Microstructures and properties of PVD TiAlN coating deposited on cermets with different Ti(C, N) grain size
��Դ�ڿ������ϴ�ѧѧ��(Ӣ�İ�)2020���3��
�������ߣ��ܼ� Ф�� ������ ������ ������ Ҷ���H ����
����ҳ�룺721 - 735
Key words��Ti(C, N) grain size; cermets; TiAlN coatings; mechanical properties; adhesion strength; wear resistance
Abstract: In the present work, TiAlN coatings were deposited on Ti(C, N)-based cermet substrates by physical vapor deposition method. Emphasis was focused on the influence of grain size of cermet substrates on the microstructure, growth behavior, mechanical properties, adhesion strength and wear behavior of the coatings. The results show that finer Ti(C, N) grain size leads to higher nucleation density and lower growth rate of coatings, indicating the crystallite size of the TiAlN coatings decreases with decreasing Ti(C, N) grain size. Nanoindentation tests show that the coatings deposited on cermets of the finest grain size exhibit the highest hardness (H), elastic modulus (E), H/E and H3/E2 of 34.5 GPa, 433.2 GPa, 0.080 and 0.22, respectively. The adhesion strength between coating and substrate is also enhanced with decreasing Ti(C, N) grain size by scratch test, which corresponds to the grain size and H/E and H3/E2 of the coating. Besides, the lower surface roughness and better mechanical properties of the coating deposited on finer grained cermet contribute to the better wear resistance of the coating.
Cite this article as: XIAO Ya, XIONG Ji, GUO Zhi-xing , LIU Jun-bo, ZHOU Li-ming, YE Jun-liu, ZHAO Wu. Microstructures and properties of PVD TiAlN coating deposited on cermets with different Ti(C, N) grain size [J]. Journal of Central South University, 2020, 27(3): 721-735. DOI: https://doi.org/10.1007/s11771-020-4326-x.

J. Cent. South Univ. (2020) 27: 721-735
DOI: https://doi.org/10.1007/s11771-020-4326-x

XIAO Ya(Ф��)1, XIONG Ji(�ܼ�)1, GUO Zhi-xing(������)1 , LIU Jun-bo(������)1,
ZHOU Li-ming(������)1, YE Jun-liu(Ҷ���H)2, ZHAO Wu(����)1
1. School of Manufacturing Science and Engineering, Sichuan University, Chengdu 610065, China;
2. School of Materials Science and Engineering, Chongqing University, Chongqing 400044, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Abstract: In the present work, TiAlN coatings were deposited on Ti(C, N)-based cermet substrates by physical vapor deposition method. Emphasis was focused on the influence of grain size of cermet substrates on the microstructure, growth behavior, mechanical properties, adhesion strength and wear behavior of the coatings. The results show that finer Ti(C, N) grain size leads to higher nucleation density and lower growth rate of coatings, indicating the crystallite size of the TiAlN coatings decreases with decreasing Ti(C, N) grain size. Nanoindentation tests show that the coatings deposited on cermets of the finest grain size exhibit the highest hardness (H), elastic modulus (E), H/E and H3/E2 of 34.5 GPa, 433.2 GPa, 0.080 and 0.22, respectively. The adhesion strength between coating and substrate is also enhanced with decreasing Ti(C, N) grain size by scratch test, which corresponds to the grain size and H/E and H3/E2 of the coating. Besides, the lower surface roughness and better mechanical properties of the coating deposited on finer grained cermet contribute to the better wear resistance of the coating.
Key words: Ti(C, N) grain size; cermets; TiAlN coatings; mechanical properties; adhesion strength; wear resistance
Cite this article as: XIAO Ya, XIONG Ji, GUO Zhi-xing , LIU Jun-bo, ZHOU Li-ming, YE Jun-liu, ZHAO Wu. Microstructures and properties of PVD TiAlN coating deposited on cermets with different Ti(C, N) grain size [J]. Journal of Central South University, 2020, 27(3): 721-735. DOI: https://doi.org/10.1007/s11771-020-4326-x.
1 Introduction
Ti(C, N)-based cermets have excellent physical properties such as low density, low friction coefficient, wear resistance and high hardness [1, 2]. Ti(C, N)-based cermets are considered to be promising materials to replace the traditional WC-Co based cemented carbide, which are used to fabricate cutting tools, drills, mills and wear parts [3-5]. However, with the increasing requirements of the tools of higher precision, higher speed and lower costs, the original cermet can not meet the requirements. Therefore, the surface coating technology is widely used to improve the surface properties of hard materials [6, 7]. The coated tools reduced diffusion and oxidation wear and friction between the tool tip and the workpiece, which makes higher machining speed and dry machining possible [8].
At present, the research interests are mainly focused on the optimization of coating and development of new coating materials. MO et al [9] demonstrated that the two kinds of AlCrN and TiAlN coatings, the former of which presented better wear properties than the latter. Because the TiAlN coating took about 60 cycles for the coefficients of friction (CoF) to reach its peak value of approximately 0.7, while over 2000 cycles for the CoF of the AlCrN coating to reach a lower peak value of about 0.55. DOBRZANSKI et al [10] deposited TiN, TiCN/Al2O3/TiN, TiN/(Ti,Al,Si)N/ TiN coating on cemented carbide and cermet substrates, resulting in a significant increase of hardness in the range 2000-3330 HV. SARGADE et al [11] reported that the coating with different thickness could be obtained by controlling the deposition time, and the microhardness varied linearly with the coating thickness when it deposited on cemented carbide inserts. KOBAYASHI et al [12] found that the toughness of the surface treated by ion plating is superior to that of chemical vapor-deposited coatings on cemented carbide.
However, it is also believed that the effect of substrates on the coated materials can not be ignored [13, 14]. Apart from the composition and process of the coating, the microstructures and properties of the substrate are also very important to the coating. PICAS et al [15] revealed that CrN coatings deposited on three different substrates: steel, aluminium alloy and reinforced aluminium alloy, and the CrN-steel system presented the best performance. LI et al [16] reported that with increasing WC contents of the cermets substrate, the grain size of TiAlCrN coating columnar crystals on the substrate decreased.
In this paper, PVD TiAlN coated on Ti(C, N)-based cermets with different grain size were prepared. SEM, XRD, AFM, nanoindentation test, scratch test, and sliding wear test were conducted. The effects of Ti(C,N) grain size of cermets substrates on the microstructure, mechanical properties, adhesion strength and wear behavior of the TiAlN coatings were investigated.
