
Effect of TiC particle size on microstructure and mechanical properties of 1%TiCp/W composites
YU Fu-wen(于福文)1, WU Yu-cheng(吴玉程)1, CHEN Yong(陈 勇)1,
DENG Jing-quan(邓景泉)1, CHEN Jun-ling(陈俊凌)2
1. School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, China;
2. Institute of Plasma Physics, Chinese Academy of Sciences, Hefei 230031, China;
Received 15 July 2007; accepted 10 September 2007
Abstract: The nano-TiCp/W and micro-TiCp/W composites containing 1% TiC(mass fraction) particles with average particle sizes of 50 nm and 1.5 μm were fabricated respectively by high energy ball milling and vacuum hot pressing (VHP) at 2 373 K, 30 MPa, in a vacuum of 1×10-3 Pa. Microstructure and mechanical properties of the composites were examined at room temperature. The results show that both n-TiC and μ-TiC particles are homogeneously distributed in the as-sintered composites. The size of n-TiC particle is about 100 nm, and that of μ-TiC particle is about 1 μm. The additions of n-TiC and μ-TiC particles both result in higher mechanical properties compared with monolithic W. The improved mechanical properties may be mainly attributed to the grain size strengthening, dispersion strengthening and grain boundaries strengthening. The addition of n-TiC particles to tungsten is found to have beneficial effects on the mechanical properties than that of μ-TiC due to its small size.
Key words: tungsten; titanium carbide; composites; particle size; microstructure; mechanical properties
1 Introduction
Tungsten and its alloys are very promising for applications as high heat flux components and high-powder density structural materials in radiation environments because of their excellent compatibility with liquid metals, high melting points, low thermal expansion coefficients and low sputtering yield, etc[1]. However, serious embrittlement in several regimes, i.e., low temperature embrittlement, recrystallization embrittlement and radiation embrittlement, limit their applications[2]. These types of embrittlement are microstructure-sensitive, and the most effective microstructure to alleviate such embrittlement consists of fine grains and finely dispersed nano-particles of transition metal carbides[3]. Titanium carbide, with a very high melting temperature (3 340 K), has excellent properties, such as high hardness, good high temperature strength, and good corrosion resistance. Recently, TiC particle reinforced tungsten matrix composites (TiCp/W) has exhibited a high toughness and good strength[4]. Thus, TiC is believed to be a good reinforcement for tungsten.
In this study, the effects of n-TiC (50 nm) and μ-TiC (1.5 μm) on the microstructure and mechanical properties of TiCp/W in the unirradiated state were investigated. The testing includes measurements of density, flexural strength and Vickers microhardness. The monolithic W was simultaneously fabricated for comparison so as to discuss their microstructure and mechanical properties.
2 Experimental
Powders of pure W (an average particle size of 2.0 μm, 99.9% in purity), n-TiC (50 nm, 99%) and μ-TiC (1.5 μm, 99%) were used as the starting materials. Nominal compositions (mass fraction) of pure W, W-1%n-TiC, W-1%μ-TiC were mixed in a glove box and then charged into vessel made of nylon together with agate balls for high energy ball milling respectively. High energy ball milling treatments were conducted by planetary ball mill under the conditions that the mass ratio of balls to powder was 5:1, the speed was 150 r/min, the milling time was 2.4 ks, the liquid milling medium was ethanol, and the milling atmosphere was purified Ar(99.99% in purity).
The ball-milled powders were heated in a vacuum to remove the introduced CCl4 and Ar during MA process at 473 K for 0.6 ks. The vacuum-treated powders were charged into a graphite mold and then subjected to VHP (vacuum hot pressing) in a vacuum of 1×10-3 Pa at 30 MPa at first at 1 473 K for 1.8 ks and gradient at 2 373 K for 3.6 ks. The dimensions of the as-VHPed compacts were approximately 40 mm in diameter and 20 mm in height.
