HUANG Hui, XU Xi-peng. Failure modes of brazed diamond wire saw[J]. Bulletin of the Chinese Ceramic Society Bull Chin Ceramic Soc, 2015(8): 2320-2324.
[7] 张国青. 钎焊金刚石线锯切割单晶硅时的材料去除机理研究[J]. 人工晶体学报, 2014, 43(12): 3311-3317.
ZHANG Guo-qing. Study on Mechanism of Brazed Diamond Wire Saw for Slicing Mon crystalline Silicon[J]. Journal of Synthetic Crystal, 2014, 43(12): 3311-3317.
[8] 刘思幸, 肖 冰, 张子煜, 陈雨果. 铸铁干式加工过程中钎焊金刚石圆锯片磨损机理[J]. 中国有色金属学报, 2016, 26(10): 2166-2173.
LIU Si-xing, XIAO Bing, ZHANG Zi-yu, CHEN Yu-guo. Wear mechanism of brazed diamond saws during dry cutting cast iron[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(10): 2166-2173.
[9] 王 波. 感应钎焊制作金刚石线锯的基础研究[D]. 南京: 南京航空航天大学, 2010.
WANG Bo. Basic research on manufacturing of induction brazing diamond wire saw[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2010.
[10] 张子煜, 肖 冰, 王 波, 王鹏飞. 钎焊金刚石线锯拉伸力学性能及断口分析[J]. 金刚石与磨料磨具工程, 2016, 36(5): 55-59.
ZHANG Zi-yu, XIAO Bing, WANG Bo, WANG Peng-fei. Tensile performance and fracture analysis of brazed diamond wire saw[J]. Diamond and Abrasives Engineering, 2016, 36(5): 55-59.
[11] 卢金斌, 贺亚勋, 张旺玺, 刘 磊, 李 华. Ni-Cr-B-Si+ Cu-P-Sn复合钎料真空钎焊金刚石[J]. 中国有色金属学报, 2016, 26(3): 610- 615.
LU Jin-bin, HE Ya-xun, ZHANG Wang-xi, LIU Lei, LI Hua. Vacuum brazing diamond with Ni-Cr-B-Si+Cu-P-Sn composite filler metal[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(3): 610-615.
[12] 李建国, 胡乔丹. 凝固原理[M]. 北京: 高等教育出版社, 2010: 6-23.
LI Jian-guo, HU Qiao-dan. Fundamentals of solidification[M]. Beijing: Higher Education Press, 2010: 6-23.
[13] MUELLER A, CHERRADI N, NASCH M. The challenge to implement thin wafer potential with wire saw cutting technology 3rd World Conference on Photovoltaic[J]. Energy Conversion Osaka, 2003(5): 11-18.
[14] WU Mao, CAO Che-zheng, RAFIUDDIN, HE Xin-bo, QU Xuan-hui. Brazing diamond /Cu composite to alumina using reactive Ag-Cu-Ti alloy[J]. The Chinese Journal of Nonferrous Metals, 2013(6): 1701-1708.
[15] CLARK W I, SHIH A J, HARDIN C W. Fixed abrasive diamond wire machining-part I: process monitoring and wire tension force[J]. International Journal of Machine Tools & Manufacture, 2003.
[16] 孙凤莲, 冯吉才, 刘会杰, 印平善, 李 丹. Ag-Cu-Ti钎料中Ti元素在金刚石界面的特征[J]. 中国有色金属学报, 2001, 11(1): 103-106.
SUN Feng-lian, FENG Ji-cai, LIU Hui-jie, QIU Ping-shan, LI Dan. Characteristic of Ti in Ag-Cu-Ti filler in brazed joint of diamond[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(1) 103-106.
[17] JAIN S C, RATHORE S S. Prediction of cutting performance of diamond wire saw machine in quarrying of marble: A neural network approach[J]. Rock Mechanics & Rock Engineering, 2011, 44(3): 367-371.
[18] 张永德. 钛的着色工艺原理及其应用[J]. 表面技术, 2001(2): 33-43.
ZHANG Yong-de. Coloring principle and application of titanium[J]. Surface Technology Surf Techno, 2001(2): 33-43.
[19] LIU S X, XIAO B, ZHANG Z Y, DUAN D Z. Microstructural characterization of diamond/CBN grains steel braze joint interface using Cu-Sn-Ti active filler alloy[J]. Journal of Refractory Metals and Hard Materials, 2016, 54: 54-59.
[20] 刘鸿文. 材料力学[M]. 北京: 高等教育出版社, 2004: 143-175.
LIU Hong-wen. Mechanics of materials[M]. Beijing: Higher Education Press, 2004: 143-175.