2 Experimental procedures
2.1 Preparation of Ti (C, N)-based cermets substrate
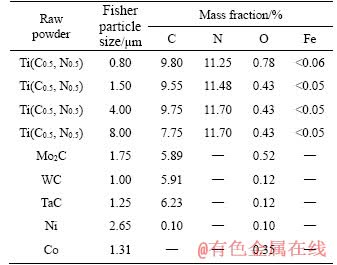
To obtain cermets substrate of different grain size, Ti(C0.5, N0.5) powders of different particle size were used (see Table 1). The composition of Ti(C, N)-based cermets was 55 wt.%Ti(C, N)-12 wt.%Co-6 wt.%Ni-14 wt.%WC-4 wt.%Mo2C-9 wt.%TaC. The cermets prepared with 8.0, 4.0, 1.5, 0.8 ��m Ti(C, N) powders are named as ultra-coarse grain cermet(UCGC), coarse grain cermet(CGC), medium grain cermet(MGC) and fine grain cermet (FGC), respectively. The WC-8 wt.% Co ball having a diameter of 10 mm was used as the grinding ball, and then the weighed powders were added to the stainless steel can and grounded. The mass ratio of the ball to the powder was 10:1, the grinding speed was 56 r/min, and the grinding time was 72 h. The ground slurry was dried, and then 1.1 wt.% of synthetic rubber was added as a pressure-enhancing agent. Then, the powder was pressed into a strength bar having a volume of 6.5 mm��5.25 mm��20 mm under a pressure of 100 MPa for use in subsequent experiments. Afterwards, the compacted specimens were sintered in a vacuum furnace of pilot scale at 1440 ��C for 1 h, and cermets of different grain size were obtained. Ultra-fine grains of Ti(C, N) powders were not used in this paper because of the high oxygen content and unstable properties of ultra-fine grains after ball milling time exceeding 72 h.
Table 1 Characteristics of raw powder
2.2 Coating deposition
The magnetron sputtering system CC800/9 HIPIMS (Cemecon) was used to deposit the TiAlN coating on the substrate. Firstly, the sample is cleaned with ethanol before deposition to remove surface contaminants and then blast cleaned. The samples were dried, then placed in the coating chamber to prevent oxidation immediately. When the vacuum chamber was evacuated to 3.0��10-3 Pa, the substrate was heated by ion bombardment for 90 min. After that, the sample was etched with Ar+ in a 1.5��10-1 Pa atmosphere for 30 min with the pulse bias of -300 V (duty ratio: 80%) and the DC bias of -200 V to remove surface contaminants. Then, the TiAlN coating was deposited from a sputtering target (Ti50Al50, purity 99.9%) in a mixed atmosphere of 0.45 Pa of argon and nitrogen, and the N2/Ar flow ratio test was performed from 0.2 to 1.0. The distance between the substrate and substrate was 80 mm and heated to 450 ��C. The heating time was 70 min and the depositing time was unified for 120 min. After the above operation, the chamber was cooled down for 60 min at the base pressure of 1.0��10-1 Pa.
2.3 Characterization
The microstructure and the fracture appearance of TiAlN coating were observed by a scanning electron microscope (SEM, Hitachi S-4800) equipped with an energy dispersive spectrometer (EDS). The grain size distribution was measured by Image-pro plus 6.0, and the number of grains measured in each group cermet exceeded 300. Phase analysis was conducted by a Philips PW-1700 X-ray diffraction instrument (XRD) using Cu K�� radiation (��=1.54056  ). Atomic force microscope (AFM, FM-Nanoview6800) was used to investigate the surface topography of the coated samples. A TI-750 nanoscale indentation instrument was used to measure the coating mechanical properties. The adhesion level of TiAlN coatings was evaluated by scratch test for coating adhesion using a multifunctional material surface performance tester (MFT-4000). Acoustic emission detection and friction jointly determine the critical load Lc.
). Atomic force microscope (AFM, FM-Nanoview6800) was used to investigate the surface topography of the coated samples. A TI-750 nanoscale indentation instrument was used to measure the coating mechanical properties. The adhesion level of TiAlN coatings was evaluated by scratch test for coating adhesion using a multifunctional material surface performance tester (MFT-4000). Acoustic emission detection and friction jointly determine the critical load Lc.
2.4 Sliding wear tests
The sliding wear tests were carried out using a commercial multifunctional material surface performance tester (MFT-4000). The normal load was 10 N, and the sliding time, sliding distance, and sliding speed are 10 min, 5 mm, and 100 mm/min, respectively. SiN balls with a diameter of 4 mm were chosen as the counterpart. All tests were carried out at controlled room temperature of 21-23 ��C and relative humidity (28%-30%) without lubrication. For each set of experiments, a new pair of grinding balls was used. The wear tracks were examined by an optical profilometer (Contour GT-K, USA). The wear rate of specimen can be calculated according to the following two formulas [17]:
V=davebaves (1)
where dave is the average depth (mm), bave is the average width (mm), s is displacement amplitude (mm), and V is the wear volume of the specimen (mm3).
��=V/(Fnvst) (2)
where vs is the sliding speed (mm/s); Fn is the normal load (N); t is the sliding time (s); �� is wear rate (mm3/(N��m)).
3 Results and discussion
3.1 Characterization of PVD TiAlN coated Ti (C, N)-based cermets
3.1.1 Ti (C, N)-based cermets substrate of different grain size
The backscattered electron (BSE) morphologies and grain size distribution of Ti(C, N)-based cermets with different Ti(C, N) grain sizes are shown in Figure 1. There are two kinds of core-rim structures: the ��black core-gray rim�� structure and the ��white core-gray rim�� structure. White core-gray rim grains can be seen in Figures 1(a)-(d) due to the large amount of WC content [18, 19]. In Figure 1(a), it can be seen that the grains of black core are particularly coarse, the size is 3.6 ��m and the rim phase is almost invisible. During solid phase sintering, large Ti(C, N) particles are not easy to dissolve, while the substances are constantly precipitated on its surface resulting in the coarse grains [6]. Figure 1(b) shows that the black core of the average grain size is 1.3 ��m and the thickness of rim phase are very thin. In Figure 1(c), the average grain size of black core is 0.9 ��m and it can be observed that the rim phase has a certain thickness. For sample FGC, the average grain size of black core is 0.6 ��m and the rim phases is relatively thick in Figure 1(d). Since the cores are surrounded by the rims, the collection recrystallization of the core grains is inhibited [6]. Therefore, finer grains of the black core are found in the sample FGC with thick rim phases.
3.1.2 Microstructure of TiAlN coatings
Figure 2(a) shows the XRD patterns of the TiAlN coatings deposited on Ti(C, N)-cermets with different grain size. It is clear that the XRD patterns exhibit prominent peaks at scattering angles of 37.2��, 43.2�� and 63.1��, which are assigned to the (1 1 1), (2 0 0), (2 2 0) crystal planes. The TiAlN coating is a NaCl type face-centered cubic (fcc) structure but the peaks are not corresponding to the position of TiN (JCPDS Card 38-1420) peaks [20]. This is because when a metal atom such as aluminum is introduced into the coating, the atomic radii of the aluminum atom and the titanium atom are different, which causes a change in the lattice parameter of the deposited coating [21]. In addition, when compared with the TiN coatings, the preferred orientation of which is (111) according to JCPDS Card 38-1420, the TiAlN coatings show strongly (200) textured [22]. Moreover, the X-ray of the Cu target has a wavelength of about 0.15 nm, and its penetration thickness in fixation is generally from 100 to 10000 ��m [23]. However, the thickness of TiAlN coating is generally between 1 and 6 ��m, so that the X-ray acquires the information on the substrate of cermet, and TiCN diffraction peaks belonging to the substrate appear. Furthermore, in UCGC XRD pattern, there is a shoulder peak near TiAlN (200), which is Ni/Co phase of the substrate. This is because the grain size of the sample UCGC is coarsest, the rim phase is very thin or even absent, and the binder phase (Ni/Co) is very thick. Therefore, the Ni/Co peak is more likely to appear in XRD patterns than the other three sets of samples. Figure 2(b) shows magnified XRD patterns within the range of 42��-45�� of TiAlN coatings on cermet with different Ti(C, N) grain sizes. It can be seen that the XRD diffraction peaks (200) of the coatings slightly shift to higher angles with the TiAlN coating deposited on the cermet of coarser grain, especially for the sample UCGC. GENG et al [24] suggested that the shift of TiAlN phase to high 2�� angle occurred due to the increase of residual stress arising from defect. It illustrates that the TiAlN coatings deposited on the cermet with coarser grain show larger residual stress.