The sintered compacts were cut by electrical discharge wire machining and polished to prepare the specimens for microstructural observations, Vickers microhardness and three-point bending (3PB) tests. Both the polished surfaces and the fracture surfaces of the failed post-test specimens were examined by scanning electron microscopy (SEM). Vickers microhardness was measured at room temperature with a load of 49 N for 30 s. 3PB tests were conducted on specimens with dimensions of 2 mm×4 mm×30 mm with a span of 20 mm and a crosshead speed of 0.008 mm/s at room temperature. Density measurements were made by the Archimedes’ principle.
3 Results and discussion
3.1 Microstructure
The SEM micrographs for the as-VHPed n-TiCp/W and μ-TiCp/W samples are shown in Fig.1. The gray phase is W, and the dark phase is TiC.
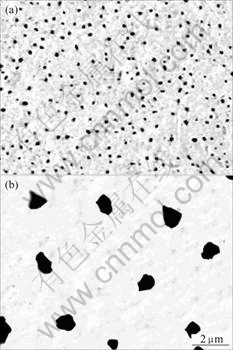
Fig.1 Backscattered electron images of polished surface: (a) n-TiCp/W; (b) μ-TiCp/W
It can be seen that TiC particles both in n-TiCp/W and μ-TiCp/W are homogeneously distributed. Voids or cracks can not be detected and the aggregation of TiC particles at W grain boundaries is not found. The size of TiC in the n-TiCp/W composites is about 100 nm. The size of TiC in the μ-TiCp/W composites is about 1 μm which is smaller than that of the initial size of TiC powders. This is due to the refinement during ball milling process[5]. Uniform dispersion of the fine reinforcements contributes to improving the mechanical properties of the composites. Furthermore, the mechanical properties of the composites tend to improve with particle size decreasing of reinforcements[6]. So, it can be predicted that the mechanical properties of n-TiCp/W is better than that of μ-TiCp/W.
3.2 Mechanical properties
The relative densities and mechanical properties of W, n-TiCp/W and μ-TiCp/W are shown in Table 1.
Table 1 Relative density and mechanical properties of specimens
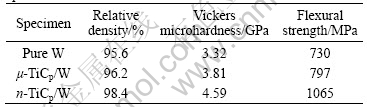
Inspection of Table 1 shows that all the relative densities of three materials are below 99%. It is difficult to obtain a fully densed tungsten alloy by VHP at 2 373 K without any sintering aids or sintering activators such as Ni, Pd, Pt. So, the relative density of monolithic W is only 95.6%. The eutectic temperature of W-TiC is about 3 023 K according to the W-TiC phase diagram[7], much lower than the melting point of 3 683 K of monolithic W. Therefore, the sintering process of TiC/W should be faster than that of monolithic W. It can be seen that the presence of μ-TiC particles slightly increases the relative density. The addition of n-TiC particles greatly increases the relative density which reaches 98.4%. The reason is that the melting point of the n-TiC particles is lower than that of μ-TiC particles and the diffusion coefficient increases with the decline in particle size, the n-TiC particles is nanocrystalline and consequently a large fraction of the atoms is located in the intercrystalline regions, such as grain boundaries and triple junctions, the density of which is lower than that of grain interiors.
The microhardness and flexural strength of the μ-TiCp/W composites are slightly higher than those of monolithic W, and those of the n-TiCp/W composites are significantly higher than those of monolithic W and μ-TiCp/W composites.
Fig.2 shows the fracture surface SEM micrographs of the monolithic W, μ-TiCp/W, n-TiCp/W at room temperature. In Fig.2, T and I denote transgranular fracture and intergranular fracture, respectively. It can be found that the grain sizes of monolithic W, μ-TiCp/W and n-TiCp/W are about 6 μm, 5 μm and 1.5 μm, respectively. Compared with monolithic W, the addition of TiC to W matrix can evidently prevent the coalescence of W grains. Grain-growth in μ-TiCp/W and n-TiCp/W composites follows the same basic mechanism. However, there are more n-TiC particles that are widely homogeneously distributed at the interface of W and W grains than μ-TiC. Hence, n-TiC particles inhibit the growth of W grains obviously during the sintering process[8]. According to the Hall-Petch relation, the flexural strength of the composites increases with the decline in grain size. So, the mechanical properties of n-TiCp/W composites are significantly higher than those of the monolithic W and μ-TiCp/W composites.