[21] 林国标, 黄继华, 张建纲, 刘慧渊, 毛建英, 李海刚. Ag-Cu-Ti/(Ti+C)反应复合钎焊SiC陶瓷和Ti合金的接头组织[J]. 中国有色金属学报, 2005, 15(9): 1326-1331.
LIN Guo-biao, HUANG Ji-hua, ZHANG Jian-gang, LIU Hui-yuan, MAO Jian-ying, LI Hai-gang. Microstructure of reactive composite brazing joints of SiC ceramics and Ti alloy by using Ag-Cu-Ti-(Ti+C) as bonding material[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(9): 1326-1331.
[22] ARTINI C, MUOLO M L, PASSERONE A, Diamond-metal interfaces in cutting tools: A review[J]. J Mater Sci, 2012, 47: 3252-3264.
[23] DING W F, XU J H, CHEN Z Z, YANG C Y, SONG C J, FU Y C. Fabrication and performance of porousmetal-bonded CBN grinding wheels using alumina bubble particles as pore-forming agents[J]. Int J Adv Manuf Technol, 2013, 67: 1309-1315.
[24] BUHL S, LEINENBACH C, SPOLENAK R, WEGENER K, Microstructure residual stresses and shear strength of diamond-steel-joints brazed with a Cu-Sn based active filler alloy[J]. Int J Refract Met Hard Mater, 2012, 30: 16-24.
[25] KHALID F A, KLOTZ U E, ELSENER H R, ZIGERLIG B, GASSER P. On the interfacial nanostructure of brazed diamond grits[J]. Scripta Mater, 2004, 50: 1139-1143.
[26] 朱贤会. 不同钎料钎焊金刚石线锯及其磨损性能的研究[D]. 泉州: 华侨大学, 2015.
ZHU Xian-hui. Research on the fabrication and wear properties of brazing diamond wire with different brazing filler metal[D]. Quanzhou: Huaqiao University, 2015.
Brazing mechanism and surface crack characteristics of diamond wire saw
ZHANG Zi-yu1, XIAO Bing1, LIU Si-xing2, DUAN Duan-zhi3
(1. College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China;
2. College of Mechanical Engineering, Yangzhou University, Yangzhou 225009, China;
3. School of Mechatronics Engineering, Nanchang University, Nanchang 330031, China)
Abstract: Diamond grits were brazed on the surface of the KSC82 steel wire by using Cu-Sn-Ti pre-alloy powder, diamond wire saw was produced with steel wire of diameter 0.7 mm and length 500 m. Diamond brazing interface features and elements distribution pattern were analyzed by using the scanning electron microscopy and energy disperse spectroscopy. Elements oxidation properties of diamond brazed interface were discussed, and fatigue bending test was carried out. The results show that the segregation of the alloying elements happens inside the Cu-Sn-Ti alloy after brazing heating treatment, Ti element segregates on the diamond brazed interface and its content increases 18 times. The diamond grains are brazed because of the titanium carbide. Titanium oxide phenomenon is found on the surface of Cu-Sn-Ti alloy, and only being found on Cu-Sn-Ti surface. Titanium oxide thickness depends on the argon flow Q during argon controlled atmosphere-brazing, when Q≥15 L/min, alloy surface shows gold color; when 10 L/min≤Q≤15 L/min, blue shows on the alloy surface; when 5 L/min≤Q≤10 L/min, alloy shows amaranth color. Bending fatigue crack occurs on the surface of KSC82 steel wire firstly, and cracks occurs in diamond brazing interface and growth along the circumferential of the wire saw to Cu-Sn-Ti alloy with the characteristics of opening mode crack when bending curvature increases.
Key words: Cu-Sn-Ti alloy; brazed diamond wire saw; interface characteristics; fatigue bending crack
Foundation item: Project(BO2015005) supported by the Industrial Technology Research Institute of Jiangsu, China; Projects(BY2015003-02, BY2014003-02, BY2014003-11, BY2014003-18, BY2013003-04, BY2013003-14, BY2013003-15) supported by Science and Technology Office of Jiangsu, China
Received date: 2016-12-29; Accepted date: 2017-05-22
Corresponding author: XIAO Bing; Tel: +86-25-84892901; E-mail: xbxiao@263.net.
(编辑 王 超)
基金项目:江苏省产业技术研究院重大原创性技术创新项目(BO2015005);江苏省产学研合作前瞻性联合研究项目(BY2015003-02,BY2014003-02,BY2014003-11,BY2014003-18,BY2013003-04,BY2013003-14,BY2013003-15)
收稿日期:2016-12-29;修订日期:2017-05-22
通信作者:肖 冰,教授,博士;电话:025-84892901;E-mail: xbxiao@263.net