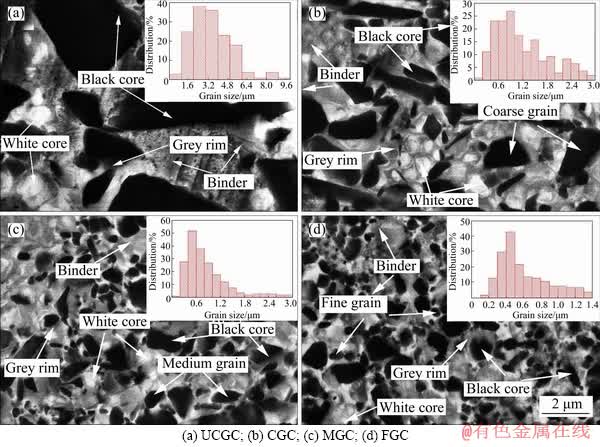
Figure 1 Backscattered electron microstructures and grain size distribution of Ti(C, N)-based cermet with different Ti(C, N) grain size:
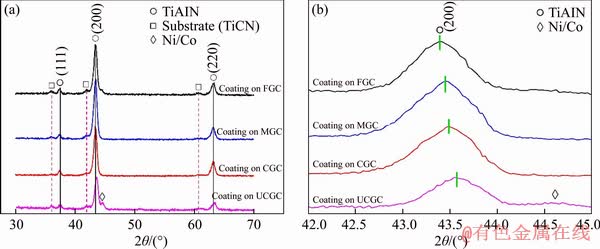
Figure 2 XRD patterns (a) and magnified XRD patterns within range of 42��-45��(b) of TiAlN coatings on cermet with different Ti(C, N) grain size
3.1.3 Surface and cross-section morphologies
Figures 3(a)-(d) show the variations in AFM surface morphology (3D) of TiAlN coatings on the cermets with different grain sizes. The mean roughnesses (Ra) of the TiAlN coatings on UCGC, CGC, MGC, FGC substrate are 690, 360, 210 and 180 nm, respectively. With decreasing grain size of the substrate, the surface of the coatings becomes smoother, which indicates that coatings on substrates have higher compact structure [25].
In Figure 4, the SEM cross-section morphologies of the TiAlN coating on the cermets substrate with different grain sizes are observed. It is obvious that for PVD coatings on CGC, MGC, FGC substrate, a uniform and typical columnar structure can be observed and the coating-cermet interface shows no cracks. But the coating on UCGC substrate shows no dense structure and many cracks in the coating-cermet interface. This is because the grain size of the cermet substrate of the sample UCGC is too coarse and the core-ring structure is incomplete, which leads to poor mechanical properties of the substrate. The coating tends to grow on the coarse particles and the substrate does not support the coating well, thus results in poor density of the coating and many cracks at the interface. The thicknesses of coatings on UCGC, CGC, MGC and FGC substrate are 3.12, 3.36, 2.99 and 2.34 ��m, respectively. It can be seen that with decreasing grain size of the cermet, the thickness of coatings increases first and then decreases. Under the same coating deposition condition, the coating deposited on the substrate with finer grain has higher nucleation density, which results in the deposited atoms arranged more evenly and denser on the interface. Since the high nucleation density is beneficial for increasing the density of the TiAlN coating, there is a trade-off where the deposition rate of the coating is reduced [26]. Therefore, the coatings of high density show a relatively small growth rates, so that the thicknesses of coatings on cermets with fine grains are small. Furthermore, the coating thickness of the sample UCGC was slightly lower than the sample CGC. This is because the coating on the UCGC substrate shows many defects, and there are many cracks and ultra-large columnar crystals can be seen from the cross-section morphology. RAMADOSS et al [27] reported that growth of these small columnar crystals was restricted by surrounding larger ones, and the boundaries of the grains were sharp, which consist of defects. Therefore, the coating thickness of sample UCGC decreases slightly due to the influence of ultra-coarse columnar crystals and defects.
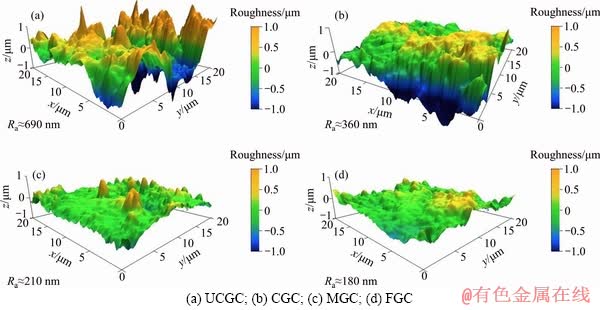
Figure 3 AFM surface morphologies (3D) of TiAlN coatings:
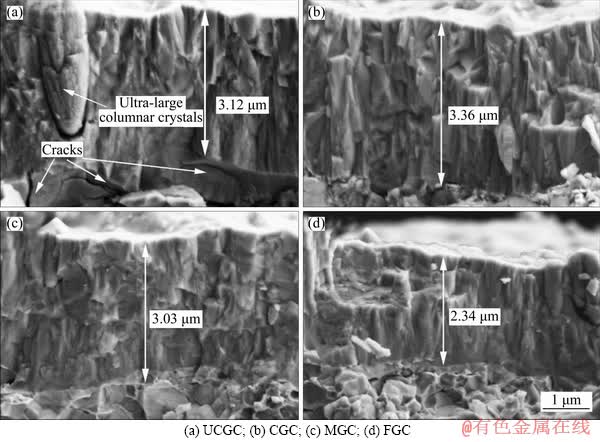
Figure 4 Cross-section morphologies of TiAlN coatings:
In addition, the decreasing grain size of the substrate results in the decline of columnar crystallite size of the PVD TiAlN coatings [28]. As calculated using the Debye-Scherrer formula [28, 29],
t=0.9��/��cos�� (3)
where �� is the Cu K�� wavelength (��=1.54056 ), �� is the Bragg angle of the diffraction peak, and �� is the full-width-half-maximum (FWHM) of the peak. The crystallite sizes are calculated to be in the range of 15.1, 14.8, 14.5 and 13.9 nm of the coating on UCGC, CGC, MGC, FGC substrate, respectively. As known, columnar structure in coatings is achieved by competitive growth process [30]. The substrate with decreased grain size provides more nucleation sites and accommodates more columnar grains with smaller diameter per unit volume. And then the tendency of columnar grains to grow larger in diameter is suppressed during the fierce growth competition [31]. Therefore, the TiAlN coating deposited on the finer grained substrate shows smaller columnar grains. In summary, the cermet grain size distinctly affects the growth of the PVD TiAlN coating, and the coating gets a finer and denser structure with the decreasing grain size of the substrate.