The fracture surface of monolithic W displays a typical brittle fracture with mixing of intergranular rupture and transgranular rupture, and the intergranular fracture area is larger than transgranular fracture area. The fracture surface of μ-TiCp/W is similar to that of monolithic W. However, the transgranular fracture area is larger than that of monolithic W. The fracture surface of n-TiCp/W is almost completely transgranular rupture. The addition of TiC particles is beneficial to increasing the interface binding strength between W and TiC[9], and the addition of n-TiC is superior to μ-TiC in increasing the transgranular fracture area due to its small size. Because of this the flexural strength of n-TiCp/W can be greatly improved.
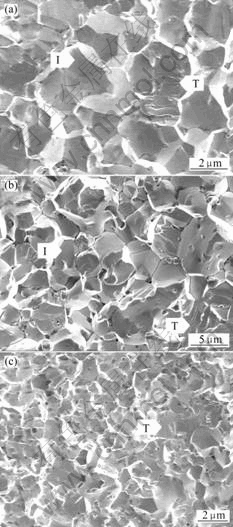
Fig.2 SEM micrographs of fracture surface: (a) Monolithic W; (b) μ-TiCp/W; (c) n-TiCp/W
4 Conclusions
The n-TiCp/W and μ-TiCp/W composites are prepared by high energy ball milling and vacuum hot pressing (VHP). Both the n-TiC and μ-TiC particles are homogeneously distributed in the W matrix. The size of TiC particles in n-TiCp/W is about 100 nm, and the size of TiC particles in μ-TiCp/W is about 1 μm. The addition of n-TiC particles to tungsten is found to have beneficial effects on relative density, Vickers hardness and flexural strength due to its small size. The strengthening mechanisms that relevant to this study are grain size strengthening, dispersion strengthening and grain boundaries strengthening.
References
[1] PIAZZA G, MATHEWS G F, ALTMANN H. R&D on tungsten facing components for the JET ITER-like wall project[J]. J Nucl Mater, 2007, 367/370: 1438-1443.
[2] SMID I, AKIBA M, VIEIDER G. Development of tungsten armor and bonding to copper for plasma-interactive components[J]. J Nucl Mater, 1998, 258/263: 160-172.
[3] KURISGUTA H, AMANO Y, KAYANO H. Development of ultra-fine W-TiC and their mechanical properties for fusion applications[J]. J Nucl Mater, 2007, 367/370: 1453-1457.
[4] SONG Gui-ming, ZHOU Yu, WANG Yu-jin. Effect of carbide particles on the ablation properties of tungsten composites[J]. Materials Characterization, 2005, 50: 293-303.
[5] FAN Jing-lian, HUANG Bai-yun, QU Xuan-hui. Effects of milling and active surfactants on rheological behavior of powder injection molding feedstock[J]. Trans Nonferrous Met Soc China, 2001, 11(2): 196-199.
[6] PRABHU B, SURYANARAYANA C, AN L. Synthesis and characterization of high volume fraction Al-Al2O3 nanocomposite powders by high-energy ball milling[J]. Materials Science and Engineering A, 2006, 425: 192-200.
[7] RUDY E. Constitution of ternary titanium-tungsten-carbon alloys[J]. J Less-Common Met, 1973, 33: 245-273.
[8] SAITO N, MABUCHI M, NAKAMURA M. Effects of the La2O3 particles addition on grain boundary character distribution of pure W[J]. J Mater Sci Lett, 1998, 17: 1495-1497.
[9] SONG Gui-ming, WANG Yu-jin, ZHOU Yu. Thermomechanical properties of TiC particle-reinforced tungsten composites for high temperature applications[J]. International Journal of Refractory Metals & Hard Materials, 2003, 21: 1-12.
(Edited by YANG You-ping)
Foundation item: Project(103-413361) supported by the Cooperation Project of Institute of Plasma Physics, Chinese Academy of Sciences
Corresponding author: WU Yu-cheng; Tel: +86-551-2905085; E-mail: ycwu@hfut.edu.cn