3.2 Mechanical properties of coatings by nanoindentation tests
Figures 5(a)-(d) illustrate the load and displacement curves of nanoindentation tests performed on the TiAlN coatings deposited on UCGC, CGC, MGC and FGC substrates. Based on these curves, the corresponding elastic recovery, hardness and elastic modulus values are calculated. It is obvious that the grain size of cermets substrate has an impact on the mechanical properties of the TiAlN coatings. The fraction of elastic recovery (Re) is calculated by [32]:
Re=(hmax-hf)/hmax (4)
where hf means dividing recovery displacement and hmax means maximum displacement. The Re of the coating on UCGC, CGC, MGC, FGC substrate are 29.1%, 35.5%, 38.4% and 46.8%, respectively, which indicates the plastic deformation in the coating decreases with decreasing grain size of the substrates.
Figures 6(a) and (b) show that with the grain size of the cermets substrate decreases, the hardness, the elastic modulus, the values of H/E and H3/E2 of the TiAlN coatings increase. According to Oliver-Pharr��s method, the elastic modulus of the tested material can be calculated by [33]:
 (5)
(5)
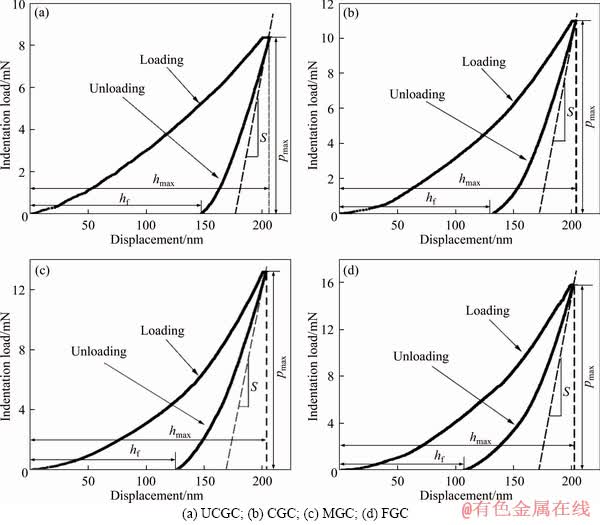
Figure 5 Load-displacement profiles of nanoindentation test of TiAlN coatings:

Figure 6 Hardness and elastic modulus (a), H/E and H3/E2 (b) of TiAlN coatings on UCGC, CGC, MGC, FGC substrate
 (6)
(6)
where S=dP/dh is the experimentally measured stiffness of the upper portion of the unloading data, E* is the reduced elastic modulus, and A is the projected area of the elastic contact. E and v are elastic modulus and Poisson ratio for the specimen and Ei and vi are the same parameters for the indenter. The elastic modulus of the TiAlN coating on UCGC substrate is 302.8 GPa, which increases with decreasing grain size of the substrate. When FGC substrate is adopted, the elastic modulus of the coating is 433.2 GPa. Generally, compared to hardness, the nanoindentation measurement of the elastic modulus of coatings is more strongly affected by the substrate [34]. This is because the elastic field beneath the indenter is a long-range field that extends into the substrate, so the substrate substantially contributes to the measured contact stiffness even at small indentation depths. Furthermore, the increasing of elastic modulus in the paper is attributed to the different internal strain of the coatings deposited on cermet substrate with different grain size [35]. The internal strain is estimated as:
 (7)
(7)
where ��hkl is the full-width at half maximum of (200) plane of the TiAlN coating and �� is the Bragg angle. The internal strain of the coating on UCGC substrate is found to be 0.12, which increases to 0.34 of the coating on FGC substrate. It is obvious that the coating deposited on a finer grain size of the substrate shows larger value of the internal strain. As known, the increased elastic modulus is due to the increasing internal strain of the coating [36]. This explains that with decreasing grain size of the substrates, the value of the elastic modulus of the coating increases.
Moreover, the hardness is evaluated by [33]:
 (8)
(8)
where Pmax is the peak indentation load; A is the projected area of the elastic contact; H is the hardness of the coating. With decreasing grain size of the substrate, the hardness of the coating on UCGC, CGC, MGC and FGC substrate are 20.1, 29.3, 31.4 and 34.5 GPa, respectively. It can be explained that the cermet substrate with fine grains provides more grain boundaries which are easy to become the site of heterogeneous nucleation, ultimately leading to the increased nucleation rate. Therefore, the coating deposited on the substrate with decreased grain size shows finer and denser structure and resulting in the improved hardness according to Hall-Petch relation.
In essence, the values of H/E and H3/E2 are considered to reflect the resistance to elastic strain and plastic deformation of a material [7, 36]. The H/E is called ��elastic strain to failure��, and the H3/E2 is called ��the resistance of materials to plastic deformation�� [37]. Furthermore, H3/E2 is reported to be proportional to the plastic deformation resistance of the coating. According to the following equation [21]:
Py=K(H3/E2) (9)
where Py is yield pressure, K is related to the radius of indentation. Therefore, H3/E2 is a significantly precise parameter for the resistance identification towards plastic deformation and wear [13]. As seen in Figure 6(b), since the grain size of the substrates decreases, the value of H/E increases monotonically from 0.066 of the coating on UCGC substrate to 0.080 of the coating on FGC substrate. In the meanwhile, corresponding H3/E2 varies in the same trend from 0.09 to 0.22. Especially, coating on the finest grained substrate shows the highest H/E and H3/E2, indicating a better abrasive and crack resistance.
3.3 Adhesion of coatings on different Ti(C,N)- based cermets
Scratch test is carried out to investigate the adhesion strength of the TiAlN coatings. Figure 7 shows the scratch morphologies of the coatings on UCGC, CGC, FGC and MGC substrate respectively. As seen in Figure 7(a), the coating on UCGC substrate displays significant spalling regions along the side of the scratch. It is obvious that the spalling of the coating is not so serious with the decreasing grain size of the substrate in Figures 7(b)-(d). The critical normal loads (Lc)-the sporadic of adhesive failure (buckling, chipping, spalling, etc.) of TiAlN coatings are 24.35, 46.52, 55.13 and 69.87 N corresponding to the coating on UCGC, CGC, MGC, and FGC substrate respectively. Consequently, the spalling of the TiAlN coating is strongly influenced by the mechanical properties (mainly hardness and elastic modulus) of the underlying substrate material. It indicates that the coatings deposited on the fine grained substrate have a better adhesion than the coatings deposited on the substrate with coarse grain size [38]. It should be noted that coating delamination is a result of the inconsistent plastic deformation of the coating and substrate [39]. Since the coatings deposited on the UCGC, CGC, MGC and FGC substrates exhibit increased elastic modulus, hardness, and reduced plastic deformation, decreased shear stress arises at the interface between coatings and substrates during scratch tests. This indicates that the coating is less inconsistent with the substrate of the plastic deformation [39]. This assumption corresponds well to the fact that the lower adhesion is found for the coating on coarse grained substrate, which deforms more easily during these tests and thus results in more pronounced coating delamination.

Figure 7 Scratch morphologies of TiAlN coatings:
Different failure mechanisms are developed over the surface of the worn tracks for the coating-cermet substrate system and presented in Figure 8. At the beginning of the scratch track for low loads, the scratching response is dominated by the intrinsic coating properties (Figure 8(a)). The failure of the TiAlN coating is first limited to a superficial plastic deformation of the coating. As the normal load increases, a distinct ridged scratch groove appears, as shown in Figure 8(b). The formation of the ridge structure will produce a high tensile stress and bending moments in a direction perpendicular to the scratch, which results in a parallel crack with the scratch occurs (Figure 8(b)). Therefore, the cohesive failure of the coating begins at the parallel crack under the load. Just after the parallel crack, an angular crack (Figure 8(b)) occurs due to the moving action (providing the tensile stress parallel to the scratch groove behind the moving tip) and the bending action (providing the pull perpendicular to the scratch groove) [40]. The tensile stress is formed by moving the combination around the tip at the edge of the groove. As loading proceeds, the increasing tensile stress on the back of the moving stylus results in the appearance of a third regime, i.e., the transverse crack, as shown in Figure 8(c) (the rectangular part of Figure 7(c)). The cracks in the scratch grooves are due to the presence of large tensile stresses and aggregation of coating along the scratch grooves [41]. Under the critical normal load Lc, significant peeling of the coating fragments along both sides of the scratch can be clearly seen (Figure 8(d)). For the coated cermets, this type of damage is characterized by a combination of adhesive (along the interface) and cohesive (within the coating) failure mechanisms [42]. Finally, the increasing load causes a gradual enlargement of the scratch groove and growth of the spalling regions of the coating.
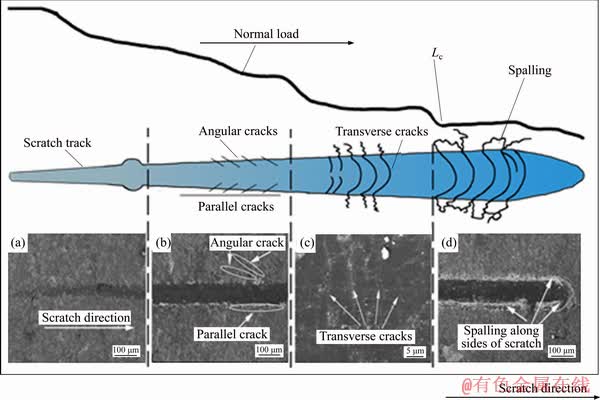
Figure 8 Detailed Scratch morphologies of failure mechanism obtained over surface of scratch track of TiAlN coatings on substrates with different grain size
3.4 Wear behavior
The coefficient of friction variation curves of the TiAlN coating under a normal load of 10 N is shown in Figure 9. It is evident that the variation can be divided into 3 stages [43, 44]. The stage between the starting point and the green dotted line is the first stage, namely, the ��run-in�� stage. In this wear stage, the friction coefficient increases firstly and then decreases. There are many asperities on the surface of the friction pairs and the stress is concentrated at the contact point of the friction pairs, which results in the deformation of the asperities. So the friction coefficient increases sharply to a certain value. The second stage occurs between green and orange dotted line, the friction coefficient increases to a higher value, remains constant for a short period, and then drops to a lower value. This is called ��transition stage��. The third stage occurs after orange dotted line and corresponds to stable variations of the friction coefficient within a certain region; this is known as the steady wear stage. When the friction pair is changed from point contact to surface contact, abrasive grains and furrows are generated. When the amount of abrasive grains produced is in dynamic equilibrium with the amount of abrasive grains leaving the friction surface, the friction coefficient is gradually stabilized [17].
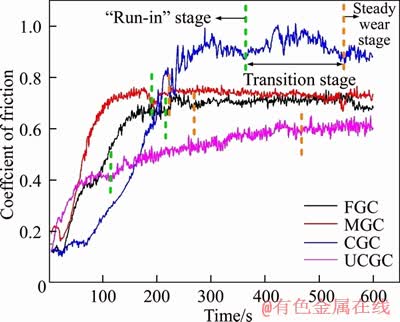
Figure 9 Coefficient of friction of TiAlN coating under a normal load of 10 N
As shown in Figure 9, the CoFs are 0.59, 0.94, 0.73 and 0.71 corresponding to the TiAlN coating on UCGC, CGC, MGC and FGC substrate, respectively. It indicates that with decreasing grain size of the cermet substrate, the friction coefficient increases first and then decreases. This is due to the frictional behavior of the deposited layer that is strongly affected by its low surface roughness and excellent mechanical properties (i.e., as the hardness increases the coefficient of friction decreases) [45]. Therefore, as the grain size decreases, the coating on CGC, MGC and FGC substrate exhibits a smaller surface roughness and higher hardness, resulting in a reduced coefficient of friction. It is reasonable that the CoF of the coating on UCGC substrate should be the largest, however, it is minimal. It can be explained that the hardness and adhesion strength of the coating are much worse than other three sets of samples. The ultra-coarse crystals, the low hardness and the poor adhesion strength of the coating result in the poor support of the substrate to the coating when the SiN grinding ball contacts the coating. During the sliding process, when a frictional force of 10 N is applied, the coating is easily peeled off and the frictional resistance generated is small, so that the friction coefficient is relatively small.
Figure 10 shows the morphologies of the sliding wear track on the TiAlN coating deposited on cermet substrate with different grain sizes. As noticed from Figure 10(a), the surface of the coating is worn out seriously and the coating gets peeled off due to plastic deformation. Moreover, obvious material removal and surface damage could be found, indicating that severe wear occurs in the coating. As shown in Figures 10(b)-(d), the wear debris and cracks in the wear track are observed in all samples, while the coatings on cermet substrate with finer grain show less wear debris and cracks. It is demonstrated that with the decreasing grain size of the cermet substrate, the wear resistance of the coating increases. When studying the wear behavior of coatings, it has been stated that the wear resistance of a coating can be improved by lower surface roughness, i.e., the surface roughness of the coating has a very strong impact on the friction behavior [46]. It is evident that surface defects have a negative impact on the wear properties of coatings as they can be a primary source of abrasive particles in sliding contact and high stresses can occur at these defects resulting in cracks [47]. The higher the surface roughness of the TiAlN coating deposited on the cermet with coarser grains has, the worse the wear resistance is. An additional explanation is that the finer the grain size of the substrate is, the higher the value of H3/E2 (Figure 6(b)) of the coating has. The value of H3/E2 has an inverse relationship with the rate of crack growth and a proportional relationship with the resistance to plastic deformation in coatings, which indicates a better abrasive and crack resistance [48]. It is explained that the sample with coarsest grain shows the worst wear resistance. The wear rates of the TiAlN coatings on UCGC, CGC, MGC, FGC substrate are shown in Figure 11. It can be seen that the wear rate of the TiAlN coating has a decreasing trend, which indicates that the coating deposited on the cermet with finer grains has better friction and wear resistance. This is consistent with the results obtained from the previous sliding wear morphology analysis.
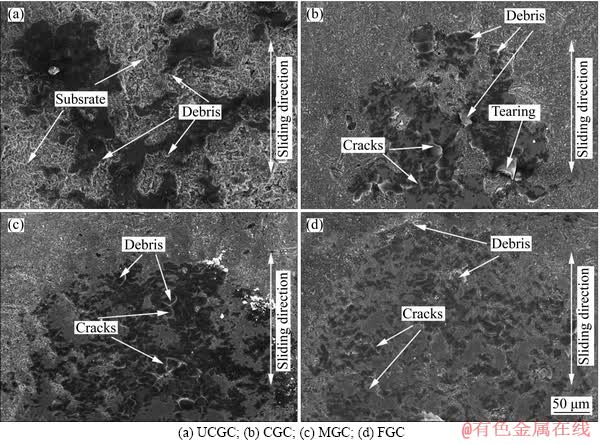
Figure 10 SEM images of sliding wear track on TiAlN coating:
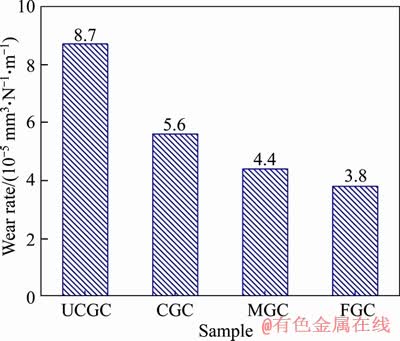
Figure 11 Wear rate of TiAlN coatings on UCGC, CGC, MGC, FGC substrate
4 Conclusions
In this paper, TiAlN coatings are deposited on Ti(C, N)-based cermets with different Ti(C, N) grain sizes and the evolution of microstructure, cross-section morphologies, mechanical properties, adhesion strength and wear behavior of TiAlN coatings on different Ti (C, N)-cermets are investigated. Conclusions are drawn as follows:
1) The columnar crystals size of the TiAlN coating decreases with the decreasing grain size of the Ti (C, N)-cermets substrate. Actually, smaller cermets grains and more grain boundaries lead to an increasing nucleation rate, resulting in a finer and dense structure of the coatings.
2) The coatings deposited on cermets with finer grain exhibit higher hardness, elastic modulus, H/E and H3/E2 of 34.5 GPa, 433.2 GPa, 0.080 and 0.22, compared with 20.1 GPa, 302.8 GPa, 0.066 and 0.09 of the coating deposited on the ultra- coarse grained substrate. It indicates that the coatings deposited on the cermets substrates with finer grain exhibit higher crack resistance and plastic deformation resistance.
3) A reduction in grain size of the substrate results in better adhesion strength of TiAlN coating from scratch tests and the critical loads of TiAlN coatings are 24.35, 46.52, 55.13 and 69.87 N with the decreased grain size of the substrates. The superior adhesion strength of the coatings deposited on cermet with finer grain size is attributed to the decreasing shear stress at the interface.
4) The coefficient of friction evolution of the TiAlN coating on UCGC, CGC, MGC, FGC substrate are 0.59, 0.94, 0.73 and 0.71. According to SEM images of the sliding wear track and the wear rate of TiAlN coatings, it is demonstrated that with the decrease grain size of the cermet substrate, the wear resistance of the TiAlN coating increases.
References
[1] PANG Jia, LIU Ying, YE Jin-wen, TANG Zheng-hua, WANG Jie. Microwave sintering of TiCN-based cermets prepared from electroless Co-coated (Ti, W, Mo, V) CN powders [J]. Rare Metals, 2017, 6: 1-8. DOI: 10.1007/s12598-016- 0866-5.
[2] DONG Guang-biao, XIONG Ji, YANG Mei, GUO Zhi-xing, WAN Wei-cai, YI Cheng-hong. Effect of Mo2C on electrochemical corrosion behavior of Ti(C,N)-based cermets [J]. Journal of Central South University, 2013, 20(4): 851-858. DOI: 10.1007/s11771-013-1557-0.
[3] CARDINAL S, MALCHERE A, GARNIER V, FANTOZZI G. Microstructure and mechanical properties of TiC�CTiN based cermets for tools application [J]. International Journal of Refractory Metals and Hard Materials, 2009, 27(3): 521-527. DOI: 10.1016/j.ijrmhm.2008.10.006.
[4] XIONG Hui-wen, WU Yu-xue, LI Zhi-you, GAN Xue-ping, ZHOU Ke-chao, CHAI Li-yuan. Comparison of Ti(C, N)-based cermets by vacuum and gas-pressure sintering: Microstructure and mechanical properties [J]. Ceramics International, 2018, 44(1): 805-813. DOI: 10.1016/ j.ceramint.2017.10.003.
[5] LIU Jun-bo, XIONG Ji, GUO Zhi-xing, YANG Tian-en, WAN Wei-cai, ZHOU Li-ming, YE Jun-liu, LI Ti-jun, LI Shen-hou. Effect of graphite size on the tribological behavior of Ti (C, N)-based cermets self-mated wear pairs [J]. International Journal of Refractory Metals and Hard Materials, 2017, 64: 83-89. DOI: 10.15961/j.jsuese. 201600909.
[6] GUO Zhi-xing, LIAN Yi, ZHONG Hua, XIONG Ji, WAN Wei-cai. Effect of WC on the joint of Ti(C, N)-based cermet/steel joint by autogenous pressure-assisted interlayer-free diffusion bonding [J]. International Journal of Refractory Metals and Hard Materials, 2015, 51: 102-109. DOI: 10.1016/j.ijrmhm.2015.03.004.
[7] CHEN Hao, CHEN Kang-hua, XU Yin-chao, PAN Chen-xi, YI Ji-yong, ZHU Chang-jun. Microstructure, mechanical properties, and milling performance of arc-PVD AlTiN-Cu and AlTiN/AlTiN-Cu coatings [J]. Journal of Central South University, 2018, 25(3): 506-515. DOI: https://doi.org/ 10.1007/s11771-018-3755-2.
[8] YANG Tian-en, NI Lei, ZHENG Qi-wen, XIONG Ji. Cutting wear, microstructure and mechanical properties of (Ti0.5, W0.5) C-based cermet inserts containing Mo2C [J]. International Journal of Refractory Metals and Hard Materials, 2017, 68: 151-158. DOI: 10.1016/j.ijrmhm.2017.07.011.
[9] MO J L, ZHU M H, LEI B, LENG Y X, HUANG N. Comparison of tribological behaviours of AlCrN and TiAlN coatings��Deposited by physical vapor deposition [J]. Wear, 2007, 263(7-12): 1423-1429. DOI: 10.1016/j.wear.2007.01. 051.
[10] DOBRZANSKI L A, GOLOMBEK K. Structure and properties of selected cemented carbides and cermets covered with TiN/(Ti, Al, Si) N/TiN coatings obtained by the cathodic arc evaporation process [J]. Materials Research, 2005, 8(2): 113-116. DOI: 10.1590/S1516-143920050002 00002.
[11] SARGADE V G, GANGOPADHYAY S, PAUL S, CHATTOPADHYAY A K. Effect of coating thickness on the characteristics and dry machining performance of TiN film deposited on cemented carbide inserts using CFUBMS [J]. Advanced Manufacturing Processes, 2011, 26: 1028-1033. DOI: 10.1080/10426914.2010.526978.
[12] KOBAYASHI M, DOI Y. TiN and TiC coating on cemented carbides by ion plating [J]. Thin Solid Films, 1978, 54(1): 67-74. DOI: 10.1016/0040-6090(78)90278-x.
[13] DU Hao, WANG Lin-lin, YOUNG Ming-qing, ZHAO Hai- bo, XIONG Ji, WAN Wei-cai. Structure and properties of lanthanum doped AlCrN coatings [J]. Surface and Coatings Technology, 2018, 337: 439-446. DOI: 10.1016/j.surfcoat. 2018.01.060.
[14] SEIDL W M, BARTOSIK M, KOLOZSYARI S, BOLVARDI H, MAYRHOFER P H. Influence of coating thickness and substrate on stresses and mechanical properties of (Ti,Al,Ta)N/(Al,Cr)N multilayers [J]. Surface and Coating Technology, 2018, 347: 92-98. DOI: 10.1016/j.surfcoat.2018. 04.060.
[15] PICAS J A, FORN A, BAILE M T, MARTIN E. Substrate effect on the mechanical and tribological properties of arc plasma physical vapour deposition coatings [J]. International Journal of Refractory Metals and Hard Materials, 2005, 23(4-6): 330-334. DOI: 10.1016/j.ijrmhm.2005.03.005.
[16] LI Ti-jun, XIONG Ji, GUO Zhi-xing, YANG Tian-en, YANG Mei, DU Hao. Structures and properties of TiAlCrN coatings deposited on Ti(C, N)-based cermets with various WC contents [J]. International Journal of Refractory Metals and Hard Materials, 2017, 69: 247-253. DOI: 10.1016/ j.ijrmhm.2017.08.020.
[17] ZHENG Guang-ming, ZHAO Guo-yong, CHENG Xiang, XU Ru-feng, ZHAO Jun, ZHANG Hua-qiang. Frictional and wear performance of TiAlN/TiN coated tool against highstrength steel [J]. Ceramics International, 2018, 44: 6878-6885. DOI: 10.1016/j.ceramint.2018.01.113.
[18] SHI Zeng-min, YIN De-zheng ZHANG Da-yong, LIU Xu-wen. Characterisation of Ti(C, N)-based cermets with various nitrogen contents studied by EBSD/SEM and TEM [J]. Journal of Alloy Compounds, 2017, 695: 2857-2864. DOI: 10.1016/j.jallcom.2016.11.397.
[19] DIOS M, KRALEVAB I, GONZALEZC Z, ALVAREDOA P, FERRARIC B, GORDOA E, BERMEJOD R. Mechanical characterization of Ti(C, N)-based cermets fabricated through different colloidal processing routes [J]. Journal of Alloy Compounds, 2018, 732: 806-817. DOI: 10.1016/ j.jallcom.2017.10.274.
[20] GUO Zhi-xing, XIONG Ji, YANG Mei, XIONG Su-jian, CHEN Jianzhong, WU Yue-mei, FAN Hong-yuan, SUN Lan, WANG Jun, WANG Hui. Dispersion of nano-TiN powder in aqueous media [J]. Journal of Alloy Compounds, 2010, 493(1, 2): 362-367. DOI: 10.1016/j.jallcom.2009.12.103.
[21] CHEN Yun, DU Hao, CHEN Ming, YANG Jun, XIONG Ji, ZHAO Hai-bo. Structure and wear behavior of AlCrSiN-based coatings [J]. Applied Surface Science, 2016, 370: 176-183. DOI: 10.1016/j.apsusc.2015.12.027.
[22] LI D, GURUVNKET S, HASSANI S, BOUSSER E, AZZI M, SZPUNAR J A, KLEMBERG-SAPIEHA J E. Effect of Crinter layer on the adhesion and corrosion enhancement of nano composite TiN based coatings deposited on stainless steel 410 [J]. Thin Solid Films, 2011, 519(10): 3128-3134. DOI: 10.1016/j.tsf.2010.12.020.
[23] BARSHILIA H C, PRAKASH M S, JAIN A, RAJAM K S. Structure, hardness and thermal stability of TiAIN and nanolayered TiAlN/CrN multilayer films [J]. Vacuum, 2005, 77(2): 169-179. DOI: 10.1016/j.vacuum.2004.08.020.
[24] GENG Zhe, SHI Gao-lian, SHAO Tian-min, LIU Yang, DUAN De-li, REDDYHOFF T. Tribological behavior of patterned TiAlN coatings at elevated temperatures [J]. Surface and Coatings Technology, 2019, 364: 99-114. DOI: 10.1016/j.surfcoat.2019.02.076.
[25] AMBIGER C, KABADI V R, GUPTA N, AMBLI K G, BHIDE R. Influence of substrate of the carbon contents and coating thickness on scratch and wear resistance of AlCrN films [J]. Surface and Coating Technology, 2016, 3(1): 1-7. DOI: 10.1016/0257-8972(93)90295-Y.
[26] LIU Wei, CHU Quan-quan, HE Rong-xuan, HUANG Mei-peng, WU Hai-dong, JIANG Qiang-guo, CHEN Jian, DENG Xin, WU Shang-hua. Preparation and properties of TiAlN coatings on silicon nitride ceramic cutting tools [J]. Ceramics International, 2018, 44: 2209-2215. DOI: 10.1016/j.ceramint.2017.10.177.
[27] RAMADOSS R, KUMAR N, PANDIAN R, DASH S, RAVINDRAN T R, ARIVUOLI D, TYAGI A K. Tribological properties and deformation mechanism of TiAlN coating sliding with various counterbodies [J]. Tribology International, 2013, 66: 143-149. DOI: 10.1016/ j.triboint.2013.05.001.
[28] TILLMANN W, STANGIER D, HAGEN L, SCHRODER P, KRABIELL M. Influence of the WC grain size on the properties of PVD/HVOF duplex coatings [J]. Surface and Coating Technology, 2017, 328: 326-334. DOI: 10.1016/ j.surfcoat.2017.08.064.
[29] LIN Jian-liang, MOORE J J, SPROUL W D, MISHRA B, WU Zhi-li, WANG Jun. The structure and properties of chromium nitride coatings deposited using dc, pulsed dc and modulated pulse power magnetron sputtering [J]. Surface and Coating Technology, 2010, 204(14): 2230-2239. DOI: 10.1016/j.surfcoat.2009.12.013.
[30] BANERJEE R, CHANDRA R, AYYUB P. Influence of the sputtering gas on the preferred orientation of nanocrystalline titanium nitride thin films [J]. Thin Solid Films, 2002, 405(1, 2): 64-72. DOI: 10.1016/s0040-6090(01)01705-9.
[31] CHEN Lei, PEI Zhi-liang, XIAO Jin-quan, GONG Jun, SUN Chao. TiAlN/Cu nanocomposite coatings deposited by filtered cathodic arc ion plating [J]. Journal of Materials Science and Technology, 2017, 33(1): 111-116. DOI: 10.1016/ j.jmst.2016.07.018.
[32] BAO Y W, WANG W, ZHOU Y C. Investigation of the relationship between elastic modulus and hardness based on depth-sensing indentation measurements [J]. Acta Materialia, 2004, 52(18): 5397-5404. DOI: 10.1016/j.actamat.2004.08. 002.
[33] OLIVER W C, PHARR G M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments [J]. Journal of Materials Research, 1992, 7(6): 1564-1583. DOI: 10.1557/ jmr.1992.1564.
[34] SAHA R, NIX W D. Effects of the substrate on the determination of thin film mechanical properties by nanoindentation [J]. Acta Materialia, 2002, 50(1): 23-28. DOI: 10.1016/s1359-6454(01)00328-7.
[35] RAHMAN O S A, WASEKAR N P, SUNDARARAJAN G, KESHRI A K. Experimental investigation of grain boundaries misorientations and nanotwinning induced strengthening on addition of silicon carbide in pulse electrodeposited nickel tungsten composite coating [J]. Materials Characterization, 2016, 116: 1-7. DOI: 10.1016/ j.matchar.2016.04.002.
[36] TSUI T Y, PHARR G M, OLIVER W C, BHATIA C S, WHITE R L, ANDERS S, ANDERS A, BROWN I G. Nanoindentation and nanoscratching of hard carbon coatings for magnetic disks [C]// Mechanical Behavior of Diamond and Other Forms of Carbon. Pittsburgh, PA, USA: Mater Res Soc, 1995: 447-452.
[37] MUSIL J. Hard and superhard nanocomposite coatings [J]. Surface and Coating Technology, 2000, 125(1-3): 322-330. DOI: 10.1016/s0257-8972(99)00586-1.
[38] USMANI S, SAMPATH S, HOUCK D L, LEE D. Effect of carbide grain size on the sliding and abrasive wear behavior of thermally sprayed WC-Co coatings [J].Tribology Transactions, 1997, 40(3): 470-478. DOI: 10.1080/ 10402009708983682.
[39] TAKADOUM J, BENNANI H. Influence of substrate roughness and coating thickness on adhesion, friction and wear of TiN films [J]. Surface and Coating Technology, 1997, 96(2, 3): 272-182. DOI: 10.1016/s0257-8972(97)00182-5.
[40] GHABCHI A, SAMPATH S, HOLMBERG K, VARIS T. Damage mechanisms and cracking behavior of thermal sprayed WC-CoCr coating under scratch testing [J]. Wear, 2014, 313(1, 2): 97-105. DOI: 10.1016/j.wear.2014.02.017.
[41] GILEWICZ A, WARCHOLINSKI B. Tribological properties of CrCN/CrN multilayer coatings [J]. Tribology International, 2014, 80: 34-40. DOI: 10.1016/j.triboint.2014.06.012.
[42] BULL S J, RICKERBY D S. New developments in the modelling of the hardness and scratch adhesion of thin films [J]. Surface and Coating Technology, 1990, 42(2): 149-164. DOI: 10.1016/0257-8972(90)90121-r.
[43] TIAN Hao-liang, WANG Chang-liang, GUO Meng-qiu, TANG Zhi-hui, WEI Shi-cheng, XU Bin-shi. Frictional wear performance under oil-lubricated conditions and wear resistance mechanism of high-velocity arc-sprayed FeNiCrAl coating [J]. Surface and Coating Technology, 2018, 353: 237-246. DOI: 10.1016/j.surfcoat.2018.08.060.
[44] PRIESKE M, HASSEL B H, MEHNER A, VOLLERTSEN F. Friction and wear performance of different carbon coatings for use in dry aluminium forming processes [J]. Surface and Coating Technology, 2019, 357: 1048-1059. DOI: 10.1016/j.surfcoat.2018.10.103.
[45] HUANG Ruo-xuan, QI Zheng-bing, SUN Peng, WANG Zhou-cheng, WU Chong-hu. Influence of substrate roughness on structure and mechanical property of TiAlN coating fabricated by cathodic arc evaporation [J]. Physics Procedia, 2011, 18: 160-167. DOI: 10.1016/j.phpro.2011. 06.075.
[46] DAURE J L, CARRINGTON M J, SHIPWAY P H, MCCARTNEY D G, STEWART D A. A comparison of the galling wear behaviour of PVD Cr and electroplated hard Cr thin films [J]. Surface and Coating Technology, 2018, 350: 40-47. DOI: 10.1016/j.surfcoat.2018.06.070.
[47] SAKETI S, OLSSON M.Influence of CVD and PVD coating micro topography on the initial material transfer of 316L stainless steel in sliding contacts�CA laboratory study [J]. Wear, 2017, 388: 29-38. DOI: 10.1016/j.wear.2016.12.003.
[48] FALSAFEIN M, ASHRAFIZADEH F, KHEIRANDISH A. Influence of thickness on adhesion of nanostructured multilayer CrN/CrAlN coatings to stainless steel substrate [J]. Surfaces and Interfaces, 2018, 13: 178-185. DOI: 10.1016/ j.surfin.2018.09.009.
(Edited by FANG Jing-hua)
���ĵ���
Ti(C, N)�����ߴ�Խ����մɱ����������������TiAlNͿ�������֯�����ܵ�Ӱ��
ժҪ�����IJ���������������ķ�����Ti(C��N)�������մɻ������Ʊ���TiAlNͿ�㡣�ص��о��˽����մɻ��徧���ߴ��Ϳ���۽ṹ��������Ϊ����ѧ���ܡ����ǿ�Ⱥ�ĥ����Ϊ��Ӱ�졣���������Ti(C��N)����Խϸ��Ϳ����κ��ܶ�Խ�ߣ���������Խ�ͣ����TiAlNͿ��ľ����ߴ�����Ti(C��N)�����ߴ�ļ�С����С������ѹ��ʵ��������ھ����ߴ���С�Ľ����մɻ����ϳ�����Ϳ��Ӳ��(H)�͵���ģ��(E)��ߣ��ֱ�Ϊ34.5 GPa��433.2 GPa��H/E��H3/E2��ֵΪ0.080��0.22������ʵ�����������Ti(C��N)�����ߴ�ļ�С��Ϳ�������Ľ��ǿ��Ҳ��֮��ߣ�����Ϳ��ľ����ߴ硢H/E��H3/E2�ı仯����һ�¡����⣬������ϸ���������մɻ����ϵ�Ϳ�����ֲڶȽϵͣ���ѧ���ܽϺã���ʹ��Ϳ����и��õ���ĥ�ԡ�
�ؼ��ʣ�Ti(C, N)�����ߴ磻�����մɣ�TiAlNͿ�㣻��е���ܣ����ǿ�ȣ���ĥ��
Foundation item: Projects(51634006, 51575368) supported by the National Natural Science Foundation of China; Project(2017GZ0041) supported by Science and Technology Support Program of Sichuan Province, China
Received date: 2019-02-20; Accepted date: 2019-07-30
Corresponding author: XIONG Ji, PhD, Professor; Tel: +86-13880085119; E-mail: 13668149296@163.com; ORCID: 0000-0001- 8224-3441

